
Abstract
Due to its electro-mechanical properties, commercially pure aluminium wires have attracted the interest of automotive industry representing a functional and efficient economic solution to reduce vehicle’s weight leading to the diminishing of energy consumption and emissions in today’s society. However, to consolidate its use in this sector and in new market realities, it is necessary to increase the flexibility of the aluminium conductor wires, consenting their installation in very small spaces and with high curvatures, avoiding any failure and electrical conductivity decrease. Thus, the evolution of microstructure and service performance needs to be investigated and controlled to improve the service safety. The present research shows a new approach to continuously manufacture efficient long wires with smaller diameters and fine grains at room temperature. It is studied the strengthening effects (yield and tensile strength, plasticity, hardness), the electrical conductivity, and the microstructural changes of commercial 1370 pure aluminium (99.7% Al) when traditional wire drawing process is combined with equal channel angular drawing (ECAD) technique. The results of this proposed procedure of deformation “drawing-ECAD-drawing” show an evident benefit, compared to the classic technology of production of aluminium wire, obtaining fine grain structure product with superior mechanical strength and not influenced electrical conductivity. The proposed manufacturing approach leads to fine wires enhancing the material mechanical properties by microstructural evolution (i.e. grain size reduction) avoiding the traditional post manufacturing thermal treatments requiring a high amount of energy and time and careful steps.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Commercially pure aluminium wire (CPAW) is considered as an important conductor line for transmitting electric power due to its high corrosion resistance, good electrical conductivity and light weight [1,2,3]. Since the enhancement of its mechanical strength, without losing its properties as good electrical conductor, is an important property to be suitable for a wide field of applications of the electrical engineering, greater attention was attracted by new approaches of manufacturing processes for innovative mechanical and conductor material properties enhancement: the main task is to significantly increase the mechanical performance of the processed material avoiding any electrical conductivity drop. Different studies demonstrated that both the cited properties, usually mutually exclusive, are mainly controlled by material microstructure of which grain size is one of the most important parameters. In particular, finer grain size microstructure allows to obtain a material strength increase avoiding electrical conductivity negative variation [4]. For this reason, it is of main importance to investigate, analyse, and control material microstructure also by providing new approaches to manufacture products characterized by finer grain size. According to Hall-Petch effect, the material flow stress behaviour is an inverse function of the square root of the grain size; since CPAW is manufactured by a standard cold-drawing process for different passes, it is interesting to analyse the influence of plastic deformation on grain fragmentation and to understand how microstructure could improve the material properties during the process of fine wires. Y. K. Zhu et al. [5] analysed the stress profile and the plastic deformation behaviour of the CPAW during a multi-pass cold drawing by combining the numerical results with the microstructural observations. The results show the distribution of the plastic deformation mode, texture evolution, and grain size on the wire cross section, clarifying the relationship between microstructure evolution and stress profile at each drawing pass. In particular, texture evolution and grain refinement induced an enhancement of both the yield strength and microhardness of the processed sample. X. M. Luo et al. [6] investigated the effects of microstructural changes on mechanical and electrical properties during cold drawing process of CPAWs. They found a great enhancement of the material flow stress behaviour with a slight variation of the electrical conductivity related to grain refinement. J. P. Hou et al. [7] studied the influence of microstructure evolution on material strengthening in the drawing process of CPAWs. The conclusions showed as grain size and dislocation density are essential factors to influence materials' performance in the drawing process.
These papers highlight the importance of the material microstructure and the necessity to study its fundamentals for a safe production development. For these reasons in the last years a great attention was payed on grain size and recrystallization phenomena as important factors to influence the CPAW behaviour. Y. Iwahashi et al [8] analysed the influence of equal-channel angular pressing (ECAP) on high purity aluminium with particular interest to the grain evolution. Final grain size in the range of 0.5–1.5 μm was found, explaining the results with the shearing patterns developed in the samples during the process. U. Chakkingal et al. [9] investigated the mechanical properties and microstructural evolution of pure aluminium 3004 when processed by equal channel angular drawing (ECAD) method at room temperature. The experimental results showed an increase in yield strength and hardness, suggesting severe plastic deformation (SPD) process as a valid industrial method to significantly increase mechanical properties of material through grain refinement. X. Chen et al. [10] studied the influence of a new accumulative extrusion bonding (AEB) method when processing CPA (Al 99.6 wt%). The proposed method showed the advantages in refining grains and enhancing mechanical properties (yield strength, ultimate tensile stress and hardness) of AA1060 samples compared with traditional accumulative roll boning (ARB) process. A. A. Zisman et al. [11] investigated mechanical properties, textures evolution, and microstructures of commercial pure aluminium processed by a new simple method of ECAD with adjustable die opening. Good enhancement in mechanical properties was found as a consequence of recrystallization phenomena. Nowadays, SPD methods are considered the most promising manufacturing techniques to produce materials with reduced grain size, and for this reason, it should be useful to study and propose new strategies for microstructural design by combining the advantages of SPD with traditional manufacturing methods to allow novel and innovative processing routes for materials properties enhancement.
