
Abstract
In die-casting and injection molding, a conformal cooling channel is applied inside the dies and molds to reduce the cycle time. When the internal face of the channel is rough, both cooling performance and tool life are negatively affected. Many methods for finishing the internal face of such channels have been proposed. However, the effects of the channel diameter on the flow of a low-viscosity finishing media and its finishing characteristics for H13 steel have not yet been reported in the literature. This study addresses these deficiencies through the following: the fluid flow in a channel was computationally simulated; the flow behavior of abrasive grains was observed using a high-speed camera; and the internal face of the channel was finished using the flow of a fluid containing abrasive grains. The flow velocity of the fluid with the abrasive grains increases as the channel diameter decreases, and the velocity gradient is low throughout the channel. This enables reduction in the surface roughness for a short period and ensures uniform finishing in the central region of the channel; however, over polishing occurs owing to the centrifugal force generated in the entrance region, which causes the form accuracy of the channel to partially deteriorate. The outcomes of this study demonstrate that the observational finding for the finishing process is consistent with the flow simulation results. The flow simulation can be instrumental in designing channel diameters and internal pressures to ensure efficient and uniform finishing for such channels.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In association with global environmental problems, the need for processes with high efficiency and low environmental load has become increasingly pressing. The use of high-strength and lightweight metals, such as aluminum and magnesium, can be expected to improve the fuel efficiency of automobiles [1]. Die-casting has been widely applied in the manufacturing of automotive parts [2]. In the die-casting process, a light metal heated above its melting point is injected into a mold and subsequently solidifies in a high-speed cycle. Therefore, thermal management is essential in the manufacture of high-precision parts and for increasing the production. Generally, a conformal cooling channel is located inside the mold to reduce the cycle time [3]. Meanwhile, an additive manufacturing (AM) technique called selective laser melting (SLM) has been developed in the die and mold industries [4]. SLM enables the incorporation of features that would have been cost prohibitive or even impossible with traditional manufacturing techniques, such as the use of internal cooling channels to improve the cooling performance. However, the internal face of cooling channels obtained by SLM is not uniform, owing to the partially molten powder, adhered powder, and pores [5]. These irregular layers on the internal face of the cooling channel may cause a deterioration in the cooling performance of the dies and molds. Liu et al. [6] investigated the cooling performance of SLM-fabricated channels in comparison to that of the conventional drilled channels. Their study revealed that the fluid flow rate of SLM-fabricated channels was lower than that of drilled channels due to the rough internal face, which resulted in a poor cooling performance. The rough internal face of the channels negatively affects not only the cooling performance but also the tool life of the dies and molds. The major modes of failure of the hot working dies can be classified as cracks, thermal fatigue, plastic deformation, and corrosion [7]. The dies are constantly heated and cooled during the operation cycle, resulting in the high temperature gradient. This produces thermal stress on the dies and consequently thermal fatigue of die materials [8]. The cracks occur on the surface and subsequently propagate with an increase in the number of cycles [9]. Especially, the uneven surface may cause stress concentration under mechanical loading, which leads to failure of the dies [10]. Therefore, to improve the cooling performance and tool life, it is necessary to smoothen these uneven surfaces on the cooling channel.
The present authors have been researching the SLM process for the fabrication of molds having a conformal cooling channel by using maraging steel powder. A method for finishing the internal face of the cooling channel located in the mold has also been proposed [11, 12]. In this process, the internal face of the cooling channel is finished by a fluid containing free abrasive grains. These finishing media with low viscosity are advantageous for the reduction in friction loss between the fluid and internal face of the cooling channel, which enables finishing at a lower internal pressure. These studies concluded that the internal face roughness of cooling channels fabricated by SLM was significantly improved by finishing with the fluid containing free abrasive grains. In addition, internal face finishing was shown to be effective in improving the thermophysical properties of the cooling channel.
