
Abstract
Ablation sand casting is a new technology for casting aluminum alloys which helps to achieve superior cooling trends during the solidification and results in eutectic microstructure, reduced degree of defects, and improved mechanical attributes. To further enhance the functionality, water-soluble binder-based sand molds are used in conjunction with appropriate control over process parameters for specialized applications such as complex and thin-walled impeller manufacturing. In this regard, the influence of key process parameters including binder ratio (BR), sand grain fineness number (AFS number), and pouring temperature (PT) is investigated thoroughly on the mechanical characteristics (ultimate tensile strength and hardness) and dimensional accuracy of the thin-walled impeller. Ablation sand casting revealed exceptionally enhanced mechanical properties and dimensional accuracy as compared to conventional sand casting. The AFS number and binder ratio were most significant for controlling the dimensional accuracy. Multi-response optimization through Grey Relational Analysis reveals the optimal setting PT = 800 ℃, ASF number = 45, BR = 5% for lower dimensional deviation, higher hardness, and ultimate tensile strength through conventional sand casting. While for ablation case, the optimal conditions PT = 850 ℃, ASF number = 40, BR = 9% are attained against desired attributes. The attributes are significantly improved through ablated sand casting, dimensional accuracy 31.6%, hardness 58.9% and ultimate tensile strength 41.82%, and fractography analysis depicted the ductile fracture surface. The current technology is drawing attention of industry because of its potential in producing castings with superior mechanical properties and improved internal integrity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Aluminum is a widely used light alloy in the aerospace and automotive industry due to its low-weight, high strength and formability [1, 2]. Thin wall and complex shapes manufacturing parts for aerospace and automobile industries are desired to be defect-free. For thin profile casting, a modified version of conventional process was advised in literature [3,4,5] to present his idea that can be an effective and efficient way to counter expected defects and achieve the desired quality. The conventional sand-casting process exhibits defects if not controlled carefully. These defects include porosities, dimensional inaccuracy and high surface roughness [6]. These casting defects cannot be fully exterminated. The modifications in conventional sand casting have reduced these defects with improvements in mechanical properties [7,8,9]. Mechanical properties are a function of grain size and microstructure of metallic parts produced during solidification in the casting process [10]. The microstructure can be changed by altering the solidification rate [11]. The solidification rate is significantly controlled by the cooling rate provided by the mold [12].
Literature provides evidence on changing the cooling rate and its effect on microstructure and mechanical properties [13,14,15,16]. Saleem and Makhlouf [17] studied the effect of helium gas passed through the sand mold. They observed that rapid cooling rate caused small secondary dendrite arm spacing and increased yield strength as compared to casting produced in conventional sand molds. Pang et al. [18] investigated the effect of cooling rate on microstructure and mechanical properties of sand cast Mg–10Gd–3Y–0.5Zr magnesium alloy. An increase in cooling rate resulted in reducing the grain size of cast Mg alloy, increasing hardness and UTS of cast alloy. Sun et al. [19] examined the effects of different cooling conditions on the mechanical properties and microstructures of a Sr-modified Al-Si alloy casting. Three different molding sand including quartz, alumina, and chromite for different cooling rates were compared. The results revealed that changing the cooling rate significantly affects the mechanical properties and microstructure. Shabestari and Malekan [20] investigated the effect of cooling rate on solidification parameters and microstructure of 319 Aluminum alloy. A higher cooling rate resulted in lower solidification time and dendrite arm spacing with fine microstructure. Haque and Maleque [21] studied the effects of cooling rate on structure and mechanical properties Al-Si piston alloy. An increase in cooling rate refined the primary Si crystal from the structure and enhanced tensile properties and hardness were achieved. Kasprzak et al. [22] examined the effect of melt temperature and cooling rate on microstructure of Al-20%Si alloy. Variation in cooling rate during solidification had significant effect on secondary dendrite arm spacing (SDAS). It was observed that SDAS changed from 32 to 22 µm by changing cooling rate from 1.3 to 4.5 °C/s. Dorin et al. [23] investigated the influence of cooling rate on microstructure and corrosion behavior of Al–Fe alloy. Cooling rate was found to have significant influence on the improvement of mechanical properties and corrosion resistance of cast alloys. Mechanical stresses cause 90% of product failures during service because of the fatigue induced in metals. Therefore, huge resources are invested to determine the mechanism of fatigue failure such as crack initiation and propagation before breakdown. In casted parts, crack initiates from defects generated during casting process for instance inclusions and pores. Recently, it was explored [24] that mechanical properties degrade and show variability in aluminum castings because of the defects induced during mismanagement of the molten metal, inadequate solidification or inefficient filling system design.
To overcome these issues, the new developments in the castings especially in the sand molds are becoming popular due to the attainment of excellent engineering properties in final part. The castings are intensively cooled during the process of solidification and sand-molds are destructed using water spray/flow after solidification, known as ablation sand casting [25].
The ablation casting brings superior mechanical properties through simple setups ultimately lowering the production cost. The process significantly improves the solidification rate resulting in enhanced mechanical as well as other service properties. The technology is a recently introduced process by Grassi et al. [26] which is used for aluminum and magnesium alloys. Molds made by water-soluble binder are used for this process. After pouring when the melt is partially solidified, the water spray is used to wash the mold away successively. The spray is started from the cooler side of the mold and translated across the other end of the mold. Sand is washed away, and water impinges directly on a partly solidified melt surface. The large gradient of temperature of the process accelerates the action to eliminate the shrinkage porosities. The solidification takes place experiencing unmatched cooling rates resulting in fine and improved microstructure. This technique has some advantages over conventional sand casting because of the analogous characteristics produced as compared to high-pressure die casting. Williams et al. [27] investigated the effect of water spray cooling on defects, ductility, and tensile properties of a sand-cast steel bar. The cooling rate was found to have a significant effect on the studied properties. Weiss et al. [28] examined the effect of ablation on microstructure and mechanical properties of hybrid metal matrix composite composites (Al-10SiC-4Ni). A 20% increment in yield strength, 2.4% reduction in dendrite arm spacing was observed when cast through ablation of the sand mold. Bohlooli et al. [29] studied the effect of ablation casting on microstructure and casting properties of A356 Al alloy. A significant increase in the solidification rate has resulted. SDAS reduced to 35% and porosity content decreased to 3.84 vol.%. Tiryakioğlu et al. [24] investigated the effect of ablation on fatigue life of 6061-T6 sand cast components. Ablation casting has a significant effect on the properties of 6061 cast alloy. Superior tensile properties and fatigue life behavior were observed when cast with ablation. Taghipourian et al. [30] examined the effect of water jet delay time on microstructure and mechanical properties of A356 ablation cast aluminum alloy. Ablation of sand mold was performed with three different delay times (0.5 min, 1 min, and 2 min). Enhanced mechanical properties and finer microstructure were achieved at a delay time of 0.5 min. Han [31] investigated the solidification, microstructural and mechanical attributes of ablation casting of A356 alloy. He found that ablation process results in fine microstructure formation due to better solidification. From the cast’s distal end to the feeder, increasing solidification allows for the elimination of shrinkage and even gas holes. According to Barbarias et al. [32] the microstructure of the finest Si eutectic and iron-bearing phases solidified at a high cooling rate due to mold dissolution in ablation, rather than the SDAS value, which corresponds to a conventional sand-casting process with isolated areas of lower values associated with ablation, is the reason for the good mechanical properties of ablated samples.
