
Abstract
The paper presents the results of research on the microstructure and selected mechanical properties of the SnSbCu-bearing alloy after friction stir processing (FSP). The Whorl tool was used for modification; the process was carried out using two rotational speeds of the tool: 280 and 450 RPM and a constant linear speed of 355 mm/min. Microstructure studies were performed employing the techniques of light microscopy and scanning electron microscopy along with analysis of the chemical composition of micro-areas. Additionally, the phase composition was investigated by means of the X-ray diffraction method and statistical analysis of the precipitates present in the investigated alloy. In addition, hardness, flexural strength, and uniaxial compression tests were performed before and after FSP modification. It was proved that using FSP to modify the SnSbCu alloy promotes refinement and homogenization of the microstructure, as well as improvement of the flexural strength, whereas no changes in the hardness level were found.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Alloys used to produce sliding bearing bushes should have appropriate mechanical properties, abrasion resistance, and good corrosion resistance. Materials that exhibit such characteristics are tin-based bearing alloys. The microstructure of these alloys is multi-phase, most often in the three-phase form: α, β, η or α, β, ε, where: α—an antimony and copper solution in tin, which is the soft and ductile matrix, β—angular SnSb crystals, and η—CuSn compound acicular precipitates [1, 2]. Due to the growing requirements for bearing alloys such as increasing loads/circumferential speeds and reducing machine sizes, the requirements for the strength properties are also rising. The data presented in scientific papers on tin Babbitts indicate improvement in the properties of these alloys as a result of refinement and even distribution of the hard support phases in the tin-rich soft matrix. The authors of work [3] proved that the change in the morphology and size of the intermetallic phases obtained thanks to Babbitt heat treatment promotes improvement of the mechanical properties. This means that the dispersion of secondary phase particles seems to be an effective mechanism to strengthen tin alloys for sliding bearings. Cold hardening of bearing alloys is almost impossible due to their low recrystallization temperature. The results of the work by Sadykov [4] show that applying plastic deformation in the rolling process at room temperature contributed to a significant increase in elongation in relation to the cast alloy (from 5 to 30%), with a simultaneous drop in the strength properties. This clearly indicates the occurrence of changes in the structure of the studied alloy related to recrystallization. Moreover, the refinement and change in the morphology of the hard SnSb intermetallic phases in particular improves the tribological properties. Barykin et al. [5] showed that the degree of refinement of β phase particles (SnSb) influences the wear intensity. The results of tests of the tribological properties under the conditions of technically dry friction presented by the authors proved that the wear intensity of the tested bearing alloy decreased by 25% after the heat treatment process and obtained by plasma spraying by 40%, compared to the alloy in the cast state. The positive effect of changing the morphology of the SnSb precipitates on the reduction in tribological wear was also presented in work [6]. Large, angular precipitates of SnSb with sharp edges easily fall out of the matrix, leaving voids behind and creating deep scratches during operation of the bearing, at the same time accelerating its wear. The authors of work [7] presented the positive influence of thermoplastic processing on the Babbitt properties. As a result of applying pressure (5 MPa) in the crystallization process and then using die forging at the temperature of 210–235 °C, they obtained an anti-friction layer with a fine-grained microstructure and evenly distributed β phase (SnSb) precipitates, which also contributed to reduction in the wear intensity. Potekhin et al. [8] tested various casting methods, including the turbulent casting method developed by the authors of the cited work, which made it possible to obtain a tin bearing alloy with the best microstructure with globular intermetallic phase precipitates and the most favorable tribological properties. The results concerning the improvement of the properties of tin matrix bearing alloys as a result of surface treatment can be found in [9, 10]. Dong et al. [9] proved that applying the process of laser remelting of the tin Babbitt surface promotes homogenization and refinement of the microstructure as well as improvement of the tribological properties, including a reduction in the wear rate of this alloy under lubricated friction conditions, at 25–100 °C. Due to the rapid cooling during laser remelting, the grain growth was inhibited, and the microstructure of the bearing alloy on the tin matrix was homogenized, which translated into an increase in the hardness of this alloy and a decrease in the coefficient of friction. Similarly, the authors of work [10] used laser surface texturing in order to improve the tribological properties of the Babbitt. The results of the tribological tests under lubricated friction conditions presented by the authors proved the reduction in the coefficient of friction of the alloy with the textured surface. In addition, they indicated that surface texturing can play a key role in improving abrasion resistance.