Many methods have been proposed for finishing the internal faces of tubes and channels. Duval-Chaneac et al. [13] performed abrasive flow machining (AFM) on non-heat-treated and heat-treated maraging steel 300 SLM surfaces with four different media under various abrasive concentrations (35%, 50%, and 65%) and different media viscosities (low viscosity and medium viscosity). The results indicated that abrasive concentration and media viscosity affect the evolution of areal roughness (Sa) in AFM for both non-heat-treated and heat-treated surfaces. The higher the abrasive concentration and media viscosity, the greater the reduction in areal roughness values. Han et al. [14] investigated the efficiency of the AFM process in decreasing surface roughness in complex channels. Seven different geometries of single and multiple channels were designed and fabricated using maraging steel 300 by SLM. Then, the internal faces of the cooling channel were finished with AFM media consisting of a silicon carbide abrasive and polyboroxane polymer with high viscosity, and their surfaces were analyzed in terms of areal parameters. The results revealed that AFM was effective in improving all proposed types of SLM cooling channels. The cooling efficiency of AFM-finished SLM-fabricated internal cooling channels was greater than that of those fabricated by SLM but without AFM finishing. Nagalingam et al. [15] investigated the surface finish potential of a proposed hydrodynamic cavitation abrasive finishing (HCAF) process under various hydrodynamic upstream and downstream fluid pressures, fluid temperatures, abrasive concentrations, and processing times. The HCAF process enabled improvements in surface roughness (Ra and Rz) of greater than 90% along with an acceptable loss in thickness from the internal channels fabricated using an AlSi10Mg powder. It was concluded that the surface roughness of the additive manufactured components after HCAF was comparable to that of components fabricated using conventional surface finishing techniques, such as abrasive flow machining and magnetic finishing. Guo et al. [16] presented a novel rotating-vibrating magnetic abrasive polishing method for finishing a complex internal face with a double-layered tube structure made from an Inconel 718 powder by SLM. The uneven surface caused by partially melted powders during the SLM process was smoothed, and the surface roughness was reduced from approximately 7 μm Ra to less than 1 μm Ra. A relatively higher material removal efficiency and a lower surface roughness were obtained by combining rotation and vibration motions.
Tool steels such as H13 have been developed for current use in SLM because of their high strength at high temperatures (673–723 K) due to quench hardening. Tool steels can also yield in situ hardening during the SLM process, potentially leading to a reduction in the heat treatments needed. For these reasons, investigations into tool steels have accelerated in the die-casting and hot extrusion industries. Mazur et al. [17] focused on the design of the channel and the cooling performance of an injection mold manufactured from H13 using SLM. Although the mold enabled a reduction in the variations in the temperature of cavity surface, the fatigue strength of the fabricated specimens was less than that of the bulk material. The smoothening of uneven surface is an important consideration for obtaining dies and molds with a long tool life and a superior cooling performance. However, there are few reports on a process for finishing the internal face of the cooling channel made from H13 steel by using low-viscosity finishing media. Specifically, the comprehensive investigation focusing on the fluid flow, the flow behavior of the free abrasive grains, and the characteristics of the finish of the cooling channel surface has not yet been reported in the literature. It is difficult to visualize the finishing phenomenon at the internal face of the cooling channel, as it is located inside the mold. Thus, because of these complex interactions, it is essential to establish a relationship between a flow simulation, the visualization process, and an experimental investigation.
In this study, we focused on the main intrinsic geometric parameter, namely, the diameter of the cooling channel, and investigated the relationship between the geometric parameter, fluid flow, the flow behavior of the free abrasive grains, and the characteristics of the finish of the cooling channel surface.
2 Materials and procedures
The investigation was performed as follows. First, the fluid flow in the cooling channel was computationally simulated. Then, the flow behavior of the abrasive grains in the cooling channel was observed using a high-speed camera. Finally, the internal face of the cooling channel was finished by the flow of fluid with abrasive grains through the cooling channel.
2.1 Experimental procedure for finishing the internal face of the cooling channel
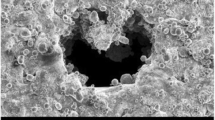
Figure 1 illustrates the experimental setup, and Table 1 lists the experimental conditions for finishing the internal face of the cooling channel. An SEM image of the abrasive grains used is presented in Fig. 2. These grains were made from Al2O3 and had a mean particle size of 425 μm. The equipment consisted of hydraulic components, including a cylinder, a pump, and four cartridges. In order to form a closed loop, the cooling channel inside a mold was connected to this system. The two cartridges located near the center are filled with water and abrasive grains, whereas the two outer cartridges are filled with water alone; these two are designed as a buffer to prevent the flow of abrasive grains into the hydraulic cylinder. The fluid that contains the abrasive grains, flowing in the cooling channel due to the internal pressure, is applied in the closed loop. The internal face of the channel is simultaneously finished by these grains. The abrasive grains that flow in the channel can be re-used for subsequent finishing by reversing the direction of fluid flow. This is performed by controlling an electromagnetic valve with a cycle time of 4 s; the time period for the transport of the fluid is constant under various internal pressures. The velocity of the fluid can be varied by adjusting the internal pressure, using a hydraulic pump.

