
Abstract
Toe caps are fundamental components of safety footwear used to prevent injuries, which can be caused by falling objects. They can be realized by exploiting different materials (metal, composites, and polymers) and manufacturing processes (stamping, injection molding, compression molding, etc.). However, they have always to fulfill the stringent requirements of safety regulations. In addition, in order to guarantee ergonomic use, they must be as light as possible. It was estimated that at least 300 million pairs of safety footwear, with 600 million of toe caps, end up in landfill or are incinerated every year. This huge amount of wastes generates a high environmental impact, mainly attributable to toe caps manufacturing processes. In this context, it is important to develop new solutions aimed at minimizing the environmental impacts of toe caps manufacturing processes. Furthermore, the reuse of carbon fiber prepreg scraps has been recognized as a valid method to produce effective toe caps. In this paper, the life cycle assessment (LCA) methodology was exploited to perform a detailed analysis of the environmental impacts associated with toe caps obtained by reclaiming prepreg scraps. The results, in terms of cumulative energy demand, global warming potential, and ReCiPe endpoints, were compared to those obtained by LCA of toe caps in steel, aluminum alloy, polycarbonate, and glass fiber reinforced composite. The analysis demonstrated that toe caps in steel present the lowest environmental footprint but they are the heaviest ones. The reclaim process for carbon fiber prepreg scraps can be a valid alternative to produce sustainable and lightweight toe caps for safety footwear.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Safety footwear is essential equipment used to guarantee workers’ safety in several contexts. They have the role of protecting feet from falling objects. Furthermore, they must be as light as possible to ensure a comfortable use: the lighter the footwear is, the less the legs feel tired during and after work [1]. Safety footwear (Fig. 1) has three principal parts: outsole, toe cap, and upper. The outsole is the part in contact with the ground and is the heaviest of the entire shoe (50–60%). Typically, it is realized in rubber or polyurethane (PU), even though the use of ethylene–vinyl acetate (EVA) is increasing, with an anti-perforation insert. The upper part covers the shoe and is realized in leather or technical materials. It accounts for 30–40% of the total weight of the shoe. The toe cap is a fundamental component of safety footwear since it is responsible for the protection of the tiptoe; it contributes for 8–15% of the total weight of the shoe, depending on the material used for its production. As a matter of fact, different materials can be used to realize toe caps: steel, aluminum alloys, composites, or polymers [2].

a) Safety footwear and b) its section with the evidence of the toe cap. Source https://www.iso.org/home.html
The metallic toe caps are mainly produced by sheet stamping and die casting. These methods can be easily automated, guaranteeing very high production rate. The composite toe caps can be realized in carbon fiber reinforced polymers (CFRPs), glass fiber reinforced polymers (GFRPs), and aramid fiber reinforced polymers (AFRPs). Among the fiber reinforced composite materials, AFRP ones are rarely used in toe caps production due to their poor compression resistance and high cost. Composite toe caps are typically manufactured by starting from preimpregnated layers which are stacked over a mold. Once the desired thickness is reached, a compression molding process is performed. Irrespective of the fiber reinforcement used, the CM process is mostly manual and the time necessary to cure the thermoset matrix can vary from 30 s to 30 min; these time values are much higher than those necessary for the metallic toe caps production [3]. The polymer toe caps are usually produced by exploiting thermoplastic materials that guarantee automated production and low processing time. Specifically, polycarbonate is one of the most used polymers for toe caps production [4]. It is transformed using an injection molding process which allows the production of a toe cap in few seconds. As far as the weight of toe caps is concerned, carbon fiber reinforced polymers ones are the lightest while toe caps in steel are the heaviest. In addition, the polymer-based toe caps are preferred when thermal and electric insulation are required [5]. As far as the protection is concerned, both metallic and non-metallic toe caps have to be designed to fulfill the requirements of the ISO 22568 standard [6] in terms of, inter alia, impact and compression resistances.
It was estimated that every year, more than 300 million pairs of safety footwear are produced all over the world. This means that 600 millions of toe caps are manufactured every year; it is reasonable to assume that the same number is disposed in landfill or through incineration of the entire footwear [7]. Indeed, even though the metallic toe caps can be easily recycled, the very complex disassembling process, necessary to remove them from the footwear, leads to a non-closed circular system for this kind of equipment [8]. Therefore, it is important to investigate the environmental impacts associated to different toe caps materials, thus helping manufacturers to adopt the best environmental solutions [9]. As well known, CFRP products are associated with very high environmental loads, mainly due to the energy intensive processes used to produce carbon fibers [10,11,12]. On the other hand, GFRP parts require 10 times lower energy than CFRP ones to be produced [13]. However, the only way to recycle the thermoset matrix, due to the irreversible crosslinking which occurs during the manufacturing processes, is through depolymerization. Unfortunately, this method is not fully developed and is still object of several researches [14, 15]. For this reason, a possibility for the reduction of the environmental load associated with composite manufacturing is the recycling of uncured prepreg scraps [16,17,18]. Indeed, these scraps, usually generated during the cutting of prepreg rolls, can be easily reprocessed giving a new life to a material which, otherwise, would be disposed in landfill or incinerated. To this purpose, a reclaiming process for carbon fiber prepreg scraps is under development by some Italian companies. Their objective is the development of a circular economy model for these scraps by investigating second life applications [19]. One of these is the production of toe caps using recovered carbon fiber prepreg scraps by exploiting a compression molding process. These toe caps demonstrated the capability to withstand the loads defined in the ISO 22568 standard. However, it is necessary to investigate the environmental sustainability of the reclaiming process in order to compare it to other traditional toe caps manufacturing processes.
