
Abstract
Super abrasive diamond grinding wheels are the most promising tools for the precision machining of advanced ceramics and carbide materials. However, the efficiency of conventional conditioning of these tools is limited owing to high dressing tool wear, long process time, low form flexibility, and induced damage to the abrasive grains. Wire electrical discharge machining (WEDM) is an alternative method for conditioning of superabrasive grinding wheels with electrically conductive bonding materials. In this study, cylindrical plunge grinding of an alumina ceramic with a resin-bonded diamond grinding wheel is investigated. The assigned type of resin bond contains copper particles and is accordingly electrically conductive for wire electrical discharge conditioning (WEDC). Conventional (mechanical) and WEDC methods are used for generating the same profile on two similar diamond grinding wheels. As a result, the specific grinding energy was reduced up to 26% and 29% during rough and finish plunge grinding, respectively. Reduced specific grinding energy and forces, along with more effective grain protrusion and sharpness by using WEDC for profiling of grinding wheels, have contributed positively to the ground surface conditions despite the relatively rougher wheel surface topography in comparison to the conventional profiling. The more considerable reduction in the mean roughness depth (Rz) than in the arithmetical mean roughness value (Ra) (11% smaller Rz values in WEDC versus mechanical conditioning) verifies that the workpiece surface underwent less surface degradation in case of WEDC because of smaller grinding forces. Furthermore, the profile wear behavior of the workpiece ground with the WED conditioned grinding wheel was superior to the conventionally conditioned one.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The grinding process has been commonly considered as one of the main and irreplaceable finishing processes to achieve parts with high accuracy in form and dimension, superior surface roughness, and compressive residual stress [1]. On the other hand, the ever-increasing demand for higher quality, precision, and durability in many key industrial applications has led to the vast implementation of high-performance materials such as superalloys, advanced ceramics, and ceramic composites. Therefore, appropriate grinding tools and strategies should be assigned for coping with the challenges associated with the grinding of these difficult-to-cut materials. Thanks to their high hardness and wear resistance, the superabrasive cubic boron nitride (CBN) and diamond grinding wheels have made it possible to grind these groups of materials efficiently and precisely [2, 3]. However, the conventional mechanical conditioning (cleaning, dressing, and profiling) of these superabrasive grinding tools is in turn cumbersome, costly, and time-consuming and for complex profile forms, especially concave ones, even noneconomic [4]. Furthermore, there is little controllability over the microtopography of superabrasive wheel surfaces with metallic, hybrid, and resin bonds using conventional conditioning methods [5]. Using vitrified bonded silicon carbide (SiC) wheels is a well-established method for the dressing and profiling of metal, hybrid, and resin-bonded superabrasive grinding wheels. This method suffers, however, from high wear rate, limited internal edge sharpness, long process time, and large negative environmental impact [6]. Furthermore, numerous abrasive grains are not abraded, but pulled out of the wheel surface instead, owing to the large contact forces with the SiC wheel. The severe contact conditions could also induce thermal and mechanical damages to the grains and consequently lead to the deterioration of their performance while grinding [7]. These factors are major obstacles to the widespread application of metal, resin, and hybrid bonded superabrasive grinding tools.
In recent years, some novel non-conventional conditioning techniques are introduced by academy and industry to overcome the abovementioned shortcomings and increase the flexibility and applicability of conditioning processes [7, 8]. Electrical discharge conditioning is one of non-traditional alternatives to perform conditioning (dressing and profiling) of superabrasive grinding wheels. In this process, the conductive bond material is removed by electrical discharges between an electrode (a continuously fed wire in case of WEDC) and the bond material. This technique is basically applicable to the electrically conductive metal-bonded grinding tools. However, owing to a large variety of commercially available synthetic resin bond materials, which contain a metal proportion (specifically copper), the electrical discharge conditioning process can be also extended to many resin-bonded grinding wheels [9]. In contrast to the mechanical conditioning and the die sinking electrical discharge machining, the wire electrical discharge conditioning provides a wear-free tool for profiling and dressing of grinding wheels, where an improvement of profile accuracy and process repeatability can be expected. The force-free process conditions in WEDC also favor the attainable profile accuracy and repeatability [9, 10]. Furthermore, the conditioning process time can be optimized owing to the lack of initial profiling and subsequent reprofiling intervals of the conditioning tool. Therefore, a single wire can be utilized for the generation of countless profile forms and features. In terms of wheel surface microtopography, it is possible to provide an effective grain protrusion by using WEDC, as the discharge process does not influence the generally non-conductive abrasive grains. Within a conventional mechanical conditioning on the other hand, the abrasive grains undergo a significant flattening or a complete pullout, neither of which is desirable for the chip formation process during grinding [10,11,12]. Therefore, WEDC provides sharper abrasive grains and leads to the reduction of grinding forces and consequently to a lower wheel wear [11]. Regarding the dielectric material, WEDC is divided into CH-based and water-based erosion processes. Generally, superabrasive diamond grains in a CH-based dielectric material are more vulnerable to thermal damage owing to the relative permeability of water and oil and the smaller spark gaps common for CH-based electrical discharge processes. Therefore, there is a higher risk that the sparks occur on the grain surfaces and cause thermal damage, which is not ideal for the grinding performance of diamond grains [13]. In the case of water-based electrical discharge machining, the grains are less likely damaged by direct erosion sparks and a better controllability of grain protrusion can be achieved [13].