Schematic of the experimental setup

SEM image of the abrasive grains (mean particle size: 425 μm)
A model of the mold with the cooling channel, designed by a 3D CAD system, is presented in Fig. 3. The size of the model was 25 mm × 110 mm × 30 mm; a U-shaped cooling channel with a length of 80 mm and a diameter of 5–10 mm was located inside. The mold was made from a hot work tool steel (AISI H13), which was machined by a drill to form the cooling channel. The red circles (A–F) indicate the locations where the flow behavior of the free abrasive grains inside the cooling channel of the acrylic mold (described in Section 2.2) was observed by a high-speed camera. The internal face of the cooling channel was observed using an optical microscope (Keyence Corp., VH-5980). The surface roughness, Rz, on the upper face of the cooling channel was measured at location B (shown in Fig. 3) using a stylus-type surface roughness tester (Tokyo Seimitsu Co., Ltd., SURFCOM 2000DX2). The reduction tendencies for Ra and Rz with the increasing finishing time were similar, and the variation in Rz was greater than that in Ra. Therefore, Rz was selected as the evaluation parameter to demonstrate the obvious differences in the finishing characteristics under various conditions.

A 3D model of mold with cooling channel
2.2 Procedure for visualizing the flow behavior of the abrasive grains in the cooling channel
An acrylic mold with a cooling channel (shown in Fig. 4) was prepared in order to visualize the flow behavior of the free abrasive grains. The size of the acrylic mold was the same as that of the model depicted in Fig. 3. A U-shaped cooling channel a length of 80 mm and with a diameter of 5 or 10 mm was located inside; it should be noted that the model used did not have a drilled hole on both sides of the U-shaped cooling channel. The pressure was set to 2.2 MPa. The flow behavior of the free abrasive grains in the cooling channel was observed using a high-speed camera (Photron Limited, FASTCAM SA5) with a recording speed of 9300 fps. One of the abrasive grains was selected for focus, and then the time required for it to move 5 mm horizontally was measured in order to calculate the distance traveled per unit time as the flow velocity of the abrasive grains.

Acrylic mold with cooling channel
2.3 Analysis of flow of the fluid in the cooling channel
In order to evaluate flow of the fluid in the cooling channel, a flow simulation was performed using SolidWorks Flow Simulation (Dassault Systèmes SolidWorks Corp.). The analysis model is the same as that presented in Fig. 3. The analysis conditions are listed in Table 2. An adiabatic wall was applied to the internal face of the cooling channel, and the outlet pressure was defined as a static condition. The surface roughness (Rz) of the internal face was set to 30 μm.
3 Experimental results and discussion
3.1 Analysis of fluid flow in the cooling channel
Figure 5 depicts the fluid flow in a cooling channel with a diameter of 5 mm. The flow velocity exhibited higher values at the upper face in the entrance region of the cooling channel, whereas the velocity distribution was relatively uniform in the central and exit regions of the cooling channel. This result was consistent with the flow simulation results obtained in the previous study, which utilized the analysis model without a drilled hole on both sides of the U-shaped cooling channel [12]. This indicates that the drilled hole located outside the channel has little influence on the flow of the fluid.