Friction stir processing (FPS) is one of the innovative and promising methods of local modification of the microstructure of the surface layer [11, 12]. A significant advantage of this processing technique is the possibility of obtaining a fully recrystallized microstructure, characterized by equiaxed, fine grains in the weld nugget, which is formed by intensive plastic deformation at an elevated temperature, not exceeding the melting point [13]. Initially, the FSP process was used to modify the microstructure of light metal alloys such as aluminum and magnesium in order to increase their susceptibility to plastic deformation. Over time, increasingly more applications of the FSP process appeared, e.g., for modifying the microstructure of casting alloys or composite materials. The use of FSP to modify casting alloys results in homogenization and refinement of the microstructure, the removal of porosity, improvement of the mechanical properties, and increased fatigue strength, as well as abrasion resistance [14,15,16]. The results of the studies by Ma et al. presented in paper [14] showed that FSP modification carried out on the A356 aluminum alloy, and AZ91 magnesium alloy contributed to improvement of the mechanical properties as a result of the breakdown of coarse dendrites and secondary phases, refinement of the matrix grains, in addition to the dissolution of precipitates, and elimination of porosity. In addition, the authors noted that this treatment method is ideally suited for casting alloys containing coarse particles of secondary phases because it gives the possibility of supersaturation. Similar results of research on the microstructure after friction modification (FSP) of the surface of the A356 casting alloy were also obtained by the authors of works [15, 16] in the following years. The refinement and change in the morphology of the thick Si needles, as well as their even distribution in the matrix, contributed to an increase in hardness and a decrease in the coefficient of friction in addition to a decrease in abrasive wear of the tested alloy under conditions of technically dry friction [15]. Moreover, Alidokht et al. [16] proved that the increase in the rotational speed of the tool during FSP modification resulted in an increase in the wear resistance in dry friction conditions. This phenomenon results from the refinement of the microstructure, and more precisely the load-bearing effect of the fine and almost spherical Si particles after FSP, which significantly reduces the shear stresses. The FSP technology also shows high efficiency in the homogenization of composites obtained by powder metallurgy, as proved by Berbon et al. [17]. The results of the research presented by the authors showed that FSP modification of alumnum composites (Al-Ti-Cu and Al-Ti-Ni) contributed to an increase in elongation (over 10%), while maintaining high tensile strength (approx. 650 MPa). An analysis of the FSP literature shows that frictional modification to a large extent has developed towards the production of surface composites. The use of FSP treatment for the production of SiC-reinforced composite layers on the aluminum surface in 2003 by Mishra [18] contributed to the development of various composites based on copper [19], titanium [20], and steel [21] alloys in the following years. The successful applications of FSP described above have shown that FSP is a metalworking technique that provides local modification and the ability to control the microstructure in the subsurface layers of the processed metal components. FSP is successfully used in the automotive and aerospace industries, where materials are required to have greater resistance to wear, creep, and fatigue. Thanks to continued research efforts and a better understanding of FSP, increasingly more applications of this method in the production, processing, and synthesis of metal materials will be found.
As demonstrated earlier, it is possible to change the properties of bearing alloys through heat treatment, plastic deformation on the surface, and other modification methods. There are no data on the applicability of the FSP method to modify the surface layer of these alloys. The results concerning various materials such as aluminum alloys presented in the literature were so promising that an attempt was made to implement this method also for the most popular grades of tin-based bearing alloys. The results of the research on the use of the FSP method to modify the SnSb11Cu6 alloy were published in [22]. It has been proved, among others, that the FSP modification of the SnSb11Cu6-bearing alloy using the Triflute tool improves the tribological properties as a result of the refinement of hard phases present in the alloy. This article focuses on the characteristics of the microstructure of the SnSb6Cu4 alloy containing, respectively, approx. 6 and 4 wt% antimony and copper after FSP modification using a Whorl tool.
