
Abstract
The aim of this paper is to determine the effect of aluminium surface preparation on the load-bearing capacity of laser-joined aluminium–polypropylene (Al-PP) specimens. The surface of the aluminium is prepared by chemical cleaning and laser engraving. The effect of pulse frequency, engraving speed and repetition number during laser engraving is investigated on the geometric parameters of the structure (straight groove) created on the surface of AA6082 aluminium alloy. Quasi-static shear testing of Al-PP joints is performed to determine how the amount and distance of the grooves affect the load-bearing capacity of the joints. The highest ultimate shear force (1250 ± 35 N) was achieved when many (21) grooves were formed with a laser engraving frequency of 20 kHz, a slow engraving speed (5 mm s−1) and many engraving repetitions (10) in the aluminium specimen. This corresponds to a shear strength of 3.1 MPa, which is 72.5% of the shear strength of the PP material used. Microscopic evaluation of joint cross-sections confirmed that the molten PP completely filled the grooves on the aluminium surface.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With new, light, but robust engineering materials, it is possible to design and manufacture engineering structures and assemblies with reduced weight while maintaining structural strength. Examples of such materials include polymers, polymer composites, aluminium alloys, and foamed versions of these materials. Huang et al. showed that with the proper additives and reinforcing materials, the strength and rigidity of thermoplastic polymers can be tailor-made to suit industrial requirements [1]. Zhang et al. showed that treating the surface of fibres in carbon fabrics with coupling agents can increase the strength and also the fire performance of thermoset polymer composites [2]. Chow and Mohd Ishak described how strong and tough polymer nanocomposites with self-healing or shape memory properties can be manufactured using readily-available processing techniques [3]. Rahmani and Petrudi showed that by casting aluminium around inexpensive mineral pumice grains, a composite structure with mechanical and energy dampening properties close to that of the much more expensive foamed aluminium can be manufactured [4]. Such materials possess immense potential in the vehicle industry: passenger safety can be improved by increasing the durability and toughness of structures, while costs can be reduced by using already established, inexpensive manufacturing techniques.
Taub et al. stated that using light but strong and stiff materials in the vehicle industry can also lead to lighter vehicles, which emit less environmentally harmful gases. They acknowledged that these materials also need to be joined together to form engineering structures [5]. With the increase in material types, techniques making it possible to form joints between metals and polymers have attracted considerable attention. Before the turn of the millennium, joints between materials with dissimilar chemical structures were most commonly created by adhesive bonding, bolting, riveting, or a combination of these technologies. However, as Martinsen et al. have described, these have several disadvantages: adhesives usually have a relatively long bonding time, while the resulting joint is difficult to repair; bolting increases the number of parts and the total weight of the assembly and concentrates the stresses into the centreline of the bolt, while riveted joints are usually weak and not pleasing aesthetically [6].
Advances in materials and joining processes have made it possible to use modern techniques in the joining of metal and polymer materials [7]. Amancio-Filho and Blaga summarized available techniques, paying particular attention to friction-based joining methods. These techniques are usually not flexible in production and hard to automate [8]. Balle et al. showed that ultrasonic joining is a viable joining technique, which can produce strong joints between metal and polymer structures in short cycle times. However, special components are needed when metal parts are used, and the crystalline structure and the thickness of the polymer can influence the strength of the joint [9]. The laser beam technique described by Heckert and Zaeh has numerous advantages over other joining methods: for example, it is flexible and highly automatable, while it also provides fast cycle times and repeatable quality. The authors also highlighted the importance of aluminium surface pre-treatment in order to influence the strength of aluminium-polymer and aluminium-polymer composite joints [10].
In our previous review article [11], we summarized how a joint can be formed between materials with a dissimilar chemical structure. During the laser joining of aluminium and polymer materials, the aluminium is heated by absorbing part of the energy in the laser beam. The polymer material is then heated and melted indirectly when the aluminium conducts its heat to the polymer [12]. The laser beam may pass through the polymer before being absorbed in the aluminium part (this method is called laser transmission joining [13]), or the joining can be done by heating the aluminium part only (this method is called laser direct joining or heat conduction joining) [14]. The melted polymer fills the surface roughness grooves of the aluminium, forming shape-locked joints on the joined surface. Secondary (hydrogen) bonds can also form between metal oxides and the polymer [15]. However, as stated by Kumar et al. the influence of such chemical bonds on joint strength is limited when the repeating unit of the polymer does not contain atoms other than carbon and hydrogen (such as polyethylene (PE) and polypropylene (PP)) [16]. Schricker et al. [17] also demonstrated that by increasing the size and roughness of the joined surface by laser engraving grooves on the aluminium specimens, the strength of the joint can be significantly increased. This is why we focus on the effect of surface structuring and mechanical interlocking on the shear strength of Al-PP joints in this article.
