
Abstract
The characterization of mechanical vibrations in a hammer forging process is a tremendously important parameter for machine design and production engineering. The dynamic response of a forging hammer to the reaction forces is affected by material behaviour, time, spring-damper system and foundation. In this research firstly, the effect of mass ratio and coefficient of restitution on the forging efficiency were theoretical characterized. The interesting influence of anvil initial velocity on the forging efficiency is also analytically presented. The mechanical vibrations of a LASCO HO U-315 hammer were experimentally investigated. Two steel grades a S355 and a 42CrMo4 were used to forge trial parts. The velocity of the ram and acceleration of the anvil during a hot die forging process were measured using a laser velocity meter type LSV-2000-45. The influences of forging time, coefficient of restitution, energy loss and time interval (delay) between blows on the efficiency of the forging process were examined. The energy loss before die contact was determined to be approximately 10%. The investigations also showed that a variation of the time interval between blows within the usual range has no effect on the intensity of the vibrations of the anvil nor on the energy loss of the hammer. The dependence of the free damped vibrations of the anvil on machine stiffness, damper coefficient and mass of machine has been confirmed. Additionally, the loss of energy due to hammer movement as well as the free damped mechanical vibrations of the anvil were theoretically analysed in order to verify the experimental findings. Theoretical analysis showed an anvil initial velocity of approximately 0.2 m/s results in a 4% increase of forging efficiency. A good agreement between the experimental and theoretical results was observed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
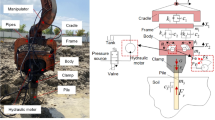
Forging process is an experience-oriented technology with a great know-how for many years. These processes produce the complex configuration from simple geometry with minimum waste of materials and energy. Therefore, hammer forging process and tool design were developed mainly by trial-and-error [1]. The advantages of a forging process such as higher strength to weight ratio, acceptable dimensional and superior micro structure of products are highly attractive for a lot of engineering parts [2]. Faster processing and high material output of forging technologies reduce the costs of forged parts with complex geometry [3]. A forging technique was improved to manufacture the thick-walled pipes without the use of a mandrel [4]. The results showed a reduction of time of deformation and saving energy costs to heat the workpiece [4]. The new techno-logical forging processes were designed in order to produce large special workpieces with concave faces [5]. The design, analysis and optimization of a hammer die forging process require the knowledge of material flow, friction, heat transfer as well as vibration [6]. Forging of plate with V-shaped dies was developed in order to the increase the uniformity of the strain distribution in forged part [7]. An improvement of forging process was suggested to ensure a uniform closing effect throughout the centreline of the inside forged region [8]. The influence of mechanical vibrations of a forging system can be characterized from different points of view such as product quality, energy loss, service life of the machine and environmental effects. The investigated hydraulic hammer consists of a ram, anvil, foundation, frame, spring-damper system and the hydraulic system as schematically shown in Figure 1 [9].

A schematic of mounted on spring elements hammer forging machine [9]
The hydraulic system of a hammer forging consists of durable axial piston pumps driven through flexible couplings by special three-phase motors. The basic working principles of the hydraulic system of hammer forging simply rely on differences in fluid pressure. Increasing of fluid pressure under the piston and decreasing the fluid pressure above the piston cause the piston to rise. In the next step, a higher pressure of the fluid above the piston, than the fluid below it, moves the piston downward. A properly designed viscous-spring isolator system is generally used to reduce the shock and vibrations transmission to the foundation [10]. For the elastomers, both stiffness and damping have to be considered in an accurate control of the vibrations [11]. The vibration speed as a critical factor in the reduction of the forging force was investigated by Fulan in [12]. The optimization of ratio of foundation mass to anvil mass resulted in a more economical and reasonable design [13]. A new forging process was designed to increase the quality of large forged parts without significant reduction of the cross-sectional area [14]. The novelty of this work was the characterization of mechanical vibrations of a LASCO-forging machine in order to understand the effect of varying process parameters on the forging efficiency. The effect of initial velocity of the anvil before contact with the workpiece on the forging efficiency was theoretical and experimental investigated.
2 Theoretical analysis
The hammer forging process can be characterized as a mass-spring-damper (m-k-c) constrained mechanical vibration system. At first, the ram falls down under hydraulic force to strike the workpiece. The kinetic energy of ram causes the workpiece deformation. After the forming process, the ram returns and the free damped mechanical vibrations of the anvil occur. Figure 2 shows a simple mechanical vibration model of a hammer forging process considering the velocity changes of ram and anvil.