In this framework, this paper deals with the environmental evaluation of different toe caps realized in steel, aluminum alloy, polycarbonate, GFRP, and recycled prepreg scraps. The aim of this paper is the comparison between these different alternatives as well as the assessment of the sustainability of toe caps realized with reclaimed CFRP. To this purpose, life cycle assessment (LCA) methodology, according to ISO 14040 [20] and ISO 14044 [21], has been used [22]. LCA allows to take into account the environmental concerns through the life cycle of the products, starting from raw material extraction to toe caps production and disposal of wastes [23, 24].
2 Methodology
2.1 Toe caps manufacturing processes
In the present study, five different scenarios were considered to represent the most relevant production processes for both metal and polymer/composites toe caps. It follows a brief description of the considered technologies.
2.1.1 Steel stamping
Sheet metal stamping (SS) is a manufacturing process in which a metal sheet is plastically formed into the desired shape by means of a press that exercises pressure on a metal sheet that is placed between a tool and a die [25, 26]. The manufacturing of steel toe caps by stamping requires several production phases and sheet-metal forming operations. The starting material, a steel sheet roll of about 2 mm in thickness, is punched to obtain sheet circles of about 150 mm in diameter. Then, the sheets undergo deep drawing operations in order to obtain cup-shaped parts [27]. A subsequent cutting process leads to obtain two halves, each of which will form a toe cap. A last steel stamping process is carried out to obtain the finished shape of the toe caps. In order to reduce friction between the die and the steel sheets, a lubricant can be used to reduce heat generation and surface damage [28].
2.1.2 Aluminum die casting
Die casting (DC) is a manufacturing process in which molten metal is forced at high speed into a mold cavity. In a typical die casting machine, molten aluminum is moved to the die gate by a piston that exercises high pressure (up to 10 MPa) to completely fill the die cavity. The parts solidify under high pressure and near-net shapes parts with high dimensional accuracy and production efficiency are obtained [29]. The steel die is usually composed of two halves, one of which is attached to a moving plate to allow the extraction of the solidified part. The die surfaces are sprayed with a release agent before each casting process to prevent the sticking of the aluminum. After the cast part is removed, further processes, such as trimming of the runners and overflow, grinding sharp edges, milling, and surface finishing, can be carried out [30, 31].
2.1.3 Polycarbonate injection molding
Injection molding (IM) is an automated technology that allows the manufacturing of thermoplastic components with complex shapes and high production volumes [32]. It provides good surface quality with minimal or no additional post-molding processes (i.e., sprue and runner manual removal) [33]. The thermoplastic raw material, typically provided as pellets, is fed into a barrel containing a rotating screw that moves it towards the mold cavity. The raw material is melted through the combined actions of the friction with the barrel and the heaters positioned outside it. The screw then stops rotating and moves forward acting as a piston, forcing the molten polymer inside the steel mold. The component is molded at defined pressure and temperature conditions and, as soon as it is cooled down, it is removed from the mold. Molding protrusions are automatically removed from the part. As for the DC process, a release agent is employed to cover the molds and facilitate the ejection of the finished product. A drying process is carried out before the molding phase in order to remove moisture from the thermoplastic pellets and avoid loss in mechanical properties of the produced components [34].
2.1.4 Virgin compression molding
Compression molding (CM) is one of the first developed industrial forming processes for molding thermosetting polymers and composites materials. In CM, the final product is obtained by heating the raw material within a closed mold cavity and by applying pressure by means of a press [19].
One of the most commonly used starting materials for CM is prepreg, composed of a glass or carbon fiber fabric embedded in a thermosetting matrix. Before the CM process, prepreg rolls are cut to match the mold shape (cutting phase), the backing paper is removed (peeling phase), and the so obtained laminates are manually placed into the mold. The mold is then heated and, due to the high temperature, the resin liquefies and takes the shape of the mold; after that, the viscosity of the thermoset resin increases by means of cross-linking, providing stiffness to the product. As for DC and IM, the mold surfaces are covered with a release agent after each molding process. CM is characterized by complex products shapes, controlled resin-fiber content, high finished surfaces, and high production rates [35]. Since parts rigidity is achieved by a chemical cross-linking reaction, the molding process is more time consuming with respect to the IM alternative and it lasts for about 30 min.
2.1.5 Recovered prepreg compression molding
During the cutting phase of virgin prepreg (i.e., for compression molding or autoclave processes), between 20 and 50% of the raw material became waste in forms of off-cuts, trim, or end-of-roll waste [36]. As shown by authors in previous work [19], these wastes can be successfully recovered and employed in CM processes to replace the virgin material; the innovative recovery process allows to transform the composite scraps into a high-value raw secondary material. It is based on the use of two systems, one needed for sizing and cutting the scraps into small pieces and the other used to remove the polyethylene backing paper from the prepreg chips. As for the virgin prepreg, if not used immediately after the recovery process, the scraps must be stored in an industrial refrigerator to prevent complete curing of the thermoset matrix. Apart from the different raw materials employed, the recovered compression molding can be considered unchanged with respect to the traditional CM process.