Fluid flow in a cooling channel with a diameter of 5 mm
Figure 6 compares the flow velocity under various diameters of the cooling channel, and Fig. 7 displays velocity distribution diagrams. The flow velocity values in Fig. 6 are calculated at the central area of the cooling channel. In Fig. 7, the broken line indicates the horizontal distance from the entrance region of the cooling channel. The flow velocity increased significantly at a distance of 0 mm. This is because the fluid flow was externally driven according to the centrifugal force generated in the entrance region. Therefore, the flow velocity at the external position was higher than that at the inner position. With a channel diameter of 5 mm, the flow velocity was almost 15 m/s, and the variation in flow velocity was low throughout the cooling channel. With channel diameters of 8 mm and 10 mm, the flow velocity was 5 m/s or less, and the variation in flow velocity between the external and inner positions was high.

Comparison of flow velocities under various channel diameters

Diagrams showing flow velocity distributions in channels with diameters of a 5 mm, b 8 mm, and c 10 mm
3.2 Visualization of flow behavior of abrasive grains in the cooling channel
Figure 8 shows a high-speed image of the flow behavior of the abrasive grains in the cooling channel with a diameter of 5 mm. The flow velocities of the abrasive grains at each observed position under various channel diameters are given in Table 3. The position letter indicates the point at which the flow velocity in the cooling channel was observed, as marked in Fig. 3. In the cooling channel with a diameter of 5 mm, the flow velocity exceeded 10 m/s at all positions. At the outer positions (A, B, and C), the flow velocity in the 5-millimeter-diameter channel was 10 times that in the 10-millimeter-diameter channel, whereas at the inner positions (D, E, and F), it was 20 times or more. This is consistent with the flow simulation results, shown in Fig. 7.

High-speed image of the flow behavior of the abrasive grains in the cooling channel with a diameter of 5 mm
3.3 Finish of the internal face of the cooling channel
Figure 9 demonstrates the influence of the channel diameter on the surface roughness. The internal faces of the cooling channel after finishing are presented in Fig. 10. For a finishing time of 0 s, the initial surface roughness increased as the channel diameters increased. In this study, the cooling channels were machined by a drill. It has been reported that the thrust force and drilling torque increase as the diameters of the drills increase. The increase in these cutting forces leads to vibration of the drills during machining, which results in deterioration in the quality of the hole surface made from H13 steel [18]. The difference in the initial surface roughness is considered to have been influenced by a failure during machining, such as vibration of the drills. The surface roughness decreased with increasing finishing time. No remarkable variation in surface roughness could be seen in channels with finishing times of greater than 500 s. With a channel diameter of 5 mm, the surface roughness decreased by one-half with a finishing time of 180 s. The initial surface of the cooling channel with a diameter of 5 mm is displayed in Fig. 10a; machining marks can be seen on the internal face. The internal face became smooth after finishing, as shown in Fig. 10b. With channel diameters of 8 mm and 10 mm, the surface roughness gradually decreased. However, as shown in Fig. 10 c and d, machining marks remained on the internal face, revealing that the finishing did not progress to completion.

Influence of the channel diameter on the surface roughness

a Internal face of the cooling channel with a diameter of 5 mm (initial surface) and internal faces of the finished cooling channels with diameters of b 5 mm, c 8 mm, and d 10 mm
Figure 11 shows the influence of the flow velocity of the abrasive grains on the surface roughness under a finishing time of 500 s. The internal faces of the cooling channel finished under various flow velocities are displayed in Fig. 12. The pressure was set to values of 0.5–2.2 MPa, which represented flow velocities of the abrasive grains from 3.1 to 12.5 m/s. The flow velocity was measured at the center position of the cooling channel by the high-speed camera. The surface roughness decreased with increasing flow velocity. At a flow velocity of 12.5 m/s, the resulting surface roughness was one-half that resulting from the flow velocity of 3.1 m/s. At a flow velocity of 3.1 m/s, machining marks remained on the internal face, as shown in Fig. 12a. At flow velocities of 4.6–12.5 m/s, the internal face exhibited a smooth surface, as presented in Fig. 12b–d.