The surface roughness of aluminium can be altered with a variety of mechanisms and methods. In our review article, we presented these in a systematic manner based on our own classification principle, according to the creation method of the surface structures (nano-, micro-, and macro-scale geometric shapes on the metal surface). We distinguished between subtractive and additive techniques and also paid attention to surface modification. Among these surface preparation technologies, laser engraving, which belongs to the subtractive group, stands out for being easily automatable, clean, and providing repeatable quality with fast cycle times [11].
Lambiase and Genna created a joint between AA5053 aluminium alloy and polyvinyl chloride (PVC) using a diode laser and the heat conduction joining process (in which only the aluminium is irradiated with the laser beam). They determined that the two materials are chemically incompatible, thus PVC cannot properly wet the aluminium surface, and a joint cannot be formed between the two materials without surface preparation. Therefore, they engraved a mesh surface structure using a 30 W fibre laser to increase the potential joining surface area on the aluminium specimen. They were able to form joints with an average shear strength of 15.3 MPa between the prepared aluminium and PVC, which was 70% of the ultimate strength of the PVC base material [18]. Lambiase and Genna reached a similar result when they tried to join AA5053 aluminium alloy and polyether-ether-ketone (PEEK): without surface preparation of the aluminium, no durable joint could be formed. After laser structuring the aluminium surface (creating a mesh groove system), they were able to form joints with an average shear strength of 30 MPa, which was 53% of the ultimate strength of PEEK [19]. Amend et al. engraved the surface of AA5182 aluminium alloy, creating two different structures: a non-contiguous crater structure and a contiguous mesh structure. They joined the prepared aluminium specimens with polycarbonate (PC) and unreinforced and glass fibre-reinforced polyamide 6 (PA6-GF). Their tests showed that for PC, the non-contiguous but deep structures (craters) provided the higher joint strength (19.7 MPa, about 30% of the ultimate strength of the PC), while for PA6-GF, the joint strength (15.5 MPa, about 30% of the ultimate strength of the PA) showed no significant dependence on the type of surface structures. They also observed that the PC, probably due to its high melt viscosity, could not fill the structures properly: they found air pockets at the bottom of the grooves and craters. The glass fibre-filled polyamide, which had a lower melt viscosity, filled the grooves well, but bubbles developed in the bonding zone near the Al-PA interface. This was probably caused by the undried PA6-GF used in the experiments [20]. Schricker and Bergmann created spot joints between AA6082 aluminium alloy and polypropylene (PP). They formed wide but shallow grooves perpendicular to the direction of the load applied on the joints on the aluminium specimens using a fibre laser. The authors investigated the effect of joining time on the strength of the joints and found that in a joining time of 5 s, the melted PP completely filled the grooves, resulting in a joint strength of 30 MPa (about 80% of the ultimate strength of the PP). For joining times of less than 5 s, the strength of the joints decreased because the PP did not entirely fill the structures. When joining time was longer than 5 s, bubbles formed at the aluminium-PP interface, which also reduced the strength of the joints [21].
The presented publications show that laser engraving can be used to create structures on the aluminium surface that can influence the extent of shape-locking and thus the strength of joints. However, the literature search did not reveal any publications detailing how the surface preparation parameter values were chosen or how these influence the properties of the aluminium–polymer joints. Therefore, in this paper, we investigated the effect of the most important parameters of laser engraving (pulse frequency, number of repetitions, engraving speed) on the geometry of surface structures (straight grooves) created on a commonly used aluminium alloy (AA6082). We also determined the effect of the number and distance of the grooves on the strength of joints formed by laser beam between the engraved aluminium and PP. By determining the optimal values with optical and quasi-static mechanical measurements, we can propose the combination of laser engraving parameters that achieve the greatest possible surface modification and joint strength with the lowest possible engraving time and energy input.
2 Materials and methods
2.1 Materials
We used AA6082 aluminium alloy for our experiments, as it is a material widely used in industry (e.g., in vehicle components). 80 mm × 20 mm test specimens were cut from 2 mm thick rolled sheets in “T6” (semi-hard) condition. We measured the surface roughness of the rolled sheets with a Mitutoyo SJ-400 roughness tester machine. We chose a polypropylene with high melt viscosity (Tipplen R1059A; MOL Petrochemicals Co. Ltd., Tiszaújváros, Hungary). For the joining process, we prepared 80 mm × 80 mm specimens with a thickness of 2 mm with an Arburg AllRounder 420C 1000–290 (Arburg Holding GmbH + Co. KG, Lossburg, Germany) injection moulding machine. We determined the shear load-bearing capacity of the aluminium–polypropylene joints in accordance with ISO 4587, and the material’s shear strength in accordance with the ASTM D732-10 shear test method.
2.2 Surface preparation methods
To investigate the effect of surface preparation on joint strength, we created joints where the aluminium specimen surfaces were left “as-received” without cleaning or engraving. We also made joints where we cleaned the surfaces of the aluminium and PP specimens by immersing them in methanol (99.5% pure by Merck KGaA, Darmstadt, Germany) in an ultrasonic vibration bath for 1 min. We also manufactured joints in which we patterned the aluminium surface by laser engraving, after which we cleaned both the aluminium and the PP by immersion in methanol in an ultrasonic vibration bath for 1 min before joining.
We used a pulsed SPI fibre laser (Trumpf GmbH & Co. KG, Ditzingen, Germany) for engraving with a constant average laser power of 10 W. We performed the surface patterning in free air at atmospheric pressure and room temperature, during which we formed 20 mm long grooves perpendicular to the shear load of the aluminium–polypropylene joints (Fig. 1).