Hence, with the aim (i) to give a further contribution in this direction investigating and analysing the beneficial influence of the microstructural changes to the enhancement of the material properties by recrystallization, (ii) to extend the knowledge of the effectiveness of the SPD technique in controlling grain size evolution, (iii) to promote aluminium as a valid alternative to copper production of electrical conductors (i.e. copper: more expensive, heavier and with a greater environmental impact), and (iv) to analyse a new approach to the conventional drawing manufacturing system, in this paper a mechanical, electrical, and microstructural analysis was conducted on CPAWs by interposing ECAD method in the traditional wire drawing process at room temperature. A comparison between conventional cold-wire drawing process (defined as procedure B) and the proposed new manufacturing approach (drawing-ECAD-drawing, defined as procedure A) for the production of aluminium fine wires was done showing the enhancement of the analysed proposed system on the material behaviour and its suitability for continuous processing of long wires with smaller diameters, finer grain microstructure and combined mechanical strength enhancement without a worsening of the electrical conductivity. Empirical models, that include the grain size and the dislocation influence, were used to study the material behaviour of commercial 1370 pure aluminium wires (Al 99.7%) during the two analysed manufacturing procedures. In particular, the material flow stress was modelled by an additive strengthening equation based on the single contribution of the frictional stress (σ0), the grain size change (σgs), and the dislocation density evolution (σdisloc). While for the tensile cycles to failure analysis, it was used an empirical model of the threshold stress (for crack growth and propagation) based on the contribution of the frictional stress of dislocation motion and the grain size change. According to Hall-Petch effect, both the mentioned empirical models are an inverse function of the square root of the grain size: the finer the grain size, the more material strengthening and tensile cycles to failure increase. The importance of the two investigated empirical models is based on the evaluation of the microstructural change (i.e. grain size refinement and dislocation evolution) on the material behaviour.
2 Material and methods
Commercial 1370 pure aluminium rods (Table 1) with an initial diameter of ϕ = 9.5 mm were analysed. Two manufacturing process procedures were performed, analysed, and compared: procedure A — the proposed manufacturing approach in which the initial rods with a diameter of 9.50 mm were reduced to a final diameter of 0.2 mm by 15 initial cold-drawing passes, a successive ECAD process, and 23 final cold-drawing passes; procedure B — the traditional cold-drawing technology in which the initial rods with a diameter of 9.50 mm were reduced to a final diameter of 0.2 mm through 38 cold-drawing passes.
Both the compared procedures were based on a total of 38 cold-drawing passes each one, but in the proposed approach, an ECAD process was performed after the fifteenth cold-drawing pass, Fig. 1 and Table 2.

Comparison between the two investigated experimental procedures: procedure A — proposed new manufacturing approach in which ECAD method is interposed between conventional cold-drawing passes, procedure B — traditional cold-drawing technology
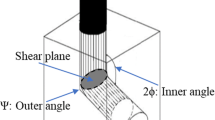
In detail, sample 1 represents the initial rod with a diameter of 9.5 mm; this is the same for both the two analysed process procedures. Samples 2, 3, and 4 represent the state of the wire during the several passes characterizing the proposed manufacturing approach (procedure A): sample 2 is the wire after the initial 15 cold-drawing passes; the diameter was reduced from 9.5 to 2 mm, with a section reduction of 95.6% and a drawing strain of 3.11; sample 3 is the wire after the ECAD process, with an inner die angle Φ = 140° and outer die angle ψ = π-Φ (Fig. 2), preserving the transversal dimensions (diameter of ϕ = 2 mm); and sample 4 is the wire after the final 23 cold-drawing passes: the diameter was reduced to 0.2 mm, with a total section reduction of 99.95% and a total drawing strain of 7.72. Sample 5 represents the state of the wire after the 38 cold-drawing passes characterizing the traditional cold-drawing technology (procedure B) (Fig. 1).