Influence of the flow velocity of the abrasive grains on the surface roughness

Internal faces of the cooling channels finished under flow velocities of a 3.1 m/s, b 4.6 m/s, c 7.8 m/s, and d 12.5 m/s
Figure 13 illustrates the influence of the particle size on the surface roughness. The surface roughness decreased with an increase in the particle size. The particle size of 425 μm improved the surface roughness significantly with a finishing time of 500 s, whereas the particle size of 300 μm gradually reduced the surface roughness up to 2000 s.

Influence of the particle size on the surface roughness
Figure 14 demonstrates the influence of the concentration of the abrasive grains on the surface roughness. The surface roughness decreased markedly with a finishing time of 500 s. The 5.2 vol% concentration resulted in a surface roughness that was high in comparison to that for 9.7 vol% and 14.6 vol%, both of which produced surface roughness values that were approximately the same.

Influence of the concentration of the abrasive grains on the surface roughness
Figure 15 depicts the variation in the surface profile of the cooling channel during finishing. The surface profile was measured on the upper face of the cooling channel at location A (shown in Fig. 3). A profile with a finishing time of 0 s indicates an initial surface. Over polishing could be observed in the entrance region owing to the centrifugal force generated with increasing finishing time. This caused the form accuracy of the cooling channel to partially deteriorate. The depths of over polishing at a distance of 4.8 mm were nearly 0.1 mm and 0.3 mm when the finishing times were 180 s and 1500 s, respectively.

Variation in the surface profile of the channel during finishing
The above results show that the efficiency of this process was influenced by the flow velocity, particle size, and concentration of the abrasive grains. It has been reported that an increase in the channel diameter results in energy loss, which leads to a decrease in the flow velocity of the fluid [19]. It is considered that higher flow velocities and larger particle size of the abrasive grains result in an increase in their kinetic energy and the surface roughness was improved owing to the increase in the force with which they collide with the internal face. This indicates that finishing characteristics can be improved at the position where the flow velocity in the cooling channel is high. Therefore, to obtain the uniform internal face, it is necessary to decrease the velocity gradient of the fluid flow in the cooling channel. It has also been reported that the viscosity increases with increasing the concentration of the abrasive grains [20]. It is considered that the viscous resistance from the internal face increases owing to the high number of abrasive grains, resulting in a decrease in the flow velocity. These results indicate that the diameter of the cooling channel and the flow velocity of the fluid as well as the concentration of the abrasive grains are important considerations for improving surface roughness.
This approach is advantageous when low-viscosity finishing media are used, which enables the internal finishing of cooling channels with a smaller diameter under low internal pressure. However, it is unsuitable for finishing the cooling channels with a larger diameter due to the velocity gradient of the fluid flow, which leads to insufficient finishing. In addition, although the internal face in the central region becomes uniformly smooth, over polishing occurs at the upper face in the entrance region of the cooling channel. This causes the form accuracy of the cooling channel to partially deteriorate. In this process, the reciprocal flow of abrasive grains in the channel is generated by their transport through the pistons. This indicates that the over polishing occurs in both regions of the cooling channel at locations A and C (shown in Fig. 3). To obtain uniform finishing throughout the channels, it is essential to modify a channel model for this process, as presented in Fig. 16. This can be achieved by establishing a database that focuses on the depth of the over polishing under various finishing conditions and designing the shape of the channel based on this database. Specifically, the channel diameter should be adjusted partially; however, this cannot be achieved through the conventional drilling process. We believe that SLM can be applied through a layer-by-layer process to manufacture the proposed model, which will enable uniform finishing of the cooling channels.