In the traditional casting processes, the heat flows from the molten metal to the mold through limited air gaps. In this way, castings shrink and get cool down and the mold instantaneously heats up and expands. The contact of casting with the mold mainly controls the cooling rate and helps in reducing the density and structural fineness of casted part. In recently developed ablation process, the prime limitation of traditional processes, related to heat flow through air gaps, is eliminated through directly applying the coolant on the surface of casting to help in removing the mold and increasing the cooling rate. Regardless of the industrial interests in this emerging technology, there is scarcity of the open literature on the ablation casting. It can be inferred that the effects of sand-casting parameters on mechanical, and microstructural attributes have not been studied comprehensively in ablation sand casting. Therefore, this study aims at investigating the effect of sand-casting parameters namely pouring temperature, sand AFS number and binder ratio on response measures (dimensional deviation, hardness, and ultimate tensile strength) in both conventional and ablation sand casting by analyzing the solidification characteristics. Through response surface methodology, statistical significance of the process parameters on desired properties is quantified. The research discusses the unique features of the novel industrial process on influential engineering needs such as the mechanical and microstructural attributes of the casting and describes the key directions to further investigate the full potential of this emergent technology to produce superior-quality castings.
2 Materials and methods
2.1 Material and setup preparation
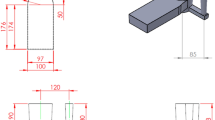
This section briefly describes the material composition, sand mold preparation, ablation sand casting, experimental setup and measurements of response variables. In this research, Aluminum AlSi7Mg alloy has been used for experimentation due to its commercial significance in the automobile and aerospace industry [33]. The chemical composition of the material was verified through an optical emission spectrometer before experimentation and provided in Table 1. A 3D printed impeller pattern with six blades was used for making the part cavity in the mold. Impeller diameter was 100 mm with blade height and thickness of 25 mm and 3 mm. Before experimentation, surface of the pattern was made smooth to be easily removed from the mold during mold preparation.
During sand casting, preparation of sand is an important factor to assure the quality of casted part. In this regard, silicate sand was used with a binder namely molasses making these two as the whole composition of the mixture. The first step involved the screening of sand with respect to grain fineness number. Secondly, the amount of binder (which is variable in the current research) was calculated in relation to fine sand obtained after screening process. After this step, the homogeneous mixing of ingredients was ensured through sand mixer. After this process, the sand molds were prepared. The gating system and patterns were positioned in the drag followed by sprinkling of sand to uniformly pack the mold. The strength of the mold was ensured through adequate pressing of sand. The similar process was carried out on cope by inserting sprue and riser pins. In parallel to sand mold preparation process, raw material was put in the furnace using graphite crucible for melting at desired temperature. To enhance the uniformity, the melt was sustained at required temperature (which is variable in current research) for adequate time. The floating slag and other impurities were separated from melt before pouring into mold cavity. To properly fill the mold, extra quantity was melted to adjust the volume drop by impurities. This helps to accomplish adequate filling of mold cavity and significantly reduces the probability of surface defects and inclusions.
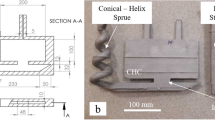
With the aim of comparing process parameters on conventional and ablated casting, two molds were prepared against each experiment using constant conditions. A constant ablation-delay time of 40 s after pouring melt was used for the whole experimentation. Water-soluble-bonded mold was destroyed through water jets. The water jet was applied at cooler side (region containing riser) and moved to hotter side (region containing sprue). During this action, sand was removed, and water impinges partly solidified castings’ surface. The casting cools down after the completion of ablation action. The final product thin-walled impeller was extracted after removing the feeding system. The ablation process is illustrated in Fig. 1.

Stepwise process illustrations of the ablation casting process
In this research, sand casting process parameters including pouring temperature (PT), sand grain fineness number (AFS number), and binder ratio (BR) were selected. These parameters have been identified after a preliminary study. The design space provided in Table 2 has been selected based on literature review and trial runs. The response measures considered in this study included dimensional deviation (Ddv), hardness, ultimate tensile strength (UTS).
Dimensional deviation of impeller blades was measured using Micron-X coordinate measuring machine (CMM). The curve radius of impeller blades was measured and compared with the curve radius of pattern blades. For measurement, three readings at random blades for each part were taken. The difference of these readings with pattern blades reading is considered and then the average of these measurements was considered as the observed dimensional deviation value. The dimensional deviation measurement using CMM is shown in Fig. 2. UTS was measured using the 810-Material Test System (MTS) having the capacity of 100 KN at ambient temperature and a strain rate of 0.005 mm/s. Samples for tensile testing were extracted from the center of impeller by using hacksaw and milling machine according to ASTM standard E8/E8M-11. Three tensile samples were tested for each experimental run, and the average was taken as observed ultimate tensile strength. The hardness was measured using a Universal Hardness Testing machine using scale B with 100-Kgf load and 1/8-in diameter ball. For each experimental run, the hardness was measured at five randomly chosen points. The average was used as a final hardness value.