In this study, cylindrical plunge profile grinding of a ceramic material (aluminum oxide) with a resin-bonded diamond grinding wheel is investigated. Conventional mechanical conditioning and WEDC methods were used to generate a defined profile form on two similar diamond grinding wheels with an electrically conductive bond material. Surface microtopography of the grinding wheels after profiling and after grinding experiments, specific grinding energy within cylindrical profile grinding with both grinding wheels, profile wear of the ground ceramic workpieces, and their surface roughness are compared to provide an assessment of the two applied conditioning methods.
2 Experimental setup and conditions
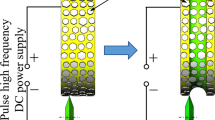
Wire electrical discharge conditioning of a resin-bonded diamond grinding wheel (D76 C75 BH-R) was performed on a MP2400 machine from the precision series of Mitsubishi Electric with deionized water as the dielectric medium. A brass wire with a diameter of 0.25 mm (MASTER-CUT type OBN from Mitsubishi Electric) was assigned for the wire electrical discharge machining tests. In order to make the profiling of a rotating grinding possible, the wire electrical discharge machine is equipped with a specially designed rotary spindle (RSI-55 from ITS technologies) with a programmable driver integrated in the machine’s controller. It is accordingly possible to program the desired grinding wheel profile in 2D and generate it over the wheel surface through the controlled rotation of the wheel spindle. The rotation speed of the wheel was set at 400 rpm to provide sufficient washing effect of the erosion zone and avoid excessive vibrations of the wire at the same time. Even though the wire radius is almost the only limitation on the profile form in WEDC, the target profile was defined so that it could be also generated by mechanical profiling. Accordingly, the same profile was generated mechanically by using a SiC dresser wheel with a mesh number of 120 (C120 K5 V15 from Tyrolit) on a resin-bonded diamond grinding wheel of the same specification as the wire electrically conditioned wheel. The profiled diamond grinding wheels were used to grind round workpieces made of aluminum oxide AK99.5 (classification C799 according to DIN EN ISO 60672-1) on a CNC-controlled cylindrical grinding machine (EMAG HG 204S). The chemical composition and mechanical properties of the ceramic workpiece material are presented in Table 1. The initial diameter of the workpieces was 20 mm. The grinding parameters and conditions are listed in Table 2. The controller of the grinding machine is attached to an on-line monitoring and data acquisition unit (appCom from Comara), which enables the collection and processing of spindle data including the actual grinding spindle power within the machining process. Both WEDC and grinding setups are presented in Fig. 1.

Wire electrical discharge conditioning of the diamond grinding wheel (a); and cylindrical grinding setup of the alumina workpiece (b)
The assigned profile form is presented in Fig. 2 and includes two external and one internal radii. After a plunge grinding depth of 2.5 mm with both grinding wheels, specific grinding energy, workpiece profile accuracy, workpiece average surface roughness (Ra), and the workpiece average roughness depth (Rz) were compared. The workpiece profile and surface roughness measurements were performed, respectively, three times using a Hommel-Etamic T8000 (from Jenoptik) tactile surface measurement device. Furthermore, the surface topography of both profiled diamond grinding wheels was investigated by a 3D-confocal microscope (μsurf from NanoFocus) before and after grinding experiments. This investigation was made possible by comparing the area-based surface parameters of the grinding wheels including average height (Sa) and parameters extracted from their Abbott–Firestone curves including core roughness depth (Sk), reduced peak height (Spk), and reduced valley depth (Svk). The grinding wheel surface measurements were also repeated three times.