Schematic diagram of a simple mechanical vibration model of a hammer forging process
Where Emech, U, U′, F, C, K, v1, v2, v1′, v2′, m1 and m2 refer to mechanical energy of ram, common velocity of ram and anvil in forming process, common return velocity of ram and anvil, force, damper coefficient, spring coefficient, initial ram velocity, initial anvil velocity, final velocity of ram, final velocity of anvil, mass of ram and mass of anvil, respectively. The impulse phenomenon based on the second Newton’s law can be written for m1 and m2 as the following:
where t1 refers to the impulse time. Considering the mass ratio Q, and combining Eqs. 1 and 2, the common velocity of ram and anvil after impulse can be expressed by the following:
The coefficient of restitution k can be expressed as follows:
Considering the final velocity of ram \( {v}_1^{\prime } \) and final velocity of anvil \( {v}_2^{\prime } \), the coefficient of restitution k can be formulated as a function of ram and anvil velocity before impulse and after impulse as follows:
The forging efficiency as a function of k and Q can than be expressed as follows:
Figures 3 and 4 show the forging efficiency in dependence of k and Q.

The forging efficiency–restitution coefficient curve for different mass ratios

The forging efficiency–mass ratio curve for different restitution coefficients
For a constant mass ratio, the forging efficiency increases with a reduction of restitution coefficient. For mass ratios greater or equal than 50, curves are congruent.
It can be recognized that the forging efficiency strongly increases with mass ratio until a Q-value of 50 and stays constant for higher values. The characteristic forging efficiency–mass ratio curve for the investigated machine is shown in Fig. 5.

The forging efficiency–mass ratio curve for investigated forging LASCO machine
The loss of energy due to the anvil free damped vibrations for the LASCO HO-U-315 is approximately 5% and thus much smaller than the loss of the ram energy in fall step. The loss of energy for a mass ratio more than 200 due to the free damped vibrations of anvil is close to 0. The effect of anvil initial velocity v2 on the forging efficiency can be shown in the following equation:
For an initial anvil velocity about 0.2 m/s, the forging efficiency increases about 4% (Fig. 6).

Influence of anvil initial velocity on the forging efficiency for investigated LASCO machine
The motion equation of the anvil under free damped vibrations can be expressed as follows:
where x(t), U, ζ and ωd refer to the anvil displacement, anvil initial velocity, damping ratio and damped natural frequency. Subsequently, by differentiating Eq. 10, the velocity of the anvil v(t) can be derived as follows:
Using the machine data of the investigated hammer results in the following:
where a(t) refers to anvil acceleration. The corresponding graphs are illustrated in Fig. 7.

The velocity and the acceleration–time curve of anvil for investigated LASCO machine
It can be seen that the free vibrations of the anvil are damped after approximately 0.25 s.
3 Experimental procedure
In the experimental part, hot hammer forging tests were carried out using a LASCO HO-U-315 hammer. The characteristic vibrational parameters of this specific machine are summarized in Table 1.
The investigated trial parts were carrier plates made of two different steels S355 and 42CrMo4. The plate temperature before the forging process has been held constant throughout all tests at approximately 1280 °C. Multiple blows were necessary to fill the dies; thus, a variation of time between two blows is considered as a possible efficiency influence parameter. The complete test series for both materials are shown in Table 2.
The investigated hot forging process is shown in Fig. 8.

Investigated hot forging process
The velocity of ram and acceleration of anvil were measured on the hammer using a laser velocity meter type LSV-2000-45 from Polytec Waldbronn, an acceleration sensor type 8743A100 from Kistler and a Cronos PL measurement data acquisition system from imc Berlin. The setup of the measurement system is illustrated in Fig. 9.