Coordinate measuring machine (CMM) used for dimensional deviation measurement
2.2 Experimental design
Response surface methodology (RSM) integrated with grey relational analysis (GRA) has been used for modeling and analysis of conventional and ablation sand-casting process. In this technique, multiple responses are influenced by process parameters to optimize the responses [34]. Three sand-casting parameters pouring temperature (PT), sand grain fineness number (ASF number), and binder ratio (BR) have been used to investigate their effects on response variables, i.e., dimensional deviation, hardness, and ultimate tensile strength. In RSM, when all the independent input variables are measurable, controllable, and continuous with negligible error, the response surface Y can be expressed by the following Eq. (1).
In practical applications of RSM, it is always compulsory to model the true response surface. The approximating model is empirical and is based on experimental observations from the process. The empirical model is either first order (Eq. (2)) or second order (Eq. (3)) and can be simplified as:
where β0, βi, β1, and β2 are approximating functions of parameters, Xi is the input parameter, and Y is a response variable.
2.2.1 Central composite design
All the experiments performed in this research are based on a faced-centered composite design. In the faced-centered composite design, if the number of factors is represented by k and the number of center points by m, then the total number of experiments can be calculated by the following relation [34]:
Equation (4) is composed of factorial points (2 k), axial points (2 k), and 4–6 center points (m). It can be established from Eq. (4) that for the current research involving three factors (PT, ASF number and BR), the design consists of 18 experiments (8 factorial points, 6 axial points, and 4 center points). These 18 experiments were performed twice for (i) conventional sand casting and (ii) ablation sand casting. In the face-centered composite design, axial points are used to detect the curvature as a result of the relationship between responses and independent variables; center points on the other hand are used to estimate the pure error. A complete design matrix with observed responses is shown in Table 3.
3 Results and discussion
3.1 Grey relational analysis
To establish standardized data, grey coefficients have been determined to examine the correspondence between theoretical and actual statistics. Averaging the grey relational coefficients that correspond to responses measured, we obtain an overall grey relational grade. In GRA, two criteria correspond to the response variables, i.e., smaller-the-better (SB) and larger-the-better (LB) criteria [35]. In the present study, “dimensional deviation” corresponds to the SB case and the original sequence is normalized by Eq. (5) as:
Similarly, the response variables, hardness, and ultimate tensile strength follow the LB case and the original sequence is normalized by Eq. (6) as:
In the above Eqs. (5) and (6) \({x}_{i}(k)\) represents the grey relation generated value, \(\mathrm{min}{y}_{i}(k)\) and \(\mathrm{max}{y}_{i}(k)\) shows the minimum and maximum values for all \({k}^{th}\) responses. Where \({x}_{0}(k)\) shows the ideal sequence for the two responses for k = 1 to 6. Deviation sequence \({\Delta }_{0i}\left(k\right)\) is determined using Eq. (7):
Grey relational grade reveals the degree of freedom between ideal sequences \({x}_{0}(k)\) and \({x}_{i}(k)\). The coefficient of grey relational analysis \({\delta }_{i}(k)\) is determined by Eq. (8):
where \({\Delta }_{0i}\left(k\right)\) shows the deviation sequence of the reference taken from the ideal sequence \({x}_{0(k)}^{*}\) and the comparability sequence \({x}_{i(k)}^{*}\), and \(\psi\) represents the coefficient of identification. The value of the identification coefficient ranges between 0 and 1. If equal importance is given to the response measure, then its value is 0.5.
where in the above Eq. (9), \({y}_{i}\) shows the grade of grey relation for the \({i}_{th}\) experiments and n is the number of responses. As the value of grey relational grade is higher and higher, this means the strong relationship between references and given sequences, i.e., \({x}_{0}\left(k\right) \mathrm{and} {x}_{i}\left(k\right)\), the overall calculations are presented in Table 4. It also shows the outcomes for coefficients and grades of grey relational analysis for responses. Data normalization of responses was done by using Eqs. (5)–(7). Coefficients have been calculated by Eq. (8). The distinguishing constant coefficient is used to expand or compress the Grey relational coefficient ranges. Its value may be selected by experts, and its different values provide different results in Grey relational analysis. This led to similar optimum conditions. In this study, the value of the distinguishing coefficient was taken as 0.5. In the last step, all the responses have been converted to a single variable, grey relational grade. Grades have been calculated using Eq. (9). The optimal condition has been obtained by using grades. The variations among the grades concerning the number of experiments is given in Table 4. The grades having large value should be taken for comparison. It can be observed from Table 4 that for the conventional case, the maximum grey grade is for the 18th experiment at which the dimensional deviation is at 42.81, hardness at 0.52, and UTS at 9.92 and the values of process parameters, i.e., PT, ASF number and BR are 800 ℃, 45 and 3.64%, respectively. For the ablation case, the maximum grey grade is for the 6th experiment at which dimensional deviation at 1.19, hardness at 1.00 and UTS at 49.39 and the process parameters, i.e., PT, ASF number, and BR are 850 ℃, 40 and 9%, respectively.
The grey relational mean values of the process parameters at each level and the total mean value of Grey grade for all the experiments have been determined as shown in Table 5. Based on Table 5 results, the optimal setting for lower dimensional deviation, higher hardness and UTS for conventional case is (PT = 800 ℃, ASF number = 45, BR = 5%). While for ablation case, the optimal condition for lower dimensional deviation, higher hardness and UTS is (PT = 850 ℃, ASF number = 40, BR = 9%). Furthermore, ANOVA for the response variables and empirical models has been performed for identifying the significant factors for optimizing the responses.
3.2 Development of empirical models
For the analysis of measured responses (dimensional deviation, hardness and ultimate tensile strength) and the development of best-fit mathematical models, commercial statistical software has been used. The adequacy of models, on the other hand, was tested using the analysis of variance (ANOVA) technique.