Profile form of the conventionally and the WED conditioned grinding wheels (dimensions are in millimeters)
3 Results and discussion
3.1 Grinding wheel microtopography
The material removal performance of a grinding wheel is significantly affected by its microtopography. Therefore, the surface topography and grain conditions of the conventionally profiled diamond grinding wheel, as well as the one conditioned with WEDC, are investigated before and after the grinding experiments to characterize their wear behavior and mechanisms. Figure 3 shows the initial topography and the generated profile on the conventionally profiled grinding wheel and the wheel conditioned with the WEDC before grinding. Confocal images of these surfaces with higher magnification, along with the surface topographies of both grinding wheels after grinding experiments, are presented in Fig. 4. The conventionally dressed grinding wheel has a very smooth surface with relatively low grain protrusions, where a considerable number of worn and flattened grains might be embedded on the bond surface (Fig. 3a). As is shown in Fig. 3b, sharper abrasive grains, a more considerable grain protrusion, and relatively rough wheel surface are the results of the WEDC. This surface topography, as shown in Fig. 4c, depends on the wire electrical discharge parameters, in particular the gap voltage and electrical pulse shape. The electrical signal is characterized, inter alia, by the open-circuit voltage, whose variance from the gap voltage determines the energy released within a single spark and is therefore directly proportional to the material removal rate in WEDC. On the other hand, the gap between the wire path and the generated profile on the grinding wheel is governed by the gap voltage. There is accordingly a lower limit on the gap voltage according to the grain size and the desired grain protrusion, where too low gap voltage for a given grain size will lead to frequent wire rupture. Regarding the average grain size of 76 μm, the electrical parameters were set to achieve high material removal rates, while a grain protrusion of about 30 μm was generated. At first sight, it seems that the rougher surface resulting from WEDC might lead to inferior ground workpiece surface conditions, while it could favor the reduction of specific grinding energy and grinding forces. Moreover, the more porous wheel surface microtopography provides more chip pockets and possibility for better lubrication in the grinding contact zone. The surface topographies of both grinding wheels after grinding process explain the influence of initial surface conditions on machining characteristics. The topography of the conventionally conditioned grinding wheel after grinding in Fig. 4b shows a significant wear in the form of peripheral scratches in grinding direction. One possible reason for the generation of these scratches could be the grains which undergo pullout during the grinding process

Surface topography of the conventionally conditioned (a); and the WED-conditioned (b) grinding wheels

Surface topography of the conventionally conditioned wheel before grinding (a); and after grinding (b), and the WED-conditioned wheel before grinding (c); and after grinding (d)
and could leave behind groove-like traces before leaving the contact zone. Flattening of grains during the mechanical conditioning leads to the increment of individual grain forces during grinding and therefore to more considerable grain pullout. This effect tends to roughen the wheel surface and accelerate the wear of the bond material and could in turn impair the bonding force and lead to more intensive loosening of the grains. Besides some traces of grain pullout and the corresponding scratches, which are less pronounced than those on the conventionally conditioned grinding wheel, the WED-conditioned grinding wheel is more predominantly subjected to smoothening of the bonding surface, as Fig. 4d shows. A smaller amount of surface scratches could imply that the grain pullout on the WED-conditioned wheel might have been less significant than the conventionally profiled grinding wheel owing to sharper cutting edges, possibly smaller grain forces, and better tribological grinding conditions. However, a considerable degree of porosity is still visible on the WED-conditioned grinding wheel after grinding. The influence of both wheel surface conditions will be distinguished regarding the specific grinding energy and workpiece surface roughness in the next two sections. The wheel surface microtopography was quantitatively investigated by the introduced 3D area-based roughness parameters. Comparing these parameters before and after grinding could provide an insight into the wear behavior of both grinding wheels