
Abstract
This experimental study investigates the effects of process parameters for 3D printing polylactic acid (PLA) samples on both the mechanical properties obtained and the energy consumption in the fused deposition modelling (FDM) process. The explained experimental activities provide an in-depth evaluation of all the strategies adopted in different temperatures and scan speed strategies. The results, extracted in tensile strength, ultrasonic inspection (UT), and specific energy consumption (SEC), highlight the printing parameters that mainly affect the mechanical characteristics of the final workpieces and the energy consumption to find an appropriate energy-saving energy strategy for the PLA additive manufacturing process. The results indicate a more excellent uniformity of the molded material, reducing the printing time and total energy consumption at high speeds (V = 110 mm/s) and one level of temperature (T = 215 °C). A new efficiency index has been introduced to release guidelines to pursue the best setup compromise.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is a production process that is growing day by day in use [1, 2] for different kinds of applications. It consists of building objects with complex geometries without high burdens by depositing layers of material. Based on the AM technology and the material adopted, these layers are bonded together differently [3]. Since its first advent, AM has been considered a greener manufacturing technique than orthogonal subtractive methods because the layerwise “build-up” of material is made only where needed, rather than the subtraction of excessive material. Concerning the life cycle of an AM product, still, little research has been done to increase the potentialities of the single phases (e.g., material, design, production). For instance, during the design pH, AM benefits from optimized geometries and lightweight designs during the design phase of a part consumption and environmental impact during their lifetime. In general, the carbon footprint of an AM part is mainly influenced by the energy consumption during the manufacturing process and emissions derived from the production of the raw material and transportation in between [4].
Nowadays, energy sustainability is becoming a paramount issue and, according to the literature, AM techniques have a higher electrical energy demand than traditional technologies [5]. Indeed, energy consumption is demonstrated to play a crucial role as a sustainability indicator in additive manufacturing processes, unlike traditional technologies where the main drawback from a sustainability point of view is the material waste due to the removal of material intrinsic to subtractive manufacturing. Several authors agree on the need to study and compare the environmental impact derived from the manufacturing of items by both the 3D printing and the conventional technique for better decision-making in industry [6, 7]. In particular, by comparing AM technologies with conventional manufacturing, it was found that the first ones offer some advantages in both material and resource efficiency. Especially in the metal field, the AM techniques might help reduce up to 40% of material waste. In addition, they increase resource efficiency as they do not require additional resources such as cutting tools and coolants [8]. However, as concern about environmental issues derived from the manufacturing industry is growing, the literature has highlighted the energy efficiency problem related to AM processes. Another important aspect regards the recyclability of the materials used in AM processes [9].
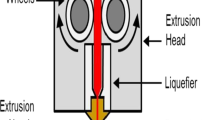
Among the various 3D printing processes [10,11,12], the most widespread for domestic applications is fused deposition modelling (FDM). In the FDM process, the material in the state of filament is melted through a moving nozzle followed by deposition of the layers onto a substrate. Objects manufactured by FDM have anisotropic mechanical properties and, in particular, mechanical anisotropy is bigger for FDM at approximately 50% when compared to other AM processes. The mechanical properties of the final printed products are entirely dependent on printing parameters such as speed, layer thickness, melting temperature, and infill density [13]. This technology increases the design horizons and manufacturing, facilitates complex geometries, and shows essential tasks for environmental sustainability [14]. In particular, domestic 3D printers require an energy contribution per item, which is higher than the mass methods [15,16,17].
Among the different materials used in these processes, plastics are more or less 50% of the whole 3D-printed materials [18]. The most common materials adopted in the FDM process are polymers, specifically polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS) [19]. Metals and alloys are also used in developing products for aerospace and medical applications. In addition, in recent years researchers have developed composite material filaments for enhanced mechanical properties [13].
Different naturally occurring and synthetic biopolymers can behave as an attractive matrix for a biocomposite [16, 20,21,22]. Polylactic acid (PLA) has been mentioned as a possible substitute for synthetic plastics handled from petroleum. PLA is renewable and eco-friendly [9] and is obtained from agricultural cuts. It has good mechanical strength and significant stiffness, and its composites can be produced by traditional manufacturing approaches [23,24,25]. In addition, the life cycle assessment of PLA shows that it involves one-tenth of the resin fossil energy only as synthetic polymers [26, 27]. So, these features demonstrate PLA to be a good choice for manufacturing biodegradable composites [28, 29].
In the last few years, the sustainability aspects related to these processes have been studied and also the life cycle assessment is acquiring increasing importance [30]. The most important considerations are related to robust item production with suitable mechanical characteristics but reducing the energy consumption or, more precisely, spending the energy consciously by establishing a relationship between mechanical parts of the final workpiece and the chosen process parameters [31]. The printing speed is considered an impacting parameter in the energy consumption variation [30, 32]. Regarding selecting the proper process parameters in FDM, substantial efforts are spent studying their effects on the final quality of the workpieces [33]. The workpiece characteristics were evaluated in final density, surface roughness, and mechanical properties [3, 13, 34,35,36,37].
Forecasting the final characteristics involves different process parameters, which affect the items’ morphology, the layers’ adhesion, and the solidified filament characteristics.
For instance, print speed [34, 38] affects the velocity of the process and then the substrate temperature on which the filament will be settled. Infill density [34, 38,39,40,41,42,43,44] theoretically gives the final item’s density and, consequently, the void percentage. Infill pattern and raster angle [11, 34, 41] lead to the filament adhesion behavior and change the mechanical behavior like the fibers in a composite laminate. Build orientation [34, 40,41,42,43, 45] establishes the growth direction and is crucial because it influences the section or plane’s more excellent resistance. Extrusion temperature [34, 39] determines the filaments’ cooling behavior and deposition temperature. Layer thickness [34, 39, 40, 42, 43, 45, 46] defines the quantity of the material settled for each layer. Plate temperature [46] allows controlling the void volume and adhesion of the lowest layers. The number of shells [11, 40] increases the stability of the deposition procedure, the quality of the outer surfaces, and the final item’s tensile strength. Temperature strategy [47], combined with extrusion temperature and extrusion speed, should influence the substrate’s temperature and cooling behavior.
Considering the importance of evnd predicting the Faluating aDM process’s environmental footprint [48, 49], an accurate estimation of the energy consumption, connected with an accurate choice of the process parameters, should lead to a good part quality obtained by choosing the best energy-saving methodology. Therefore, considering the PLA as a recyclable material [9], it becomes crucial to improve the part quality to increase this low environmental impact material [50].
Some prior studies were carried out to investigate the correlation between the AM process parameters and the energy consumption, many of which have adopted the data-driven modeling approach [51]. Tina et al. [52] investigated the optimal values of FDM process parameters that minimize energy consumption with part geometric accuracy by applying the Karush–Kuhn–Tucker (KKT)–based non-linear programming optimization approach. They varied printing resolution, printing speed, and printing temperature, and both energy consumption and final part geometric accuracy were measured to investigate the impacts of the three process parameters based on a data-driven framework. However, the study is limited in several fields, mainly because only three process parameters were considered in their experiments. In the literature, the optimization of process parameters for improving the mechanical properties has been the focus of the FDM process. Many coupon tests have usually been performed with change in different process parameters, and various designs of experiments (DOE) have been adopted such as the Taguchi method, ANOVA, full factorial designs, and fuzzy logic. Different process parameters like build orientation, layer height, layer thickness, and temperature were investigated. From the numerical modeling side, the effect of build orientation on mechanical properties was investigated mostly by using finite element analysis (FEA) simulations [53]. Thus, studies existing in the literature can be classified into experimental analysis and numerical modeling. The novelty of this study consists in pursuing the experimental analysis’ approach as being a preliminary joint investigation of both the energy consumption and mechanical properties of PLA parts manufactured by FDM. Further investigation may include multiscale and multi-physics models for respective AM processes by combining the physical models in a multi-level manner [54, 55]. More precisely, this study investigates the effect of different combinations of the main process parameters in FDM, such as printing speed and temperature strategy, on the thermal properties and the final quality of the workpieces, assessed by tensile strength tests and ultrasonic inspection. Thus, the results obtained were correlated to the energy consumption measurements to find the best compromise between obtaining high-performance PLA workpieces and minimizing the energy consumption of the FDM process.
2 Material and methods
2.1 Machine and software setup
Polylactic acid (PLA) samples were manufactured using the Sharebot 42 3D printer, which uses FFF (fused filament fabrication) as an additive manufacturing technique. The 3D printer is 450 × 420 × 470 mm in size and has a printing volume of 250 × 220 × 220 mm while the Z resolution is 50 microns. The heated printing bed, the printing bed autocalibration system, the easy detach system, and the filament sensor are integrated into the 3D printer. CAD 3D of the samples was modeled with SOLIDWORKS software. Then, they were imported into the Simplify3D software, which translates 3D models into instructions understandable by the printer. It allows fixing the process parameters and also simulating the printing. The printing instructions were combined into a single GCODE then transferred to the 3D printer. Black PLA ICE Filaments ICEFIL1PLA003 having a diameter of 1.75 mm were used for printing the samples.
2.2 Parameter selection
Some FDM process parameters were fixed into Simplify 3D, such as the infill percentage, the pattern, the orientation, the layer height, the number of shells, and the plate temperature. Instead, other factors such as the deposition speed and the extruder temperature were controlled. In particular, 100% infill density and a line infill pattern were adopted to compare printed samples with injection molding standards. Also, a − 45°/ + 45° raster orientation was chosen because the tensile strength was found to be maximum by fixing this orientation [11, 34]. The number of shells was chosen equal to two since the literature showed that a high number of shells is preferable for obtaining a maximum strength in the tensile direction and improving the compressive properties of the printed parts [34]. Layer height was fixed equal to 0.2 mm because SEM observations on the cross section of printed PLA carried out by other researchers [46] showed that choosing that layer height led to smaller voids inside the parts. Plate temperature was fixed equal to 90 °C for all samples to keep the material fluid and reduce the voids. As mentioned above, the deposition speed was considered a controlling factor in this study. Tsouknidas et al. [38] used 100 mm/s to produce the PLA samples, while Wang et al. [46] kept the extrusion speed equal to 90 mm/s. Thus, to understand the effect of the printing speed on both the mechanical properties and the energy consumption, the speed was widely varied. In particular, 70 mm/s, 90 mm/s and 110 mm/s were chosen as levels of the deposition speed. Concerning the extruder temperature, Wang et al. [46] adopted 200 °C while Tsouknidas et al. [38] produced FDM PLA samples at a 180 °C extrusion temperature. Moreover, Dey and Yodo [34] stated that the recommended printing temperature of PLA ranges from 180 to 230 °C while Moradi et al. [39] varied it from 190 to 230 °C in their study. Finally, the machine manufacturer Sharebot recommended an extrusion temperature of 215 °C. Thus, in this study, levels of extrusion temperature were chosen (200 °C, 215 °C, and 230 °C) combined into 6 different strategies. Some samples were printed by adopting the same extrusion temperature for all the layers, while others varied it along the build direction, as shown by the experimental plan (Table 1).
2.3 Investigation procedure
The investigation procedure adopted in this study is described in this section, and summarized in the flowchart in Fig. 1. As said in the previous section, after the 3D printing of PLA samples, ultrasonic inspection, tensile tests, and energy consumption analysis were carried out.