3.2.1 Dimensional deviation
The fit summary for dimensional deviation suggested a quadratic relationship for both conventional and ablation sand casting as the best-fit model. For conventional sand casting, ANOVA results (Table 6) revealed that main effects sand AFS number and BR, interaction effect (PT × BR), and quadratic effects of sand AFS number2 and BR2 were the significant model terms associated with dimensional deviation. For ablation sand casting, the additional main effect of PT, interaction effect (AFS number × BR), and quadratic effect of PT2 have been found significant. The other model terms were insignificant and therefore eliminated by backward elimination to improve model adequacy. ANOVA results comprising of significant terms along with adequacy measures R2, adjusted R2, and predicted R2 have been presented in Table 6. The results indicated that the model is significant (P-value is less than 0.05). The adequacy measures R2, adjusted R2, and predicted R2 are close to 1, indicating the adequacy of the resulting empirical model. The developed empirical models for the prediction of dimensional deviation under conventional and ablation sand casting are presented in Eqs. (10) and (11).
3.2.2 Hardness
The fit summary for hardness also highlighted the quadratic relationship as the best-fit relationship. ANOVA results (Table 7) highlighted main, interaction and quadratic terms that contribute significantly to hardness include PT, sand AFS number, BR, PT × BR, and sand AFS number2 and BR2 while considering the conventional sand-casting process. For the ablation sand-casting process main and quadratic effects include PT, sand AFS number, BR, PT2, sand AFS number2 and BR2. ANOVA results presented in Table 7 indicate that the model is significant (P-value is less than 0.05). The developed empirical models for the prediction of hardness under conventional and ablation sand-casting process have been presented in Eqs. (12) and (13).
3.2.3 Ultimate tensile strength
The fit summary for UTS suggested a quadratic relationship as the best-fit model. The ANOVA results (Table 8) suggested that main effects PT, grain AFS number, BR, and quadratic effect grain AFS number2 and BR2 are the significant model terms associated with UTS for conventional sand casting. For ablation sand-casting main, interaction and quadratic effects include PT, sand AFS number, BR, PT × AFS number, PT × BR, sand AFS number × BR, PT2, sand AFS number2 and BR2. The ANOVA results of UTS after the elimination of insignificant terms for both processes are available in Table 8, with a P value less than 0.05 indicate that the model is significant. The final empirical model for the prediction of UTS for both conventional and ablation sand casting process has been provided in Eqs. (14) and (15).
3.2.4 Adequacy and validation of developed empirical models
The developed models have been verified for their adequacy through statistical analysis. Confirmation experiments were performed to validate the models experimentally. The values of process parameters for the experiments were chosen from the design space, which was different from those used for model development. To visualize the difference between actual and predicted values, the percentage error was calculated using Eq. (16) [36]. The validation results of empirical models developed for UTS and hardness for conventional and ablation sand casting are provided in Table 9. Results show that the percentage error is less than 5%, which validates the empirical models developed for the prediction. Furthermore, it can be established from the results that the developed models can predict the responses accurately with minor deviation.
3.3 3D response surface plots
The variations in effects of process parameters (pouring temperature, sand AFS number, and binder ratio) on the response variables (dimensional deviation, hardness, and ultimate tensile strength) for both the conventional and ablation sand casting have been analyzed using 3D response surface plots. It must be noted that these surface plots elaborate on the effect of two process parameters at the central levels of the third process parameter.
3.3.1 Response surface plots for dimensional deviation
The response surface plots are shown in Fig. 3a, b to demonstrate the effects of pouring temperature and sand AFS number on dimensional deviation for conventional and ablation sand castings. The objective is to minimize dimensional deviation. It is evident from these plots that both parameters pouring temperature and sand AFS number have a non-linear influence on the dimensional deviation. The dimensional deviation is minimum at a high level of both pouring temperature and sand AFS number. Similar effects of parameters were observed for both conventional and ablation sand-casting techniques. A minimum of 0.10 mm and 0.08 mm dimensional deviation was achieved for conventional and ablation sand castings, respectively. Figure 3c, d reveals the behavior of pouring temperature and binder ratio on dimensional deviation for conventional and ablation sand casting. A non-linear behavior was shown by binder ratio on dimensional deviation while pouring temperature affected linearly. The dimensional deviation was significantly influenced by the binder ratio followed by pouring temperature. The binder ratio directly influences the grain size [29]. The grain size obtained through the aid of ablation is smaller as compared to conventional sand casting process which improves surface bonding ultimately as a result of improvements in shrinkage rate [30]. A similar case is confirmed in this research, with the increase in pouring temperature from 750 to 850 °C, a comparable decrease of 10% in dimensional deviation is witnessed. Moreover, with the decrease in binder ratio from 9 to 5%, dimensional variation decreased significantly around ~ 40%. This is because many case alloys’ first molten liquid phase is dendritic phase. The dendritic grain contains six primary dendrite arms. The primary dendrite arms contain several secondary ones making the process complex to reveal the grain size of casting. Therefore, controlling the grain sizes in conventional casting is difficult. However, these can be influenced by the grains/dendrites formed or nucleated in the sand mold and their growth conditions [22, 31]. In this regard, AFS number influences the castings especially in terms of quality. With the increase in AFS number from 40 to 50, a slight decrease ~ 5 to ~ 10% is observed in both conventional and ablation cases. The reason behind similar trend is, the application of water streams is on the rigid shell of castings which are partially solidified making the water jets to be ineffective on the nucleation of grains in the sand mold [20, 31].

Response surface plots showing the parametric interaction effects on dimensional deviation for (a, c, e) conventional and (b, d, f) ablation sand casting
Figure 3e, f demonstrates the effects of sand AFS number and binder ratio for both conventional and ablation sand castings. Dimensional deviation relates nonlinear with both sand AFS number and binder ratio. The dimensional deviation is minimum at a high level of sand AFS number and low level of binder ratio. It increases with an increase in the binder ratio. Nevertheless, the water jets affect significantly in promoting the dendritic grains, however, may influence the grain size and morphology on the basis of solidification condition of the casting [30]. Therefore, adequate combination of process parameters is required to bring the full potential of ablation process in the form of improvements in the castings’ properties. The eutectic phase nucleates at or grows on the surfaces of the dendrites arms and helps to prevent primary dendritic grains’ growth [28, 29].
