
Abstract
The high processing efficiency and quality are constant pursuits for modern manufacturing industry. This paper investigated the ablation efficiency and quality of ultrashort pulsed laser ablation of DD6 single crystal alloy based on experiments and theoretical analysis. The experimental results showed that the ablation rate increases with the increase of laser fluence and with the decrease of scanning speed and scanning width, while the ablation efficiency decreases with the increase of laser fluence. A relatively flat and low melted zone ablation surface could be obtained by employing a low laser fluence and high scanning speed. The influence of laser parameters on the ablation diameter, equivalent energy density, and heat accumulation effect was analyzed based on the theory of laser ablation and heat conduction. The theoretical analysis revealed the material removal transforms from plasma or vaporization removal to melt ejection with the pulse energy increases and the scanning speed decreases, which can explain the formation mechanism of surface morphology very well. In addition, the scanning strategy of high efficiency and quality was proposed based on the theoretical analysis and experimental results.













Similar content being viewed by others
Availability of data and materials
All data generated or analyzed during this study are included in this published article.
References
Hoier P, Surreddi KB, Klement U (2020) Tool wear by dissolution during machining of alloy 718 and Waspaloy: a comparative study using diffusion couples. Int J Adv Manuf Technol 106:1431–1440. https://doi.org/10.1007/s00170-019-04805-9
Rinaldi S, Caruso S, Umbrello D, Filince L, Franchi R, Dekprete A (2018) Machinability of Waspaloy under different cutting and lubri-cooling conditions. Int J Adv Manuf Technol 94:3703–3712. https://doi.org/10.1007/s00170-017-1133-0
Kukliński M, Bartkowska A, Przestacki D (2018) Microstructure and selected properties of Monel 400 alloy after laser heat treatment and laser boriding using diode laser. Int J Adv Manuf Technol 98:3005–3017. https://doi.org/10.1007/s00170-018-2343-9
Li B, Ding W, Yang C, Li C (2019) Grindability of powder metallurgy nickel-base superalloy FGH96 and sensibility analysis of machined surface roughness. Int J Adv Manuf Technol 101:2259–2273. https://doi.org/10.1007/s00170-018-3117-0
Zhang Q, Sun SF, Zhang FY, Wang J, Lv QQ, Shao Y, Liu QY (2020) A study on film hole drilling of IN718 superalloy via laser machining combined with high temperature chemical etching. Int J Adv Manuf Technol 106:155–162. https://doi.org/10.1007/s00170-019-04541-0
Das DK, Pollock TM (2009) Femtosecond laser machining of cooling holes in thermal barrier coated CMSX4 superalloy. J Mater Process Technol 209:5661–5668. https://doi.org/10.1016/j.jmatprotec.2009.05.031
Feng Q, Picard YN, Mcdonald JP, Van Rompay PA, Yalisove SM, Pollock TM (2006) Femtosecond laser machining of single-crystal superalloys through thermal barrier coatings. Mater Sci Eng A 430:203–207. https://doi.org/10.1016/j.msea.2006.05.104
Feng Q, Picard YN, Liu H, Yalisove SM, Mourou G, Pollock TM (2005) Femtosecond laser micromachining of a single-crystal superalloy. Scr Mater 53:511–516. https://doi.org/10.1016/j.scriptamat.2005.05.006
Yu Z, Hu J, Li K (2019) Investigating the multiple-pulse drilling on titanium alloy in picosecond laser. J Mater Process Tech 268:10–17. https://doi.org/10.1016/j.jmatprotec.2018.12.027
Zhao W, Wang W, Jiang G, Li B, Mei X (2015) Ablation and morphological evolution of micro-holes in stainless steel with picosecond laser pulses. Int J Adv Manuf Technol 80:1713–1720. https://doi.org/10.1007/s00170-015-7145-8
Wu B, Liu P, Wang X, Zhang F, Deng L, Duan J (2018) Effect of laser absorption on picosecond laser ablation of Cr12MoV mold steel, 9Cr18 stainless steel and H13A cemented carbide. Opt Laser Technol 101:11–20. https://doi.org/10.1016/j.optlastec.2017.10.036
Wu B, Liu P, Duan J, Deng L, Zeng X, Wang X (2016) Study on picosecond pulse laser ablation of Cr12MoV cold work mold steel. Mater Des 110:549–557. https://doi.org/10.1016/j.matdes.2016.08.006