The aim of the research was to determine the influence of the FSP process parameters on microstructural changes in the tool impact area, first of all, the possibility of increasing the dispersion of secondary phase particles, which in turn may translate into an improvement in the mechanical properties of this alloy.
2 Material and methodology
The material to be studied was the tin-based casting bearing alloy SnSbCu. The alloy was poured into cast iron molds, then cooled in air. The chemical composition of the studied alloy is presented in Table 1.
The melting temperature range of the alloy is 241–354 °C, density: 7.39 Mg/m3, yield point: Rp0.2 = 40 MPa (at the temperature of 20 °C) [23].
FSP modification was carried out on a welding stand built on an FYF32JU2 vertical milling machine. The alloy was subjected to FSP using a tool consisting of a spiral shoulder and a Whorl pin-cone-shaped with a spiral-shaped thread (Fig. 1). The tool is made of high-speed steel HS 6-5-2 (SW7M). FSP was conducted using two rotational speeds of the tool: 280 and 450 RPM and a constant linear speed of 355 mm/min.

Diagram of FSP modification of surface layer; figure also shows diagram of Whorl tool
Examination of the microstructure of the samples was performed by means of light microscopy (OLYMPUS GX51 microscope) and scanning electron microscopy along with EDS analysis of the chemical composition in micro-areas (Hitachi SU 70 microscope). Additionally, the phase composition was analyzed using a BRUKER X-ray diffractometer with a Co Kα = 0.179 nm (1.79 Å) cobalt lamp. Quantitative analysis of the precipitates was performed in ImageJ Fiji on the basis of SEM micrographs (in the BSE detector observation mode). The quantitative research included analysis of the size of the precipitates and the nearest neighbor distance (NND). Hardness measurements were made using the Brinell method with a hardness tester by Innovatest; a tungsten carbide ball with a diameter of 2.5 mm and a load of 31.25 kG were used. The average values of hardness and standard deviations were determined. The static uniaxial compression test was conducted at ambient temperature on a Zwick Roell Z020 testing machine. The compression test was carried out with a constant tool feed rate of 0.7 mm/s and was stopped after achieving a permanent deformation of 45%. Additionally, the Zwick Roell Z020 three-point flexural test was performed. The flexural test was conducted at room temperature and with a constant tool feed rate of 0.05 mm/s. In both the uniaxial compression and three-point flexural tests, the tests were performed on three samples from each variant.
3 Results and discussion
3.1 Microstructure characterization
Observations of the microstructure of the cross section of the zone after FSP modification depending on the rotational speed of the tool (Figs. 2, and 3) revealed a change in the structure and shape of the stir zone with an increase in the rotational speed of the tool. The FSP zone width and depth shrunk with increasing rotational speed. It is also worth drawing attention to the limitation of the depth of the impact of the tool shoulder with the increase in the rotational speed, which is related to the change in the amount of heat introduced to the stir area and its temperature. Increasing the rotational speed of the tool results in the fact that the material just below the surface of the tool reaches a higher temperature, and thus is able to bear smaller loads; while becoming more plastic, it is “sheared” faster, and the depth of the shoulder impact is smaller. Previous studies show that the microstructure in the process zone depends on the process parameters (rotational speed of the tool, travel speed, pressure force), the type of material being processed, and the shape of the tool [24,25,26]. The state of knowledge regarding the phenomena occurring during FSP is not yet fully known, which makes it difficult to select the optimal parameters for various alloys. In addition, observations of the microstructure after FSP modification revealed the presence of a nugget in the center of the FSP zone, characterized by a lower degree of particle refinement, which is clearly noticeable when modifying with the lower tool rotational speed of 280 RPM (Fig. 2) and disappears with increasing the rotational speed (Fig. 3).