Considering the high technological value and the mechanical properties of the raw secondary material, it can be assumed that the carbon-fiber recovered toe caps will achieve a very similar weight to that of virgin glass-fiber prepreg toe caps [18, 37].
2.2 Life cycle assessment
The present analysis was conducted following the four phases of life cycle assessment (LCA), in accordance with the ISO 14040:2021 and 14,044:2021 standard prescriptions [20, 21].
-
Goal and scope definition: in this phase, the intended application, the goal of the study, the functional unit, the scenarios, and the system boundaries have to be clearly defined.
-
Life cycle inventory (LCI): the relevant input and output related to the previously defined scenarios are identified and quantified. Data quality and availability are crucial to obtain reliable and robust results.
-
Life cycle impact assessment (LCIA): relevant impact categories are chosen to represent the effects of the functional unit over the environment. LCI data are hence translated into possible environmental impacts. LCIA is typically carried out through software in which the considered production processes are modeled; in this particular study, the software SimaPro was employed.
-
Results interpretation: the LCIA results are thoroughly analyzed and the most significant factors for the environmental impacts are identified. Conclusions, limitations, and recommendations conclude the analysis.
2.3 Goal and scope definition
The present life cycle assessment analysis aims at evaluating and comparing the environmental impacts of several manufacturing systems for the production of safety footwear toe caps. On the market, there is a variety of toe caps that are composed of different materials (i.e., steel, aluminum, polymers, and composites) and, therefore, are characterized by different thermal, electrical, magnetic, and mechanical properties. This study is intended to give a picture of the environmental impacts of different solutions so that they can be considered during the design phase of work footwear alongside the other physical characteristics. In addition, the analysis aims at verifying whether the new prepreg recovery process guarantees a reduction in environmental impacts compared to traditional production systems.
The functional unit is defined as the production of a US size 8 safety footwear toe cap (corresponding to an EU size 41) that fulfills the resistance requirements defined by the ISO EN 22,568 standard. A “cradle to gate” approach was employed to consider all the relevant inputs and outputs of the manufacturing processes, from the extraction of raw materials to the factory gates.
The environmental impacts were evaluated considering different impact indicators in order to have a complete understanding of the effects on the environment of the functional unit. Three different methodologies were chosen among the most commonly used ones in literature LCA studies:
-
Cumulative energy demand (CED, primary energy consumption, expressed in MJ): it quantifies all the direct and indirect energy consumptions of the production phases considered within the system boundaries from all the possible sources (i.e., nuclear, fossil, renewable) [24, 38].
-
Global warming potential (GWP, in kg CO2 eq): it assesses the effects of the studied system on climate change in terms of equivalent greenhouse gas emissions. The Intergovernmental Panel on Climate Change (IPCC) GWP methodology was followed [39, 40].
-
ReCiPe endpoints: it consists of aggregate impact scores to evaluate the effects of the analyzed systems in terms of damages on human health, ecosystems diversity, and resources availability. These three categories are expressed in mPt (ecopoints) and can be further aggregated in a single score [22].
2.4 System boundaries and scenarios description
Five different scenarios were considered to represent the most relevant production systems for safety toe caps. More specifically:
-
Scenario 1: steel toe cap produced by sheet stamping (SS);
-
Scenario 2: aluminum toe caps made by die casting (DC);
-
Scenario 3: polycarbonate toe cap produced by plastic injection molding (IM);
-
Scenario 4: glass fiber prepreg toe cap manufactured by compression molding (CM-virgin);
-
Scenario 5: composite toe cap realized by compression molding with recovered prepreg scraps (CM-scrap).
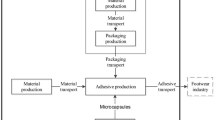
The production processes are the same described in “Section 2.1”; Fig. 2 presents a schematic representation of the production processes and the phases considered within them. In every scenario, four main production stages can be identified: raw materials production and preparation, tools production, molding phases, and end of life (EoL) of production waste. The former concerns extraction and production of raw material, their transport, and any preparation treatment (i.e., cutting and peeling of the prepreg in the CM process and drying of the thermoplastic pellets in the IM process). For the molds and countermolds production, the extraction of raw materials, their transport, and machining have been considered. The EoL stage was considered for all the waste produced during the previous production phases; some examples are the recycling of steel off-cuts from the punching process (scenario 1), the steel molds, and the aluminum sprue and runners of the die casting process (scenario 2), and the landfill disposal of the prepreg off-cuts (scenario 4). The parts’ useful life was considered out of the system boundaries as it would have led to negligible impacts, and it would have been the same in all the considered scenarios.

System boundaries of the 5 considered scenarios
2.5 Life cycle inventory
The life cycle inventory data were retrieved from different sources. Primary data, obtained from direct measurements, were provided by the involved companies; secondary data were collected from literature research, datasheets, and the Ecoinvent 3.1 commercial database.