Ancona A, Döring S, Jauregui C, Röser F, Limpert J, Nolte S (2009) Femtosecond and picosecond laser drilling of metals at high repetition rates and average powers. Opt Lett 34:3304–3306. https://doi.org/10.1364/ol.34.003304
Romoli L (2018) Flattening of surface roughness in ultrashort pulsed laser micro-milling. Precis Eng 51:331–337. https://doi.org/10.1016/j.precisioneng.2017.09.003
Wang X, Ma C, Li C, Kang M, Ehmann K (2018) Influence of pulse energy on machining characteristics in laser induced plasma micro-machining. J Mater Process Tech 262:85–94. https://doi.org/10.1016/j.jmatprotec.2018.06.031
Jia X, Zhao X (2017) Numerical investigation of ultrashort laser interaction with dielectric materials based on a plasma-temperature combined model. J Manuf Process 28:508–514. https://doi.org/10.1016/j.jmapro.2017.04.019
Sedao X, Lenci M, Rudenko A, Faure N, Pascale-Hamri A, Colombier JP (2019) Influence of pulse repetition rate on morphology and material removal rate of ultrafast laser ablated metallic surfaces. Opt Lasers Eng 116:68–74. https://doi.org/10.1016/j.optlaseng.2018.12.009
Zhao W, Wang L, Yu Z, Chen J, Yang J (2019) A processing technology of grooves by picosecond ultrashort pulse laser in Ni alloy: enhancing efficiency and quality. Opt Laser Technol 111:214–221. https://doi.org/10.1016/j.optlastec.2018.09.056
Mustafa H, Matthews DTA, Römer GRBE (2019) Investigation of the ultrashort pulsed laser processing of zinc at 515 nm: morphology, crystallography and ablation threshold. Mater Des:169. https://doi.org/10.1016/j.matdes.2019.107675
Villerius V, Kooiker H, Post J, Pei YT (2019) Ultrashort pulsed laser ablation of stainless steels. Int J Mach Tools Manuf 138:27–35. https://doi.org/10.1016/j.ijmachtools.2018.11.003
Bauer F, Michalowski A, Kiedrowski T, Nolte S (2015) Heat accumulation in ultra-short pulsed scanning laser ablation of metals. Opt Express 23:1035–1043. https://doi.org/10.1364/oe.23.001035
Weber R, Graf T, Freitag C, Feuer A, Kononenko T, Konov VI (2017) Processing constraints resulting from heat accumulation during pulsed and repetitive laser materials processing. Opt Express 25:3966–3979. https://doi.org/10.1364/oe.25.003966
Weber R, Graf T, Berger P, Onuseit V, Wiedenmann M, Freitag C (2014) Heat accumulation during pulsed laser materials processing: erratum. Opt Express 22:28232. https://doi.org/10.1364/oe.22.028232
Zhang Z, Wang W, Jiang R, Zhang X, Xiong Y, Mao Z (2020) Investigation on geometric precision and surface quality of microholes machined by ultrafast laser. Opt Laser Technol:121. https://doi.org/10.1016/j.optlastec.2019.105834
Liang J, Liu W, Li Y, Luo Z, Pang D (2018) A model to predict the ablation width and calculate the ablation threshold of femtosecond laser. Appl Surf Sci 456:482–486. https://doi.org/10.1016/j.apsusc.2018.06.093
Ma S, McDonald JP, Tryon B, Yalisove SM, Pollock TM (2007) Femtosecond laser ablation regimes in a single-crystal superalloy. Metall Mater Trans A 38:2349–2357. https://doi.org/10.1007/s11661-007-9260-0
Račiukaitis G, Brikas M, Gečys P, Voisiat B, Gedvilas M (2009) Use of high repetition rate and high power lasers in microfabrication: how to keep the efficiency high? J Laser Micro Nanoengineering 4:186–191. https://doi.org/10.2961/jlmn.2009.03.0008
Wang W, Mei X, Jiang G, Lei S, Yang C (2008) Effect of two typical focus positions on microstructure shape and morphology in femtosecond laser multi-pulse ablation of metals. Appl Surf Sci 255:2303–2311. https://doi.org/10.1016/j.apsusc.2008.07.100
Wellershoff SS, Hohlfeld J, Güdde J, Matthias E (1999) The role of electron-phonon coupling in femtosecond laser damage of metals. Applied Physics A: Materials Science and Processing 69:99–107. https://doi.org/10.1007/s003390051362
Funding
This study was supported by the NSAF (Grant No. U1830122) and the National Natural Science Foundation of China (Grant No. 51775443). The authors would like to acknowledge the support from the China Scholarship Council (CSC, No. 202006290101).