The surface morphology of current research work attained after conventional and ablation casting are provided in Fig. 4a–d. The phenomenon of solidification of metal is represented in Fig. 5 to highlight the physical science of ablation casting process. The ablation casting is based on cooling applied through water jets to destroy mold and solidify the metal. The water streams travel at a velocity (V) towards the feeder/riser of mold to affirm solidification of the casting. Therefore, dendritic-, eutectic-, and solid-fronts are prominent features in the ablated castings. The potential morphologies of fronts and the ways through which these fronts influence bubbles’ distributing in the castings are illustrated in Fig. 5. The advancing rates and front morphologies are significantly controlled by the application of cooling aid for instance water jet in the case of ablation casting. The ablated castings comprise of dendrites or the eutectics in the mushy zone because of rapid cooling action. In conventionally casted aluminum, the porosity is formed because of the entrapped air in mold during melt filling [37]. Also, gases also contribute to porosity which are blown to refrain from outgassing phenomena of mold materials for instance coatings and lubes [31]. Further, the porous phenomenon occurs with the precipitated bubbles because of dissolved gasses and similarly, with the shrinkage pores as a result of insufficient feeding [25]. The porosity formed during solidification process is categorized as shrinkage porosity (due to inefficient feeding and solidification shrinkage) and gas porosity (due to high proportion of dissolved gases). These defects are potential causes of future failure in parts manufactured through conventional process (refer above Fig. 4a, b). However, ablation casting process helps to minimize these limitations to enhance the quality of product (as evident in the above Fig. 4c, d).

SEM images for surface morphology analysis of AlSi7Mg alloy under (a, b) conventional and (c, d) ablation sand casting

Schematic view of the solidification mode during ablation casting of an alloy [31] (reprint permissions taken)
The microstructural comparison between conventional sand casted and ablation sand-casted parts provide evidence to the significant improvement in mechanical properties. The dendritic structure, refinement and low defects are the attributes of the ablation casting process. With the increased cooling rate, a refine microstructure is expected which in turn imparts better mechanical performance of the part. Micro-porosities and dendrites examined by Barbarias et al. [32] on the surface of A356 alloy in case of conventional casting and ablation casting as depicted in Fig. 6a, b. In these figures’ dendrites and inter-dendritic micro shrinkage is highlighted. As it can be seen, ablation process produces a more homogenous structure as compared to conventional sand casting. Moreover, equiaxed grains can be observed in the SEM image of ablation casted parts. In comparison, large dendrites and more voids and micro-porosity were found in conventional sand casting, whereas, in ablation sand casting, a refine microstructure, with smaller grains and porosities were observed. This exceptional behavior of ablation sand casting is advocated by the rapid solidification of the melt. As the cooling rate highly increases, melt solidifies faster, and columnar grains are forced to be restricted. This phenomenon of rapid solidification imparts improved mechanical properties [13,14,15,16].

Micro-porosities and dendrites on polished surface of (a) SEM image of conventional casting (b) SEM image of ablation casting [32]
3.3.2 Response surface plots for hardness
The 3D response surface plots below in Fig. 7a, b depict the direct influence of pouring temperature and sand AFS number on hardness. For conventional sand casting, the hardness increases with an increase in pouring temperature and sand AFS number. While in ablation sand casting sand AFS number has a non-linear effect on hardness while pouring temperature has a linear effect for both conventional and ablation sand casting conditions. Figure 7c, d demonstrates the effects of pouring temperature and binder ratio on hardness. By comparing these plots, it is evident that similar behavior of hardness can be observed by varying pouring temperature and binder ratio. Binder ratio has a non-linear effect on hardness while pouring temperature has a linear effect for both conventional and ablation conditions. It is clear from the plots that pouring temperature significantly affects hardness as compared to squeeze pressure. Hardness increases with the increase in pouring temperature and decrease in binder ratio.

Response surface plots showing the parametric interaction effects on hardness for (a, c, e) conventional and (b, d, f) ablation sand casting
The effects of sand AFS number and binder ratio on hardness for conventional and ablation conditions have been presented in Fig. 7e, f. The figures indicate that hardness is minimum at the low level of sand AFS number (40) and high level of binder ratio (9%) and vice versa. Furthermore, the effect of sand AFS number is very large as compared to the binder ratio. With the increase in AFS number from 40 to 50, hardness improved around ~ 24%. Figure 7 indicates the huge improvement in the core hardness of as-casted (not heat-treated) ablated part ranging ~ 42 to ~ 56 HRB in comparison to ~ 17 to ~ 25 HRB of conventionally casted metal (100 to ~ 200% increase). The remarkable difference of conventionally casted and ablation casted is because of the difference of microstructure [31]. Generally, the attributes of as-ablated metals are not considered appropriate for all applications. However, in the case of aluminums’ structural applications, strength, hardness, and accuracy (for assembly purposes) are prime concerns and are desired to be high [36]. Nevertheless, the importance of annealing or aging are also preferred to induce the desired properties after shaping the metals to avoid hardenability during processing. However, through water cooling process, final properties of as-casted part are optimized without requiring a separate conventional post-casting heat treatment process [14]. Along with the improvement in hardness, high temperature gradient during freezing improves the thermal condition leading to greater soundness [20, 22]. Moreover, optimum combination of AFS number, pouring temperature, and binder ratio helps to reduce micro-pores and cracks on fractures by improving pouring conditions [8]. The pouring and casting conditions are controlled through influential process parameters and the internal engineering properties are enhanced through incorporating ablation into conventional process [7, 38]. Furthermore, the benefits related to reduced production costs and enhanced service properties urge manufacturing sector to choose ablation casting as a potential alternate.
3.3.3 Response surface plots for ultimate tensile strength
Refer below Fig. 8, where Fig. 8a, b represents the effects of pouring temperature and sand AFS number on the ultimate tensile strength for conventional and ablation sand casting of AlSi7Mg aluminum alloy, respectively. While comparing these responses, it can be observed that the varying effects of pouring temperature and sand AFS number on the ultimate tensile strength are similar. Ultimate tensile strength is sensitive to variation in both pouring temperature and sand AFS number. Furthermore, ultimate tensile strength has non-linear relation with pouring temperature, while linear relation with sand AFS number. Ultimate tensile strength increases with an increase in pouring temperature and sand AFS number. It is relevant to mention that the highest ultimate tensile strength of 282.77 MPa has been achieved for ablation as compared to an ultimate tensile strength of 171.68 MPa achieved in conventional sand casting.