Dimensions of the aluminium and PP specimens and the arrangement of laser-engraved grooves on the aluminium surface
We manufactured the grooves by varying the pulse repetition frequency (PRF), the speed, and the number of repetitions of the engraving process (Table 1) and measured their effects on the geometric properties (depth, angle, and area) of the grooves. In our literature review, we could not find any publications that described how the authors chose the PRF values used in the laser engraving process and how it affected the geometrical parameters of the formed structures. Changing the PRF value (at constant engraving speed) influences not only the number of laser photons reaching the engraved surface, but their energy too; thus, the fluence (energy density) and the degree of surface structuring (ablation) change too. As a first step, we determined the frequency range (0.5–80 kHz) at a constant engraving speed of 5 mm s−1 and an engraving repetition number of 10, in which a groove could be created on the aluminium surface. Within this range, we measured the geometric parameters of grooves formed with 38 different frequency values searching for the PRF value that could form the groove with the largest possible surface area. With this PRF value (which was 20 kHz), we also examined the effect of different engraving speeds and repetition numbers on the size and geometry of grooves that we could form. Both of these parameters influence the amount of laser energy reaching the structure’s surface; thus, we chose a low, an intermediate and a high value for both parameters and aimed to find an optimal value regarding engraving time and efficiency (high groove surface area). In the case of engraving speed, a low value ensures a high engraving efficiency, while a high engraving speed is desirable from and industrial point of view to reach fast cycle times. In the case of repetition number, a high repetition number ensures a higher amount of material ablation, while a lower repetition number can lead to faster cycle times. The parameter values used in our measurements are summarised in Table 1.
We determined the geometrical parameters of the grooves by optical microscopy, for which we embedded the specimens in a two-component epoxy resin (a 100:40 weight ratio mixture of IPOX MR3012 (IPOX Chemicals GmbH, Laupheim, Germany) casting and laminating resin and IPOX MR3122 crosslinking agent). We polished the embedded samples on a Struers LaboPol (Struers Inc., Cleveland, Ohio, USA) grinding machine and used a Keyence VHX-5000 optical microscope and its built-in software (Keyence Corporation, Osaka, Japan) to measure the geometric properties (depth h, angle φ, area A, Fig. 2) of the grooves at five different distances from the embedding plane (Fig. 3). We also used a Jeol JSM 6380LA scanning electron microscope (Jeol Ltd., Tokyo, Japan) and an energy-dispersive X-ray spectrometer (EDS) coupled to this machine to investigate how the melted polypropylene flowed into the grooves (Figs. 2 and 3).

