
Abstract
In the present scenario, citizens’ concern about environment preservation creates a necessity to mature more ecological and energy-efficient manufacturing processes and materials. The usage of glass fiber reinforced polymer (GFRP) is one of the emerging materials to replace the traditional metallic alloys in the automotive and aircraft industries. However, it has been comprehended to arise a sustainable substitute to conventional emulsion-based coolants in machining processes for dropping the destructive effects on the ecosystem without degrading the machining performance. So, in this study, the comparison of the two sustainable cutting fluid approaches, i.e., dry and LCO2, has been presented based on machining performance indicators like temperature, modulus of cutting force, tool wear, surface roughness, power consumption, and life cycle assessment (LCA) analysis for end milling of GFRP. The cutting condition of LCO2 has been found to be superior in terms of machining performance by providing 80% of lower cutting zone temperature, tool wear, 5% lower modulus of cutting force, and reduced surface roughness with 9% lower power consumption that has been observed in the case of LCO2 in comparison with dry machining. However, to compress the CO2 for converting in liquid form, a higher amount of energy and natural resources is consumed resulting in a higher impact on the environment in comparison with dry machining. Considering the 18 impact categories of ReCiPe midpoint (H) 2016, 95% higher values of impacts have been observed in the case of LCO2 in comparison with dry machining.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Glass fiber reinforced polymer (GFRP) is one of the composites materials in which glass is used as reinforced material while thermosetting plastic, phenol–formaldehyde, and vinyl ester are generally used as matrix materials [1, 2]. The GFRP possesses an exceptional specific strength, resistance to corrosion, fatigue, microorganisms, and chemical along with its lightweight which is the prime requirement in aviation and automobile industries. Thus, their applications are extensively found in aerospace, automobile, spaceships, and marine sectors. All the parts needed to be assembled in these sectors are required to have a good dimensional accuracy and surface finish. However, the machinability of GFRP is poor due to its non-homogeneity, anisotropy, and excessive hardness of abrasive fibers [3]. Carbon-based cutting fluids can be an alternative to combat the adverse impact of tool wear due to the machining of harder abrasive fibers. It has been observed that the cooling and lubrication cost comprises 7–17% of total machining cost which can go up to 20% for cutting difficult-to-cut material [4]. This cost includes the labor cost to handle the lubricant/coolant, energy cost for recirculation, coolant/lubricant cost, cost of equipment required to circulate coolant/lubricant, and waste disposal [5]. Figure 1 describes the bifurcation of costs involved in machining as well as cutting fluids used in machining operations of automobile industries [6]. Thus, the usage of conventional cutting fluid is not economical. Besides, their usage is restricted for machining GFRP due to the absorption of water present in cutting fluids by the fibers lowering its strength and in-service performance. The best available option to replace the cutting fluid is not to use the cutting fluid absolutely, i.e., dry machining. Dry machining evolves as a low-price clean machining process due to the absence of cutting fluid. It is found to be favorable and competent to open-faced machining operations like milling operations. In the open-faced machining operation, the chip evacuates easily from the tool interface. In the end milling operation, one of the open-faced machining processes, the only one cutting edge is not involved continuously in the cutting action and the generated heat can be managed without the usage of cutting fluid up to a certain level of process parameters [7]. The usage of cryogenic coolants has been found to cut hard-to-machine alloys like superalloys, titanium-based alloys, and steel alloys. They can also be used for machining GFRP to reduce the pullout of fibers by lowering the cutting zone temperature. Besides, they are sustainable and not required to recycle unlike in conventional carbon-based cutting fluids. Also, the recycling of chips is not an environmental issue in cryogenic machining as they do not leave any residue on machined surface and chips [8]. So, the cryogenic coolant can be used as another alternative of carbon-based coolant, apart from dry machining for machining of GFRP.