Response surface plots showing the parametric interaction effects on ultimate tensile strength for (a, c, e) conventional and (b, d, f) ablation sand casting
The effects of pouring temperature and binder ratio on ultimate tensile strength for conventional and ablation castings are presented in Fig. 8c, d, respectively. It is evident from the figures that the ultimate tensile strength is nonlinearly related to binder ratio and pouring temperature. Ultimate tensile strength increases with an increase in pouring temperature. While it increases with an increase in binder ratio up to a certain limit and then decreases. Figure 8e, f demonstrates the effects of sand AFS number and binder ratio in both conventional and ablation sand casting. Ultimate tensile strength relates nonlinear with both sand AFS number and binder ratio. Ultimate tensile strength is maximum at a low level of binder ratio, and it increases with an increase in sand AFS number. A similar trend is observed for ablation sand castings. It is observed that sand AFS number significantly affects the ultimate tensile strength as compared to the binder ratio. The ablation process has enhanced the ultimate tensile strength by ~ 75% (~ 160 to ~ 285 MPa). The increase in ultimate tensile strength (mechanical property) in as-ablated part is because of the refinement of microstructure specially reduction in the grain size [31]. Also, the solid-state phase undergoes significant changes due to rapid cooling in the compact form before unfurling, which contributes to the improvement in the strength [29]. The phenomena take place because of the Hall–Petch effect, which increases the strength through strengthening the grain boundaries. The effects of ablation on tensile strength are in line with the results of the studies [21, 24, 26]. The results will help to foundry-men with the investigations to properly design materials with required properties in a cost-effective manner.
It can be inferred from the above discussion that ablation sand casting significantly increased the mechanical properties and dimensional accuracy. Ablation casting promotes a higher cooling rate in sand casting [30] and a higher cooling rate produces improved microstructure and ultimately enhancement in mechanical characteristics [39, 40]. Improvement in mechanical properties is related to the refinement of microstructure and reduction in casting defects [41, 42]. Effects of sand AFS number and binder ratio are the same in both conventional and ablation sand casting, but pouring temperature depicts different behavior for ablation sand casting. At higher pouring temperature, the effect of ablation is negligible. Hardness and UTS increase by increasing pouring temperature [38] in conventional sand casting. But in ablation sand casting, it decreases when pouring temperature exceeds above 800 ℃. This is because, at a higher temperature, the microstructure becomes less sensitive to variation in cooling rate [43]. At elevated pouring temperature, microstructure and mechanical properties are enhanced [44] but ablation proves to be ineffective but better results comparatively the conventional casting.
3.4 Fractography analysis
Mechanical properties of as-casted products for both conventional and ablation castings are presented in the above Table 3. It is evident that the hardness and UTS of the ablated samples are improved as compared to conventional sand-casted samples because of the rapid cooling. The ablation casting process instigated refinement of the microstructural grains and affirmed uniform distribution of them in AlSi7Mg alloy matrix. Fractography of broken samples has been analyzed through the microstructure of fracture surface observed with scanning electron microscopy (SEM). The fracture surface of the broken samples is shown in Fig. 9a–d for both casting cases; conventional and ablation sand casting. Figure 9a shows that the fracture surface of the conventional sand-casted sample attained the UTS of 153.27 MPa at PT = 750 ℃, ASF number = 40 and BR = 9%. Figure 9b shows that the fracture surface of the conventional sand-casted sample achieved the UTS of 171.67 MPa at PT = 800 ℃, ASF number = 53.41 and BR = 7%. The change in UTS on the selected settings is because of the parametric influence which has been discussed before. However, both fractured samples of conventional sand casting have a cleavage fracture mechanism. It is evident from Fig. 9a, b that voids, round gas pores, and shrinkage pores, are present in the fractured microstructure, cause the stress concentration to accelerate the crack growth. The crack path generated through stress lies along the inter-dendritic zone as reported by Ran et al. [45]. Additionally, cracks are primarily originated in the interface region of Si particles and the matrix of AlSi7Mg alloy due to the internal stresses. When the internal stresses approach the final threshold, cracks form in the interface and propagate along it; consequently, produces cleavage fracture surface [30].

SEM images for fractography analysis images for of AlSi7Mg alloy under (a, b) conventional and (c, d) ablation sand casting
Figure 9c depicts the fracture surface of the ablated sample resulting the UTS of 266.45 MPa at PT = 750 ℃, ASF number = 40 and BR = 9%. Figure 9d demonstrates the fracture surface of the ablated sample obtained the UTS of 282.77 MPa at PT = 800 ℃, ASF number = 53.41 and BR = 7%. Ablated sample containing UTS of 266.45 MPa has fibrous morphological fracture due to the fine Si particles as well as Fe intermetallic compounds. This sample has no cleavage fracture, because the stresses influence α-Al matrix resulting in the fracture due to the nucleation and connection of gas pores and shrinkage pores [30], while ablated sample attained UTS of 282.77 MPa have dimples and shear surfaces in fracture morphology. However, the portion of dimples is less as compared to sample attained UTS of 266.45 MPa because of the existence of shrinkage porosity, larger dendrites, and coarse iron inter-metallic. Rapid cooling occurs in the ablated sample causing compromised UTS due to lower PT, which result in the dissolution of Fe element in the Al and reduced the creation of Fe inter-metallics, whereas, for ablated sample, resulting in higher UTS, rapid cooling did not occur during α-Al nucleation because PT was high. Consequently, fragmented inter-metallics are generated in inter-dendritic zones because of ablation which results into ductile fracture. Because the ablation process reduces the intensity of the stress-concentration effect on smaller Si particles and microregions with potential crack initiation by shrinking the size of Fe-bearing phases, it reduces the risk of brittle fracture in the last solidification region developed by poly phases [32].
3.5 Comparison of conventional and ablation sand-cast AlSi7Mg components responses
The discussion in the previous sections highlights that ablation sand-casting results in better ultimate tensile strength, hardness and dimensional accuracy as compared to conventional sand-cast components. To further demonstrate the effectiveness of ablation sand casting, a comparison between both conditions is provided in Fig. 10a–c. It must be noted that the values of response variables have been drawn from the design space provided in Table 3. It is evident from Fig. 10a–c that improvement in dimensional accuracy, ultimate tensile strength, and hardness have been observed in the range of 0.39–31.6%, 31.1–41.82%, and 19.1–58.9%, respectively, for ablation sand casting.