Flowchart of the investigation procedure
2.3.1 Tensile tests
To investigate the mechanical properties of the samples, uniaxial tensile tests were carried out by using a Galdabini Quasar 50 testing machine, equipped with a 50-kN load cell and a Micron extensometer able to measure the deformation up to the rupture; tests were carried out at room temperature and with a testing speed set to 3 mm/min. The software associated with the Galdabini machine, LabTest, allows programming the tests according to the ASTM International Standards [56]. Five specimens 50 × 50 × 3 mm were printed for each combination of control factors. Respectively, five tensile specimens with the ASTM standard geometry were printed for each combination of control factors to measure the tensile strength.
2.3.2 Ultrasonic investigations
The quality compaction of the 3D samples was detected by US Multi2000 Pocket 16 × 64. The inspection was obtained using a single probe, DS 6 HB 2–7, made by Karl Deutsch, 5 MHz. The nominal probe characteristic is shown in Table 2. The frequency probe (f = 5 MHz) was selected to optimize the acquisition and reduce signal attenuation in composite material as previously used in previous studies [57].
The operative mode used was the reflection one. Short-duration ultrasonic pulsations are scattered in the element, and the resultant echo signals are analyzed and shown as follows: the A-scan displayed the first and echo signals (Fig. 2). On the horizontal axis, the depth of the component can be detected, and on the vertical one can evaluate the signal amplitude. A correct acquisition was obtained by adequately setting two gates, detecting the component defect and the size. Once the gate (red) was set to control the absolute max value of the first echo (echo max detection mode), a second gate (green) is related to the echo signal. The last one is synchronized to the first echo for the zero, and only the peak that surpasses it is registered. So, the correct thickness of the component detected and the propagation speed, equal to 1200 mm/s, are recorded.