Scenario 1 process modeling was carried out by consulting industry expert; the starting thickness of the steel sheets (2 mm) and the final weight of the toe cap (0.104 kg) were retrieved from industrial catalogs. During the punching process, up to 27 wt% of the steel sheets become waste in form of off-cuts; this percentage was estimated considering the starting geometry of the sheets and the shape of the punched part. The off-cuts are considered to be recycled after their transport. The energy consumption of the punching process was estimated considering the nominal power of a “Harsle j23-40 T” power press (3 kW). The energy consumption was allocated on a single toe cap considering the slipper stroke time and that, for each punched part, two toe caps are obtained. Deep drawing maximum force was calculated according to the following equation [27] :
in which: Fdd is the maximum deep drawing force (528.9 kN), Db is the starting blank diameter (mm), Dp is punch diameter (mm), UTS is the worked material ultimate tensile strength (MPa), and h is the blank starting thickness (mm). Considering the maximum force, the most suitable deep drawing process was chosen on the Ecoinvent database (650 kN deep drawing process). Blanking maximum force was calculated as follows [41] :
in which: Fb is the maximum blanking force (88 kN), Ls is the cutting length (mm), h is the sheet thickness (mm), and ks is the worked material shearing resistance (MPa). Given the maximum force, the energy consumption was estimated, similarly to the punching process, considering the nominal power of a suitable commercial power press. The last stamping phase was modeled analogously to the deep drawing process. The steel molds and countermolds weights were estimated considering their dimensions and geometries. Their impacts were allocated on the functional unit considering a minimum life service of 100,000 produced parts.
According to commercial datasheets, size 8 toe caps obtained by means of the die casting process have a thickness between 2 and 4.5 mm and a weight of 0.0625 kg (scenario 2). The casting yield rate was considered equal to 60%; this means that about 40% of the shot material constitutes runners and overflows that have to be removed from the part. Moreover, a dross loss of 5% was taken into account [42]. The raw material impacts (an aluminum cast alloy) were retrieved from the Ecoinvent database. The melting energy (850 kWh/ton, natural gas), the yield rate, the release agent quantity, and the energy consumption of the casting process and finishing were retrieved from LCI study of Liu et al. [30]. The weights of the steel mold and countermold were estimated considering similarity with the injection molding tools. A service life of 100,000 casting cycles was considered to allocate the environmental impacts of the molds [43]. The runners and overflow material were considered to be remelted and reused in situ.
Scenario 3 has been modeled considering direct measurements data and industrial experience of the involved company. The raw material is a thermoplastic compound constituted almost exclusively by polycarbonate. The functional unit weight (0.077 kg), the injection molding machine, and the dryer energy consumptions were directly measured. The drying energy consumption was allocated to one toe cap considering the machine capacity, the material weight, and the drying time. The steel mold and countermold weights were calculated on the basis of their 3D model (before and after the machining phases). According to the involved company, the tools useful life is 10 years; molding cycle has a duration of about 65 s, and 4 toe caps at the time are produced.
Scenario 4 and scenario 5 differ only in the raw materials used; scenario 4 uses a prepreg constituted by 64 wt% glass fiber and 36 wt% epoxy resin. Raw materials production was modeled using the Ecoinvent database and the energy consumption of the prepregging operations was retrieved from a study by Song et al. [13]. Release paper weight is about 10% of the total weight of the prepreg. The nesting efficiency of the cutting operations was set to 0.7 [36], the cutting energy consumption was measured, and both the prepreg and backing paper wastes were considered to be sent to landfill disposal. For what concerns the recovery process of scenario 5, the energy consumption of the recovery system was directly measured [19]. No environmental loads of prepreg production were allocated to input prepreg scraps. Indeed, a negative contribution was considered in order to take into account that their use prevents them to be sent to landfill disposal.
The input prepreg scraps were modeled as a zero-impact raw material and it was considered that their use prevents them to be sent to landfill disposal. The functional unit has the same weight in scenario 4 and scenario 5 (0.062 kg); hence, the molds and consumables weights and the CM process energy consumption are the same for the two alternatives. Two cavity steel molds were employed for the CM process and direct measurements were conducted to assess the tools weight and the process electrical energy consumption; according to industry experts, the molds service life is between 10,000 and 15,000 molding cycles.
In each scenario, electrical energy, natural gas, sea and road transport, landfill and recycling processes, raw materials, and milling process impacts were retrieved from the Ecoinvent database. Transport distances were estimated considering the geographical location of the involved companies’ suppliers. Table 1 Reports all the relevant LCI data for the 5 considered scenarios.
3 Results and discussion
Figure 3 and Table 2 report the LCIA results for all the considered scenarios in terms of cumulative energy demand (CED) and global warming potential (GWP). The two impact categories have shown a very similar trend; scenario 1 (steel stamping) has the lowest environmental load in both cases (4.107 MJ and 0.324 kg CO2 eq) while scenario 4 (CM-virgin) is characterized by the highest impacts (27.913 MJ and 1.452 kg CO2 eq). The second worst production process in terms of environmental burden is the aluminum die casting (scenario 2); its impacts are mainly determined by the aluminum cast alloy due to its high unitary CED and GWP values (189 MJ and 19.2 kg CO2 eq). Excluding the end of life phase, in fact, the DC process leads to higher values of CO2 eq emissions with respect to the virgin CM process. However, the reuse in situ of sprue and runner materials results in great emissions and energy savings.