Microstructure of SnSb9Cu4 alloy after FSP modification at 280 RPM; LM

Microstructure of SnSb9Cu4 alloy after FSP modification at 450 RPM; LM
Arrangement of the material in the form of “onion rings” is visible, which is observed as a repeating pattern in the cross section of the weld. They arise as a result of a rhythmic change in the size and distribution of the strengthening phase. The patterns repeat at intervals (seen in the cross section) equal to the linear distance travelled by the tool during each rotation. The information presented in the literature indicates that it is related to oscillation of the tool rotation axis around its linear axis of motion [26, 27]. Higher rotational speeds generate more heat; in addition, in the stir zone, layers with different material temperatures should be expected [26, 28], which leads to the formation of bands richer in precipitates (layers with a higher temperature) and bands poorer in secondary phases (layers with a lower temperature) [27].
Figure 4 a and b show the microstructure of the studied alloy, while Figure 4c, d presents the micrographs of the microstructure showing the stir zone depending on the rotational speed of the tool used. The microstructure of the alloy before modification consists of a few rhomboidal/cubic precipitates with stoichiometry corresponding to the SnSb phase and numerous needle-shaped and globular-shaped precipitates with stoichiometry corresponding to the Cu6Sn5 phase distributed on the background of a tin-rich matrix (Fig. 4a, b), which is confirmed by the results of the EDS analysis (Fig. 5) and the X-ray phase analysis (Fig. 6). As a result of FSP modification, fine and equiaxed recrystallized grains of the tin-rich matrix (Fig. 4c, d) with a size of approx. 4–40 μm were formed in the microstructure. FSP generates a significant rise in temperature due to frictional forces, intense plastic deformation, and material flow caused by the movement of the tool, thus favoring dynamic recrystallization in the stir zone.

Microstructure of SnSbCu alloy. a, b An initial state after casting. c Stir zone area 280 RPM, d Stir zone area 450 RPM, LM

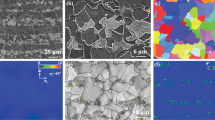
Microstructure of B89 alloy after FSP modification with speed of 280 RPM and results of spot analysis of chemical composition, wt%; SEM

X-ray diffraction pattern of SnSbCu alloy for initial material and after FSP modification
The EDS analysis of the chemical composition (Fig. 5) and XRD analysis of the phase composition (Fig. 6) showed no change in the phase composition of the alloy as a result of modification, while both the SnSb and Cu6Sn5 precipitates were significantly refined. The presented micrographs of the microstructure (Figs. 4 and 5) show a change in the morphology of the SnSb and Cu6Sn5 phases present in the alloy. The shape of the Cu6Sn5 phase particles changed to more regular, close to globular, while the SnSb phase occurs in the form of very numerous, small globular particles, evenly distributed in the matrix—inside the grains and at the grain boundary (Fig. 4c, d; Fig. 5 - point 1). Lead is evenly distributed in the tin matrix, and also occurs in the form of small precipitates with a stoichiometry corresponding to the eutectic composition of Sn-Pb (Fig. 5 - point 4).
One of the advantages of the FSP method is the possibility of obtaining a microstructure that changes in a gradient manner from the surface into the depth of the product to prevent defects, e.g., spalling. The transition zone between the stir zone and the thermo-mechanically affected zone and the area directly under the pin are determined mainly by adhesion, which is very important in the case of surface engineering [12]. Linear analysis of the chemical composition was performed to accurately characterize the transition areas from the stir zone towards the base material. The results of the linear analysis are shown in Figures 7 and 8. Additionally, in Figures 7 and 8, the point corresponding to the clear transition boundary (point A) is marked with a dashed yellow line on the graph. The tests confirmed a significant increase in the refinement of the Cu6Sn5 and SnSb phase particles in the material stir zone after friction treatment on the advancing side (Fig. 7) and in the lower transition zone under the pin (Fig. 8). This is confirmed by the numerous peaks in the graphs corresponding to the composition of these phases.