A scan of the 3D-printed sample
2.3.3 Energy consumption
The power and energy consumption of the 3D printer were obtained based on the recording of tension and current measurements over time by means of a device called Quality Analyser CA8331 (Chauvin Arnoux). It is a high-quality analyzer having a color and battery graphic display built-in rechargeable and equipped with three current sensors MiniFLEX MA193-350, four tension cables, and four crocodile clips. The record of tension and current measurements over time allowed calculating and visualizing the power and the energy consumption with Power Analyser Transfer PAT2 software. The 3D printer electrical system consists of a mono-phase with neutral cable 10 A 250 V. An intermediary electrical connection between the 3D printer cable connection and the electrical cabinet had been developed. The tension cables and current sensors connect the analyzer and the electrical cabinet, as schematically shown in Fig. 3. Power and energy consumption acquisitions were carried out by choosing a sampling period equal to 1 s.

Experimental setup: (a) the power and the energy analyzer, (b) the 3D printer, (c) the electrical cabinet, (d) the current sensor, (e) the tension cables
After the printing, the mass of every sample was measured three times by Gibertini ETERNITY 200 CAL balance having an accuracy of \(\pm\) 0.05 mg. That allowed to calculate the specific energy consumption (SEC), a key energy performance indicator highly used in the literature for monitoring industrial energy efficiency [58]. In additive manufacturing (AM) context, SEC (kJ/g) represents the energy consumption for printing the mass unit, and it is expressed as follows:
where \({E}_{\mathrm{print}}\) is the total energy consumption for printing the single sample, and \(m\) is the mass of the sample.
3 Results
3.1 Tensile tests
Between different temperature strategies, the only one which results to be unsuitable for the FDM process on PLA, using the proposed setup, is that it has 200 °C at the bottom layers because it does not ensure the adhesion of the material to the plate. Figure 4 shows the mechanical behavior depending on the speed at a different level of temperature strategy. The effects of the temperature changes were minimized by increasing the pace, and the differences in measured values were reduced.

Tensile strength results vs printing speed at different T strategies
In particular, the results of the speed effect are significant for the three temperature strategies and for T = 215 °C, where the ultimate tensile strength (UTS) increases for the high value of speed (110 mm/s). This result can also be noted by observing the stress–strain curve reported in Fig. 5 for T strategy 230–215–200 °C at varying scan speeds. The different slope of the curves in the initial section contains the elastic modulus value showing a higher rigidity of the material obtained at V = 110 mm/s. However, for all types of material tested, it is noted how the deformation at break is modest when arriving for all samples at most 2.5%. For the two lowest speeds, three characteristic points can be observed before the catastrophic failure of the component, as indicated by the red arrow in Fig. 5. This result suggests a bad adhesion of the interfaces between the layers in correspondence with the temperature changes, indicating the presence of three different packets, which induce the triggering of the damage and consequent changes in slope. The lasts are reduced to one in the case of V = 110 mm/s, underlining the importance of speed in the printing phase to avoid an abrupt and sudden cooling that results in a potential change in impedance. The Young’s modulus change also confirms this conclusion, E, discussed above and therefore by the difference in the stiffness of the molded component. In Fig. 6, Young’s modulus, E, vs printing speed at different T strategies is reported. As it is possible to observe, E follows the same trend of the component resistance resulting in a more incredible speed used higher in the three temperature strategies.

Stress–strain at different printing speeds for T strategy 230–215–200 °C

Young’s modulus results vs printing speed at different T strategies
In Fig. 7, the difference in the fracture surface is also reported. The samples produced with a temperature strategy that includes at upper layers 200 °C show delaminations in those layers, and the character appears to be more irregular. The models produced with a temperature strategy with one temperature at 215 °C present a precise cut with loss of pieces. The samples, which include the temperature of 230 °C, have an evident fracture and a small yield. All these results are not dependent on the speed.

Different fracture modes — T strategy (a) 230–215-200, (b) 230–215, (c) 215
3.2 Ultrasonic inspection
All the results discussed above are confirmed by ultrasonic inspection used to detect the printed quality of the samples obtained since different temperature strategies and scan speeds. Only the A-scan recorded by the acquisition on the model’s top has been considered. Figure 8 shows the variation in signal amplitude, ΔA, between the background echo and the initial one for all the temperature and speed strategies used. As one can see, for the same temperature strategy, the attenuation quite decreases as scan speed increases indicating better compaction of the faster-printed specimen. This result suggests a more uniformity of the molded material at high speeds. Still, it is impossible to evaluate a relationship between the analysis performed and the mechanical performance of the different components.

Ultrasonic signal amplitude
3.3 Energy consumption analysis
As previously mentioned, in this study, the experimental evidence showed that printing samples by means of the Sharebot 42 3D printer is infeasible by fixing an extrusion temperature T, of 200 °C, at the bottom layers because it does not ensure the adhesion between the extruded material and the plate. For this reason, only the parameter configurations shown in Table 1 have been successfully printed. The energy consumption, \({E}_{\mathrm{print}}\), was acquired during the whole printing process of every sample, and each was weighed three times. Then, for each configuration, the specific energy consumption (SEC) was calculated as shown in Eq. 1 by considering the mass m as the average of those estimated for each sample. The results obtained are shown in Table 3.
In Fig. 9, an error bar graph of the SEC against the print speed is plotted. It can be seen that by fixing the geometry of the samples and the extrusion temperature, the specific energy consumption increases with decreasing speed. Also, it is observable that the mean value of data is a representative number for the data measurements.

Error bars of the specific energy consumption against the speed for all the extrusion temperatures adopted for printing the samples
As a result, the printing duration of each combination of process parameters results in higher with lower speed, as shown in Fig. 10. Thus, as can be expected, higher print speed leads to lower printing duration. In particular, by switching the print speed from 70 to 110 mm/s, up to 600 s in printing time is saved.