LCIA results in terms of CED (right) and GWP (left)
Glass fiber-prepreg production and preparation in scenario 4 account for about 65% of the total environmental impacts of the compression molding process (18.19 MJ and 0.94 kg CO2 eq). Although the composite toe cap only weighs 0.062 kg, 0.093 kg of virgin raw material is needed because of the waste generated during the nesting phase.
Due to the relevance on the environmental impacts of the glass–epoxy prepreg production, this phase was analyzed more in detail;
Figure 4 reports the contributions to the GWP value of 1 kg of virgin prepreg. The production of 1 kg of GFRP prepreg has a total environmental impact in terms of GWP equal to 10 kg CO2 eq. The raw materials (glass fibers, PE release paper, and epoxy resin) account for only 33% of the impacts of the glass fiber prepreg. More specifically, epoxy resin production accounts for almost 17% of the material impacts (1.68 kg CO2 eq) while glass fibers production accounts for just over 13% (1.3 kg CO2 eq). Overall, the polyethylene backing paper production results in negligible environmental impacts (about 3% on the total GWP value for prepreg production). Prepregging operations are the most critical phases due to the high energy consumption that they require; as a matter of fact, prepregging determines 61.5% of the total GWP value of the glass–epoxy prepreg.

Glass-fiber epoxy resin prepreg environmental impacts in terms of GWP
Scenario 5 (CM-scrap) allows to produce a low weight toe cap (0.062 kg/part) with limited environmental impacts. The prepreg recovery machines have high productivity and low energy consumption; the raw materials used in scenario 5 account for only 7–8% (depending on the considered environmental impacts indicator) of the total impacts of the production process (0.84 MJ and 0.04 kg CO2 eq). The machines allow to obtain a ready to use secondary material and, other than the PE release paper, no waste is produced in scenario 5. Overall, scenario 5 has an environmental impact similar to scenario 3 (injection molding process). The impacts of the latter are mainly determined by the polycarbonate used, which contributes for more than 90% on the total values of the two considered indicators (14.58 MJ and 1.07 kg CO2 eq). The molding phase of the IM process has very low energy consumption and greenhouse gasses emissions. In fact, polycarbonate, being a thermoplastic material, gains rigidity just by cooling down and the IM cycle is very rapid (it lasts about 65 s). On the other hand, the thermosetting matrix prepregs used in scenario 4 and scenario 5 require a curing process to gain rigidity; therefore, the molding phase of these scenarios is time consuming (30 min) and energy intensive (CED 9.974 MJ, GWP 0.489 kg CO2 eq). Nevertheless, scenario 5 is the second-best alternative in terms of GWP (right after steel stamping). It should also be noted that the recovered composites toe caps are much lighter than the steel ones (0.062 kg/part vs 0.104 kg/part), with considerable ergonomic advantages. The energy consumption of the molding phase of these two scenarios can be strongly reduced using a fast-curing epoxy prepreg, thus improving their environmental footprint.
Steel toe caps are the heaviest and, considering the waste generated during the punching phase, 0.142 kg of steel sheet are needed to produce one part. This is almost double the weight of raw material needed in scenario 3. However, steel sheets have relatively low environmental impacts if compared to polymers, composites, and aluminum. Therefore, scenario 1 has impacts between 40 and 87% lower than those of the other alternatives.
Raw materials transport has a negligible influence on the total environmental impacts of the analyzed production processes, with a percentage contribution on the total impact impacts values even lower than 1%, depending on the considered scenarios. The total contribution of the transport impacts would not change in a relevant way even considering major variation in transport distances. Hence, it can be assumed that the results of the analyses would be valid even for other production plants in different geographical locations.
Tools production and recycling have not a relevant influence on the total impacts of the five scenarios. This is justified considering the long service life of the steel molds: depending on the production process, the tools can last, at least, between 10,000 cycles (scenario 4 and scenario 5, compression molding processes) and few millions of cycles (scenario 3, injection molding process). Therefore, the contribution on the overall environmental impacts of the tools allocated to the functional unit is almost negligible. In scenario 1, scenario 3, and scenario 4, the tooling phase accounts for less than 1% on the total CED. For scenario 2 and scenario 5, the tooling phase determines a slightly higher contribution (1.09% and 2.37%, respectively); this occurs because, in the first case, 4 sets of tools are used (one for each molding phase) and in the second case the molds useful life is shorter due to high tools wear during the compression molding process.
Figure 5 presents the study results in terms of the three ReCiPe endpoint categories: human health, ecosystem, and resources. It can be noted that the trend of the ReCiPe single score (calculated as a sum of the three categories) is similar to those obtained for CED and GWP. Once again, the virgin compression molding process has the greatest environmental impact (100.98 mPt) due to the raw material production and molding phases. Virgin prepreg production results in a strong contribution for human health damage category, determining more than 65% of its total value in scenario 4 (45 mPt out of 69 mPt). As for the GWP results, prepreg impacts are mainly determined by of the prepregging phase (63% of the human health category value) while the raw resin and reinforcement productions have a lower influence (29% of the damage value). The high energy consumption that is required for the resin curing is responsible for about 82% of the ecosystem damage category for the CM-virgin scenario.