Microstructure of alloy after FSP treatment (450 RPM) with visible transition from FSP zone towards base material on advancing side and results of linear chemical composition analysis; SEM

Microstructure of alloy after FSP treatment (450 RPM) with visible transition from area of lower FSP zone towards base material and results of linear chemical composition analysis; SEM
In order to determine the influence of FSP on the microstructure of the studied alloy, including the process parameters, statistical analysis of the SnSb and Cu6Sn5 phases present in the microstructure was also performed. The results of the quantitative analysis including determination of the cross-sectional area of the particles and the nearest neighbor distance for the Cu6Sn5 phase are presented in Fig. 9, and for the SnSb phase particles in Fig. 10. The obtained results confirm the refinement of the microstructure as a result of FSP modification.

Results of statistical analysis of Cu6Sn5 precipitates depending on FSP conditions. a Precipitate size histogram. b NND histogram; results are related to alloy after casting

Results of statistical analysis of SnSb precipitates depending on FSP conditions. a Precipitate size histogram. b NND histogram; results are related to alloy after casting
The particle size histogram of the Cu6Sn5 precipitates is characterized by an extremely asymmetric shape (Fig. 9a). A clear maximum in the histogram occurs for particle sizes under 25 μm2, which in the case of the initial material account for about 76% of the studied population. On the other hand, as a result of FSP modification, this range includes approx. 81–90% of the analyzed precipitates. The increase in rotational speed slightly influenced the refinement of the Cu6Sn5 phase. In addition, the results of NND measurements showed a shift in the population towards smaller distances between the precipitates for the material after FSP modification compared to the cast material (Fig. 9b). Moreover, the influence of rotational speed on the nearest neighbor distance was noticed. For the speed of 450 RPM, over 95% of the analyzed population is below 10 μm, of which the nearest neighbor distance, less than 5 μm, is shown by approx. 50% of the studied precipitates. For comparison, for the initial material, only 32% of the population was in this range.
The results of measuring the size of the SnSb phase precipitates presented in Fig. 10a confirm its considerable refinement after FSP modification. There was an almost tenfold increase in the percentage of the smallest particles with a size below 5 μm2 in the material after FSP treatment compared to the initial material. The use of FSP modification practically eliminates precipitates larger than 20 μm2, while in the initial alloy, these particles account for nearly 78% of the studied population of precipitates. The nearest neighbor distance measurement results also confirm a significant increase in particle refinement as a result of FSP modification. The NND histogram (Fig. 10b) indicated a significant shift towards shorter distances. Virtually, the entire population of SnSb precipitates for the material after FSP modification is in the range below 15 μm, including 40–50%—below 5 μm, while in the case of the initial material, no particle was recorded in the smallest distance interval; in contrast, 91% of the studied particles are at a distance greater than 15 μm.
3.2 Mechanical properties
The results of the Brinell hardness measurements for the material after FSP modification depending on the rotational speed of the tool are shown in Figure 11. Modification of the SnSbCu alloy by FSP caused a slight fall in hardness in relation to the initial alloy (20 HB), which is related to recrystallization of the alloy (Figs. 2, 3, and 4). No significant influence of the tool rotational speed on the hardness result was noticed; the obtained hardness values remain at the level of 17–18 HB. The modification using the higher rotational speed resulted in greater homogeneity of the microstructure, which is confirmed by microstructure observations (Figs. 2 and 3); therefore, there is a smaller measurement error when using a higher rotational speed.

Comparison of SnSbCu alloy hardness before and after FSP modification
The results obtained in the static compression test depending on the state of the SnSbCu alloy (as cast, after FSP treatment with different speeds) are shown in Fig. 12; the table summarizes the values of real stresses determined for all the considered variants of the alloy, which correspond to the actual strain amounting to 0.1, 0.2, and 0.3. The initial alloy is characterized by higher stress values in relation to the alloy after FSP modification, which can be explained by recrystallization of the tin-rich matrix. As a result of dynamic recrystallization of the material during FSP, the density of structural defects in the material is reduced. Therefore, there is a reduction in the strength properties of the material and improvement in its plastic properties.