Printing duration against the speed for all the extrusion temperatures adopted for printing the samples
Figure 11 depicts the power consumption trend over time for printing the sample, with the first configuration having an extrusion temperature of 215 °C and a speed of 70 mm/s. It can be noted that a power absorption of up to 150 W is required by taking a sufficiently long time to heat the bed by reaching 90 °C, which corresponds to the plate on which the extruded filament is deposited during the printing. This phase is followed by extrusion heating, which lasts a few seconds. Once the target temperatures are reached, the axes’ movement starts, and the printing begins. The absorbed power fluctuates around 200 W during the printing phase, which is valid for all the adopted extruder temperatures. This is because we have chosen different extruder temperatures in our experimental campaign but are still very close.

Power trend overtime of the first configuration in Table 3 (extrusion temperature = 215 °C, speed = 70 mm/s)
Speed has affected both printing time and energy consumption for printing. From an energy consumption analysis of all printed samples, it was found that to heat the plate from room temperature (about 30 °C) up to 90 °C takes an average of 1272 s, by energy-consuming 0.048 kWh. The heating of the nozzle, on the other hand, takes on average 84 s, requiring an energy consumption of 0.004 kWh. As far as printing subphase is concerned, it has been seen for all the extruder temperatures adopted that as the speed increases, printing time and energy consumption are reduced. Considering the average values for all the T strategies adopted, it was seen that by choosing a speed of 70 mm/s, the printing and movement of the axes required 2020s in time and 0.106 kWh in energy consumption. Then, by selecting a speed of 90 mm/s, it was found that printing and movement of the axes subphases require 1777s and energy consumption of 0.086 kWh, while by choosing a speed of 110 mm/s, it was found that printing and movement of the axes subphases require 1406 s and energy consumption of 0.0074 kWh. The different contributions of the subphases of the whole process to obtain the samples in terms of duration and energy consumption are clarified by the pie charts shown in Figs. 12 and 13.

Time pie charts of main subphases for 3D printing PLA samples by fixing a speed of (a) 70 mm/s, (b) 90 mm/s, (c) 110 mm/s

Energy consumption pie charts of main subphases for 3D printing PLA samples by fixing a speed of (a) 70 mm/s, (b) 90 mm/s, (c) 110 mm/s
Figure 12a–c show that as the speed increases, the duration of printing and movement of the axes is almost similar to the time necessary for the 3D printer to heat the plate to 90 °C. Figure 13 shows pie charts based on the energy consumption measurements during the main subphases of FDM of PLA samples. From Fig. 13a–c, it is noted that as the speed increases, the contribution of the axis movement and printing subphase tends to decrease when looking at the entire process including bed heating, extruder heating, axis movement, and printing. This derives from the fact that the printing speed affects the printing duration and, as a result, also the energy consumption of the FDM process. Thus, these results indicate that the contribution in terms of both time and energy of the bed heating phase is not negligible, but rather, beyond the chosen printing parameters, it is the one on which in the future it should focus to minimize energy consumption for print objects in the FFF technique.
4 Discussion
4.1 Tensile tests
The research purpose is to investigate the mechanical characteristics variations due to printing parameters changing. Therefore, it was decided to assume a series of values rarely explored in the literature as controlled parameters.
Dey and Yodo reported that a high extrusion temperature increases tensile strength [34]. This is due to the increase in the fluidity of the filament. It seems to be confirmed by this work if the temperature is in the range 215–230 °C, below this temperature, the bonding effect between each layer decreases. Similarly, Deng et al. say that to enhance tensile strength is preferable to choose the high value of print speed and high value of extrusion temperature [59]. Moving from low print speed to high print speed, the variance in tensile strength values is reduced in the experimental plan of this research work. Because when a new layer is deposited, the residual heat quantity in a specific point of the workpiece is more significant than using a low print speed. This contrasts with Li et al. which affirm that the tensile strength is maximum at a low print speed value [60]. Chacòn et al. detect that an increase in printing speed corresponds to a decrease in tensile strength [45], but it was shown that the material’s behavior is the opposite. Abeykoon et al. recommended 90 mm/s as the best printing speed because exceeding speed above that value influences the melting filament, causing poor adhesion between neighboring layers and particles and lower strength [47]. This is important to avoid melting instabilities due to strange combinations between low speed and high temperature or high speed and low temperature. They identified an optimum printing temperature at 215 °C because the adhesion between the filament is weak below this value. Above this value, it requires a longer time to cool down and affects the degree of crystallinity. This is confirmed because the temperature below 215 °C results in weak bonding, but the temperature above increases the strength of the material and the adhesion.
4.2 Ultrasonic inspection
Non-destructive testing (NDT) techniques are used to analyze the quality and defects of additive manufacturing items [19]. NDT techniques result in complications in AM processes since the different processes, and several parameters are implicated [61, 62]. The complex geometry of AM elements requires an essential selection of NDT techniques or a combination to efficiently detect defects and evaluate the printed quality of components [63].
Several kinds of research have been written on NDT [61, 64], quality control [65], and process monitoring [62] of additive manufacturing techniques and products. Ultrasonic testing (UT) is the most promising [66] and results in one the most capable NDT methods used for testing industrial elements [67, 68].
For the first time, in this study ultrasonic inspection (UT) has been carried out to evaluate a correlation among UT signal, mechanical performances, and energy consumption.
Correlating UTS against the attenuation of amplitude signal, ΔA, it is possible to observe that changing the process parameters, there was no significant change in ultimate tensile strength even though a more remarkable signal amplitude was recorded (Fig. 14). Remember that the acoustic emission signal is attenuated more if it passes through an inhomogeneous medium or with variations in impedance Z (Z = ρV). Therefore, we could confirm that, although the ultrasound investigation confirms a different quality of the items as discussed in the Results section, this is not reflected in a significant variation of the mechanical properties in the range of the tested process parameters. However, by correlating the same amplitude variation, delta A, with the specific energy consumption, SEC, it is possible to observe how the latter decreases as the attenuation of the signal and, therefore, the quality of the component increases (Fig. 15). Paradoxically, with the same temperature strategy, there is the greatest attenuation and the lowest UTS for the speed of 70 mm/s, for which there is a greater reduction in energy consumption.

