
Abstract
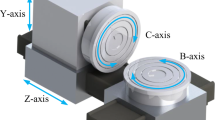
This study mainly measures the accuracy of closed impeller machining machines in aerospace. However, this machining center is different from others and belongs to a “cradle type” five-axis machining center. The measuring difficulty of cradle-type five-axis machining center is that the error accuracy of X, Y, Z, B, and C axes can meet the requirements when the Y-axis moving speed reaches 80 m/min and the maximum acceleration is 10 m/s2; and the C-axis maximum angular acceleration is 1.25 rad/s2; and the maximum angular velocity is 60 rpm. Therefore, the 24 theoretical models of accuracy error measurement for cradle type are derived at first. Combined with the theoretical model, the straightness of X, Y, and Z and the positioning accuracy of X, Y, Z, B, and C axes are measured by laser interferometer. In X, Y, Z, and C axes detection, two methods are adopted and compared. Then, the overall processing accuracy is measured through trial-cutting parts. The measurement results show that the second way (with temperature sensor) is better than the first measurement. Compared with the device without normal temperature sensor, the measurement of X-axis repeated positioning accuracy and positioning accuracy are improved by 8.5% and 23.6%, respectively. The positioning accuracy of Y-axis is improved by 16.7%. The repeated positioning accuracy and positioning accuracy of Z-axis are improved by 78.9% and 72.1%, respectively. The repeated positioning accuracy and positioning accuracy of the C-axis are improved by 20.4% and 7%, respectively. At the same time, it is also measured that the repeated positioning accuracy of B-axis is 15 μm. Finally, through the processing and testing of the trial-cutting parts, the processing error of the inclined cone table profile is 20 μm, which is far less than the design parameters of the original cradle-type five-axis machine tool. It provides efficient theoretical guidance and practical reference for similar five-axis machine tool measurement methods in the future.












Similar content being viewed by others

Data availability
We will provide all raw data and materials if necessary.
References
Hsu YY, Wang SS (2007) Mapping geometry errors of five-axis machine tools using decouple method. Int J Precis Technol. 1(1):123. https://doi.org/10.1504/IJPTECH.2007.015351
Mir YA, Mayer JRR, Fortin C (2002) Tool path error prediction of a five-axis machine tool with geometric errors. Proc Inst Mech Eng B J Eng Manuf 216(5):697–712. https://doi.org/10.1243/0954405021520391
Burak S, Yusuf A (2009) Modeling and control of contouring errors for five-axis machine tools—part II: precision contour controller Design. J Manuf Sci Eng 131(3). https://doi.org/10.1115/1.3123335
Guoda C, Yingchun L, Yazhou S (2013) Volumetric error modeling and sensitivity analysis for designing a five-axis ultra-precision machine tool. J Adv Manuf Technol 68:2525–2534. https://doi.org/10.1007/s00170-013-4874-4
Wei L, Xiao L, Zhenyuan J, Hui L, Xin M, Hongyue Y, Jianwei M (2017) Binocular-vision-based error detection system and identification method for PIGEs of rotary axis in five-axis machine tool. Precis Eng 08:013. https://doi.org/10.1016/j.precisioneng.2017.08.013
Jianhua Y, Chenghui G, Jibin J (2016) On-machine measurement and fuzzy RBF neural network modeling for geometric errors of rotary axes of five-axis machine tools. Guangxue Jingmi Gongcheng/Optics Preci. Eng 24(4):826–834. https://doi.org/10.3788/OPE.20162404.0826
Qiaohua W, Changjun W, Jinwei F, Guizhong X, Liangwen W (2019) A novel causation analysis method of machining defects for five-axis machine tools based on error spatial morphology of S-shaped test piece. Int J Adv Manuf Technol 103(9):3529–3556. https://doi.org/10.1007/s00170-019-03777-0