Comparison of response measures for conventional and ablation sand casting; (a) dimensional deviation, (b) UTS, and (c) hardness
4 Conclusions
In this research, the unique features of the novel industrial process on influential engineering needs such as the mechanical and microstructural attributes of the casting were discussed and the key directions to further investigate the full potential of this emergent technology to produce superior-quality castings were discussed. Therefore, investigations made in this regard to evaluate the effect of ablation sand casting on the AlSi7Mg alloy made impeller and process parameters such as binder ratio, AFS number, and pouring temperature on dimensional accuracy, hardness and ultimate tensile strength are presented. The following insights were drawn from detailed analysis on physical phenomena and statistical significance of process parameters on the properties of castings.
-
The phenomenon of solidification of metal highlighted the physical science of ablation casting process. The dendritic-, eutectic-, and solid-fronts were prominent features observed in the ablated-castings which influenced bubbles’ distribution resulting in superior microstructural properties. In conventionally casted aluminum, the porosity was formed because of the entrapped air in mold during melt filling which is significantly reduced through integrating ablation.
-
Multi-response optimization through Grey Relational Analysis revealed the optimal setting PT = 800 ℃, ASF number = 45, BR = 5% for lower dimensional deviation, higher hardness, and ultimate tensile strength through conventional sand casting. While for ablation case, the optimal conditions PT = 850 ℃, ASF number = 40, BR = 9% were attained against desired attributes.
-
For both ablation and conventional sand-casting processes, sand fineness AFS number was the most influencing parameter affecting dimensional deviation, hardness and UTS.
-
High dimensional accuracy was achieved by the high level of sand AFS number and pouring temperature and low level of binder ratio. The comparison between these techniques has shown that ablation sand casting tends to achieve an increased dimensional accuracy of 0.39 to 31.6%, hardness of 19.1 to 58.9% and ultimate tensile strength of 31.1 to 41.82%.
-
In ablation sand-casting process, fragmented inter-metallics were generated in inter-dendritic zones because of the cooling trend which results into ductile fracture. However, conventional sand casting had a cleavage fracture mechanism because the voids, round gas pores, and shrinkage pores tend internal stresses to approach the final threshold resulting in the formation of cracks in the interface and produces cleavage fracture.
The research could be extended to develop comparisons with quality metrics (elongation, surface properties, defects) with related variants of the casting process. Addition of different additives in the substrate extends the remarkable properties of the product which is important in the field to be addressed and could be state-of-the-art in extending solutions to industry. The findings of this research will aid foundries to achieve a high strength lightweight material.
Availability of data and material
The necessary data used in the manuscript is already present.
Code availability
Not applicable.
References
Williams JC, Starke EA Jr (2003) Progress in structural materials for aerospace systems. Acta Mater 51:5775–5799
Taub AI, Krajewski PE, Luo AA, Owens JN (2007) The evolution of technology for materials processing over the last 50 years: the automotive example. Jom 59:48–57
Jiang W, Fan Z, Liu D et al (2012) Effects of process parameters on internal quality of castings during novel casting. Mater Manuf Processes 28:48–55
Jiang W, Fan Z, Liu D, Wu H (2013) Influence of gas flowrate on filling ability and internal quality of A356 aluminum alloy castings fabricated using the expendable pattern shell casting with vacuum and low pressure. Int J Adv Manuf Technol 67:2459–2468
Jiang W, Fan Z, Liu D et al (2013) Correlation of microstructure with mechanical properties and fracture behavior of A356–T6 aluminum alloy fabricated by expendable pattern shell casting with vacuum and low-pressure, gravity casting and lost foam casting. Mater Sci Eng, A 560:396–403
Kumar S (2003) Selective laser sintering: a qualitative and objective approach. Jom 55:43–47
Kumaravadivel A, Natarajan U (2013) Application of Six-Sigma DMAIC methodology to sand-casting process with response surface methodology. Int J Adv Manuf Technol 69:1403–1420
Chaudhari S, Thakkar H (2014) Review on analysis of foundry defects for quality improvement of sand casting. Int J Eng Res Appl 4:615–618
Singh R (2010) Effect of moulding sand on statistically controlled hybrid rapid casting solution for zinc alloys. J Mech Sci Technol 24:1689–1695
Cruz KS, Meza ES, Fernandes FA et al (2010) Dendritic arm spacing affecting mechanical properties and wear behavior of Al-Sn and Al-Si alloys directionally solidified under unsteady-state conditions. Metall Mater Trans A 41:972–984
Caceres CH, Davidson CJ, Griffiths JR, Newton CL (2002) Effects of solidification rate and ageing on the microstructure and mechanical properties of AZ91 alloy. Mater Sci Eng, A 325:344–355
Zhang LY, Jiang YH, Ma Z et al (2008) Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy. J Mater Process Technol 207:107–111
Behnam MJ, Davami P, Varahram N (2010) Effect of cooling rate on microstructure and mechanical properties of gray cast iron. Mater Sci Eng, A 528:583–588
Zhu S, Yang H, Guo LG, Fan XG (2012) Effect of cooling rate on microstructure evolution during α/β heat treatment of TA15 titanium alloy. Mater Charact 70:101–110
Çalik A (2009) Effect of cooling rate on hardness and microstructure of AISI 1020, AISI 1040 and AISI 1060 Steels. Int J Phys Sci 4:514–518
Seo S-K, Kang SK, Shih D-Y, Lee HM (2009) An investigation of microstructure and microhardness of Sn-Cu and Sn-Ag solders as functions of alloy composition and cooling rate. J Electron Mater 38:257–265
Saleem M, Makhlouf M (2012) Helium-assisted sand casting. Int J Metalcast 6:43–59