ReCiPe endpoints results for the 5 scenarios
In contrast with the previously described indicators, scenario 1 has higher environmental impacts with respect to the injection molding and scrap compression molding processes (67.96 mPt vs 57.16 mPt and 54.06 mPt, respectively). This is due almost exclusively to the steel sheets production that results in a strong influence on the human health damage indicator (specifically because of human carcinogen effects). Similar considerations can be made for the aluminum alloy employed in scenario 2. The scrap recovery process is the best environmental alternative according to the single score indicator. Moreover, it performed better with respect to the other two polymer/composites-based scenarios (scenario 3 and scenario 4) according to every ReCiPe damage indicator. This behavior can be attributed to the low environmental impacts of the recovered material; as a matter of fact, also for the ReCiPe impact categories, the environmental footprint of scenario 4 is mainly determined by the curing process (45.9 mPt out of 54.1 mPt for the single score indicator) while the material preparation process has almost negligible impacts for the three endpoint categories. As far as scenario 3 is concerned, polycarbonate production determines more than 90% of the three damage categories impacts.
4 Conclusions and further developments
In this paper, a comparison between the environmental impacts of different production processes for safety footwear toe caps was presented.
The standardized methodology of life cycle assessment was employed to evaluate the effects on the environment of five different scenarios which represented relevant industrial processes. Specifically, the scenarios deal with steel stamping, aluminum die casting, polycarbonate injection molding, virgin prepreg, and recovered prepreg scraps compression molding. The latter process represents an example of circularity in the composites field. The production of one toe cap was chosen as the functional unit and a “cradle to gate” approach was followed. Three different methodologies were chosen to guarantee a complete view of the environmental performance of each production process: CED, GWP, and ReCiPe endpoints.
The main outcomes of the study are summarized as follows:
-
Recovered prepreg toe caps are the best solution considering ReCiPe single score while they are the second-best alternative according to GWP. The recovery process allows obtaining a high value raw secondary material with almost zero environmental impacts. The highest contribution is determined by the high energy consumption of the compression molding curing process. Recovered toe caps are the recommended option if light and sustainable parts have to be produced.
-
Steel stamping is the best environmental choice considering CED and GWP impact indicators (CED 4.107 MJ and GWP 0.324 kg CO2 eq). However, steel sheets production results in strong impacts in terms of human health. Steel toe caps are not recommended if lightness is a design requirement as they are the heaviest ones (0.102 kg per part, 65% heavier than composites toe caps).
-
Virgin prepreg toe caps result in the highest environmental burden for CED, GWP, and ReCiPe single score (with values equal to 27.913 MJ, 1.452 kg CO2 eq, and 100.98 mPt, respectively). This is due to the strong environmental impacts of the raw material used and the high energy consumption of the curing process.
-
Injection molding is a valid choice from the environmental point of view and it is the second best alternative considering CED indicator.
-
Aluminum die casting process leads to low weight parts (0.0625 kg/part) but it has a strong environmental impact because of the raw material used (total values equal to CED 16.9 MJ, GWP 1.43 kg CO2 eq, ReCiPe single score 67.96 mPt). The molding process (material melting, die casting, and finishing) has a contribution on the total environmental footprint lower than 5%.
-
Steel tools do not have a relevant influence on the impact of the five alternatives, with a maximum contribution on the total CED of 2.37%. This is due to the long service life of the molds if compared to the functional unit production time.
Further development of the study will be focused on other components of safety footwear (i.e., penetration resistant midsole) and on the investigation of other production methods for toe caps such as additive manufacturing. Life cycle costing (LCC) analyses may be coupled with the environmental impacts assessments in order to provide an economic point of view on the footwear production processes.
Availability of data and material
All data needed to replicate the analysis are reported in the text of the paper.
Code availability
Not applicable.
Change history
20 July 2022
Missing Open Access funding information has been added in the Funding Note.