Experimental set up: a ECAD die geometry design, b developed and investigated ECAD die, and c experimental implemented processing system
In order to make comparable the results of the two investigated procedures, it was considered the same initial rod (sample 1), the same number of cold-drawing passes (38 passes), and the same drawing speed of 25 m/s. In the proposed manufacturing approach (procedure A), an ECAD die (Fig. 2) is interposed between two reduction sections in multipass cold-drawing (i.e. between the exit of the fifteenth drawing pass and the entrance of the sixteenth drawing pass) causing a SPD on the wire. In this way, preserving the transversal dimension (wire diameter), an increase of the material strength is observed as a consequence of recrystallization phenomena.
Uniaxial tensile tests were carried out at room temperature on an MTS Criterion Model 45 testing machine for wires until 2 mm of diameter and on an MTS Criterion Model 42 testing machine for wires of 0.2 mm of diameter. Tensile tests were performed on all the five samples to make a comparison with the traditional technology of production, that in this work consists of 38 cold-drawing passes (procedure B). In particular, were done 3 replicas per sample (Table 2), for a total of 15 experiments, and the average value of the replicas was considered. Then, a comparative tensile fatigue analysis was conducted to determine the influence of the investigated manufacturing techniques on the number of cycles to the failure. The investigation was done by utilizing the final wires obtained by the two analysed processes (sample 4 and sample 5), 10 replicas per sample were tested, and the average value of the replicas was considered. The stress amplitude for testing was determined as a percentage of 20% of the ultimate tensile stress, with a constant cyclic frequency of 15 Hz and a load ratio (minimum load/maximum load) of 10%. Moreover, fifteen samples (3 replicas per sample, Table 2) have been transversely cut and mounted into a resin holder to be mechanically polished and then etched using the Kroll’s reagent (92 ml of distilled water, 6 ml of nitric acid, 2 ml of hydrocloridric acid). The cross section of the samples has been studied under an optical microscope and by electron backscatter diffraction (EBSD — step size 5 μm) analysis for microstructural investigation, while the micro-hardness (HV0.01) was measured by an instrumented micro-nano indenter.
Micro-hardness was measured on the fifteen samples by performing 10 indentations per sample for a total of 150 indentations, and the average value of the replicas was considered. Finally, the change of electrical conductivity of the five samples (Table 2) was quantified by a measuring bridge to verify the influence of plastic deformation and material microstructure evolution on the electrical conductivity of the material. Five electrical conductivity measurements were performed on 15 samples (3 replicas per sample, Table 2), for a total of 75 measurements, and the average value of the replicas was considered.
3 Results and discussion
3.1 Tensile test and fatigue analysis
The tensile tests (Fig. 3) and the fatigue analysis (Fig. 4) show as the material behaviour is enhanced by both drawing and ECAD processes, but an evident incidence is registered when the last one is applied. In fact, considering the proposed approach (procedure A), after the initial 15 cold-drawing passes (sample 2), the material strength rises of about 2 times with a reduction of the plasticity from ε = 0.11 to ε = 0.08, according with X. M. Luo et al. [6] where it was demonstrated an increase of the yield strength and a decrease of the elongation when drawing a pure aluminium wire from an initial diameter of 9.5 to 2.99 mm with 9 passes. Then, after the ECAD process (sample 3), a further enhancement of 30 MPa was observed in the material flow stress behaviour with a reduction of the true strain from ε = 0.08 to ε = 0.04. Finally, after the last 23 cold-drawing passes (sample 4), an evident increase of about 90 MPa more was observed with a total true strain of ε = 0.013. Starting from the initial rods, the proposed combined process allowed to obtain final wires (ϕ = 0.2 mm) with a total strengthening of about 3.5 times and a corresponding plastic domain reduction of the 90%.