Kanglin X, Sofiane A, Sareh E, Mayer JRR (2018) Comparison of direct and indirect methods for five-axis machine tools geometric error measurement. Procedia CIRP 78:213–236. https://doi.org/10.1016/j.procir.2018.08.310
Shijie G, Gedong J, Dongsheng Z, Xuesong M (2017) Position-independent geometric error identification and global sensitivity analysis for the rotary axes of five-axis machine tools. Meas Sci Technol 28(4):045006. https://doi.org/10.1088/1361-6501/aa5856
Guoqiang F, Jianzhong F, Shen HY (2015) One novel geometric error identification of rotary axes for five-axis machine tool. J Zhejiang Univ (Eng Sci) 49(5):848–857. https://doi.org/10.3785/j.issn.1008-973X.2015.05.006
Kwangil L, Seunghan Y (2013) Measurement and verification of position-independent geometric errors of a five-axis machine tool using a double ball-bar. Int J Mach Tools Manuf 70:45–52. https://doi.org/10.1016/j.ijmachtools.2013.03.010
Lei J, Guofu D, Zhuang L, Shaowei Z (2012) Geometric error model and measuring method based on worktable for five-axis machine tools. Proc Inst Mech Eng B J Eng Manuf 227(1):32–44. https://doi.org/10.1177/0954405412462944
Wangwei C, Shaowei Z, Peng Y, Guofu D (2011) Geometric error identification and compensation for rotation axes of five-axis machine tools. Adv Mater Res 338:786–791. https://doi.org/10.4028/www.scientific.net/AMR.338.786
Abdulwahid K, Wuyi C (2011) A methodology for systematic geometric error compensation in five-axis machine tools. Int J Adv Manuf Technol 63:615–628. https://doi.org/10.1007/s00170-010-2848-3
Suk-Hwan S, Eung-Suk L, Seyong J (1998) Error modelling and measurement for the rotary table of five-axis machine tools. Int J Adv Manuf Technol 14(9):656–663. https://doi.org/10.1007/BF01192286
Yungyuan H, Chihhsiang C, Youtern T (2012) Modeling and identification for rotary geometric errors of five-axis machine tools with R-test measurement. In: ASME 2012 Int. Des. Eng. Tech. Conf. and Comp. and Infor. in Eng. Conf. https://doi.org/10.1115/DETC2012-70182
Zargarbashi SHH, Angeles J (2015) Identification of error sources in a five-axis machine tool using FFT analysis. Int J Adv Manuf Technol 76(5-8):1353–1363. https://doi.org/10.1007/s00170-014-6323-4
Xu F (2013) The research on error modeling and compensation of Large-scale five-axis linkage machine tool. Nanjing Agri Univ
Flynn JM, Shokrani A, Vichare P, Dhokia V, Newman ST (2016) A new methodology for identifying location errors in 5-axis machine tools using a single ballbar set-up. Int J Adv Manuf Technol 99(1):1–19. https://doi.org/10.1007/s00170-016-9090-6
Abdul WK, Wuyi C (2011) A methodology for systematic geometric error compensation in five-axis machine tools. Int J Adv Manuf Technol 53(5-8):615–628. https://doi.org/10.1007/s00170-010-2848-3
Funding
This work was supported by the National Key Research and Development Program of China (grant number [2018YFB2000502]), National Science and Technology Major Project of the Ministry of Science and Technology of China (grant number [2018ZX04002001]), and Natural Science Foundation of Jiangsu Province (BK20190218).
Author information
Authors and Affiliations
Contributions
Supervision, Yaolong Chen; conceptualization and experimental operation, Lai Hu and Zhenggang Chen; research methodology, Lai Hu and Yaolong Chen; writing—review and editing, Lai Hu.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no conflict of interest.
Ethical approval
There is no ethical issues in the research content.
Consent to participate
All authors agreed to participate this research work.
Consent to publish
All authors agreed to publish this research work.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hu, L., Chen, Z. & Chen, Y. Precision measurement method of “cradle-type” five-axis machining center. Int J Adv Manuf Technol 113, 3195–3209 (2021). https://doi.org/10.1007/s00170-020-06561-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06561-7