Abbreviations
- AFRP:
-
Aramid fiber reinforced polymer
- CED:
-
Cumulative energy demand
- CFRP:
-
Carbon fiber reinforced polymer
- CM:
-
Compression molding
- DC:
-
Die casting
- EoL:
-
End of life
- GFRP:
-
Glass fiber reinforced polymer
- GWP:
-
Global warming potential
- IM:
-
Injection molding
- LCA:
-
Life cycle assessment
- LCI:
-
Life cycle inventory
- LCIA:
-
Life cycle impact assessment
- SS:
-
Steel metal stamping
- D b :
-
Starting blank dimeter
- D p :
-
Punch diameter
- F b :
-
Maximum blanking force
- F dd :
-
Maximum deep drawing force
- h :
-
Sheet thickness
- k s :
-
Material shearing resistance
- L s :
-
Cutting length
- UTS :
-
Ultimate tensile strength
References
Chiou SS, Turner N, Zwiener J, Weaver DL, Haskell WE (2012) Effect of boot weight and sole flexibility on gait and physiological responses of firefighters in stepping over obstacles. Hum Factors 54:373–386. https://doi.org/10.1177/0018720811433464
Kuklane K, Geng Q, Holmér I (1999) Thermal effects of steel toe caps in footgear. Int J Ind Ergon 23:431–438. https://doi.org/10.1016/S0169-8141(97)00074-7
Hillermeier R, Hasson T, Friedrich L, Ball C (2013) Advanced thermosetting resin matrix technology for next generation high volume manufacture of automotive composite structures. SAE Tech Pap 2:1–9. https://doi.org/10.4271/2013-01-1176
Kropidłowska P, Irzmańska E, Zgórniak P et al (2021) Evaluation of the mechanical strength and protective properties of polycarbonate toecaps subjected to repeated impacts simulating workplace conditions. Int J Occup Saf Ergon 27:698–707. https://doi.org/10.1080/10803548.2020.1796295
Lee SM, Lim TS, Lee DG (2005) Damage tolerance of composite toecap. Compos Struct 67:167–174. https://doi.org/10.1016/J.COMPSTRUCT.2004.09.009
ISO (2019) ISO 22568-2:2019 - Foot and leg protectors — Requirements and test methods for footwear component — Part 2: Non-metallic toecaps. International Organization for Standardization, Geneva
Kunal Ahuja, Sarita Bayas (2020) Industrial safety footwear market size, share and industry outlook. Global Market Insights, Selbyville
Lee MJ, Rahimifard S (2012) An air-based automated material recycling system for postconsumer footwear products. Resour Conserv Recycl 69:90–99. https://doi.org/10.1016/j.resconrec.2012.09.008
Staikos T, Rahimifard S (2007) A decision-making model for waste management in the footwear industry. Int J Prod Res 45:4403–4422. https://doi.org/10.1080/00207540701450187
Witik RA, Payet J, Michaud V et al (2011) Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Compos Part A Appl Sci Manuf 42:1694–1709. https://doi.org/10.1016/j.compositesa.2011.07.024
Duflou JR, De Moor J, Verpoest I, Dewulf W (2009) Environmental impact analysis of composite use in car manufacturing. CIRP Ann - Manuf Technol 58:9–12. https://doi.org/10.1016/j.cirp.2009.03.077
Meng F, Pickering SJ, Mckechnie J (2018) An environmental comparison of carbon fibre composite waste end-of-life options. SAMPE Eur Conf 2018 Southampt 7
Song YS, Youn JR, Gutowski TG (2009) Life cycle energy analysis of fiber-reinforced composites. Compos Part A Appl Sci Manuf 40:1257–1265. https://doi.org/10.1016/j.compositesa.2009.05.020
Pérez RL, Ayala CE, Opiri MM et al (2021) Recycling thermoset epoxy resin using alkyl-methyl-imidazolium ionic liquids as green solvents. ACS Appl Polym Mater 2021:5595. https://doi.org/10.1021/acsapm.1c00896
Kim DH, Yu A, Goh M (2021) Oxidative chemical depolymerization of thermoset epoxy resin for green recycling. J Ind Eng Chem 96:76–81. https://doi.org/10.1016/J.JIEC.2021.01.047
De Souza CSR, Opelt CV, Cândido GM et al (2019) Reuse of uncured carbon fiber/epoxy resin prepreg scraps: mechanical behavior and environmental response. ACS Sustain Chem Eng 7:2200–2206. https://doi.org/10.1021/acssuschemeng.8b04852
Nilakantan G, Nutt S (2018) Reuse and upcycling of thermoset prepreg scrap: case study with out-of-autoclave carbon fiber/epoxy prepreg. J Compos Mater 52:341–360. https://doi.org/10.1177/0021998317707253
Nilakantan G, Olliges R, Su R, Nutt S (2014) Reuse strategies for carbon fiber-epoxy prepreg scrap. Proc 2014 Compos Adv Mater Expo
Bianchi I, Forcellese A, Marconi M et al (2021) Environmental impact assessment of zero waste approach for carbon fiber prepreg scraps. Sustain Mater Technol e00308. https://doi.org/10.1016/j.susmat.2021.e00308
ISO (2021) ISO 14040:2021 Environmental management - life cycle assessment - principles and framework. International Organization for Standardization, Geneva
ISO (2021) ISO 14044:2021 Environmental management - life cycle assessment - requirements and guidelines. International Organization for Standardization, Geneva
Landi D, Marconi M, Bocci E, Germani M (2020) Comparative life cycle assessment of standard, cellulose-reinforced and end of life tires fiber-reinforced hot mix asphalt mixtures. J Clean Prod 248:119295. https://doi.org/10.1016/j.jclepro.2019.119295
Forcellese A, Marconi M, Simoncini M, Vita A (2020) Life cycle impact assessment of different manufacturing technologies for automotive CFRP components. J Clean Prod 271:122677. https://doi.org/10.1016/j.jclepro.2020.122677