Comparison of the true stress-strain curves when respectively analysing a procedure A-interposed ECAD process and b procedure B-traditional technology

Tensile cycles to failure results when comparing the final wires of the procedure A (sample 4) and procedure B (sample 5)
While considering the current technology of production investigated (procedure B), consisting in 38 cold-drawing passes (sample 5), the material strength shows an improvement of about 2.9 times and a total strain decrease from ε = 0.11 to ε = 0.02, according with J. P. Hou et al. [7].
Comparing sample 4 (final wire of procedure A) and sample 5 (final wire of procedure B), it is evident the influence of the SPD imposed by ECAD method that induces a flow stress raise due to (i) the grain size evolution (Fig. 5 and Fig. 6) related to the material strengthening for the Hall-Petch effect [12,13,14,15] and (ii) the increase of the dislocation density (Table 4). In fact, considering the obtained experimental results (material flow stress and microstructural evolution) and the additive strengthening model (Eq. 1), proposed by Hansen [16], it is possible to predict the behaviour of the dislocation density and to study the incidence of the grain size and dislocations on the material strengthening. The material flow stress at a particular strain σ(ε) can be predicted by the following empirical law in which the stress is divided into three parts:

Transverse section microstructure analysis of the two investigated manufacturing procedures: a sample 1, b sample 2, c sample 3, d sample 4, and e sample 5. Grain size reduction is registered with the increase of the material strain from sample 1 to sample 4 and 5

Transverse section EBSD analysis of the two investigated manufacturing procedures: a sample 1, b sample 4-procedure A, and c sample 5-procedure B
where σ0 is the frictional stress: a constant which includes contributions from solutes and particles but not from dislocations, σgs is the contribution from the grain size-related strengthening, and σdisloc is the contribution from the dislocation-related strengthening.
σgs can be written:
where k1 is a constant and d is the average grain size. It is evident that the material flow stress is influenced by the dynamic recrystallization that significantly modifies the microstructure of the material (i.e. grain refinement; Fig. 5) resulting in material strengthening: grain boundaries represent a real obstacle to the dislocations’ movement.
σdisloc can be written:
where M is the Taylor factor, α is a coefficient, μ is the elastic shear modulus, b is the length of the Burger vector, and ρ is the dislocation density.
Replacing Eq. 2 and Eq. 3, the additive strengthening model can be written:
All the constants characterizing the material behaviour (Eq. 4) are listed in Table 3.
Considering the experimental results related to material flow stress (Fig. 3) and grain size evolution (Fig. 5), it is possible to estimate the value of the dislocation density ρ by Eq. 4. In particular, the initial rod (sample 1) and the final wires of the two investigated procedures were considered (sample 4 and sample 5) when a strain of 0.01 is reached, Table 4.
Table 4 shows as both the two investigated procedures have a significant influence on the dislocation density change. However, comparing sample 4 and sample 5, it was registered an increase of about 10% of the dislocation density, when ECAD process is applied, resulting in a greater material hardening (Fig. 3). Moreover, considering Eq. 4, material parameters of Table 3, and the data of Table 4, it is possible to calculate the incidence of the grain size and dislocations on the material strengthening increase as reported in Table 5.
From Table 5 it is evident as the contribution of the grain size-related strengthening is an inverse function of the square root of the grain size: the finer the grain size, the more resistance increases according to Hall-Petch effect. Moreover, Table 5 illustrates as the contribution of the dislocation-related strengthening plays the main role in improving the material strength with a percentage incidence of about 80% in all the investigated samples.
In Fig. 4 is shown the influence of ECAD process that improves the number of cycles to failure of about 15% when the two procedures are analysed. This result is in accordance with Tanaka’s observations [20]: the threshold stress, for crack growth and propagation, is an inverse function of grain size, Eq. 5.
where σth is the threshold stress, \( {\sigma}_{fr}^{\ast } \) is the frictional stress of dislocation motion, \( {K}_c^m \) is the critical value of microscopic stress intensity factor, and d is the grain size.
In fact, the major grain refinement obtained through ECAD die (Fig. 5) leads to the presence of more grain boundaries and different micro orientation of grains that can block the crack propagation since they have a significant incidence for the path selection of the fatigue crack.