Tensile strength results, UTS, against the UT signal attenuation, ΔA, for all detected samples

Specific energy consumption against the UT signal attenuation, ΔA, for all detected samples
Furthermore, the temperature strategy used for low speeds (V = 70 mm/s) does not seem to affect the SEC. Only for increasing speeds does the effect of the adopted strategy begin to show a variation in energy consumption regardless of the extrusion temperature used.
4.3 Energy consumption analysis
In order to investigate methods for optimizing the printing process by trying to achieve a good compromise between the desired mechanical properties and the minimization of energy consumption [69]. Specific energy consumption (SEC) is a popular energy key performance indicator widely adopted to evaluate the energy efficiency of a manufactured object. It represents the amount of energy used for manufacturing a mass unit of a product [58], thus it was adopted in this study to evaluate the energy efficiency involved in the printing of PLA samples by the FDM process.
The energy consumption analysis in this study showed an increase of the SEC by decreasing the printing speed while fixing all other printing process parameters (Fig. 9). Similarly, the printing duration results in higher with a lower speed (Fig. 10). By plotting the energy consumption for printing each sample, \({E}_{\mathrm{print}}\), against the respective printing duration in Fig. 16, it was found that \({E}_{\mathrm{print}}\) increases by increasing the printing duration. This is since the printing energy consumption \({E}_{\mathrm{print}}\) is a cumulative outcome that increases over time. Chacòn et al. and Solomon et al. are in accordance to say that the print speed affects the print time positively by reducing it [12, 45]. It is also confirmed in this work, and it allows to decrease in the SEC.

Relationship between printing duration and printing energy consumption in the FFF process
The power absorption over time for printing the sample with an extrusion temperature of 215 °C and a speed of 70 mm/s (Fig. 17) depicted that heating the bed requires a not negligible power absorption in a long time. This result agrees with what has been observed in the pie charts in Figs. 12 and 13, which show that as the printing speed increases, the printing time and therefore the total energy consumption to print the sample decrease.

Power trend over time of the subphases of printing process without depositing PLA filaments
Thus, to deeply analyze the power consumption of the 3D printer adopted in this study, the different subphases of the printing process were manually activated without depositing the fused PLA filament on the heated bed. As a result, only four layers were virtually printed, and power absorption during the different subphases was acquired as shown in Fig. 17. In particular, it can be seen that by turning on the 3D printer in standby mode, it absorbs a power of 16 W. Then, for heating the bed from a room temperature of about 26 °C up to 90 °C, an average power absorption of 146 W is required, while an average power absorption of 176 W is required for heating the extruder. Then, it can be observed that 141 W is required to move the axes while power consumption oscillates around 190 W for printing. Therefore, during the heating phase of the plate, it is necessary to consider that an amount of the power absorption was due to the standby mode, which is the power consumption to keep the 3D printer on, and the other amount of power absorption is required for heating the bed. In particular, 130 W of the total 146 W of the heating bed subphase is necessary for leading the bed at 90 °C and only 16 W is due to the standby mode. Once the plate is heated, the printer requires a power of 130–16 W = 114 W to keep the plate warm at 90 °C. Concerning the extruder’s heating, by taking into account that 16 W is required for the standby mode and 114 W to keep the bed warm at 90 °C, an absorbed power of 176 − 16 – 114 = 46 W is thus required to heat the extruder. Finally, we take into account that power absorption of 141 W is required to move the axes, keeping the bed and extruder warm. During printing, the power fluctuates around 190 W. The amount of power actually absorbed for printing alone is 190 − 16 − 114 − 46 = 14 W, required for both moving the axis and PLA filaments deposition on the heated bed.
Then, the contributions in terms of percentage power absorption in the main sub-phases of the process for printing samples in PLA by FDM were calculated. The pie charts in Fig. 18 depicts all these percentages for bed heating (Fig. 18a), extruder heating (Fig. 18b), and printing (Fig. 18c) subphases.

Power consumption pie charts indicating the different contribution during (a) bed heating subphase, (b) extruder heating subphase, and (c) printing subphase
It can be noted that the greatest contribution in terms of power consumption is associated with heating the bed and keeping it warm. This is a relevant observation because it demonstrates that the plate of the 3D printer requires a certain time and therefore a non-negligible amount of energy to reach the desired temperature, regardless of the piece’s characteristics to be printed using the FDM process. Hopkins et al. [70] also investigated the energy consumption of another common desktop 3D printer, Geetech A10M. They found that the heated bed used over half of the energy. These results demonstrate that the bed of the 3D printer could be replaced with another one having better thermal properties to reduce the time to reach the desired temperature and, therefore the energy consumption to heat the plate. This would also be useful because observing the graph in Fig. 17, once the desired temperature of our study which was 90 °C has been reached, the power over time periodically decreases for a few seconds and then rises to about 140 W. This phenomenon indicates that the 3D printer continuously requires energy to maintain the plate temperature at 90 °C and that therefore the heat is quickly dissipated.
In Fig. 19 is shown the correlation between the indicator of energy consumption and the mechanical properties; the only parameter which influences significantly the UTS is the temperature strategy. In this perspective, lower SEC does not correspond to a decrease in UTS and this allows to print high-performance samples by saving energy.