Author information
Authors and Affiliations
Contributions
Zhanfei Zhang: Conceptualization, methodology, writing—original draft. Wenhu Wang: Conceptualization, methodology, funding acquisition. Chengcheng Jin: Investigation, software, data curation. Ruisong Jiang: Investigation, methodology, writing—original draft. Yifeng Xiong: Conceptualization, methodology. Xiaobing Zhang: Project administration, supervision. Zhong Mao: Methodology, data curation.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
We confirm that the manuscript has been read and approved by all named authors.
Consent for publication
This manuscript is approved by all authors for publication. I would like to declare on behalf of my co-authors that the work described was original research and has not been published previously, and not under consideration for publication elsewhere, in whole or in part.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
The residual heat coefficient ηheat depends on the material and laser properties, including the pulse energy, pulse duration, and laser energy distribution, according to Weber et al. [23]. In this work, the reverse method is used to calculate the residual heat coefficient ηheat as follows:
-
1)
1) For multiple-pulse ablation process, the temperature increase Tsum(t) resulted from heat accumulation by Nt pulse can be calculated by Eq. (9). So the heat accumulation temperature after Np pulses can be given by:
Therefore, the heat accumulation temperature Tv of after Np pulses is approximately expressed as:
where Tm is the experiment ambient temperature (25°C). And the quantitative relationship of the heat accumulation temperature Tv and residual heat Qheat can be obtained.
-
2)
Then, the line scanning experiments are carried out with the same experiment device. The scanning speed is constant at 100mm/s (corresponding the effective pulse number at 72), and the laser pulse energy is from 72.7–127.3μJ. The ablation morphology shown in Fig. 13 is observed by SEM. It can be seen that the ablation morphology transforms from non-heat melt ablation (Fig. 13a and b) to heat melt ablation (Fig. 13c and d). Especially for the pulse energy of 109.3μJ, the critical melting state is observed on ablation surface (Fig. 13c). Therefore, it could be inferred that the scanning speed of 100mm/s and pulse energy of 109.1μJ is the critical transform condition. In this moment, the heat accumulation temperature reaches the melting point (1350°C) of DD6 superalloy.
Fig. 13. 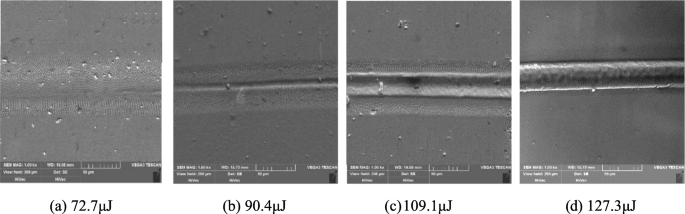
Ablation topography by line scanning with different pulse energy. a 72.7μJ, b 90.4μJ, c 109.1μJ, d 127.3μJ
-
3)
Therefore, the heat accumulation temperature THA (72) that can be determined by Eq. 13 is about 1325°C. Thereafter, the residual heat Qheat and the residual heat coefficient ηheat are 43.5μJ and 0.398 calculated by Eq. 12 and Eq. 8, respectively.

However, the heat accumulation coefficient is affected by many factors as earlier mentioned. In this paper, the approximate of residual heat coefficient is used for subsequent analysis.
Rights and permissions
About this article

Cite this article
Zhang, Z., Wang, W., Jin, C. et al. Investigation on efficiency and quality for ultrashort pulsed laser ablation of nickel-based single crystal alloy DD6. Int J Adv Manuf Technol 114, 883–897 (2021). https://doi.org/10.1007/s00170-021-06883-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06883-0