conditioned with different methods. The corresponding arithmetic mean height (Sa), the core roughness depth (Sk), the reduced peak height (Spk), and the reduced valley depth (Svk) values are presented in Fig. 5. The higher porosity and roughness of the WED-conditioned grinding wheel are obvious from all reported roughness values. According to the arithmetic mean height values, the WEDC has generated a surface, which has Sa values more than five times larger than the conventionally profiled grinding wheel of the same specification. Such a discrepancy could give rise to a perception that the corresponding ground surface roughness values on the workpiece might lie also significantly apart from one another. In Section 3.3, the ground surface roughness will be discussed, which does not support this perception. An obvious trend in the surface microtopography of the conventionally conditioned grinding wheel is that the four investigated roughness parameters undergo an increasing trend after application. Except the reduced valley depth (Svk), the WED-conditioned grinding wheel, on the other hand, gets smoother after being used. The most outstanding behavior can be observed on the considerable reduction of Sk values of the WED-conditioned grinding wheel. The reduction of Sk implies that a larger proportion of the surface points lies in the core region of the surface height histogram. The considerable reduction of Sk values suggests as well that the wheel wear in this region is more moderate than the topography peaks. At the same time, the rather constant increment of all surface parameters on the conventionally profiled grinding wheel would imply that a uniform wear of the wheel surface (bond and grains) has occurred during grinding. Furthermore, it supports the previous hypothesis that the grain pullout, which tends to roughness on the wheel surface is more likely in the case of conventionally profiled grinding wheel. The specific grinding energy and consequently the grinding force as two of the driving factors for grain pullout are discussed in Section 3.2.

3D surface parameters corresponding to the presented surface samples in Fig. 4
With the same specifications, the combined Spk and Sk values provide a measure for the grain protrusion on the grinding wheel surface. The increment of these values in Fig. 5 on the conventionally profiled grinding wheel during grinding could be associated with the slight sharpening of the grinding wheel (bond setback) in contact with the workpiece. However, the WED-conditioned wheel was already sharp after conditioning. Its grain protrusion was reduced owing to the grain wear, while it was still considerably larger than the protrusion on the conventionally profiled grinding wheel after the grinding tests.
3.2 Specific grinding energy
Specific grinding energy is a measure for the assessment of the grinding performance and its mechanisms. Figure 6 shows the specific grinding energy during the cylindrical plunge grinding using different conditioning methods within roughing as well as finishing passes. In case of the WED-conditioned grinding wheel, the specific grinding energy during roughing and finishing was reduced up to about 29% and 26% respectively, in comparison to the conventionally conditioned grinding wheel. As the tangential grinding force is directly proportional to the specific grinding energy, it can be deduced that the WEDC generates a more suitable wheel surface topography (grain sharpness, protrusion, and better tribological conditions). The chip formation and surface formation mechanisms in grinding of brittle and hard ceramic materials mainly include crack generation and propagation [14]. As the process conditions and kinematics are the same for both sets of grinding experiments, the reduction of specific grinding energy could be associated with lower individual grain forces and a shift of the dominating material removal mechanism towards more efficient chip formation and smaller amount of rubbing and plowing, which is in correlation with the sharper and more effectively protruded abrasive grains on the wheel surface as a result of WEDC. Moreover, the generation of radial cracks and their depth govern the surface and sub-surface damage in grinding of ceramics, which have again a direct proportionality to the individual grain forces [14]. Therefore, given a proper set of process parameters and conditions, it could be possible to compensate the induced damage to the workpiece surface by using the WED-conditioned grinding wheel. As discussed in the previous section, better tribological conditions on the WED-conditioned wheel could also contribute to the reduction of grinding forces, and consequently to lower wheel wear and workpiece surface damage.