Compression characteristics for SnSbCu alloy before modification and after FSP treatment with rotational speeds of 280 RPM and 450 RPM; table contains summary of stress values
The results of the flexural strength test (Fig. 13) showed its increase after FSP modification compared to the initial alloy, for which the flexural strength value was 214 MPa, and after the modification process, 307 MPa (280 RPM) and 290 MPa (450 RPM), respectively. The increase in flexural strength in the case of the alloy after FSP modification is caused by refinement of and a change in the morphology of the Cu6Sn5 phase particles to a more globular shape. It is worth noting that in the case of the samples after FSP treatment, cracks appeared on the advancing side, as shown in the photos of the samples after bending (Fig. 13). The results of the numerical simulations presented in [27, 28] indicate that the advancing side is usually the hotter side of the FSP zone due to the higher level of stress in relation to the retreating side in the modified material. This is related to the consistent direction of rotation and movement of the tool on the advancing side, while on the retreating side, these directions are the opposite. In the case of a constant linear speed, with an increase in the rotational speed, the maximum temperature distribution shifts from the advancing side towards the retreating side [27]. On the other hand, the increase in the rotational speed of the Whorl tool contributed to the formation of a heterogeneous microstructure in the SZ of the B89 alloy, observed in the form of “onion rings” (especially visible on the advancing side), which may indicate turbulent material flow around the tool pin due to excess plasticized material under the shoulder with greater heat input. The research on this subject, presented in [27, 29], suggests that the formation of richer and poorer bands of precipitate is associated with uneven temperature distribution in the FSP zone. The flow of material layers with different temperatures is responsible for the heterogeneous distribution of the precipitates. The formation of a heterogeneous microstructure in the form of “onion rings” may increase the susceptibility to cracking on the advancing side.

Flexural strength of SnSbCu alloy before modification and after FSP treatment and photos of samples after bending—side view with visible fracture area
In the case of the initial material, after the casting process, the fracture has a transcrystalline cleavable character within the Cu6Sn5 phases present in the microstructure. These phases are abundant in the microstructure, which was confirmed by microstructural studies. Additionally, in the area of the tin-rich matrix, the fracture has a transcrystalline ductile character; it is characterized by significant unevenness of the interface (Fig. 14a). After FSP modification, the fractures are of a different nature (Fig. 14b, c). There is an increase in participation of a transcrystalline ductile nature in the fracture, especially in the case of the material modified at the lower speed of 280 RPM (Fig. 14b). It is characterized by numerous dimples, indicative of plastic deformation during bending of the tin-rich matrix. Within the hard Cu6Sn5 phases, the fracture has a transcrystalline cleavable character. In the cast material, due to the morphology, the hard acicular Cu6Sn5 phases break much more easily than the fine, more regular, globular-shaped ones occurring in the microstructure modified by FSP.

Fractures after three-point flexural test. a Initial material. b, c After FSP modification; SEM
The nature of the fractures is consistent with the results obtained in the three-point flexural test; the material in its initial state after the casting process was characterized by the lowest bending strength, while after modification with the speed of 280 RPM, it was the highest.
4 Conclusions
Based on the research, the following conclusions were drawn:
-
The use of FSP modification to treat the surface of the SnSbCu-bearing alloy causes a change in the morphology of the hard phases, including their strong refinement—confirmed by a rise in the share of the finest CuSn particles with an area under 25 μm2 and SnSb with an area under 5 μm2. In addition, FSP modification with the higher rotational speed of the tool results in greater refinement of the microstructure and its homogenization.
-
The hardness tests revealed slight differences in hardness for individual sample variants. A slight change in the Brinell hardness of the studied material, as a result of FSP modification, is related to recrystallization in the stir zone, which results in a fall in Brinell hardness by approx. 10% compared to the cast material.
-
The use of FSP treatment results in a reduction in the compressive stress. Additionally, it improves the flexural strength, which can be explained by the increase in the proportion of fine particles of the CuSn and SnSb intermetallic phases and the change in their morphology.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article [and/or] its supplementary materials.