The investigated laser measurement system on the LASCO hammer forging machine
The laser velocity meter was positioned at a distance of 1.5 m from the hammer ram. The acceleration sensor was attached to the press table. Both measured values, ram velocity and anvil acceleration were recorded with the Cronos PL measurement system. The measurement frequency was 50 kHz.
4 Results and discussion
The experimentally measured ram velocity and anvil acceleration for standard test S355 are exemplary illustrated in Fig. 10.

Experimentally measured ram velocity and anvil acceleration for standard test S355
It is noticeable that the ram’s velocity decreases shortly before die-part contact. This effect has been observed for all measured blows and thus must be a part of the hammer characteristics. A possible reason could be a limitation in the hydraulic pressure system or an early opening of a valve in the hydraulic circuit. The energy loss before contact of roughly 10% was experimentally determined for all tests. Figure 11 shows the fall efficiency for all experiments.

The experimentally measured fall efficiency for all tests
All relevant time steps in the forging process were determined for each test. The average values of this time steps are summarized in Table 3.
The results showed that a variation of the delay between blows has no significant effect on the relevant times in the forging process. The free damped anvil vibrations start after approximately 0.21 s, and for the next blow, the ram reaches the anvil after 0.65 s. At this time, the experimental results showed that the free damped vibrations of the anvil are already close to zero and the acceleration–time curve progression was the same for all tests. Figure 12 shows a comparison of the acceleration–time curve progression for different tests after contact.

Comparison of acceleration–time curve progression of anvil for standard/delay 0.1 s S355 tests after the contact
A comparison of the acceleration–time curve progression for different tests before contact are illustrated in Fig. 13.

Comparison of acceleration–time curve progression of anvil for standard/delay 0.1 s S355 before contact
The curves clearly demonstrate that the delay has no influence on the progression of acceleration–time curves before and after contact. Figure 13 shows a low-frequency oscillation and superimposed high-frequency “noise.” The low-frequency oscillation corresponds to a natural structural frequency of the forging machine. This frequency is always stimulating when the hammer is activated to perform any movement (acceleration, deceleration, impact). A further evidence that this oscillation corresponds to a natural frequency of the structure of the ram is given by the fact that it is also partially visible in the speed signal. The high-frequency noise is related to the selection of the acceleration sensor. A piezoelectric acceleration sensor with a very large measuring range (± 50,000g), as very high acceleration amplitudes, can occur in the event of a bounce. The noise is correspondingly high, here approx. ± 100g, which corresponds to 0.2% of the measuring range which is typical for such devices. The integral of the anvil acceleration after the contact was determined for each impulse and every tests using Matlab® Software. The velocity of the anvil can be used to determine the restitution coefficient k. The coefficient of restitution k was determined for all experimental tests using Eq. 5. The obtained results in Fig. 14 show that the change of restitution coefficient k for S355 due to delay is about 15% in compassion with standard test and subsequently approximately ±5% for 42Mno4.

Comparison of restitution coefficient k for all experimental tests
The restitution coefficient k depends mainly on plastic behaviour, impulse behaviour, temperature, initial velocity before impulse and surface condition of materials. These influencing factors are not similar for investigated materials (S355, 42CrMo4). Therefore, results show a different value of k for each material and test. Considering Eq. 5, the restitution k depends on the relative velocity of ram and anvil. Therefore, the restitution k can be decreased or increased due to the value and direction of ram and anvil velocity. The results in Fig. 14 show that the average value of restitution coefficient k is about 0.6 for all tests. Replacing the mass ratio of investigated LASCO machine (Q = 50.46) in Eq. 8 results in the following:
According Eq. 16, the forging efficiency η for different values of k can be observed in Fig. 15.