UTS against the specific energy consumption for all the extrusion temperature adopted for printing the samples
Based on the results obtained, we thought of introducing a new efficiency index given by the ratio between UTS and SEC that could explain numerically how higher the tensile strength was obtained for unit-specific energy consumption in the FDM process. The index values calculated are shown in Table 4. A higher UTS/SEC value indicates a better process efficiency for that combination of process parameters. In this research study, the best performances in terms of tensile strength for unit-specific energy consumption were observed with the configuration number 3 (speed 110 mm/s − temperature 215 °C) while the worst case concerned the configuration number 13 (speed 70 mm/s − temperature 230–215–200 °C).
As just mentioned in the Introduction section, some prior studies exist on the correlation between the printing process parameters and the energy consumption of the 3D printer, many of which have pursued data-driven modeling approaches [51, 52] as well as numerical modeling analysis [53,54,55]. Moreover, the majority of the works existing in the literature investigate the energy consumption or the mechanical properties of FDM PLA parts separately. Conversely, this study is an integrated approach that by means of experimental analysis investigates the effects of the process parameters in the FDM process on both the mechanical properties and the energy consumption. The results obtained demonstrate how to properly choose the printing speed and the temperature strategy in the FDM process of PLA parts to obtain good mechanical properties while reducing energy consumption.
5 Conclusions
This paper deals with the study on the effect of different combinations of process parameters in the FDM process of PLA, such as printing speed and temperature strategy, on the thermal properties and the quality of the samples, evaluated by tensile strength tests and ultrasonic analysis. The results were also correlated to the energy consumption measurements to find the best compromise between higher mechanical properties and lower energy consumption.
Based on the experimental data, a printing low temperature at bottom layers results in a better layer adhesion as the printing temperature changes highlighted by the mode fracture surface. All these results are not dependent on the speed, and they are confirmed by ultrasonic inspection used to detect the printed quality of the samples obtained since different temperature strategies and scan speed. However, the results above discussed are not translated into an essential difference of the mechanical properties in the range of the tested process parameters.
On the other hand, as the printing speed increases, the printing time and therefore the total energy consumption to print the sample decrease. So, a new efficiency index was introduced explaining numerically how higher the tensile strength was with respect to the unit-specific energy consumption in the FDM process. It has been demonstrated that, for this experimental campaign, the best performances in terms of tensile strength for unit-specific energy consumption were observed with speed 110 mm/s–temperature 215 °C while the worst-case concerned the configuration speed 70 mm/s–temperature 230–215–200 °C.
6 Future work
This work represents the first step towards the optimization of process parameters in the FDM process for PLA parts to obtain good mechanical characteristics from a sustainable perspective. However, it certainly can be improved, and, in this regard, some directions for future works can be recommended. In this study, results demonstrate that the greatest contribution in terms of power consumption during the FDM process is associated with heating the bed and keeping it warm. Thus, the bed of the 3D printer should be replaced with another one having better thermal properties to reduce the time to reach the desired temperature and, therefore, the energy consumption to heat the plate. Starting from the process set-up that guarantees the best performance of the manufactured component, in the future it would be interesting to evaluate the different energy consumption produced by the use of printing plates of different materials. The combination of this effect and the study of energy exchange equations and the evaluation of the performance of the materials produced would lead to greater efficiency of the printing process in terms of sustainability. Moreover, this methodology of integrating the mechanical property investigation with the energy consumption in the FDM process could be adopted to investigate the behavior of other materials such as ABS and PET that are highly employed in numerous industrial applications.
References
Dizon JRC, Espera AH, Chen Q, Advincula RC (2018) Mechanical characterization of 3D-printed polymers. Addit Manuf 20:44–67
Nie Z, Wang G, McGuffin-Cawley JD et al (2016) Experimental study and modeling of H13 steel deposition using laser hot-wire additive manufacturing. J Mater Process Technol 235:171–186. https://doi.org/10.1016/j.jmatprotec.2016.04.006
Čuk M, Bizjak M, Kočevar TN (2022) Influence of simple and double-weave structures on the adhesive properties of 3D printed fabrics. Polymers (Basel). https://doi.org/10.3390/polym14040755
Masurtschak S, Almeida A (2020) Impact of additive manufacturing towards the environmental sustainability. The Role of AM in the Sustainability Context
Yang J, Liu Y (2020) Energy, time and material consumption modelling for fused deposition modelling process. Procedia CIRP 90:510–515. https://doi.org/10.1016/j.procir.2020.02.130
Paris H, Mokhtarian H, Coatanéa E et al (2016) Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann - Manuf Technol. https://doi.org/10.1016/j.cirp.2016.04.036
Tang Y, Mak K, Zhao YF (2016) A framework to reduce product environmental impact through design optimization for additive manufacturing. J Clean Prod. https://doi.org/10.1016/j.jclepro.2016.06.037
Le VT, Paris H, Mandil G (2015) Using additive and subtractive manufacturing technologies in a new remanufacturing strategy to produce new parts from End-of-Life parts. 22nd Conf French Mech (CFM2015), 24th - 28th August, Lyon, Fr
Fico D, Rizzo D, Casciaro R, Corcione CE (2022) A review of polymer-based materials for fused filament fabrication (FFF): focus on sustainability and recycled materials. Polymers (Basel). https://doi.org/10.3390/polym14030465
Stansbury JW, Idacavage MJ (2016) 3D printing with polymers: challenges among expanding options and opportunities. Dent Mater 32:54–64. https://doi.org/10.1016/j.dental.2015.09.018