Modified model of the cooling channel for uniform finishing
4 Conclusions
This study focused on the main intrinsic geometric parameter, namely, the diameter of the cooling channels to improve the performance of dies and molds. We investigated the relationship between the geometric parameter, fluid flow, flow behavior of the free abrasive grains, and characteristics of the finish of the internal face of the cooling channel. The major results obtained are as follows:
-
1)
The flow velocity of the abrasive grains increases with a reduction in the channel diameter. At the outer locations, a channel diameter of 5 mm has a flow velocity 10 times that in the channel with 10-mm diameter, and at the inner locations, its flow velocity is 20 times or more. This observational finding is consistent with the flow simulation results.
-
2)
At a channel diameter of 5 mm, surface roughness decreases by one-half after finishing for 180 s. At channel diameters of 8 mm and 10 mm, surface roughness gradually decreases, indicating insufficient finishing.
-
3)
Surface roughness decreases with increasing flow velocity of the abrasive grains. At a flow velocity of 12.5 m/s, the surface roughness is one-half that for a flow velocity of 3.1 m/s.
-
4)
The improvement in surface roughness for the particle size of 425 μm is greater than that for 300 μm.
-
5)
The surface roughness decreases with an increase in the concentration of the abrasive grains up to 9.7 vol%. When the concentration increases to more than 9.7 vol%, the excessive number of grains decreases the reduction in surface roughness.
The outcomes of this study demonstrate that the observational finding for the finishing process is consistent with the flow simulation results. The flow simulation can be instrumental in designing channel diameters and internal pressures to ensure efficient and uniform finishing for such channels. In the future, this process will be applied to cooling channels fabricated with H13 steel through SLM. To reduce the partial deterioration in the form accuracy of the cooling channels, various channel geometries will be designed and then finished. In addition, the flow behavior of the free abrasive grains under various finishing conditions, specifically the effects of the concentration and material of the abrasive grains on the flow velocity, will be investigated. The results will be linked to the fluid flow and finish characteristics for the internal face of cooling channels for a comprehensive understanding of the finishing process.
Availability of data and materials
All data generated or analyzed during this study are included in this published article.
References
Toros S, Ozturk F, Kacar I (2008) Review of warm forming of aluminum–magnesium alloys. J Mater Process Technol 207(1-3):1–12. https://doi.org/10.1016/j.jmatprotec.2008.03.057
Pattnaik S, Karunakar DB, Jha PK (2012) Developments in investment casting process–a review. J Mater Process Technol 212(11):2332–2348. https://doi.org/10.1016/j.jmatprotec.2012.06.003
Menges G, Michaeli W, Mohren P (2001) How to make injection molds, 3rd edn. Carl Hanser Verlag, München, pp 312–324. https://doi.org/10.3139/9783446401808
Chantzis D, Liu X, Politis DJ, Fakir OE, Chua TY, Shi Z, Wang L (2020) Review on additive manufacturing of tooling for hot stamping. Int J Adv Manuf Technol 109:87–107. https://doi.org/10.1007/s00170-020-05622-1
Yassin A, Ueda T, Furumoto T, Hosokawa A, Tanaka R, Abe S (2009) Experimental investigation on cutting mechanism of laser sintered material using small ball end mill. J Mater Process Technol 209(15-16):5680–5689. https://doi.org/10.1016/j.jmatprotec.2009.05.029
Liu C, Cai Z, Dai Y, Huang N, Xu F, Lao C (2018) Experimental comparison of the flow rate and cooling performance of internal cooling channels fabricated via selective laser melting and conventional drilling process. Int J Adv Manuf Technol 96:2757–2767. https://doi.org/10.1007/s00170-018-1799-y