3.2 Microstructure, microhardness, and electrical conductivity
Considering the proposed manufacturing approach (procedure A), the microstructure shows a grain fragmentation from 58 to 11 μm after the initial 15 cold-drawing passes (sample 2), then a successive reduction from 11 to 6 μm after ECAD process (sample 3), and a final reduction from 6 to 1.1 μm when wire diameter was reduced to ϕ = 0.2 mm through the last 23 cold-drawing passes (sample 4). A total grain size refinement of 98% was reached. While analysing the current technology of production (procedure B), after the 38 cold-drawing passes (sample 5), the effect of the total drawing strain ε = 7.72 reduced the initial grain size from 58 to 2.3 μm (Fig. 5). These results agree with Doherty et al. [21,22,23,24]; in fact, the high plastic strain induced through the ECAD die produces in the material a high accumulation of dislocations. Hence, recrystallization occurs achieving a dislocation density increase and microstructural change that results in grain refinement, with the consequent development of a high strength of the material (Fig. 5). Fig. 5 a shows the microstructure of the initial rod with an average grain size of 58 μm. The microstructure was characterized by grains with slightly different shapes although the peculiar morphology was equiaxial. Subsequently, the grain size was drastically reduced to an average value of 11 μm (Fig. 5b) due to the metallurgical phenomena induced by the 15 cold-drawing passes and therefore the significant plastic deformation. The ECAD step allowed a further refinement of the grains with an average grain size equal to 6 μm (Fig. 5c) and afterward the last 23 cold-drawing passes permitted to achieve a final grain size of 1.1 μm (Fig. 5d) against the 2.3 μm (Fig. 5e) achieved with the 38 cold-drawing passes performed without the intermediate ECAD step.
Fig. 6 shows the EBSD map of the initial rod (sample 1) and of the two final wires obtained respectively by procedure A (sample 4) and procedure B (sample 5). The results validate the grain size reduction reported in Fig. 5 and attributed to the progressive recrystallization during the several passes characterizing the two investigated manufacturing procedures. As seen the grain refinement improved when ECAD method was applied: fine grains occurred with the increase of the plastic deformation.
As highlighted in Fig. 7a, the use of ECAD as intermediate step introduced a further grain refinement (sample 3) that positively affects the mechanical properties. A significant increase, more than 65%, was observed compared to the initial material hardness (sample 1) for both the analysed wire production processes (sample 4 and sample 5), with a difference of about 7HV when implementing the ECAD method (Fig. 7c). In both the investigated procedures, the hardness evolution is mainly due to the high reached strain that induces microstructural changes: grain refinement (increase in the volume fraction of grain boundaries) for the dynamic recrystallization phenomena [5].

Samples analysis: a average grain size measured on the transverse section, b electrical conductivity, and c cross section hardness measurements
Fig. 7 b shows all the measurements of the electrical conductivity of the five samples (Table 2) showing a not sensitive influence of the mechanical and microstructural changes on this aspect. In fact, there is a not evident change of the electrical conductivity from initial rods (sample 1) to final wires (sample 4 and sample 5), but a slight electrical conductivity reduction of about 1% was registered when increasing mechanical deformation during material processing, in accordance with [6, 25]. The obtained results showed in this case as the grain size reduction from 58 to 1 μm is not a critical aspect for electrical conductivity property.
Hence, the enhancement of the mechanical behaviour, preserving its electrical conductivity, promotes aluminium as a valid economic alternative to copper for the production of electrical conductors.
4 Conclusions
In this paper, it was studied the strengthening effects (yield and tensile strength, plasticity, hardness, etc.), the electrical conductivity, and the microstructural changes of commercial 1370 pure aluminium (99.7% Al) by a novel drawing approach in which the advantages of SPD technique are combined with traditional manufacturing methods for longer and more resistant fine wire production.