Bifurcation of machining and cutting fluid costs associated with automotive industries for machining processes [6] (Copyright reserved from Elsevier)
Naresh and Prasad [9] investigated the effect of wet and cryogenic conditions for turning unidirectional GFRP through analysis of surface roughness, tool wear, and fiber pullout at various combinations of cutting process parameters. The cryogenic condition has been found as the superior condition in terms of surface roughness, tool wear, and pullout of fibers. It has been also observed that the machined surface required approximately 24 h to dry the fiber. Azmi et al. [10] investigated the cutting force, tool wear, and surface quality with the change in cutting process parameters, i.e., cutting speed and feed rate. The abrasion wear mechanisms were found to be predominant tool wear mechanisms for all combinations of process parameters. The higher tool life was observed at the lowest cutting speed and feed rate, i.e., 150 m/min and 0.16 mm/rev, respectively, and when the fibers are oriented at 0°. In another study, Azmi et al. [11] investigated the effect of process parameters, i.e., cutting speed, feed rate, and depth of cut on the cutting force, tool wear, and surface roughness quantitatively. Among the three cutting process parameters, feed rate has been emerged as the most affecting parameter on all three machinability indicators, i.e., cutting force, tool wear, and surface roughness. Razfar and Zadeh [12] formed a model-based genetic algorithm optimized neural network system to predict the surface roughness and delamination factor for end milling GFRP. A good agreement was found between the experimental and predicted results for surface roughness and delamination factor. It was also found that the higher cutting speed and lower feed rate resulted in lower delamination factor and surface roughness. Sheikh-Ahmad et al. [13] developed a mechanistic model based on committee neural (CN) network and multiple regression to predict specific cutting energy for end milling GFRP. The CN network–based model was found to be more accurate than the multiple regression-based models. Davim and Reis [14] statistically investigated the impact of cutting speed and feed rate through L9 array on cutting force, delamination factor, and surface roughness for end milling of two composites of GFRP, i.e., Viapal VUP 9731 and ATLAC 382–05. However, the feed rate has been found as a significant parameter affecting three machinability indicators for both GFRP composites. Koklu et al. [15] compared dry and cryogenic LN2 based on hole quality indicators for drilling S2 glass fiber composites at various feed rate and cutting speed. It has been observed oversized holes in the case of cryogenic environment with less deviation in circularity and cylindricity of holes in comparison with dry machining. With the results of ANOVA, it was observed that the circularity at the top of hole was affected by the feed rate and cooling condition, respectively, in decreasing order as the cylindricity was significantly (60%) influenced by the cutting conditions. However, the deviation in the hole size was found a greater than 20 μm in the case of cryogenic cooling. Kumar and Gururaja [16] compared dry and cryogenic machining using LN2 for milling uni-directional carbon fiber reinforced polymer (UD-CFRP) at various feed rate, cutting speed, and fiber orients. In the cryogenic environment, a higher cutting force was observed in the comparison of dry machining at all fiber orientations and process parameters. Surface quality of UD‐CFRP with 0°, 45°, 90°, and 135° fiber orientations were improved by 8.60%, 26.71%, 22.53%, and 4.45%, respectively, under cryogenic conditions. Machining UD‐CFRP with 45° fiber orientation produces rougher surface, whereas smoother surface was achieved while machining of 135° oriented UD‐CFRP. In the dry machining, bending-based failure mechanism was observed for all orientations of fiber as shear-based, tensile-based, and combination of tensile and compression-based failures of fibers were observed for the fiber orientations of 135°, 90°, and 45°, respectively. The 3D surface topography of machined surface indicated that the higher surface quality was observed in the case of cryogenic machining. The attachment of dust particles of fiber/matrix, fracture of fiber, fiber-matrix de‐cohesion, and cavities were found in dry condition as only and fiber pull-outs were observed in cryogenic condition. Khanna et al. [17] compared cryogenic LN2 and dry machining for drilling CFRP at various feed rate, cutting speed, and tool. The superior machining performance in terms of damage factor at entry and exit were observed using four facet drill and cryogenic cutting condition at combinations of process parameters. Approximately, 14–38% and 5–68% lower values of Ra and damage factor were observed in the case of cryogenic machining in comparison of dry machining considering all combinations of process parameters.
In 2019, as per the report of Carbon Disclosure Project (CDS), a total of 8446 industries revealed the data for the environmental impact they generated. By the first look, this number is very small but if we compare with 2003 when around 228 companies participated, the trend of revealing environmental impact is remarkably improved [18]. To evaluate the environmental impact, life cycle assessment (LCA) analysis is a generally employed approach. Its usage is popular because it follows the (ISO:14040–14044:2006) and Environment Management System (EMS) [19]. However, it has been found a little literature that compares the machining performance as well as LCA analysis of end milling of GFRP. In this context, this study compares the cutting temperature, cutting force, power consumption, surface profile, and LCA for end milling GFRP under the two sustainable cutting conditions, i.e., dry and cryogenic coolant of LCO2.