Specific grinding energy during cylindrical plunge profile grinding using the conventionally profiled and the WED-conditioned grinding wheels
3.3 Workpiece surface roughness
The surface roughness of the ground workpieces is the last investigated aspect for the assessment of WEDC process. The average surface roughness (Ra) and the mean roughness depth (Rz) of the ground workpieces across the grinding direction are presented in Fig. 7. Regarding the porous and rough wheel surface topography and sharp protruding grains on the WED-conditioned grinding wheel, it might be expected that the ground workpiece surface roughness is higher than the workpiece ground by the conventionally profiled grinding wheel. In case of metallic and ductile workpiece materials, where material plowing and plastic deformation are the dominant chip formation mechanism, wheel sharpness would be directly projected over the surface characteristics of the ground workpiece and higher grain protrusion could roughen it. However, sharper and more considerably protruded grains lead generally to the reduction of grain forces. The surface degradation in grinding of brittle materials is governed by the nucleation and initiation of lateral cracks, which depend in turn on the normal grinding forces exceeding a critical material- dependent threshold value. Therefore, smaller grinding forces could lead to the reduction of crack propagation beneath the workpiece surface. Accordingly, it is quite possible that this factor overrules the influence of wheel roughness and porosity on the ground workpiece surface roughness. Therefore, unlike ductile materials, the WEDC has led to ground surface roughness values, which are not necessarily larger than those with conventional conditioning process. In the investigated case study, both roughness parameters Ra and Rz were in average even slightly better when WEDC was used for profiling of the diamond grinding wheel. The Ra and Rz values of the workpiece ground with the WED-conditioned wheel were improved by about 10% and 11% in comparison to the conventional conditioned grinding wheel. Regarding the correlation among the WEDC parameters, wheel surface topography, ground workpiece surface conditions, and properties of the workpiece material further investigations are required for predicting and controlling the ground workpiece surface roughness. It is moreover suggested that grinding wheel specifications (grain material, grain size, possible grain coatings, bond material, and composition) be tailored for the best performance within the WEDC process as well as the grinding process.

Surface roughness during plunge profile grinding with conventionally profiled and WED-conditioned grinding wheels
3.4 Profile wear
The assessment of profile wear on the ground workpieces was performed by considering four geometric features on corresponding ground surfaces. Figure 8 illustrates two measurement samples, while three measurements were performed for each grinding wheel conditioning method. The average measurement results after one plunge grinding pass on the workpieces ground with the WED-conditioned and conventionally conditioned wheels, along with their nominal values, are presented in Table 3.

Measured profiles on the workpieces ground with the conventionally conditioned (a); and the WED-conditioned (b) grinding wheels
The linear and angular measurements show that after a total plunge grinding depth of 2.5 mm, the conventionally conditioned and the WED-conditioned grinding wheels lead to maximum profile deviations of about 0.09 mm and 0.05 mm, respectively. Larger profile deviation in case of the conventionally conditioned wheel can be associated with larger grinding forces and accordingly larger wheel wear in comparison to the WED conditioned wheel. The increments of the angle A in both cases imply, furthermore, that the two external radii on the grinding wheels experience the most considerable amounts of wear, as their engagement depth with the workpiece is the largest (2.5 mm) along the ground profile.
4 Conclusion
This study presented a systematic comparison between the conventional mechanical and wire electrical discharge methods for the profiling of a resin-bonded diamond grinding wheel. The correspondingly conditioned grinding wheels were applied to the cylindrical plunge grinding of an alumina ceramic workpiece, where the following conclusions were made:
-
At the very first glance, WEDC provided a porous and rough grinding wheel surface in comparison to the conventional conditioning method. Qualitative and quantitative investigation of wheel surface topographies revealed that, up to the performed material removal, WED-conditioned wheel provides a more effective grain protrusion and lubrication, and consequently experiences lower grain wear and pullout. It can be expected that the WED-conditioned wheel retains its chip formation ability over a wider range of material removal amounts and requires less frequent re-conditioning cycles.
-
Effective grain sharpness and protrusion, along with better tribological conditions in WEDC, favor the reduction of grinding force and energy, which in turn allows for larger material removal rates in grinding, and better wear behavior and grain retention of the grinding wheel.
-
Despite the higher roughness and porosity of the grinding wheel using WEDC, the reduction of grinding forces has apparently led to the compensation of crack propagation mechanisms and provided less surface and subsurface damage to the brittle workpiece material during grinding. Accordingly, comparable and even slightly better ground workpiece roughness values are resulted in comparison to the conventionally profiled grinding wheel.
-
The present study verifies that WEDC can be considered as a promising method for conditioning of superabrasive grinding tools with electrically conductive bonding systems. Although the advantages of WEDC over the conventional conditioning are evident, especially where complex, flexible, and reproducible profile forms are demanded, the application of WEDC can be even further promoted by customizing the grinding wheel specifications to the individual process requirements. In this regard, as an example, the porosity of the wheel surface is not a shortcoming, but a potential which enables the application of grinding wheels with finer grain sizes, without increased risk of chip loading, grinding energy increment, and thermal damage.