Jaisingh Sheoran A, Kumar H (2020) Fused deposition modeling process parameters optimization and effect on mechanical properties and part quality: review and reflection on present research. Mater Today Proc 21:1659–1672. https://doi.org/10.1016/j.matpr.2019.11.296
Solomon IJ, Sevvel P, Gunasekaran J (2020) A review on the various processing parameters in FDM. Mater Today Proc 37:509–514. https://doi.org/10.1016/j.matpr.2020.05.484
Kottasamy A, Samykano M, Kadirgama K et al (2022) Experimental investigation and prediction model for mechanical properties of copper-reinforced polylactic acid composites (Cu-PLA) using FDM-based 3D printing technique. Int J Adv Manuf Technol 119:5211–5232. https://doi.org/10.1007/s00170-021-08289-4
Rossi E, Di Nicolantonio M, Barcarolo P, Lagatta J (2020) Sustainable 3D printing: design opportunities and research perspectives. In: Advances in Intelligent Systems and Computing
McAlister C, Wood J (2014) The potential of 3D printing to reduce the environmental impacts of production. Eceee Ind Summer Study Proc 1:213–221
Mader M, Rein C, Konrat E et al (2021) Fused deposition modeling of microfluidic chips in transparent polystyrene. Micromachines. https://doi.org/10.3390/mi12111348
Rehmani MAA, Jaywant SA, Arif KM (2021) Study of microchannels fabricated using desktop fused deposition modeling systems. Micromachines 12:1–20. https://doi.org/10.3390/mi12010014
SmarTech. 2018 (2018) Polymer additive manufacturing market shows multidisciplinary $16B opportunity. https://www.smartechanalysis.com/news/polymer-additive-manufacturing-market/ 16-17
He F, Khan M, Aldosari S (2022) Interdependencies between dynamic response and crack growth in a 3D-printed acrylonitrile butadiene styrene (ABS) cantilever beam under thermo-mechanical loads. Polymers (Basel). https://doi.org/10.3390/polym14050982
Cheung HY, Lau KT, Tao XM, Hui D (2008) A potential material for tissue engineering: Silkworm silk/PLA biocomposite. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2007.11.009
Cheng H, Guo L, Qian Z et al (2021) Remanufacturing of recycled carbon fiber-reinforced composites based on fused deposition modeling processes. Int J Adv Manufac Tech. 116:1609–1619. https://doi.org/10.1007/s00170-021-07473-w
Scaffaro R, Citarrella MC, Gulino EF, Morreale M (2022) Hedysarum coronarium-based green composites prepared by compression molding and fused deposition modeling. Materials (Basel). https://doi.org/10.3390/ma15020465
Scaffaro R, Maio A, Gulino EF, Megna B (2019) Structure-property relationship of PLA-Opuntia Ficus Indica biocomposites. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2018.12.025
Scaffaro R, Maio A, Gulino EF, Pitarresi G (2020) Lignocellulosic fillers and graphene nanoplatelets as hybrid reinforcement for polylactic acid: effect on mechanical properties and degradability. Compos Sci Technol. https://doi.org/10.1016/j.compscitech.2020.108008
Bher A, Unalan IU, Auras R et al (2019) Graphene modifies the biodegradation of poly(lactic acid)-thermoplastic cassava starch reactive blend films. Polym Degrad Stab. https://doi.org/10.1016/j.polymdegradstab.2019.04.014
Yashas Gowda TG, Sanjay MR, Subrahmanya Bhat K et al (2018) Polymer matrix-natural fiber composites: An overview. Cogent Eng 5:1. https://doi.org/10.1080/23311916.2018.1446667
Madival S, Auras R, Singh SP, Narayan R (2009) Assessment of the environmental profile of PLA, PET and PS clamshell containers using LCA methodology. J Clean Prod. https://doi.org/10.1016/j.jclepro.2009.03.015
Mackiewicz E, Wejrzanowski T, Adamczyk- Cieslak B, Oliver G (2022) Polymer-nickel composite filaments for 3D printing of open porous materials. Materials 15:1360. https://doi.org/10.3390/ma15041360
Zhang C, Yuan Y, Chen J (2022) Material extrusion based fabrication of surgical implant template and accuracy analysis. Materials 15(5):1738. https://doi.org/10.3390/ma15051738
Suárez L, Domínguez M (2020) Sustainability and environmental impact of fused deposition modelling (FDM) technologies. Int J Adv Manuf Technol 106:1267–1279. https://doi.org/10.1007/s00170-019-04676-0
Boulaala M, Elmessaoudi D, Buj-Corral I et al (2020) Towards design of mechanical part and electronic control of multi-material/multicolor fused deposition modeling 3D printing. Int J Adv Manuf Technol 110:45–55. https://doi.org/10.1007/s00170-020-05847-0
Khosravani MR, Reinicke T (2020) On the environmental impacts of 3D printing technology. Appl Mater Today. https://doi.org/10.1016/j.apmt.2020.100689
Kuo C, Kuo CC, Wu YR, Li MH, Wu HW (2019) Minimizing warpage of ABS prototypes built with low-cost fused deposition modeling machine using developed closed-chamber and optimal process parameters. Int J Adv Manuf Technol 101:593–602. https://doi.org/10.1007/s00170-018-2969-7
Dey A, Yodo N (2019) A systematic survey of FDM process parameter optimization and their influence on part characteristics. J Manuf Mater Process. https://doi.org/10.3390/jmmp3030064
Kuo CC, Liu HA, Chang ZM et al (2022) Comparison of flexural strength of parts fabricated by vacuum casting with different fillers and fused deposition modeling with different printing angles. Int J Adv Manuf Technol 119:4693–4712. https://doi.org/10.1007/s00170-021-08491-4
Beniak J, Šooš L, Križan P et al (2022) Resistance and strength of conductive PLA processed by FDM additive manufacturing. Polymers (Basel). https://doi.org/10.3390/polym14040678
Kuo CC, Li DY, Lin ZC, Kang ZF (2021) Characterizations of polymer gears fabricated by differential pressure vacuum casting and fused deposition modeling. Polymers (Basel). https://doi.org/10.3390/polym13234126
Tsouknidas A, Pantazopoulos M, Katsoulis I et al (2016) Impact absorption capacity of 3D-printed components fabricated by fused deposition modelling. Mater Des 102:41–44. https://doi.org/10.1016/j.matdes.2016.03.154
Moradi M, Meiabadi S, Kaplan A (2019) 3D printed parts with honeycomb internal pattern by fused deposition modelling; experimental characterization and production optimization. Met Mater Int 25:1312–1325. https://doi.org/10.1007/s12540-019-00272-9
Griffiths CA, Howarth J, Rowbotham GDA, Rees A (2016) Effect of build parameters on processing efficiency and material performance in fused deposition modelling. Procedia CIRP 49:28–32. https://doi.org/10.1016/j.procir.2015.07.024
Gonabadi H, Yadav A, Bull SJ (2020) The effect of processing parameters on the mechanical characteristics of PLA produced by a 3D FFF printer. Int J Adv Manuf Technol 111:695–709. https://doi.org/10.1007/s00170-020-06138-4
Bardiya S, Jerald J, Satheeshkumar V (2019) Effect of process parameters on the impact strength of fused filament fabricated (FFF) polylactic acid (PLA) parts. Mater Today Proc 41:1103–1106. https://doi.org/10.1016/j.matpr.2020.08.066