2 Experimental setup
Slot milling tests were carried out in a Kondia HS1000 high-speed machining center. The material used during the tests was glass fiber characterized for presenting:
-
Tex 600 ± 10% at 90°
-
Tex 1200 ± 10% at 0°
-
Glass fiber content: 47.2 ± 0.5%
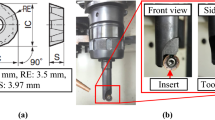
In particular, the layers of Tex 600 and 1200 are oriented at alternatively 0° and 90°, respectively; that is, layers of 600 g per kilometer of yarn (g/km yarn) and 1200 g/km yarn were overlapped at 0° and 90°, respectively, until obtain the part. The tool used was an indexable mill TECCOR® of 14 mm in diameter with 4 teeth. The tool holder used was a special tool holder NIKKEN® anti-vibration HSK63A. The 4 uncoated PCD inserts, TECOOR® D14X15X100Z4, were used. During the tests, the cutting conditions used were 350 m/min of cutting speed, 0.05 mm/tooth of feed, axial depth of 6.5 mm, and each slot had a length of 100 mm. Regarding cooling conditions, dry conditions and LCO2 were compared. In the case of CO2 cryogenic cooling, it was injected at 14 bars with a BeCold® device and a special way injection system was designed. The 2 nozzles having 1.5 mm diameter have been used to provide LCO2 at the cutting zone. The total flow rate of LCO2 has been fixed as 1.6 kg/min. The nozzle to workpiece distance has been kept as 25 mm with an orientation of 45° to used end mill.
In particular, a methacrylate box was manufactured which was connected with the suction pipe of the industrial vacuum cleaner on one side and at the bottom side; a perimetral brush to absorb the glass fiber generated during the slotting tests was added. This box was also provided with two cylinders which are in the center of setup and has a LCO2 nozzle injection with the aim of adjusting the injection angle and of fitting the LCO2 towards the cutting zone.
During the tests, cutting forces were measured with a Kistler® 9255. Besides, the power consumption of the spindle was measured with a Vydas UPC-E power cell. Also, cutting temperature at 0.5 mm from the bottom was measured with a K-type thermocouple. Furthermore, several stops were carried out to measure edge tool wear with a PCE-200 optical tool maker microscope. Stop test criterion was established at 1000 mm of cutting length. Each test was carried out 3 times with the aim of reducing the variability of the results obtained. Finally, once tests were carried out, a Leica® confocal microscope was used to analyze surface roughness of the bottom slots maintaining sampling length and cutting filter as 1 mm and Gaussian 0.8 mm respectively. Figure 2 presents the experimental setup employed in the study.

An image of a experimental setup, b a schematic for CO2 injection and glass fiber absorption system, c image of used K-type thermocouples, d image of anti-vibration tool, e image of workpiece material, and f image of CO2 injection system
3 Discussion on obtained results
3.1 Analysis of cutting zone temperature
The application of GFRP is often found as an insulator requiring the utmost thermal stability and expansion. It is quite often that the deviation in dimensional changes is introduced during machining processes due to the higher heat at the cutting zone. The cutting zone temperature is a controlling factor of machining performance in the case of GFRP materials. The higher tool life is found with lower cutting zone temperature. Besides, the surface quality is also affected by the cutting zone temperature. So, it is highly required to examine the cutting zone temperature during machining of GFRP [20]. In this context, Fig. 3 presents the temperature at 0.5 mm from the bottom of a plate using a K-type thermocouple to compare the cutting zone temperature after machining a 100-mm slot in dry and LCO2 cutting conditions. The purpose of analyzing the temperature after the very first slot is to exclude the effect of tool wear as at the initial stage of machining, the tool wear is similar in both cutting conditions. From Fig. 3, it is clear that the 88% lower cutting zone temperature has been observed in the case of LCO2 in comparison with dry machining. It is attributed to the lower temperature (194.5 K) provided by the LCO2 at the cutting zone when it exits from the nozzle. The important service performance indicator for machining GFRP like fiber pullout and thermal ablation are highly controlled by the cutting zone temperature. The reason for these issues is the higher cutting zone temperature generated due to the friction between cutting tool and workpiece which also leads to rapid tool wear too [21]. However, the usage of LCO2 reduces the cutting zone temperature and controls the fiber pull-out and thermal ablation. Besides, at a higher temperature, the smearing of matrix and fiber burning is also observed for machining FRP [22]. It changes the phenomenon of breaking the fiber from shearing observed in the case of cryogenic machining to the bending found for dry machining.

Comparison of cutting zone temperature for end milling GFRP in dry and LCO2 cutting conditions
Finally, in Fig. 4 is shown the initial and final slot carried out with each technique. In this picture can be shown that when dry machining is used, in the first slot, small burrs already appear in the first slot that increased until the last one in which have a considerable size. Nevertheless, when LCO2 is applied, this effect is mitigated, appearing in the final slots burrs, but smaller in comparison with the obtained with dry machining, what implies that the use of LCO2 enhances the thermal control avoiding fiber pull-out and thermal ablation effect.

Initial and final slot carried out with each technique. a Dry machining. b CO2 machining
3.2 Cutting force and tool wear analysis
Figure 5 presents the comparison of end milling GFRP in dry and LCO2 cutting conditions based on the modulus of cutting force. The value of modulus of cutting force has been obtained using Eq. 1.