-
More investigations are being made to provide WEDC parameters and conditions for improving the ground profile accuracy, surface integrity, and wheel profile persistence, while assuring the highest possible erosive material removal rates and efficient grain protrusion.
References
Klocke F, Brinksmeier E, Weinert K (2005) Capability profile of hard cutting and grinding processes. CIRP Annals 2005 54(2):22–45
Zahedi A, Tawakoli T, Azarhoushang B, Akbari J (2015) Picosecond laser treatment of metal-bonded CBN and diamond superabrasive surfaces. Int J Adv Manuf Technol 76(5):1479–1491
Webster J, Tricard M (2004) Innovations in abrasive products for precision grinding. CIRP Annals 2004 53(2):597–617
Azarhoushang B, Zahedi A (2017) Laser conditioning and structuring of grinding tools – a review. Adv Manuf 5(1):35–49
Zahedi A, Azarhoushang B (2016) Laser-profiling of metal-bonded diamond grinding wheels. In: Advances in abrasive technology XIX, pp 272–276, Trans Tech Publications Ltd
Walter C, Rabiey M, Warhanek M, Jochum N, Wegener K (2012) Dressing and truing of hybrid bonded CBN grinding tools using a short-pulsed fibre laser. CIRP Annals 2012 61(1):279–282
Hosokawa A, Ueda T, Yunoki T (2006) Laser dressing of metal bonded diamond wheel. CIRP Annals 2006 55(1):329–332
Wegener K, Weingärtner E, Walter C, Dold C, Stirnimann J (2012) Konditionieren von Schleifscheiben mit Licht und Strom, 16:1–16:25, Eidgenössische Technische Hochschule Zürich, Institut für Werkzeugmaschinen und Fertigung, ETH Zurich
Weingärtner E., Wegener K, Kuster F (2012) Applying wire electrical discharge dressing (Wedd) to improve grinding performance of metal bounded diamond wheels. Procedia CIRP 2012 1:365–370
Rhoney BK, Shih AJ, Scattergood RO, Ott R, McSpadden SB (2002) Wear mechanism of metal bond diamond wheels trued by wire electrical discharge machining. Wear 252(7):644–653
Weingärtner E, Jaumann S, Kuster F, Wegener K (2010) On-machine wire electrical discharge dressing (WEDD) of metal-bonded grinding wheels. Int J Adv Manuf Technol 49(9):1001–1007
Rhoney BK, Shih AJ, Scattergood RO, Akemon JL, Gust DJ, Grant MB (2002) Wire electrical discharge machining of metal bond diamond wheels for ceramic grinding. Int J Mach Tools Manuf 42 (12):1355–1362
Klink A (2010) Wire electro discharge trueing and dressing of fine grinding wheels. CIRP Annals 2010 59(1):235–238
Zahedi A, Azarhoushang B (2017) An analytical force and surface roughness model for cylindrical grinding of brittle materials. Int J Abras Technol 8(1):68–81
Acknowledgements
The authors would like to express their gratitude to Mitsubishi Electric Europe B.V. and ITS Technologies GmbH & Co. KG for providing the wire electrical discharge facilities and for their constructive support throughout the experiments.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
The authors confirm that the submitted manuscript is in compliance with the Ethical Standards of the International Journal of Advanced Manufacturing Technology.
Conflict of interest
The authors declare that they have no relevant financial or non-financial interests, and also no conflict of interests related to the work submitted for publication.
Additional information
Author contribution
Ali Zahedi: conception or design of the work, data collection (grinding experiments), data analysis and interpretation, critical revision of the article, final approval of the version to be published
Jahangir Khosravi: data collection (WEDM and microscopy), data analysis and interpretation, drafting the article
Bahman Azarhoushang: conception or design of the work, critical revision of the article, final approval of the version to be published
Availability of data and materials
The data that support the findings of this study are available from the corresponding author, upon request.
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zahedi, A., Khosravi, J. & Azarhoushang, B. Grinding efficiency and profile accuracy of diamond grinding wheels dressed with wire electrical discharge conditioning (WEDC). Int J Adv Manuf Technol 117, 2163–2171 (2021). https://doi.org/10.1007/s00170-021-07114-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07114-2