In particular, the relation between microstructural changes and service performance (mechanical and electrical) was analysed. The results show as recrystallization, leading to microstructural evolution (i.e. grain refinement and dislocation density increase), is an important aspect to control material’s behaviour during manufacturing. Concerning the mechanical properties, the increase of the material strength, subjected to high process strains, was mainly attributed to the dislocation density and to the grain size refinement both related to the material strengthening for the Hall-Petch (H-P) relation. Moreover, the comparative tensile fatigue analysis resulted in a higher number of cycles to failure for wires processed through the new manufacturing strategy (procedure A). In fact, due to grain refinement, the presence of more grain boundaries and different micro orientation of grains can influence the path selection of the fatigue crack. Finally, the high strain reached by ECAD process (procedure A) induced grain refinement (increase in the volume fraction of grain boundaries) for the dynamic recrystallization phenomena resulting in higher hardness when compared with the traditional investigated drawing wires production (procedure B). Concerning electrical conductivity, a not sensitive influence of the mechanical and microstructural variation was registered. In fact, only a slight decrease of about 1% was registered showing as the range of the obtained grain size is not a critical aspect for electrical conductivity.
Based on the obtained results and analysis, it can be concluded that the proposed manufacturing strategy represents an interesting industrial procedure for pure aluminium fine wires production. In fact, the significant increase in yield and tensile stress, with a corresponding enhancement of hardness evolution and cycles to failure resistance and a not significant change in electrical conductivity
-
i.
Confirm the effectiveness of the proposed approach to increase the flexibility of fine drawn wires reducing failure risks and electrical conductivity evident decrease;
-
ii.
Allow to further reduce the final wire section avoiding to implement the expensive, time-consuming, and less sustainable thermal treatment cycles;
-
iii.
Demonstrate as in this case the grain refinement from 58 to 1 μm does not significantly change the electrical conductivity while increasing material strength and hardness;
-
iv.
Validate structural refinement (i.e. grain size-related strengthening and dislocation density related-strengthening) as a useful technique to enhance the mechanical behaviour of the component preserving its electrical conductivity;
-
v.
Promote pure aluminium as a valid alternative to copper production of electrical conductors (i.e. copper: more expensive, heavier, and with a greater environmental impact) extending its use in aerospace, automotive and constructions fields;
-
vi.
Make the application of ECAD method, and generally the implementation of the SPD techniques, suitable to enhance the conventional manufacturing systems proposing new strategy for improving material properties and their applications.
Data availability
Not applicable
Code availability
Not applicable.
References
Kiessling F, Nefzger P, Kaintzyk U, Nolasco JF (2003) Overhead power lines. planning, design, construction. Springer, Berlin
Valiev RZ, Murashkin MYU, Sabirov IA (2014) A nanostructural design to produce high-strength Al alloys with enhanced electrical conductivity. Sci Mater 76:13–16. https://doi.org/10.1016/j.scriptamat.2013.12.002
Reinke G, Badibanga RK, Pestana MS, De Almeida Ferreira JL, Araujo JA, Moreira da Silva CR (2020) Failure analysis of aluminum wires in all aluminum alloy conductors-AAAC. Eng Fail Anal 107:104197. https://doi.org/10.1016/j.engfailanal.2019.104197
Murashkin MY, Sabirov I, Sauvage X, Valiev RZ (2016) Nanostructured Al and Cu alloys with superior strength and electrical conductivity. J Mater Sci 51:33–49. https://doi.org/10.1007/s10853-015-9354-9
Zhu YK, Chen QY, Wang Q, Yu HY, Li R, Hou JP, Zhang ZJ, Zhang GP, Zhang ZF (2018) Effect of stress profile on microstructure evolution of cold-drawn commercially pure aluminum wire analyzed by finite element simulation. J Mater Sci Technol 34:1214–1221. https://doi.org/10.1016/j.jmst.2017.07.011