Comparison of modulus of cutting force for end milling GFRP in dry and LCO2 cutting conditions
Here, the \({F}_{x}, {F}_{y}, \mathrm{and}\ {F}_{z}\) present the component of cutting force in the direction of x, y, and z, respectively.
In Fig. 5, the cutting force modulus obtained in slots 1, 5, and 10 in each test are shown to analyze its evolution. In particular, each test was carried out 3 times and in Fig. 5 is shown the average values obtained in each slot. In this line, it must be taken into account that the use of LCO2 implied a reduction in the first stages of 7%, and in the last one slot was reduced until 5%. This behavior is due to in the first stages, when the inserts were not worn and the cooling effect implied a brittleness of the glass fiber that enhanced the cutting process. However, this difference is reduced at the last stage due to the mechanical effects stemming from the slight wear that appeared on the cutting edge. Regarding the absolute values, in both cases, the modulus of cutting force increases by 40% in comparison with the slot 1 and 10 for both cutting conditions.
One of the reasons for observing a lower cutting force at cryogenic condition is the reduction in fracture strain and embrittlement of material which leads to lower cutting force. Besides, as shown in Fig. 6, marginally higher tool wear observed in the case of dry machining also contributed to a higher cutting force modulus in comparison with cryogenic machining. In particular, after finishing the tests, inserts used under dry machining presented flank wear of 18 µm, which is the double of the flank wear obtained when cryogenic cooling is used where the value was 8 µm. This difference in combination with the reduction in fracture strain and embrittlement of material due to LCO2 application implied that the use of cryogenic machining as coolant technique lower cutting forces is obtained.

Comparison of dry and LCO2 machining based on tool wear generated after the last slot produced
The wear mechanism in the GFRP material is quite different from the metallic materials wherein the adhesion wear is very common. In composite material, the abrasion of cutting edge can be seen in Fig. 6 due to intermittent contact of harder reinforced fibers for both cutting conditions, i.e., dry and cryogenic LCO2 [10]. In addition, particularly in the end milling process, alternating cutting action generates cyclic stresses due to contact of cutting edge with various phases of GFRP materials. Thus, in GFRP, the material is being cut by the combined mechanism of bending and shearing resulting in abrasive and microchipping tool wear [23]. However, marginally higher abrasive marks can be observed on the cutting edge employed for the dry machining due to the lack of any provision to escape the heat generated in the machining process.
3.3 Power consumption analysis
A higher energy efficiency reflects that the same process can be accomplished using less energy, denoting lesser energy waste. This fetches numeral advantages such as reduced greenhouse emissions, energy imports, and cost for machining. Hence, it is safe to conclude that energy efficiency and environment-friendliness go hand in hand. In this regard, the comparison of power consumption has been made for end milling GFRP in dry and LCO2 cutting conditions as shown in Fig. 7. In this case, the use of CO2 as coolant implies a reduction in power consumption of ≈10%, which supposes an improvement in the slotting process from both economic and environmental points of view due to this reduction.

Comparison of dry and LCO2 machining–based power consumption during 1000 mm slot produced on GFRP
A similar trend as observed for cutting force modulus has been observed for power consumption; i.e., lower power consumption has been observed for LCO2 in comparison with dry end milling. In dry cutting, the generation of higher heat makes a long contact of the cutting tool with chip. This increases the friction at the interface of tool-chip which eventually raises the power consumption. Besides, the marginally higher tool wear observed in the case of dry machining also contributed to higher power consumption in the case of dry machining in comparison with the LCO2 condition [24].
3.4 Surface roughness analysis
Figure 8 presents the comparison of dry and LCO2 cutting conditions based on surface roughness obtained for machining GFRP at the first slot. In the case of machining under dry conditions, the surface arithmetical mean height (Sa) was 5.28 µm and the sum of the largest peak height value and the largest pit depth value within the defined area (Sz) was 55.18 µm. These values, when CO2 was used, were reduced 20% in the case of Sa and 39% in Sz, obtaining 4.17 µm and 33.49 µm, respectively. Similar behavior is obtained when the surface roughness is analyzed in machining direction and perpendicular to it which implies that the use of CO2 has an impact on surface roughness, improving it in comparison with dry machining conditions.