Cross-sectional image of a polished AA6082 aluminium specimen engraved by laser beam (h is the depth, φ is the angle, A is the area of the groove)

The polishing method used in measuring the geometrical properties of the grooves created on the laser-engraved aluminium. The red lines show the consecutive grinding distances from the original embedding plane
2.3 Laser joining method
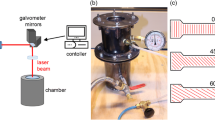
We used a Trumpf TruDiode 151 (Trumpf GmbH & Co. KG, Ditzingen, Germany) laser welding machine (diode laser with a continuous laser beam) and the heat conduction joining method to create the aluminium-PP joints. Before joining, we placed the specimens into a clamping fixture (Fig. 4) that we designed. This fixture ensured the air gap-free clamping of the specimens during the joining process, and it was fixed onto a computer-controlled moving table. Prior to creating the joints, we placed the aluminium and PP specimens into grooves milled into a textile-bakelite sheet (Fig. 4b, brown-coloured device) with an overlapped area of 20 mm × 20 mm.

The side (a) and isometric cross-sectional (b) view of the clamping device we designed for the experiments
The clamping fixture also allows control of the pressure applied to the specimens by pressing the textile bakelite sheet with the specimens to a 4 mm thick borosilicate glass plate using a pneumatic work cylinder. To eliminate the optical problems caused by the glass plate (decrease of transparency caused by irradiating the glass multiple times), we manufactured a small groove into the glass plate. This way, the laser beam could directly irradiate the aluminium specimen without passing through the glass. In our preliminary experiments, we proved that a strong and solid joint could be created between aluminium and polypropylene without external pressure; thus, in the experiments described in this article, we did not clamp the specimens together. We created the joints using the maximum power available on the laser joining device (150 W). The test specimens were moved along a 14 mm long straight line, repeating this path five times (Fig. 4).
2.4 Analysis of joints
We investigated the strength of the aluminium–PP joints by loading them until failure on a Zwick Z005 universal material tester (Zwick GmbH & Co. KG, Ulm, Germany) at a test speed of 2 mm min−1, at room temperature under quasi-static shear loading (in accordance with ISO 4587). To reduce the bending stress on the joints, we eccentrically offset the jaws of the clamps and set their distance to 30 mm. We determined the shear strength of the joints by dividing the measured maximum force (Fmax) by the nominal joining area (Ajoint = 20 × 20 = 400 mm2). We determined the joining efficiency rate (JER) by dividing the ultimate lap-shear strength of the joints (ULSSjoints) by the shear strength of the PP material (SSPP) (see Eq. (1)). We determined the shear strength of the PP material by loading five specimens until failure in accordance with ASTM D732-10, at a test speed of 1.25 mm min−1.
We made a video in which we showed how the laser structuring and laser joining processes and the measurement of the joints was performed. This video is attached as Supplementary content to this article.
3 Results and discussion
3.1 Measurement of the geometrical properties of grooves created by laser engraving
According to the principle of mechanical connection (shape-locked joints), a joint formed over a large surface area will have a high load-bearing capacity. The literature (for example: [17, 22]) and our experiments have demonstrated that laser engraving is highly reproducible and can be used to create a large amount of arbitrarily oriented structures with a large joining surface area in a relatively short time. Because of these advantages, we opted to use laser engraving in our experiments.
To investigate the influence of the key laser engraving process parameters on the geometrical properties of engraved structures and on the load-bearing capacity of the aluminium-PP joints, we created grooves on the surface of aluminium test specimens as described in the Materials and methods section (as shown in Fig. 1). We found that their geometrical properties (depth (h), angle (φ), area (A)) are significantly influenced by three parameters of engraving: the frequency of the laser beam, the speed of the laser beam (the engraving speed), and the number of repetitions of the engraving process. We investigated the effect of these by varying the value of only one parameter at a time.
First, we investigated the effect of laser pulse frequency at a constant engraving speed of 5 mm s−1 and a repeat number of ten. The pulse frequency range investigated covered values between 0.5 and 80 kHz (Table 1). Some of the images we created are shown in Fig. 5, while the whole image set containing 38 images is included in the Supporting Information.

The effect of laser frequency on the geometry of grooves engraved on the aluminium surface. Some structures are magnified to increase visibility
As shown in Fig. 5, small and shallow grooves were formed at low (0.5 kHz) and high (80 kHz) pulse frequencies. In our opinion, their shape was influenced by the so-called mode hopping phenomenon. As described by Koechner in [23], all laser beam devices with a doped laser medium have an optimum frequency at which the highest energy output occurs. Mode hopping occurs near the minimum and the maximum of the frequency range available on the equipment, at which point the excitation rate used to produce the laser radiation is too low (for low frequency values, in this case below 1 kHz) or too high (for high frequency values, in this case above 77.5 kHz). When the excitation rate is not adequate, the shape of the laser changes from TEM00 mode (Gaussian normal distribution) to TEM10 mode (as described by Svelto in [24]), resulting in the geometry with two distinct peaks as shown in Fig. 5.
When we used pulse frequencies in the adequate excitation rate range (in this case, between 1 and 77.5 kHz), “V” shaped grooves were formed. Their depth (h) and angle (φ) showed a dependence on the applied engraving frequency (Fig. 6). The depth increased steadily between 1 and 20 kHz, while the angle decreased, i.e., the grooves became deeper but narrower. Between 20 and 32.5 kHz, the average depth of the grooves was almost the same, while the standard deviation distribution of the measured results showed a slight decrease. Above 35 kHz, the depth showed a steady decrease, but the angle showed a steady increase up to 77.5 kHz. Above 77.5 kHz, the plasma formed by the sublimating material during the engraving process could no longer move the material out of the grooves. At 80 kHz, the mode hopping phenomenon reappeared, and above this frequency, no grooves were formed at all. Figure 6 shows a graph summarizing the results, with the measured average depth and average angle values and the standard deviation distribution of the average values.

The change in depth and angle of the grooves as a function of laser engraving frequency
In Fig. 7, we plotted the dependence of the grooves’ average area (A) on the engraving frequency. The maximum area was reached at 17.5 kHz (154.0 ± 14.5 mm2), while above this frequency, the area decreased. The curves describing the area (green) and the average depth (black) of the grooves are similar, and the relationship between them is approximately linear.

The change in depth and area of the grooves as a function of laser engraving frequency
Based on the results achieved with optical microscopy, we could also calculate the surface size of the inner walls of the grooves, where shape-locked joints between aluminium and polymer can form. This surface size was the largest (13.81 mm2), when a laser frequency of 20 kHz was applied during laser engraving. This is because the so-called PRF0 (pulse repetition frequency providing the maximum pulse energy) of our laser engraver machine is 20 kHz, which generates 40 ns laser pulses with an energy of 0.5 mJ. Thus, we used this frequency value in our further experiments in order to create the deepest grooves with the largest area.
We tested the effect of the number of repetitions of the engraving process by using a given speed (5 mm s−1) and the frequency generating the deepest structures (20 kHz). We used a repetition number of one, five, and ten to create grooves on the surface of the aluminium specimens. In the case of a single run, essentially no groove was formed (Fig. 8). Deep and wide grooves were produced with five and ten repetitions, but as our experiments show, their properties were significantly influenced by the frequency applied. To create the deepest structures with the largest possible area, we used a repetition number of ten in our experiments.