References
Sotomi I, Tamura K, Goshima T (2010) Effect of amount of antimony on sliding wear resistance of white metal. Tribology International 43:935–938. https://doi.org/10.1016/j.triboint.2009.12.047
Leszczyńska-Madej B, Madej M, Hrabia-Wiśnios J (2019) Effect of chemical composition on the microstructure and tribological properties of Sn-based alloys. Journal of Materials Engineering and Performance 28(7):4065–4073. https://doi.org/10.1007/s11665-019-04154-4
Leszczyńska-Madej B, Madej M (2013) Effect of the heat treatment on the microstructure and properties of tin Babbitt. Kovove Mater. 51:1–10. https://doi.org/10.4149/km20132101
Sadykov FA, Barykin NP, Valeev IS, Danilenko VN (2003) Influence of the structural state on mechanical behavior of tin Babbit. Journal of Materials Engineering and Performance 12(1):29–36. https://doi.org/10.1361/105994903770343448
Barykin NP, Sadykov FA, Aslanyan IR (2000) Wear and failure of babbit bushes in steam turbine sliding bearings. Journal of Materials Engineering and Performance 9(1):110–115. https://doi.org/10.1361/105994900770346367
Leszczyńska-Madej B, Madej M (2016) The tribological properties and the microstructure investigations of tin babbit with Pb. Archives of Metallurgy and Materials 61:1861–1868. https://doi.org/10.1515/amm-2016-0300
Barykin NP, Fazlyakhmetov RF, Valeeva AK (2006) Effect of the structure of babbit B83 on the intensity of wear of tribo couplings. Metal Science and Heat Treatment 48:88–91. https://doi.org/10.1007/s11041-006-0050-x
Potekhin BA, Il’yushin VV, Khristolyubo AS (2009) Effect of casting methods on the structure and properties of tin babbit. Metal Science and Heat Treatment 51(7-8):378–382. https://doi.org/10.1007/s11041-009-9181-1
Dong YN, Tong Z, Li X, Wang W (2019) Effect of laser remelting on tribological properties of Babbitt alloy. Materials Research Express 6:1–10. https://doi.org/10.1088/2053-1591/ab308d
Zhang H, Zhang DY, Hua M, Dong GN, Chin KS (2014) A Study on the Tribological Behavior of Surface Texturing on Babbitt Alloy under Mixed or Starved Lubrication. Tribology Letters 56(2):305–315. https://doi.org/10.1007/s11249-014-0410-4
Mishra RS, Mahoney MW, McFadden SX, Mara NA, Mukherjee AK (2000) High strain rate superplasticity in a friction stir processed 7075 Al alloy. Scripta Mater. 42(2):163–168. https://doi.org/10.1016/S1359-6462(99)00329-2
Miranda RM, Gandra JP, Luisa PV, Santos QTG (2014) Friction stir processing. In: Surface modification by solid state processing, Elsevier Ltd., pp. 1–183
Padhy GK, Wu CS, Gao S (2018) Friction stir based welding and processing technologies - processes, parameters, microstructures and applications: a review. Journal of Materials Science & Technology 34:1–38. https://doi.org/10.1016/j.jmst.2017.11.029
Ma ZY, Pilchak AL, Juhas MC, Williams JC (2008) Microstructural refinement and property enhancement of cast light alloys via friction stir processing. Scripta Materialia 58(5):361–366. https://doi.org/10.1016/j.scriptamat.2007.09.062
Reddy GM, Rao KS (2010) Enhancement of wear and corrosion resistance of cast A356 aluminium alloy using friction stir processing. Transactions of the Indian Institute of Metals 63(5):793–798. https://doi.org/10.1007/s12666-010-0121-y
Alidokht SA, Abdollah-Zadeh A, Soleymani S, Saeid T, Assadi H (2012) Evaluation of microstructure and wear behavior of friction stir processed cast aluminum alloy. Materials Characterization 63:90–97. https://doi.org/10.1016/j.matchar.2011.11.007
Berbon PB, Bingel WH, Mishra RS, Bamptonc CC, Mahoneya MW (2001) Friction stir processing: a tool to homogenize nanocomposite aluminum alloys. Scripta Materialia 44:61–66. https://doi.org/10.1016/S1359-6462(00)00578-9