Vita A, Castorani V, Germani M, Marconi M (2019) Comparative life cycle assessment and cost analysis of autoclave and pressure bag molding for producing CFRP components. Int J Adv Manuf Technol 105:1967–1982. https://doi.org/10.1007/s00170-019-04384-9
Sahli M, Roizard X, Colas G et al (2020) Modelling and numerical simulation of steel sheet fine blanking process. Procedia Manuf 50:395–400. https://doi.org/10.1016/J.PROMFG.2020.08.072
Abe Y, Yonekawa R, Sedoguchi K, Mori KI (2018) Shearing of ultra-high strength steel sheets with step punch. Procedia Manuf 15:597–604. https://doi.org/10.1016/J.PROMFG.2018.07.283
Harsle (2017) Design and fabrication of a deep drawing machine: experimental study of drawing force vs drawing stroke. https://www.harsle.com/DESIGN-AND-FABRICATION-OF-A-DEEP-DRAWING-MACHINE-EXPERIMENTAL-STUDY-OF-DRAWING-FORCE-VS-DRAWING-STROKE-id565891.html. Accessed 20 Dec 2021
Kim H, Altan T, Yan Q (2009) Evaluation of stamping lubricants in forming advanced high strength steels (AHSS) using deep drawing and ironing tests. J Mater Process Technol 209:4122–4133. https://doi.org/10.1016/J.JMATPROTEC.2008.10.007
Dong X, Yang H, Zhu X, Ji S (2019) High strength and ductility aluminium alloy processed by high pressure die casting. J Alloys Compd 773:86–96. https://doi.org/10.1016/J.JALLCOM.2018.09.260
Liu W, Peng T, Kishita Y et al (2021) Critical life cycle inventory for aluminum die casting: a lightweight-vehicle manufacturing enabling technology. Appl Energy 304:117814. https://doi.org/10.1016/j.apenergy.2021.117814
Dalquist S, Gutowski T (2004) Life cycle analysis of conventional manufacturing techniques: sand casting. Am Soc Mech Eng Manuf Eng Div MED 15:631–641. https://doi.org/10.1115/IMECE2004-62599
Wang HS, Wang YN, Wang YC (2013) Cost estimation of plastic injection molding parts through integration of PSO and BP neural network. Expert Syst Appl 40:418–428. https://doi.org/10.1016/J.ESWA.2012.01.166
Guevara-Morales A, Figueroa-López U (2014) Residual stresses in injection molded products. J Mater Sci 49:4399–4415
Chhanda NJ, Suhling JC, Canumalla S (2014) Effects of moisture exposure on the mechanical behavior of polycarbonate materials used in electronic packaging. In: Thermomechanical phenomena in electronic systems - proceedings of the intersociety conference. Institute of Electrical and Electronics Engineers Inc., pp 355–364
Rosato DV, Rosato DV, Rosato MV (2004) Plastic product material and process selection handbook. Elsevier
Nilakantan G, Nutt S (2015) Reuse and upcycling of aerospace prepreg scrap and waste. Reinf Plast 59:44–51. https://doi.org/10.1016/j.repl.2014.12.070
Wu MS, Centea T, Nutt SR (2018) Compression molding of reused in-process waste–effects of material and process factors. Adv Manuf Polym Compos Sci 4:1–12. https://doi.org/10.1080/20550340.2017.1411873
Frischknecht R, Wyss F, BüsserKnöpfel S et al (2015) Cumulative energy demand in LCA: the energy harvested approach. Int J Life Cycle Assess 20:957–969. https://doi.org/10.1007/s11367-015-0897-4
Stocker TF, Qin D, Plattner G-K et al (2013) Climate Change 2013 The Physical Science Basis Working Group I Contribution to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change. Cambridge University Press, Cambridge
Witik RA, Teuscher R, Michaud V et al (2013) Carbon fibre reinforced composite waste: an environmental assessment of recycling, energy recovery and landfilling. Compos Part A Appl Sci Manuf 49:89–99. https://doi.org/10.1016/j.compositesa.2013.02.009
Kubik C, Hohmann J, Groche P (2021) Exploitation of force displacement curves in blanking—feature engineering beyond defect detection. Int J Adv Manuf Technol 113:261–278. https://doi.org/10.1007/s00170-020-06450-z
Roberts MJ (2003) A modified life cycle inventory of aluminium die casting. Dissertation, Deakin University
Dalquist S, Gutowski T (2008) Life cycle analysis of conventional manufacturing techniques: sand casting. In: ASME 2004 international mechanical engineering congress and exposition. American Society of Mechanical Engineers Digital Collection, pp 631–641
Funding
Open access funding provided by Università Politecnica delle Marche within the CRUI-CARE Agreement. This research was founded by the EU LIFE project “CIRCE – CIRcular economy model for Carbon fibrE prepregs” LIFE18 ENV/IT/000155.
Author information
Authors and Affiliations
Contributions
Iacopo Bianchi: software, writing, formal analysis, investigation. Archimede Forcellese: funding acquisition, project administration. Michela Simoncini: writing—reviewing and editing, investigation. Alessio Vita: methodology, investigation, visualization. Vincenzo Castorani: supervision. Damiana Cafagna: data collection, reviewing. Giuseppe Buccoliero: data collection, reviewing. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bianchi, I., Forcellese, A., Simoncini, M. et al. Comparative life cycle assessment of safety shoes toe caps manufacturing processes. Int J Adv Manuf Technol 120, 7363–7374 (2022). https://doi.org/10.1007/s00170-022-09240-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09240-x