Comparison of dry and LCO2 machining–based on surface roughness produced on GFRP. Dry machining: a 3D surface roughness, b surface roughness machining direction, c surface roughness perpendicular to surface roughness. LCO2 cooling: d 3D surface roughness, e surface roughness machining direction, and f surface roughness perpendicular to machining direction
It has been observed that the reduction in the sharpness of the cutting edge generates a higher heat ensuing in severe damage to the machined surface. This damage is done in the form of failure of matrix, pullout, and protrusion of fibers [25]. Thus, comparatively a larger tool wear observed in the dry machining is a cause for higher tool wear. Besides, the cutting zone temperature also plays a vital role to control the surface roughness. At lower temperatures, uniform material removal has been observed. As the cutting zone temperature raises, the amount of uncut reinforced fiber is increased due to the elongation of fiber length at a higher temperature. This also attributes to raising the surface roughens in the case of dry machining in comparison with the LCO2 environment [26]. Besides, at lower temperature, the effect of thermal degradation is found at a limited level. It resulted in the increment of shear strength, tensile strength, and stiffness of a matrix resisting the delamination of fiber in the matrix. In addition, at lower temperature, the differences of thermal co-efficient of expansion induce the stresses in the interior of matrix. It enhanced the inter-laminate strength of laminates and reduced the surface damage of machined surface in the case of machining using LCO2 in comparison with dry condition [16].
4 LCA analysis
In the current study, influences associated with the end milling of GFRP assigned with two cutting fluid conditions are measured with the Ecochain Mobius online platform. This examination can reasonably differentiate the efficacy of cryogenic CO2 and dry machining using the harm caused to human health, ecosystem, and resources. Besides it, the executed LCA model is following the steps described in the ISO 14040 and 14044: 2006 for the investigation [27]. In this regard, the LCA has been presented following the order of subsections as goal and scope definition, life cycle inventory (LCI), life cycle impact assessment (LCIA), and interpretation of results obtained.
4.1 Goal and scope definition
The aim of this study is the investigation of the environmental performance of end milling GFRP under dry and cryogenic CO2. In this context, the designation of system boundaries of the parameters specified for the cutting fluid strategies is vital. The pivot of the study is to equate the dry and cryogenic CO2 environments in a “gate-to-gate” method, abolishing the mining of material, usage of the final product, and its disposal. This macro-level impact valuation often called the streamlined LCA (SLCA) assesses only the environmental loads rising from the energy consumption of the process, production, and utilization of the coolant/lubricant [28].
The functional unit (FU) is a noticeable standard for the evaluation of substitute processes (here, employed coolant) in the SLCA method. In the current LCA analysis, the average energy consumption and LCO2 for machining a slot having 100 mm have been selected as an FU. Such an FU enables a clear collation of the cutting conditions for their environmental impact, creating an essential link for relating the LCI data with the LCIA results signified. Figure 9 indicates the system boundaries along with input–output flows of considered materials for dry and LCO2 cutting conditions.

Image showing the boundary conditions considering the input and output flows
The elementary proposals and assumptions are considered for conquering the possible confines of the LCA performed as detailed below [29, 30]:
-
Electricity consumption was considered according to Gujarat, India, production mix.
-
The transport of workpiece material and depreciation of devices has not been analyzed owing to their negligible effect.
-
The tool geometry, the flow of the coolants, vibrations of the machinery, and atmospheric humidity are taken as constants.
-
The vertical machining center (VMC), air compressor, and other equipment used for end milling are considered to have a trivial impact due to their frequent usage lately.
-
The impact due to leakage of the coolants is not considered. The chip recycling and remelting are omitted.
-
The effects of LCO2 evaporation are emitted considering the derivation of LCO2 as a by-product.
4.2 Life cycle inventory analysis
This section quantifies the flows between input and output elements of the considered boundary system. The collected data on the consumption of electricity and LCO2 has been referenced for end milling GFRP to produce a slot having 1000 mm. The consumption of electrical energy during end milling has been gained from the values of power consumption obtained from a Vydas UPC-E power cell and cutting time duration. The values of inventories generated during end milling have been presented in Table 1. Table 2 describes the Ecoinvent 3.5 database used in the study.
4.3 Life cycle impact analysis
This phase of LCA establishes a relation between the process under study and its potential impacts. It is a comprehensible derivation of the innovative models for risk assessment. Although it is unable to forecast an absolute value of the risk, it is often helpful to gain an insight into the relative threats posed by one or more alternative processes. The assessment model for LCIA can be either midpoint or endpoint, based on the goals and scope defined for the study and the data collected in the inventory [31].
From the literature, it is observed that the midpoint impact assessment model has lesser assumptions and complications, along with a provision of more extensive understanding when compared with that of the endpoint model. The LCA allows identifying the areas where the negative environmental impacts can be potentially reduced. CML 2002 and Eco-indicator 99 have been widely used methods for LCIA, while the ReCiPe method is a refurbished model of the previously mentioned methods. Although the amalgamation of the midpoint and the endpoint impact categories in a single rating is a functional tool for comparing alternatives, ReCiPe midpoint (H) is often implemented in scientific studies for its homogeneity and uniformity [32]. Taking these rulings into consideration, the normalized score for each of the 18 impact categories was evaluated by the ReCiPe midpoint (H). The sustainability assessment was carried out by analysis of damage to the ecosystem, human health, and resources. These three factors are distinguished for those they provide an outlook for the identification of areas of improvement in terms of environmental performance.
