
Abstract
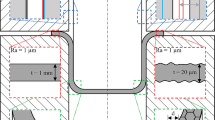
In this paper, the deformation behavior of circular hole-flanging obtained by electromagnetic forming (EMF) and stamping is investigated. Numerical simulations are performed to analyze the deformation of the 5052 aluminum alloy sheet and the stress–strain characteristics obtained by the two forming processes. The correctness of the simulation results is verified experimentally. It has been found that with the increase of the discharge voltage, the sheet flanging area gradually changes from an inclined plane to a vertical plane. The sheet deformation is not synchronous due to the uneven electromagnetic force distribution, while four special nodes collide with the die successively at a discharge voltage of 9 kV. The maximum contact error by EMF at 9 kV is less than 0.3 mm. The forming accuracy obtained by stamping is poor. The maximum gap between the sheet and mold is 1.1 mm when the punch diameter is equal to 75.2 mm. After both electromagnetic flanging and stamping, the maximum principal strain appears at the sheet edge region, which is prone to rupture.




















Similar content being viewed by others


Data availability
All data and materials are fully available without restriction.
Change history
23 May 2022
A Correction to this paper has been published: https://doi.org/10.1007/s00170-022-09285-y
References
Oliveira DA, Worswick MJ, Finn M, Newman D (2018) Electromagnetic forming of aluminum alloy sheet: free-form and cavity fill experiments and model. J Mater Process Technol 170(1–2):350–362
Imbert J, Worswick M (2012) Reduction of a pre-formed radius in aluminium sheet using electromagnetic and conventional forming. J Mater Process Technol 212(9):1963–1972
Li N, Yu HP, Xu Z, Fan ZS, Liu L (2016) Electromagnetic forming facilitates the transition of deformation mechanism in 5052 aluminum alloy. Mater Sci Eng A 673:222–232
Fang JX, Mo JH, Li JJ (2017) Microstructure difference of 5052 aluminum alloys under conventional drawing and electromagnetic pulse assisted incremental drawing. Mater Charact 129:88–97
Xiao A, Huang CQ, Yan ZQ, Cui XH, Wang SP (2022) Improved forming capability of 7075 aluminum alloy using electrically assisted electromagnetic forming. Mater Charact 183:111615
Kamal M, Shang J, Cheng V, Hatkevich S, Daehn GS (2007) Agile manufacturing of a micro-embossed case by a two-step electromagnetic forming process. J Mater Process Technol 190:41–50
Jimbert P, Eguia I, Perez I, Gutierreza MA, Hurtado I (2011) Analysis and comparative study of factors affecting quality in the hemming of 6016T4AA performed by means of electromagnetic forming and process characterization. J Mater Process Technol 211:916–924
Cui XH, Yan ZQ, Chen BG, Du ZH, Xiao A, Yu HL (2021) Large ellipsoid parts manufacture using electromagnetic incremental forming with variable blankholder structure. Int J Adv Manuf Syst Technol 116:3699–3715
Fei F, Li JJ, Chen RC, Huang L, Su HL, Fan S (2021) Multi-point die electromagnetic incremental forming for large-sized sheet metals. J Manuf Process 62:458–470
Chen M, Lai ZP, Cao QL, Han XT, Wang C, Liu N, Li L (2020) Improvement on formability and forming accuracy in electromagnetic forming of deep-cavity sheet metal part using a dual-coil system. J Manuf Process 57:209–221
Su HL, Huang L, Li JJ, Li GD, Huang P (2017) Investigation on the forming process and the shape control in electromagnetic flanging of aluminum alloy. Procedia Engineering 207:335–340
Ou H, Sun SJ, Li PF, Li GY (2021) A dynamic small-sized hole flanging process driven by Lorentz-force for aluminum alloys. Int J Adv Manuf Syst Technol 14:1019–1030
Yu HP, Zheng QL, Wang SL, Wang Y (2018) The deformation mechanism of circular hole flanging by magnetic pulse forming. J Mater Process Technol 257:54–64
Yu HP, Jin YY, Hu L, Yin HZ, Sun SF (2020) Two-step method to improve geometry accuracy of elongated hole flanging by electromagnetic forming. Int J Adv Manuf Syst Technol 106:3117–3129
Su HL, Huang L, Li JJ, Ma F, Huang P, Feng F (2018) Two-step electromagnetic forming: a new forming approach to local features of large-size sheet metal parts. Int J Mach Tools Manuf 124:99–116
Su H (2013) Research on the FLD and uniaxial tensile behaviour of 5A02 aluminium alloy sheet in the electromagnetic pulse forming (master thesis). Harbin, CHN: Harbin Institute of Technology
Funding
This work was supported by the National Natural Science Foundation of China (Grant Number: 51775563 and 51405173), the Project of State Key Laboratory of High Performance Complex Manufacturing, Central South University (ZZYJKT2020-02).
Author information
Authors and Affiliations
Contributions
Lei Zhang: methodology, investigation, experiments, writing original draft. Xiaohui Cui: methodology, investigation, writing—review and editing. Qiang Deng: investigation, funding. Ziqin Yan: investigation, experiments. Shengping Ye: investigation, funding.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Written informed consent for publication was obtained from all participants.
Consent for publication
Written informed consent for publication was obtained from all participants.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original version of this article was revised: Figure 6 image and Figure 9 description has been updated.
Rights and permissions
About this article

Cite this article
Zhang, L., Cui, X., Deng, Q. et al. Comparison of the deformation behavior of circular hole-flanging obtained by electromagnetic forming and stamping. Int J Adv Manuf Technol 121, 171–183 (2022). https://doi.org/10.1007/s00170-022-08873-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-08873-2