The effect of repetition number on the properties of laser engraved grooves
The third parameter we tested was engraving speed. The frequency of the laser beam was set to 20 kHz and the number of repetitions to ten in these experiments. Engraving speed is related to the energy delivered to a specified unit area and, therefore, to the extent of the material melted and sublimated. When the engraving speed is set to low, the laser beam delivers more energy to the same area; thus, more material is melted, and deeper surface structures are created. For our experiments, we selected a low speed (5 mm s−1) for maximum processing effect, a relatively high speed (50 mm s−1), which is desirable for industrial applications (fast cycle times), and also an intermediate speed (25 mm s−1). The cross-sectional images of the specimens prepared with these parameters are shown in Fig. 9. The deepest grooves were formed at a speed of 5 mm s−1, and therefore, we used this engraving speed in our further experiments.

The effect of engraving speed on the properties of laser engraved grooves
3.2 Evaluation of joints manufactured with “as-received” and cleaned specimens
Before presenting the results obtained with the laser engraved aluminium in detail, we considered it necessary to analyse the effect of surface cleaning on the strength and load-bearing capacity of the formed joints.
3.2.1 Evaluation of joints manufactured with “as-received” specimens
We created five joints where neither the aluminium nor the polypropylene specimens were cleaned, i.e., we joined them in an “as-received” state. The joints created were not durable, and at the end of the joining process, the PP separated from the aluminium surface (adhesion failure) when the specimens cooled down, so we could not measure the strength of these specimens (0 MPa). This is because the dust and grease layer on the surface of the specimens, together with the low surface roughness (Ra = 0.15 ± 0.05 µm, Rz = 2.4 ± 0.8 µm) and the inert oxide layer of the aluminium prevented the formation of both physical (shape-locked) and chemical bonds (this is also supported by literature data, for example in [25, 26]).
3.2.2 Evaluation of joints manufactured with cleaned specimens
Since no durable joint could be formed with the “as-received” specimens, the next step was to degrease and clean the surfaces in methanol in an ultrasonic vibration bath to increase the possibility of chemical bond formation. The joints formed with clean specimens had a measurable but relatively low load-bearing capacity (439 ± 69 N). The failure of the joints was still adhesive, with the polypropylene and aluminium separating along the joint interface under load. Based on the average load-bearing capacity and the joined area (20 mm × 20 mm), we reached a bond strength of 1.09 MPa. This is 25% of the shear strength of the PP (4.32 ± 0.20 MPa, determined according to ASTM D732-10). Thus, we concluded that degreasing and cleaning are necessary but not sufficient for the formation of strong joints. Our experiments so far have demonstrated that the joined surfaces must be cleaned, and the surface roughness of the aluminium specimen must be changed (the surface must be structured) for the aluminium-polymer joints to approach the load-bearing capacity of the polymer material.
3.3 Determination of the ideal number and distance of grooves
To analyse the effect of the laser-engraved surface structures (grooves perpendicular to the load) on joint strength, we created multiple specimens by varying the number of and the distance between the grooves. The selected values are shown in Fig. 10a–h: the black-coloured frame represents the joining area of the aluminium (20 mm × 20 mm), while the red-coloured lines represent the structures created. The distance between the grooves is also given below the figures. In our preliminary experiments, we determined that Al-PP joints can be formed in the 0.75–3 mm s−1 joining speed range. We also found that PP degraded at speeds below 0.75 mm s−1, while no durable joint was achieved at speeds above 3 mm s−1. For our experiments evaluating the effect of the number and the distance of the grooves, joints were created with a joining speed of 1 mm s−1 (based on our preliminary experiments).

Configuration of the grooves created by laser engraving
As a first step, we investigated how the load-bearing capacity of the Al-PP joints changes when 0, 1, 2, or 3 grooves are used. First, we created specimens with two grooves and varied the distance between them: first, we used 0.1 mm and 0.5 mm, then between 1 and 10 mm, we incremented the distance by 1 mm; between 10 and 20 mm distance, we incremented the distance by 2 mm (see Figs. 10c and 11 for further reference). In the case of three grooves, one was always created in the centreline of the joining surface. We also created specimens, where the other two grooves were formed at 0.1 mm and 0.5 mm from the centreline symmetrically on both sides. In the remaining range (1 to 10 mm on both sides of the groove in the centreline), the distance of grooves from the centreline was incremented by 1 mm (Fig. 10d).

The load-bearing capacity of aluminium-PP joints under quasi-static shear loading as a function of the number and distance of laser engraved grooves
We determined the load-bearing capacity of the joints as an average of five measurements in accordance with ISO 4587 at a test speed of 2 mm min−1. The results of the measurements show that the load-bearing capacity of the joints can be increased by an average of 12% by adding just one groove onto the aluminium surface (Fig. 11), and the standard deviation of the measurement results can also be reduced. Using two grooves further increases load-bearing capacity (LBC): as shown in Fig. 11, the highest LBC (635 ± 60 N) can be achieved when two grooves with a distance of 0.5 mm are used. The maximum load-bearing capacity for specimens with three grooves (646 ± 30 N) was achieved when their distance was set to 5 mm. In both cases, increasing the distance above 5 mm reduced the LBC, and increased the standard deviation of the measurement data. The load-bearing capacity, joining surface size, shear strength, and joining efficiency rate values of the joints are summarized in Table 2.
Based on the measurement results shown in Fig. 11, the load-bearing capacity of the joints with two and three grooves is in the same order of magnitude. However, the exact value is influenced by the distance between the grooves. We made a general full-factorial Design of Experiments (DoE) model in MiniTab 18 based on the average load-bearing capacity values measured on specimens with 2 and 3 grooves, with groove distance values set between 0.1 and 10 mm. We chose these values, as these were comparable with each other, and also, all LBC values for specimens with 3 grooves and a groove distance above 10 mm showed a decreasing trend compared to specimens with smaller groove distance values. In order to investigate the effect of the chosen parameters, we used the factorial plot function to plot the fitted mean data values. We found that a groove distance of 0.5, 1, and 5 mm resulted in the highest possible mean LBC (Fig. 12) with the chosen groove number values (2 and 3). As we aimed to manufacture joints with the highest possible shear load-bearing capacity, we chose a groove distance of 5 mm (as this provided the highest possible LBC for specimens with 3 grooves, with the lowest possible standard deviation) for further investigation of the effect groove number on the LBC of joints. We theorise that this strength amplification effect is caused by the fact that when grooves are set less than 5 mm from each other, they attenuate each other’s strengthening effect and concentrate the stress. In contrast, for distances greater than 5 mm, the combined strength amplification effect of the grooves decreases.