4.4 Life cycle result interpretation
Figure 10 presents the comparison of dry and cryogenic LCO2 machining based on the normalization values of 18 impact categories of ReCiPe midpoint (H) 2016. This comparison makes possible the two sustainable cutting fluid approaches dry and LCO2 firmed on LCA. Due to exclusion of cutting fluid in dry machining, the environmental impacts generated due to cutting fluid is zero but the higher energy consumption involved in the dry machining makes more burden on the environment in comparison with LCO2. So, it will be interesting to compare the cutting fluid strategies based on the total effect, i.e., due to cutting fluid and energy consumption. From Fig. 10, it is confirmed that the higher value of impact values has been found for the LCO2 in comparison with dry considering the impact due to fluid consumption and energy consumption. However, it is also observed that the higher values of impact category due to energy consumption have been found for the dry machining in comparison with LCO2 cutting condition. So, it is confirmed that the contribution to environmental impact is higher due to cutting fluid in comparison with the energy consumption during the machining process. Considering all impact categories, more than 95% higher impacts have been generated in the case of LCO2 condition due to cutting fluid consumption in comparison with dry machining. The higher differences in terms of 104 times impacts have been generated in FPMF category as 60 times impacts have been generated in ME considering the lower differences between the impacts generated in the dry and LCO2 cutting conditions. Thus, the LCO2 emerges as a “hotspot” in comparison with dry machining in terms of generating environmental impact.

Comparison of dry and LCO2 based on normalized values results of ReCiPe 2016 (H) midpoint impact categories
In the context of a more applicable comparison of dry and LCO2 cutting conditions, the normalized values of midpoint impact categories have been clustered into the three damage categories, i.e., damage to natural resources, ecology, and human resources. Figure 11 presents this comparison of dry and LCO2 based on damage to natural resources, ecology, and human resources. From Fig. 11, it is directly visible that the higher impacts have been generated for LCO2 in comparison to dry cutting condition. It is attributed to exclusion of cutting fluid involved in the dry machining. Though the obtained CO2 is a by-product of the chemical process, the production of LCO2 requires compression of gaseous CO2 to approximately 60 bars to convert it into liquid form. This process consumes more electricity and natural resources [33, 34]. Thus, a higher value of impacts has been found in the case of LCO2 in comparison with the dry machining process.

Comparison of dry and LCO2 cutting conditions based on damage categories, i.e., human health, resources, and ecosystem
5 Conclusions
This novel study presents the comparison of dry and LCO2 based on machining performance indicators like cutting zone temperature, tool wear, modulus of cutting force, power consumption, and surface roughness based on end milling GFRP. The conclusive remarks made based on the discussion on results are presented below.
-
The lower temperature (194.5 K) provided by LCO2 reduces the cutting zone temperature by 88% in comparison with dry machining considering the first 100 mm length slot what implies a cutting temperature control which minimizes burrs formation.
-
In the first slot, a 7% lower value for modulus of cutting force was observed in the case of LCO2 in comparison with dry machining. This difference is reduced until the last slot in which was established at 5%. This implies that cutting force evolution is similar with both techniques, presenting a slight improvement when LCO2 is applied as cutting fluid.
-
Regarding tool life, the use of LCO2 implies doubling tool life in comparison with dry machining once the tests are finished. Besides, this lower tool wear necessitates 9% lower power consumption considering the 1000 mm slot length reducing friction at the tool-chip interface.
-
In the case of machining under dry conditions, the surface arithmetical mean height (Sa) was 5.28 µm and the sum of the largest peak height value and the largest pit depth value within the defined area (Sz) was 55.18 µm. These values, when CO2 was used, were reduced 20% in the case of Sa and 39% in Sz, obtaining 4.17 µm and 33.49 µm, respectively.
-
Considering all impact categories, more than 95% higher impacts have been generated in the case of LCO2 condition due to cutting fluid consumption in comparison with dry machining. So, as per it, the LCO2 emerges as a “hotspot” in comparison with dry machining in terms of generating environmental impact.
Therefore, taking into account technical and environmental issues, the use of liquefied CO2 as cutting fluid instead of dry machining implies not only a tool life improvement with lower power consumption and better surface roughness but also a real improvement from an environmental point of view which becomes this technique in a suitable alternative to be applied industrially in GFRP milling processes.