Mishra RS, Ma ZY, Charit I (2003) Friction stir processing: a novel technique for fabrication of surface composite. Materials Science and Engineering A 341:307–310. https://doi.org/10.1016/S0921-5093(02)00199-5
Barmouz M, Givi MK, Seyfi J (2011) On the role of processing parameters in producing Cu/SiC metal matrix composites via friction stir processing: investigating microstructure, microhardness, wear and tensile behavior. Materials Characterization 62:108–117. https://doi.org/10.1016/j.matchar.2010.11.005
Shamsipur A, Kashani-Bozorg SF, Zarei-Hanzaki A (2011) The effects of friction-stir process parameters on the fabrication of Ti/SiC nano-composite surface layer. Surface and Coating Technology 206:1372–1381. https://doi.org/10.1016/j.surfcoat.2011.08.065
Ghasemi-Kahrizsangi A, Kashani-Bozorg SF (2012) Microstructure and mechanical properties of steel/TiC nano-composite surface layer produced by friction stir processing. Surface and Coating Technology 209:15–22. https://doi.org/10.1016/j.surfcoat.2012.08.005
Leszczyńska-Madej B, Madej M, Hrabia-Wiśnios J, Węglowska A (2020) Effects of the processing parameters of friction stir processing on the microstructure, Hardness and Tribological Properties of SnSbCu Bearing Alloy. Materials 13:5826. https://doi.org/10.3390/ma13245826
ASTM B23-00 Standard specification for white metal bearing alloys (Known Commercially as “Babbitt Metal”), 2005.
Węglowski MS (2018) Review friction stir processing – state of the art. Archives of Civil and Mechanical Engineering 18:114–129. https://doi.org/10.1016/j.acme.2017.06.002
Zhang YN, Cao X, Larose S, Wanjara P (2012) Review of tools for friction stir welding and processing. Canadian Metallurgical Quarterly 51(3):250–261. https://doi.org/10.1179/1879139512Y.0000000015
Hamilton C, Kopyściański M, Senkov O, Dymek S (2013) Material flow model of friction stir welding applied to Sc-modified aluminum alloys. Metallurgical and Materials Transactions A, A Coupled Thermal 44a:1730–1740. https://doi.org/10.1007/s11661-012-1512-y
Mishra RS, De PS, Kumar N (2014) Fundamentals of the friction stir process. In: Friction stir welding and processing, Science and Engineering, Springer International Publishing Switzerland, pp. 13–58. https://doi.org/10.1007/978-3-319-07043-8_2
Hamilton C, Węglowski MS, Dymek S (2015) A simulation of friction-stir processing for temperature and material flow. Metallurgical and Materials Transactions B 46:1409–1418. https://doi.org/10.1007/s11663-015-0340-z
Węglowski MS, Sedek P, Hamilton C (2016) Experimental analysis of residual stress in friction stir processed cast AlSi9Mg aluminium alloy. Key Engineering Materials 682:18–23. https://doi.org/10.4028/www.scientific.net/KEM.682.18
Code availability
Not applicable.
Funding
This research was funded by the Polish State Committee for Scientific Research, grant number 16.16.180.006.
Author information
Authors and Affiliations
Contributions
Conceptualization, B.L.-M.; methodology, B.L.-M., M.M., J.H.-W, and A.W.; investigation, B.L.-M., M.M., A.W and J.H.-W.; writing—original draft preparation, B.L.-M. and J.H.-W.; writing—review and editing, B.L.-M., J.H.-W., M.M., and A.W.; visualization, B.L.-M. and J.H.-W. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hrabia-Wiśnios, J., Leszczyńska-Madej, B., Madej, M. et al. Characterization of microstructure and selected properties of SnSbCu alloy after FSP. Int J Adv Manuf Technol 117, 469–479 (2021). https://doi.org/10.1007/s00170-021-07781-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07781-1