Pang S, Wu G, Liu W et al (2013) Effect of cooling rate on the microstructure and mechanical properties of sand-casting Mg–10Gd–3Y–0.5 Zr magnesium alloy. Mater Sci Eng, A 562:152–160
Sun S, Bo Y, Liu M (2012) Effects of moulding sands and wall thickness on microstructure and mechanical properties of Sr-modified A356 aluminum casting alloy. Trans Nonferrous Metals Soci China 22:1884–1890
Shabestari SG, Malekan M (2005) Thermal analysis study of the effect of the cooling rate on the microstructure and solidification parameters of 319 aluminum alloy. Can Metall Q 44:305–312
Haque MM, Maleque MA (1998) Effect of process variables on structure and properties of aluminium–silicon piston alloy. J Mater Process Technol 77:122–128
Kasprzak W, Sahoo M, Sokolowski J et al (2009) The effect of the melt temperature and the cooling rate on the microstructure of the Al-20% Si alloy used for monolithic engine blocks. Int J Metalcast 3:55–71
Dorin T, Stanford N, Birbilis N, Gupta RK (2015) Influence of cooling rate on the microstructure and corrosion behavior of Al–Fe alloys. Corros Sci 100:396–403
Tiryakioğlu M, Eason PD, Campbell J (2013) Fatigue life of ablation-cast 6061–T6 components. Mater Sci Eng, A 559:447–452. https://doi.org/10.1016/j.msea.2012.08.124
Dudek P, Fajkiel A, Reguła T (2015) The research on the ablation casting technology for aluminium alloys. Solid State Phenom 223:70–77. https://doi.org/10.4028/www.scientific.net/SSP.223.70
Grassi J, Campbell J, Hartlieb M, Major F (2009) The ablation casting process. In: Materials Science Forum. Trans Tech Publ, pp 591–594
Williams TJ, Galles D, Beckermann C (2013) Translating water spray cooling of a steel bar sand casting. In: 67th SFSA Technical and Operating Conference, Iowa. pp 1–10
Weiss D, Grassi J, Schultz B, Rohatgi P (2011) Ablation of hybrid metal matrix composites. Trans Am Foundry Soc 35–41
Bohlooli V, Mahalli MS, Boutorabi SMA (2013) Effect of ablation casting on microstructure and casting properties of A356 aluminium casting alloy. Acta Metall Sin (Eng Lett) 26:85–91
Taghipourian M, Mohammadaliha M, Boutorabi SM, Mirdamadi SH (2016) The effect of waterjet beginning time on the microstructure and mechanical properties of A356 aluminum alloy during the ablation casting process. J Mater Process Technol 238:89–95. https://doi.org/10.1016/j.jmatprotec.2016.05.004
Han Q (2021) Ablation casting: solidification characteristics, microstructure formation, and mechanical properties. Inter Metalcast. https://doi.org/10.1007/s40962-020-00544-w
Barbarias E, Niklas A, Lizarralde I et al (2021) Ablation technology applied to A356 alloys compared with conventional casting processes. Mater Sci Eng A 142528
Soundararajan R, Sathishkumar A, Sivasankaran S, et al (2022) Evaluation of microstructures, mechanical and dry-sliding wear performance of A356-(Fly Ash/SiCp) hybrid composites. Int J Met 1–18
Montgomery DC (2017) Design and analysis of experiments. John Wiley & Sons
Kuram E, Ozcelik B (2013) Multi-objective optimization using Taguchi based grey relational analysis for micro-milling of Al 7075 material with ball nose end mill. Measurement 46:1849–1864
Ali MA, Ishfaq K, Raza MH et al (2020) Mechanical characterization of aged AA2026-AA2026 overcast joints fabricated by squeeze casting. Int J Adv Manuf Technol 107:3277–3297. https://doi.org/10.1007/s00170-020-05242-9
Sui D, Han Q (2019) Effects of different parameters on porosity defects between the horizontal and vertical shot sleeve processes. Int J Metalcast 13:417–425
Hu X, Ai F, Yan H (2012) Influences of pouring temperature and cooling rate on microstructure and mechanical properties of casting Al-Si-Cu aluminum alloy. Acta Metall Sin (Eng Lett) 25:272. https://doi.org/10.11890/1006-7191-124-272
Ferdian D, Lacaze J, Lizarralde I et al (2013) Study of the effect of cooling rate on eutectic modification in A356 aluminium alloys. Mater Sci Forum 765:130–134. https://doi.org/10.4028/www.scientific.net/MSF.765.130
Akhil KT, Arul S, Sellamuthu R (2014) The effect of section size on cooling rate, microstructure and mechanical properties of A356 aluminium alloy in casting. Procedia Mater Scie 5:362–368. https://doi.org/10.1016/j.mspro.2014.07.278
Sarfraz S, Jahanzaib M, Wasim A et al (2017) Investigating the effects of as-casted and in situ heat-treated squeeze casting of Al-3.5 % Cu alloy. Int J Adv Manuf Technol 89:3547–3561. https://doi.org/10.1007/s00170-016-9350-5
Shabestari SG, Moemeni H (2004) Effect of copper and solidification conditions on the microstructure and mechanical properties of Al–Si–Mg alloys. J Mater Process Technol 153–154:193–198. https://doi.org/10.1016/j.jmatprotec.2004.04.302
Li P, Nikitin VI, Kandalova EG, Nikitin KV (2002) Effect of melt overheating, cooling and solidification rates on Al–16wt.%Si alloy structure. Mater Sci Eng, A 332:371–374. https://doi.org/10.1016/S0921-5093(01)01864-0
Piątkowski J (2011) The effect of Al-17wt.%Si alloy melt overheating on solidification process and microstructure evolution. Solid State Phenom 176:29–34. https://doi.org/10.4028/www.scientific.net/SSP.176.29
Ran G, Zhou JE, Wang QG (2008) Precipitates and tensile fracture mechanism in a sand cast A356 aluminum alloy. J Mater Process Technol 207:46–52
Acknowledgements
The authors are thankful to King Saud University for funding this work through Researchers Supporting Project number (RSP-2021/256), King Saud University, Riyadh, Saudi Arabia.
Funding
This research was funded by King Saud University through Researchers Supporting Project number (RSP-2021/256), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
All authors contributed equally.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
All authors agreed upon the current version of submission for publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hafeez, F., Ahmed, N., Ali, M.A. et al. A comprehensive efficiency evaluation of conventional and ablation sand casting on the example of the AlSi7Mg alloy impeller. Int J Adv Manuf Technol 121, 3653–3672 (2022). https://doi.org/10.1007/s00170-022-09538-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09538-w