Main effect of groove distance on the mean joint load-bearing capacity value of aluminium-PP joints manufactured with 2 and 3 grooves
Based on these results, we further investigated the effect of 5 mm distance by increasing the number of structures: we formed 4 and 5 grooves on the surface of aluminium specimens, as shown in Fig. 10e, f. We also investigated the load-bearing capacity of joints created with 11 (2 mm distance, Fig. 10g) and 21 (1 mm distance, Fig. 10h) structures. The average LBC values of the joints thus formed are shown in Fig. 13. We did not investigate further configurations as the time needed to create 21 grooves exceeded 10 min, and dense surface structures accumulate stress and weaken the joint.

The shear load-bearing capacity of Al-PP joints as a function of groove number and distance and the time needed to manufacture the corresponding amount of grooves on the surface of the aluminium
Figure 13 shows that when we increased the number of grooves but left their distance at 5 mm, the load-bearing capacity of the joints increased further. The magnitude of the increase compared to previously examined specimens was significant: for four grooves spaced 5 mm apart, the LBC of the joints increased to 738 ± 57 N, while with five grooves, it further increased to 792 ± 27 N. We observed a further significant increase in LBC testing the joints with eleven structures, as they failed at 976 ± 90 N, which was 23% higher compared to the specimens with five grooves, and 122% higher compared to the cleaned, but not engraved aluminium specimens. For the specimens with twenty-one structures, the average LBC increased to 1250 ± 35 N. The failure of specimens with more than five grooves was always caused by the breaking of the PP sheet (Fig. 14a), while for joints with or fewer than five structures, the typical failure mode was the separation of the specimens along the joining surface (adhesion failure, Fig. 14b). This shows that an optimal value of groove number and groove distance can be found as a combination of the values of several input parameters, namely the desired load-bearing capacity value and the failure mode of the specimen. From an industrial point-of-view, the time needed for the formation of grooves in the aluminium (which influences the LBC of joints) is also important, and usually is minimised in order to increase productivity. Thus if joints with the highest possible load-bearing capacity and strength are needed, it is advisable to form many grooves densely-packed together in the aluminium. If, however, the highest possible LBC and strength of the joint is not a primary concern, the formation of less grooves, with equal distance in-between them can be enough.

Failure of the Al-PP joints depending on groove number: cohesive failure of the PP sheet (a) and adhesive failure of the joint surface (b)
3.4 Evaluating the filling of the grooves by energy-dispersive x-ray spectrometry
We also performed energy-dispersive x-ray spectrometry (EDS) tests to determine the extent to which the melted polypropylene filled the grooves. For this purpose, test specimens were cut from the joining zone and embedded and polished with the same method used to evaluate the engraved aluminium specimens. During the tests, we determined the distribution of carbon and aluminium atoms on the surface. Figure 15 shows the results of two EDS measurements for which we used aluminium specimens with two distinct groove geometries in order to investigate the effect of laser engraving parameters and groove geometry on the filling of the grooves. Figure 15a–c shows a scanning electron microscopic (SEM) image and the distribution of carbon and aluminium atoms in the same region (with mixed colour markers), respectively, for an Al-PP specimen, where we manufactured the grooves in the aluminium with the parameters we found to be optimal (20 kHz laser frequency, 5 mm s−1 engraving speed, ten repetitions). These figures show that the PP completely filled the grooves, allowing us to form high-strength joints with shape-locked regions. Figure 15d–f shows an SEM image and the distribution of carbon and aluminium atoms in the same region (with mixed colour markers), respectively, of a specimen where the aluminium was engraved using different laser engraving parameter values (20 kHz laser frequency, 25 mm s−1 engraving speed, ten repetitions). We found that the depth of the groove decreased, which was caused by the fact that using a higher engraving speed decreases the effect of the engraving process; however, their shape did not change significantly. We also observed that the molten polymer completely filled the grooves in the aluminium, however, we also found that a crack formed between the aluminium and PP. This was caused by the fact that the smaller grooves had a lower improving effect on joint strength and also by the cutting method used before embedding the specimens into resin. The crack can be seen in Fig. 15e, where the EDS test showed a decreased amount of carbon atoms in the Al-PP interface region. In the SEM image in Fig. 15d, the crack is visible as a region with distinct material structure, as the resin we used to embed the specimens flowed into the empty space on the Al-PP interface. We also observed that the molten PP again fully filled the grooves during the joining process, which may be caused by the fact that the grooves had wide openings at the top.