Abbreviations
- LCA:
-
Life cycle assessment
- FRS:
-
Fossil resource scarcity
- FPMF:
-
Fine particulate matter formation
- WC:
-
Water consumption
- ME:
-
Marine eutrophication
- MET:
-
Marine ecotoxicity
- SD:
-
Stratospheric ozone depletion
- MS:
-
Mineral resource scarcity
- OFTE:
-
Ozone formation, terrestrial ecosystems
- HNCT:
-
Human non-carcinogenic toxicity
- GFRP:
-
Glass fiber reinforced polymer
- TA:
-
Terrestrial acidification
- OFHH:
-
Ozone formation, human health
- IR:
-
Ionizing radiation
- FE:
-
Freshwater ecotoxicity
- LU:
-
Land use
- HCT:
-
Human carcinogenic toxicity
- GW:
-
Global warming
- TE:
-
Terrestrial ecotoxicity
References
Arif M, Asif M, Ahmed I (2017) Advanced composite material for aerospace application—a review. Int J Eng Manuf Sci 7:393–409
Rao GVRS, Naresh K, Raju VKVSK (2021) Design and analysis of FRP composite bolted joints for space structures. Turkish Journal of Computer and Mathematics Education 12:4569–4577
Kavad BV, Pandey AB, Tadavi MV, Jakharia HC (2014) A review paper on effects of drilling on glass fiber reinforced plastic. Procedia Technol 14:457–464. https://doi.org/10.1016/j.protcy.2014.08.058
Pereira O, Rodríguez A, Fernández-Abia AI, Barreiro J, Lopez de Lacalle L.N, (2016) Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J Clean Prod 139:440–449. https://doi.org/10.1016/j.jclepro.2016.08.030
Sterle L, Pusavec F, Krajnik P (2021) The effects of liquid-CO2 cooling, MQL and cutting parameters on drilling performance. CIRP Ann 70:79–82. https://doi.org/10.1016/j.cirp.2021.04.007
Sanchez JA, Pombo I, Alberdi R et al (2010) Machining evaluation of a hybrid MQL-CO2 grinding technology. J Clean Prod 18:1840–1849. https://doi.org/10.1016/j.jclepro.2010.07.002
Canter N, Possibilities T, Machining DRY (1999) The possibilities and limitations of dry machining. Tribol Lubr Technol 65(3):400–404
Shah P, Khanna N, Chetan (2020) Comprehensive analysis to establish cryogenic LN2 and LCO2 as sustainable cooling and lubrication techniques. Tribol Int 148:106314
Naresh H, Prasad PC (2021) Investigating machinability performances of UD-GFRP rods under green machining and cryogenic machining environment by response surface methodology. J Mech Eng Res Dev 44:21–33
Azmi AI, Lin RJT, Bhattacharyya D (2012) Experimental study of machinability of GFRP composites by end milling. Mater Manuf Process 27:1045–1050. https://doi.org/10.1080/10426914.2012.677917
Azmi AI, Lin RJT, Bhattacharyya D (2013) Machinability study of glass fibre-reinforced polymer composites during end milling. Int J Adv Manuf Technol 64:247–261. https://doi.org/10.1007/s00170-012-4006-6
Razfar MR, Zadeh MRZ (2009) Optimum damage and surface roughness prediction in end milling glass fibre-reinforced plastics, using neural network and genetic algorithm. Proc Inst Mech Eng B J Eng Manuf 223:654–663. https://doi.org/10.1243/09544054JEM1409
Sheikh-Ahmad J, Twomey J, Kalla D (2007) A multiple regression and committee neural network force prediction models in milling FRP. Mach Sci Technol 11:391–412. https://doi.org/10.1080/10910340701554873
Davim JP, Reis P (2005) Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J Mater Process Technol 160:160–167. https://doi.org/10.1016/j.jmatprotec.2004.06.003
Koklu U, Morkavuk S, Featherston C et al (2021) The effect of cryogenic machining of S2 glass fibre composite on the hole form and dimensional tolerances. Int J Adv Manuf Technol 115:125–140
Kumar D, Gururaja S (2020) Machining damage and surface integrity evaluation during milling of UD-CFRP laminates: dry vs. cryogenic. Compos Struct 247:112504. https://doi.org/10.1016/j.compstruct.2020.112504
Khanna N, Pusavec F, Agrawal C, Krolczyk GM (2020) Measurement and evaluation of hole attributes for drilling CFRP composites using an indigenously developed cryogenic machining facility. Measurement 154:107504. https://doi.org/10.1016/j.measurement.2020.107504
Balasubramanian M (2016) Prediction of optimum weld pool geometry of PCTIG welded titanium alloy using statistical design. Eng Sci Technol Int J 19:15–21. https://doi.org/10.1016/j.jestch.2015.06.001
Shah P, Bhat P, Khanna N (2020) Life cycle assessment of drilling Inconel 718 using cryogenic cutting fluids while considering sustainability parameters. Sustainable Energy Technol Assess 43:109950
Erturk AT, Vatansever F, Yarar E et al (2021) Effects of cutting temperature and process optimization in drilling of GFRP composites. J Compos Mater 55:235–249. https://doi.org/10.1177/0021998320947143