Bardiya S, Jerald J, Satheeshkumar V (2020) The impact of process parameters on the tensile strength, flexural strength and the manufacturing time of fused filament fabricated (FFF) parts. Mater Today Proc 39:1362–1366. https://doi.org/10.1016/j.matpr.2020.04.691
Fuentes JM, Arrieta MP, Boronat T, Ferrándiz S (2022) Effects of steam heat and dry heat sterilization processes on 3D printed commercial polymers printed by fused deposition modeling. Polymers 14(5):855. https://doi.org/10.3390/polym14050855
Chacón JM, Caminero MA, García-Plaza E, Núñez PJ (2017) Additive manufacturing of PLA structures using fused deposition modelling: effect of process parameters on mechanical properties and their optimal selection. Mater Des 124:143–157. https://doi.org/10.1016/j.matdes.2017.03.065
Wang L, Gramlich WM, Gardner DJ (2017) Improving the impact strength of poly(lactic acid) (PLA) in fused layer modeling (FLM). Polymer (Guildf) 114:242–248. https://doi.org/10.1016/j.polymer.2017.03.011
Abeykoon C, Sri-Amphorn P, Fernando A (2020) Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int J Light Mater Manuf 3:284–297. https://doi.org/10.1016/j.ijlmm.2020.03.003
Yosofi M, Ezeddini S, Ollivier A et al (2021) Evaluation of environmental, technical, and economic indicators of a fused deposition modelling process. J Constr Mater 2:86–91. https://doi.org/10.36756/jcm.v2.3.7
Wojtyła S, Klama P, Baran T (2017) Is 3D printing safe? Analysis of the thermal treatment of thermoplastics: ABS, PLA, PET, and nylon. J Occup Environ Hyg 14:D80–D85. https://doi.org/10.1080/15459624.2017.1285489
Rajeshkumar G, Arvindh Seshadri S, Devnani GL et al (2021) Environment friendly, renewable and sustainable poly lactic acid (PLA) based natural fiber reinforced composites – a comprehensive review. J Clean Prod 310:127483. https://doi.org/10.1016/j.jclepro.2021.127483
Control AP, Industry L, Computing I et al (2022) Data-driven control of hydraulic servo actuator based on adaptive dynamic programming. Vladimir Djordjevic and Vladimir Stojanovic pp. 1–18. https://doi.org/10.3934/dcdss.2021145
Tian W, Alizadeh M (2018) Data driven modeling and optimization for energy efficiency in additive data driven modeling and optimization for energy efficiency in. https://doi.org/10.1115/DETC2018-85642
Papon EA, Haque A, Mulani SB (2019) Process optimization and stochastic modeling of void contents and mechanical properties in additively manufactured composites. Compos Part B 177:107325. https://doi.org/10.1016/j.compositesb.2019.107325
Xin X, Tu Y, Stojanovic V et al (2022) Online reinforcement learning multiplayer non-zero sum games of continuous-time Markov jump linear systems. Appl Math Comput 412:126537. https://doi.org/10.1016/j.amc.2021.126537
Jiang Y, Gao W, Na J et al (2022) Control engineering practice value iteration and adaptive optimal output regulation with assured convergence rate. Control Eng Pract 121:105042. https://doi.org/10.1016/j.conengprac.2021.105042
ASTM-D638–14 (2014) Standard test method for tensile properties of plastics. ASTM Stand
Silvestri AT, Papa I, Rubino F, Squillace A (2021) On the critical technological issues of CFF: enhancing the bearing strength. Mater Manuf Process. https://doi.org/10.1080/10426914.2021.1954195
Lawrence A, Thollander P, Andrei M, Karlsson M (2019) Specific energy consumption/use (SEC) in energy management for improving energy efficiency in industry: meaning, usage and differences. Energies. https://doi.org/10.3390/en12020247
Deng X, Zeng Z, Peng B et al (2018) Mechanical properties optimization of poly-ether-ether-ketone via fused deposition modeling. Materials (Basel). https://doi.org/10.3390/ma11020216
Li H, Wang T, Sun J, Yu Z (2018) The effect of process parameters in fused deposition modelling on bonding degree and mechanical properties. Rapid Prototyp J. https://doi.org/10.1108/RPJ-06-2016-0090
Waller JM, Parker BH, Hodges KL et al (2014) Nondestructive evaluation of additive manufacturing state-of-the-discipline report. NASA/TM—2014–218560
Koester LW, Taheri H, Bigelow TA et al (2018) Nondestructive testing for metal parts fabricated using powder based additive manufacturing. Mater Eval 76(4)
Davis G, Nagarajah R, Palanisamy S et al (2019) Laser ultrasonic inspection of additive manufactured components. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-3046-y
Hassen AA, Kirka MM (2018) Additive manufacturings the rise of a technology and the need for quality control and inspection techniques. Mater Eval 76
Kim H, Lin Y, Tseng TLB (2018) A review on quality control in additive manufacturing. Rapid Prototyp J 24
Taheri H, Shoaib MRBM, Koester LW et al (2017) Powder-based additive manufacturing - a review of types of defects, generation mechanisms, detection, property evaluation and metrology. Int J Addit Subtractive Mater Manuf. https://doi.org/10.1504/ijasmm.2017.088204
Shakibi B, Honarvar F, Moles MDC et al (2012) Resolution enhancement of ultrasonic defect signals for crack sizing. NDT E Int. https://doi.org/10.1016/j.ndteint.2012.08.003
Papa I, Manco E, Epasto G et al (2022) Impact behaviour and non destructive evaluation of 3D printed reinforced composites. Compos Struct 281:115112. https://doi.org/10.1016/j.compstruct.2021.115112
Ma Z, Gao M, Wang Q et al (2021) Energy consumption distribution and optimization of additive manufacturing. Int J Adv Manuf Technol 116:3377–3390. https://doi.org/10.1007/s00170-021-07653-8
Hopkins N, Jiang L, Brooks H (2021) Energy consumption of common desktop additive manufacturing technologies. Clean Eng Technol 2:100068. https://doi.org/10.1016/j.clet.2021.100068
Funding
Open access funding provided by Università degli Studi di Napoli Federico II within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
Francesco Napolitano: conceptualization, validation, formal analysis, investigation, data curation, writing - original draft, writing - review and editing, visualization. Ersilia Cozzolino: conceptualization, validation, formal analysis, investigation, data curation, writing - original draft, writing - review and editing, visualization. Ilaria Papa: conceptualization, methodology, validation, formal analysis, supervision, writing - review and editing. Antonello Astarita: conceptualization, methodology, validation, formal analysis, project administration, supervision. Antonino Squillace: supervision, conceptualization, project administration.
Corresponding author
Ethics declarations
Competing interests
The authors no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Napolitano, F., Cozzolino, E., Papa, I. et al. Experimental integrated approach for mechanical characteristic optimization of FDM-printed PLA in an energy-saving perspective. Int J Adv Manuf Technol 121, 3551–3565 (2022). https://doi.org/10.1007/s00170-022-09535-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09535-z