Luo XM, Song ZM, Li ML, Wang Q, Zhang GP (2017) Microstructural evolution and service performance of cold-drawn pure aluminum conductor wires. J Mater Sci Technol 33:1039–1043. https://doi.org/10.1016/j.jmst.2016.11.018
Hou JP, Wang Q, Yang HJ, Wu XM, Li CH, Li XW, Zhang ZF (2015) Microstructure evolution and strengthening mechanisms of cold-drawn commercially pure aluminum wire. Mat Sci Eng A 639:103–106. https://doi.org/10.1016/j.msea.2015.04.102
Iwahashi Y, Horita Z, Nemoto M, Langdon TG (1998) The process of grain refinement in equal-channel angular pressing. Acta Mater 46:3317–3331. https://doi.org/10.1016/S1359-6454(97)00494-1
Chakkingal U, Suriadi AB, Thomson PF (1998) Microstructure development during equal channel angular drawing of Al at room temperature. Scr Mater 39:677–684. https://doi.org/10.1016/S1359-6462(98)00234-6
Chen X, Huang G-S, Liu S-S, Han T-Z, Jiang B, Tang A-T, Zhu Y-T, Pan F-S (2019) Grain refinement and mechanical properties of pure aluminum processed by accumulative extrusion bonding. Trans Nonferrous Metals Soc China 29:437–447. https://doi.org/10.1016/S1003-6326(19)64953-8
Zisman AA, Rybin VV, Van Boxel S, Seefeldt M, Verlinden B (2006) Equal channel angular drawing of aluminium sheet. Mat Sci Eng A 427:123–129. https://doi.org/10.1016/j.msea.2006.04.007
Hall EO (1951) The deformation and aging of mild steel: III discussion of results. Proc Phys Soc B 64:747–753. https://doi.org/10.1088/0370-1301/64/9/303
Petch NJ (1953) The cleavage strength of polycrystals. J Iron Steel Inst 174:25–28
Saito Y, Utsunomiya H, Tsuji N, Sakai T (1999) Novel ultra-high straining process for bulk materials—development of the accumulative roll-bonding (ARB) process. Acta Mater 47:579–583. https://doi.org/10.1016/S1359-6454(98)00365-6
Hanazaki K, Shigeiri N, Tsuji N (2010) Change in microstructures and mechanical properties during deep wire drawing of copper. Mat Sci Eng A 527:5699–5707. https://doi.org/10.1016/j.msea.2010.05.057
Hansen N (2004) Hall-Petch relation and boundary strengthening. Scr Mater 51:801–806. https://doi.org/10.1016/j.scriptamat.2004.06.002
Koizumi T, Kuroda M (2018) Grain size effects in aluminum processed by severe plastic deformation. Mat Sci Eng A 710:300–308. https://doi.org/10.1016/j.msea.2017.10.077
Barlat F, Glazov MV, Brem JC, Lege DJ (2002) A simple model for dislocation behavior, strain and strain rate hardening evolution in deforming aluminum alloys. Int J Plast 18:919–939. https://doi.org/10.1016/S0749-6419(01)00015-8
Bagherzadeh S, Abrinia K (2015) Effect of ultrasonic vibration on compression behavior and microstructural characteristics of commercially pure aluminum. J Mater Eng Perform 24:4364–4376. https://doi.org/10.1007/s11665-015-1730-8
Tanaka K, Nakai Y, Yamashita M (1981) Fatigue growth threshold of small cracks. Int J Fract 17:519–533. https://doi.org/10.1007/BF00033345
Doherty RD, Hughes DA, Humphreys FJ, Jonas JJ, Jensen DJ, Kassner ME, King WE, McNelley TR, McQueen HJ, Rollett AD (1997) Current issues in recrystallization: a review. Mat Sci Eng A 238:219–274. https://doi.org/10.1016/S0921-5093(97)00424-3
Humphreys FJ, Hatherly M (2004) Recrystallization and related annealing phenomena, 2nd edn. Pergamon, New York
Valiev RZ, Islamgaliev RK, Alexandrov IV (2000) Bulk nanostructured materials from severe plastic deformation. Prog Mater Sci 45:103–189. https://doi.org/10.1016/S0079-6425(99)00007-9
Valiev RZ (1996) Ultrafine-grained materials prepared by severe plastic deformation. Ann de Chimie Sci des Mater Special Issue 21:369
Çetinarslan CS (2009) Effect of cold plastic deformation on electrical conductivity of various materials. Mater Des 30:671–673. https://doi.org/10.1016/j.matdes.2008.05.035
Funding
Open access funding provided by Università della Calabria within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
Conceptualization, S.C. and G.A.; methodology, S.C. and G.A.; investigation, S.C., data curation, G.A..; writing, S.C. and G.A.; supervision, S.C. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable
Consent for publication
Not applicable
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Caruso, S., Ambrogio, G. Novel drawing system approach to manufacture performant commercially pure aluminium fine wires. Int J Adv Manuf Technol 118, 1101–1109 (2022). https://doi.org/10.1007/s00170-021-08005-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08005-2