Shahabaz SM, Sharma S, Shetty N et al (2021) Influence of temperature on mechanical properties and machining of fibre reinforced polymer composites: a review. Eng Sci 16:26–46. https://doi.org/10.30919/es8d553
Joshi S, Rawat K, Balan ASS (2018) A novel approach to predict the delamination factor for dry and cryogenic drilling of CFRP. J Mater Process Technol 262(521):531. https://doi.org/10.1016/j.jmatprotec.2018.07.026
Azmi AI, Lin RJT, Bhattacharyya D (2013) Tool wear prediction models during end milling of glass fibre-reinforced polymer composites. Int J Adv Manuf Technol 67:701–718. https://doi.org/10.1007/s00170-012-4516-2
Saoubi RM, Axinte D, Leung S et al (2015) High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann Manuf Technol 64:557–580. https://doi.org/10.1016/j.cirp.2015.05.002
Basmaci G, Yoruk AS, Koklu U, Morkavuk S (2017) Impact of cryogenic condition and drill diameter on drilling performance of CFRP. Appl Sci (Switzerland) 7:667. https://doi.org/10.3390/app7070667
Koboević N, Jurjević M, Koboević Ž (2012) Influence of cutting parameters on thrust force, drilling torque and delamination during drilling of carbon fibre reinforced composites. Technical Gazette 19:391–398
Khanna N, Shah P, Lopez de lacalle LN et al (2021) In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain Mater Technol 29:e00301. https://doi.org/10.1016/j.susmat.2021.e00301
Khanna N, Shah P, Wadhwa J et al (2020) Energy consumption and lifecycle assessment comparison of cutting fluids for drilling titanium alloy. Procedia CIRP 98:175–180
Pereira O, Urbikain G, Rodriguez A, Calleja A, Ayesta I, Lopez de Lacalle LN (2019) Process performance and life cycle assessment of friction drilling on dual-phase steel. J Clean Prod 213:1147–1156. https://doi.org/10.1016/j.jclepro.2018.12.250
Pereira O, Rodríguez A, Barreiro J, Lopez de Lacalle LN (2016) Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J Clean Prod 139:440–449. https://doi.org/10.1016/j.jclepro.2016.08.030
Shah P, Khanna N, Maruda RW et al (2021) Life cycle assessment to establish sustainable cutting fluid strategy for drilling Ti-6Al-4V. Sustain Mater Technol 30:e00337. https://doi.org/10.1016/j.susmat.2021.e00337
Vukelic D, Simunovic K, Simunovic G et al (2020) Evaluation of an environment-friendly turning process of Inconel 601 in dry conditions. J Clean Prod 266:121919. https://doi.org/10.1016/j.jclepro.2020.121919
Althaus H, Chudacoff M, Hischier R et al (2007) Life cycle inventories of chemicals. ecoinvent report No.8, v2.0. Final report ecoinvent data 1–957
Suárez A, López de Lacalle LN, Polvorosa R, Veiga F, Wretland A (2017) Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater Manuf Process 32(6):678–686
Acknowledgements
The executed work is as per the MOU signed between the Advanced Manufacturing Laboratory (IITRAM, India) and the Advanced Manufacturing Research Group (UPV/EHU, Bilbao, Spain). Thanks are due to Spanish Project Ministerio de Ciencia e innovation PDC2021-121792-I00 (DPI2016-74845-R) because of some result analysis and to project, and to former one PID2019-109340RB-I00 Iteneo for the help in CO2 device development and optimization.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. The authors received financial support from Basque Government in the Excellence University Group system call, grant IT 1573–22.
Author information
Authors and Affiliations
Contributions
Navneet Khanna and Prassan Shah performed the life cycle analysis; Adrian Rodriguez, L. N. López de Lacalle, and Octavio Pereira carried out the drilling experiments at university; meanwhile, Antonio Rubio and Txomin Ostra did at Tecnalia. Result discussion was a common task of all the group. Cryogenic device was patented by O. Pereira, l. N., López de Lacalle, and Tecnalia researchers.
Corresponding authors
Ethics declarations
Ethics approval
Authors agree with paper publication and consent to it. Data are in author’s database. There are not ethical issues with the work.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Khanna, N., Rodríguez, A., Shah, P. et al. Comparison of dry and liquid carbon dioxide cutting conditions based on machining performance and life cycle assessment for end milling GFRP. Int J Adv Manuf Technol 122, 821–833 (2022). https://doi.org/10.1007/s00170-022-09843-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09843-4