Jhavar S, Paul CP, Jain NK (2013) Causes of failure and repairing options for dies and molds: a review. Eng Fail Anal 34:519–535. https://doi.org/10.1016/j.engfailanal.2013.09.006
Klobcar D, Tusek J (2008) Thermal stresses in aluminium alloy die casting dies. Comput Mater Sci 43(4):1147–1154. https://doi.org/10.1016/j.commatsci.2008.03.009
Klobcar D, Tusek J, Taljat B (2008) Thermal fatigue of materials for die-casting tooling. Mater Sci Eng 472(1-2):198–207. https://doi.org/10.1016/j.msea.2007.03.025
Starling CMD, Branco JRT (1997) Thermal fatigue of hot work tool steel with hard coatings. Thin Solid Films 308-309(31):436–442. https://doi.org/10.1016/S0040-6090(97)00600-7
Furumoto T, Ueda T, Amino T, Hosokawa A (2011) A study of internal face finishing of the cooling channel in injection mold with free abrasive grains. J Mater Process Technol 211(11):1742–1748. https://doi.org/10.1016/j.jmatprotec.2011.05.018
Furumoto T, Ueda T, Amino T, Kusunoki D, Hosokawa A, Tanaka R (2012) Finishing performance of cooling channel with face protuberance inside the molding die. J Mater Process Technol 212(10):2154–2160. https://doi.org/10.1016/j.jmatprotec.2012.05.016
Duval-Chaneac MS, Han S, Claudin C, Salvatore F, Bajolet J, Rech J (2018) Experimental study on finishing of internal laser melting (SLM) surface with abrasive flow machining (AFM). Precis Eng 54:1–6. https://doi.org/10.1016/j.precisioneng.2018.03.006
Han S, Salvatore F, Rech J, Bajolet J (2020) Abrasive flow machining (AFM) finishing of conformal cooling channels created by selective laser melting (SLM). Precis Eng 64:20–33. https://doi.org/10.1016/j.precisioneng.2020.03.006
Nagalingam AP, Yuvaraj HK, Santhanam V, Yeo SH (2020) Multiphase hydrodynamic flow finishing for surface integrity enhancement of additive manufactured internal channels. J Mater Process Technol 283:116692. https://doi.org/10.1016/j.jmatprotec.2020.116692
Guo J, Au KH, Sun CN, Goh MH, Kum CW, Liu K, Wei J, Suzuki H, Kang R (2019) Novel rotating-vibrating magnetic abrasive polishing method for double-layered internal surface finishing. J Mater Process Technol 264:422–437. https://doi.org/10.1016/j.jmatprotec.2018.09.024
Mazur M, Brincat P, Leary M, Brandt M (2017) Numerical and experimental evaluation of a conformally cooled H13 steel injection mould manufactured with selective laser melting. Int J Adv Manuf Technol 93(1-4):881–900. https://doi.org/10.1007/s00170-017-0426-7
Jafarian F, Samarikhalaj H (2020) Experimental investigation and optimizing geometrical characteristics and surface quality in drilling of AISI H13 steel. J Appl Comput Mech 6(2):332–343. https://doi.org/10.22055/JACM.2019.29070.1552
Youn C, Inaba S, Kawashima K, Kagawa T (2011) Estimate of pressure losses in steady and pulsatile flows through sudden expansion and contraction of pipes. Trans Jpn Fluid Power Syst Soc 42(2):31–37. https://doi.org/10.5739/jfps.42.31
Senapati PK, Mishra BK, Parida A (2010) Modeling of viscosity for power plant ash slurry at higher concentrations: effect of solids volume fraction, particle size and hydrodynamic interactions. Powder Technol 197(1-2):1–8. https://doi.org/10.1016/j.powtec.2009.07.005
Author information
Authors and Affiliations
Contributions
MY organized all data and wrote the manuscript. TF investigated the process for visualizing the free abrasive grain. SI, MT, and YO investigated the process for finishing the internal face of the cooling channel. YH and TK performed the fluid flow simulation. AH had the supervision of all research and analysis. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All authors consented to the publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yamaguchi, M., Furumoto, T., Inagaki, S. et al. Internal face finishing for a cooling channel using a fluid containing free abrasive grains. Int J Adv Manuf Technol 114, 497–507 (2021). https://doi.org/10.1007/s00170-021-06893-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06893-y