The results of the EDS test, with an SEM image of a groove and its immediate surroundings (a, d), and the distribution of carbon (b, e), and aluminium (c, f) atoms in the same region
4 Conclusions
In this paper, we described the joining of a commonly used aluminium alloy and polypropylene by laser joining. To increase the shear load-bearing capacity and shear strength of the joints, we laser engraved grooves on the aluminium specimens perpendicular to the shear load of the Al-PP joints. We found that the frequency of the laser beam, the number of repetitions, and the engraving speed significantly affect the geometrical properties of the grooves. In our experiments, we investigated the effect of these parameters on the depth, angle, and area of these structures. Based on the results, we selected the frequency (20 kHz), repetition number (10), and engraving speed (5 mm s−1) that would produce the deepest grooves with the largest possible surface for further tests. Our tests also determined that cleaning the specimens, and structuring the surface increases both the load-bearing capacity and the shear strength of the joints.
The molecular structure of the polypropylene material that we used in our experiments is relatively simple, the PP only contains carbon and hydrogen atoms. Thus, the chance that any secondary interactions (hydrogen bonds or van der Waals forces) would form between the PP and the oxide layer of the aluminium is low. We also determined that the strength of Al-PP joints manufactured with smooth aluminium specimens was low because only small physical interlocks could form on the smooth surface. The strength of the joints can be influenced, for example, by structuring the aluminium, so we decided to determine how the number of grooves and their distance affect the load-bearing capacity. We detected an increase in joint strength as a result of using the structured aluminium in accordance with the theory of mechanical connection. The highest load-bearing capacity and shear strength (1250 ± 35 N, 3.13 MPa) was achieved when aluminium specimens with many surface structures (21 grooves) were used. This is approximately 73% of the shear strength of the base material, which we determined with shear test according to ASTM D732-10.
When fewer grooves (< 11) are used, their distance should be 5 mm in order to reach the highest strength possible. This is caused by an optimal interaction (synergy) between the structures at a distance of 5 mm: when grooves are densely engraved onto the surface, stresses are high and concentrated. For sparsely spaced (distance greater than 5 mm) grooves, the combined strength amplification effect of the grooves decreases. If the joints are not designed for peak load-bearing capacity, engraving time can be reduced with fewer structures spaced 5 mm apart.
We also determined by scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDS) that the polypropylene completely filled the grooves created on the aluminium surface, which contributed to the high strength of the joints.
We are going to continue our experiments using polypropylenes of the same PP family but with different melt viscosities and different joining speeds. We believe that the melt flow properties of the polymer significantly influence the extent to which the melted polymer fills the grooves on the aluminium surface and thus the load-bearing capacity of the joint. By optimizing joining speed, the time required for joining can be further reduced without decreasing the load-bearing capacity of the joint, which could also promote the further industrial application of aluminium-polymer joints created with laser joining.
Availability of data and material
All data generated or analysed during this study are included in the present article.
Code availability
Not applicable.
References
Huang Y, Cai C, Wei Z et al (2021) Biobased rigid-to-stretchable conversion for strong and tough poly(lactic acid) with UV-protective property. J Mater Process Technol 292:117052. https://doi.org/10.1016/j.jmatprotec.2021.117052
Zhang L, Ou Y, Wang DY (2021) Surface functionalization of carbon fabric towards high-performance epoxy composites via enhanced fiber–matrix interfacial strength and intergrowth charring behavior. Express Polym Lett 15(6):503–514. https://doi.org/10.3144/expresspolymlett.2021.43
Chow WS, Mohd Ishak ZA (2020) Smart polymer nanocomposites: a review. Express Polym Lett 14(5):416–435. https://doi.org/10.3144/expresspolymlett.2020.35
Rahmani M, Petrudi AM (2020) Optimization and experimental investigation of the ability of new material from aluminum casting on pumice particles to reduce shock wave. Periodica Polytech Mech Eng 64(3):224–232. https://doi.org/10.3311/PPme.15983
Taub A, De Moor E, Luo A et al (2019) Materials for automotive lightweighting. Annu Rev Mater Res 49(1):327–359. https://doi.org/10.1146/annurev-matsci-070218-010134
Martinsen K, Hu SJ, Carlson BE (2015) Joining of dissimilar materials. CIRP Ann 64(2):679–699. https://doi.org/10.1016/j.cirp.2015.05.006
Pouranvari M (2021) Critical review on fusion welding of magnesium alloys: metallurgical challenges and opportunities. Sci Technol Weld Joining 26(8):559–580. https://doi.org/10.1080/13621718.2021.1982339