Influence of restriction coefficient k on the forging efficiency for all experimental tests
The results show an increasing of forging efficiency about 12% and 5% for S355 and for 42CrMo4 due to delay.
5 Conclusion
The mechanical vibrations of a LASCO HO-U-315 hammer were investigated in order to understand the influence of different control parameters on the forging efficiency. It was shown that for a constant value of mass ratio, the forging efficiency increases with a reduction of the restitution coefficient. The forging efficiency is independent of the mass ratio after exceeding a value of 50. The effect of the initial velocity of the anvil before contact between die and part on the forging efficiency was theoretically investigated. The forging efficiency increases about 4% for an initial velocity of the anvil of about 0.2 m/s. The free damped mechanical vibrations of the anvil are found to be depended on the machine mass, the machine rigidity and the damping coefficient only. The average value of the restitution coefficient k was obtained about 0.6 for all tests. The experimental results showed that the time setting or delay between two blows increases the forging efficiency up to 12%. The energy loss during the (hammer) fall was determined to be approximately 10%.
Data Availability
Raw data were generated at “Franz RÜBIG & SÖHNE GmbH & Co KG.” Derived data supporting the findings of this study are available from the corresponding author on request.
Code availability
Not applicable
References
AltanT, Ngaile G, Shen G (2005) Cold and hot forging: fundamentals and applications. ASM International. 342.
Markov OE (2012) Forging of large pieces by tapered faces. Steel Transl 42(12):808–810
Markov O, Oleshko M, Mishina V (2011) Development of energy-saving technological process of shafts forging weighing more than 100 tons without ingot upsetting. Metall Min Ind 3:87–90
Markov O et al (2019) Modeling the techological process of pipe forging without a mandrel. East- Eur J EnterpTechnol 3(1 99)):42–48
Markov O et al (2018) Improving the quality of forgings based on upsetting the workpieces with concave facets. Eastern-European. J Enterp Technol 5(1 (95)):16–24
Zhbankov IG, Markov OE, Perig AV (2014) Rational parameters of profiled workpieces for an upsetting process. Int J Adv Manuf Technol 72(5-8):865–872
Markov OE et al (2016) Development of a new process for forging plates using intensive plastic deformation. Int J Adv Manuf Technol 83(9-12):2159–2174
Kim Y, Cho J, Bae W (2011) Efficient forging process to improve the closing effect of the inner void on an ultra-large ingot. J Mater Process Technol 211(6):1005–1013
Witt S (2011) Basic knowledge, forgings – significance, design, production, application, Available from: https://www.scribd.com/document/195223890/IMU-Basic-Knowledge-English-Final-11-03-14.
Wang G, Dong Z (2006) Design optimization of low impact transmission foundation for forging hammers. Eng Comput 23:166–186
Kunadharaju R (2017) Analysis and design of foundation systems to control the vibrations due to forging impact hammer. J Struct Eng, CSIR-Struct Eng Res Centre 44:404–4013
Armaghan K et al (2011) Effects of Vibrations on metal forming process: analytical approach and finite element simulations. AIP Conf Proc 1315:787–792
Fulan P, (1988) Theory and experiment of hammer foundation vibration. Int Conf Case Hist Geotech Eng 27.
Markov OE, Perig AV, Zlygoriev VN, Markova MA, Kosilov MS (2017) Development of forging processes using intermediate workpiece profiling before drawing: research into strained state. J Braz Soc Mech Sci Eng 39(11):4649–4665
Acknowledgments
The experimental tests were carried out at RÜBIG GmbH & Co KG under supervision of DI. Ralph Tikal. The support of DI. Tikal and his team during preparation, experimental testing and evaluation is highly acknowledged.
Funding
Open access funding provided by Montanuniversität Leoben. This work was financially supported by RÜBIG GmbH & Co KG Company.
Author information
Authors and Affiliations
Contributions
Saeid Saberi, Jochen Fischer, Martin Stockinger, Ralph Tikal and Reza Afsharnia contributed to the design and implementation of the research, to the analysis of the results and to the writing of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Foundation
The authors did not receive support from any organization for the submitted work.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Saberi, S., Fischer, J., Stockinger, M. et al. Theoretical and experimental investigations of mechanical vibrations of hot hammer forging. Int J Adv Manuf Technol 114, 3037–3045 (2021). https://doi.org/10.1007/s00170-021-07061-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07061-y