Amancio-Filho ST, Blaga L (2018) Joining of polymer-metal hybrid structures - principles and applications. Amancio-Filho ST, Blaga L, editors. John Wiley & Sons, Inc., Hoboken, New Jersey, United States of America. https://doi.org/10.1002/9781119429807
Balle F, Wagner G, Eifler D (2007) Ultrasonic spot welding of aluminum sheet/carbon fiber reinforced polymer – joints. Materialwiss Werkstofftech 38(11):934–938. https://doi.org/10.1002/mawe.200700212
Heckert A, Zaeh MF (2014) Laser surface pre-treatment of aluminium for hybrid joints with glass fibre reinforced thermoplastics. Phys Procedia 56:1171–1181. https://doi.org/10.1016/j.phpro.2014.08.032
Temesi T, Czigany T (2020) Integrated structures from dissimilar materials: the future belongs to aluminum–polymer joints. Adv Eng Mater 22(8):2000007. https://doi.org/10.1002/adem.202000007
Wang Q, Jia Z-Y, Zhang B-Y et al (2021) Influence of processing parameters on joint shear performance in laser direct joining of CFRTP and aluminum alloy. Mater Des 209:109996. https://doi.org/10.1016/j.matdes.2021.109996
Wu J, Lu S, Wang H-J et al (2021) A review on laser transmission welding of thermoplastics. Int J Adv Manuf Technol 116(7–8):2093–2109. https://doi.org/10.1007/s00170-021-07519-z
Acherjee B (2021) Laser transmission welding of polymers – a review on welding parameters, quality attributes, process monitoring, and applications. J Manuf Process 64:421–443. https://doi.org/10.1016/j.jmapro.2021.01.022
Barletta M, Gisario A (2021) Laser sealing of compostable packaging solutions: experimental approach and adhesion mechanisms. Opt Lasers Eng 137:106369. https://doi.org/10.1016/j.optlaseng.2020.106369
Kumar R, Singh R, Ahuja IPS et al (2018) Weldability of thermoplastic materials for friction stir welding- a state of art review and future applications. Compos B 137:1–15. https://doi.org/10.1016/j.compositesb.2017.10.039
Schricker K, Bergmann JP, Hopfeld M et al (2020) Effect of thermoplastic morphology on mechanical properties in laser-assisted joining of polyamide 6 with aluminum. Weld World 65(4):699–711. https://doi.org/10.1007/s40194-020-01048-1
Lambiase F, Genna S (2018) Laser assisted joining of AA5053 aluminum alloy with polyvinyl chloride (PVC). Opt Laser Technol 107:80–88. https://doi.org/10.1016/j.optlastec.2018.05.023
Lambiase F, Genna S (2018) Experimental analysis of laser assisted joining of Al-Mg aluminium alloy with Polyetheretherketone (PEEK). Int J Adhes Adhes 84:265–274. https://doi.org/10.1016/j.ijadhadh.2018.04.004
Amend P, Pfindel S, Schmidt M (2013) Thermal joining of thermoplastic metal hybrids by means of mono- and polychromatic radiation. Phys Procedia 41:98–105. https://doi.org/10.1016/j.phpro.2013.03.056
Schricker K, Bergmann JP (2019) Temperature- and time-dependent penetration of surface structures in thermal joining of plastics to metals. Key Eng Mater 809:378–385. https://doi.org/10.4028/www.scientific.net/KEM.809.378
Schricker K, Stambke M, Bergmann JP et al (2016) Laser-based joining of thermoplastics to metals: influence of varied ambient conditions on joint performance and microstructure. Int J Polym Sci 2016:1–9. https://doi.org/10.1155/2016/5301081
Koechner W (2006) Solid-state laser engineering. Springer Science+Business Media Inc, New York, NY, USA
Svelto O (2010) Principles of Lasers. Springer Science+Business Media, LLC, New York, NY, USA
Critchlow GW, Brewis DM (1996) Review of surface pretreatments for aluminum alloys. Int J Adhes Adhes 16:255–275
Narbon JJ, Moreno-Díaz C, Arenas JM (2019) Influence of surface treatment on the surface energy of an aluminium substrate. Colloids Surf A 560:323–329. https://doi.org/10.1016/j.colsurfa.2018.09.010
Funding
Open access funding provided by Budapest University of Technology and Economics. The research reported in this paper and carried out at BME has been supported by the NRDI Fund (TKP2020 NC, Grant No. BME-NCS) based on the charter of bolster issued by the NRDI Office under the auspices of the Ministry for Innovation and Technology.
Author information
Authors and Affiliations
Contributions
All authors contributed in the conceptualisation of the methodology and design of the study. The investigation and the writing of the original draft was done by Tamas Temesi. Funding acquisition for resources and supervision was provided by Tibor Czigany. All authors participated in the review and editing of the first manuscript draft. All authors read and approved the final manuscript. Contributions based on CRediT roles: Tamas Temesi: conceptualisation, methodology, investigation, writing - original draft, writing - review and editing, visualization. Tibor Czigany: conceptualisation, methodology, resources, supervision, writing - review and editing, funding acquisition.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file2 (MP4 114187 KB)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Temesi, T., Czigany, T. Laser-joined aluminium–polypropylene sheets: the effect of the surface preparation of aluminium. Int J Adv Manuf Technol 121, 6907–6920 (2022). https://doi.org/10.1007/s00170-022-09790-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09790-0