
Abstract
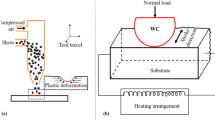
Laser shock hole-clinching is a novel mechanical joining process in which the shock wave pressure induced by a high-energy pulsed laser is employed as a punch. This process is quite suitable for the joining of two dissimilar materials with significant differences in plasticity and strength. However, the effect of key process parameters on the forming quality of joints by laser shock hole-clinching is less concerned. In this study, the influence of laser power density, spacer height, number of laser pulse, and initial grain size of metal foils on the forming quality of Cu-Fe joints was experimentally investigated. The characteristics of interlock value and thinning rate distribution under various process parameters were systematically examined. It is revealed that laser shock hole-clinching process can be divided into the confined bulging and interlock formation stages. Based upon the examination of substandard joints, the defects in laser shock hole-clinching process are classified which contains no interlock, nonuniform interlock, bottom and neck fracture. It is found that the thinnest position of joints locates at the region in contact with the upper corner of the joining partner II in which extensive plastic deformation occurs related to the force acting during clinching process. The interlock value increases significantly as the enlargement of initial grain size, whereas the deviation also becomes larger due to the inhomogeneous plastic deformation for the metal foil with coarse grains. Moreover, the ratio of spacer height to the thickness of the joining partner II affects the thinning rate distribution and interlock value of joints. The spacer height equaling to the thickness of the joining partner II is recommended within the given parameters.




















Similar content being viewed by others

References
Martinsen K, Hu SJ, Carlson BE (2015) Joining of dissimilar materials. CIRP Ann-Manuf Technol 64:679–699
Groche P, Wohletz S, Brenneis M, Pabst C, Resch F (2014) Joining by forming – a review on joint mechanisms, applications and future trends. J Mater Process Technol 214:1972–1994
Ji Z, Liu R, Wang DG, Zhang MH, Su QC (2008) A micro clinching method and its device for joining ultrathin sheets with pulsed laser. Chinese Patent ZL200810014018.1
Wen T, Huang Q, Liu Q, Ou WX, Zhang S (2016) Joining different metallic sheets without protrusion by flat hole clinching process. Int J Adv Manuf Technol 85:217–225
Lee CJ, Lee JM, Ryu HY, Lee KH, Kim BM, Ko DC (2014) Design of hole-clinching process for joining of dissimilar materials – Al6061-T4 alloy with DP780 steel, hot-pressed 22MnB5 steel, and carbon fiber reinforced plastic. J Mater Process Technol 214:2169–2178
Hörhold R, Müller M, Merklein M, Meschut G (2016) Mechanical properties of an innovative shear-clinching technology for ultra-high-strength steel and aluminium in lightweight car body structures. Weld World 60:613–620
Gao H, Hu YW, Xuan Y, Li J, Yang YL, Martinez RV, Li CY, Luo J, Qi MH, Cheng GJ (2014) Large-scale nanoshaping of ultrasmooth 3D crystalline metallic structures. Science 346:1352–1356
Lerra F, Ascari A, Fortunato A (2019) The influence of laser pulse shape and separation distance on dissimilar welding of Al and Cu films. J Manuf Process 45:331–339
Shi WQ, Huang J, Xie YP, Li YQ, An FJ (2017) Laser micro-welding technology for Cu-Al dissimilar metals and mechanisms of weld defect formation. Int J Adv Manuf Technol 93:4197–4201
Chen YH, Mao YQ, Lu WW, He P (2017) Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6A14V alloy dissimilar metals joints. Opt Laser Technol 91:197–202
Wielage H, Vollertsen F (2011) Undercuts by laser shock forming, 14th International ESAFORM Conference on Material Forming. Belfast, United Kingdom, pp 1309–1312
Wielage H, Vollertsen F (2011) Analysis of fracture behavior in plastic shaping by laser shock forming, 10th International Conference on Technology of Plasticity. Aachen, Germany: 1–4
Veenaas S, Wielage H, Vollertsen F (2014) Joining by laser shock forming: realization and acting pressures. Prod Eng Res Devel 8:283–290
Veenaas S, Vollertsen F (2014) High speed joining process by laser shock forming for the micro range. 6th International Conference on High Speed Forming, Daejeon, Korea: 97-105
Veenaas S, Vollertsen F (2015) Forming behavior during joining by laser induced shock waves. Key Eng Mater 651-653:1451–1456
Wang X, Li C, Ma YJ, Shen ZB, Sun XQ, Sha CF, Gao S, Li LY, Liu HX (2016) An experimental study on micro clinching of metal foils with cutting by laser shock forming. Materials 9:571
Wang X, Li XD, Li C, Shen ZB, Ma YJ, Liu HX (2018) Laser shock micro clinching of Al/cu. J Mater Process Technol 258:200–210
Wang XY, Ji Z, Wang JF, You SX, Zheng C, Liu R (2018) An experimental and numerical study on laser shock clinching for joining copper foil and perforated stainless steel sheet. J Mater Process Technol 258:155–164
Wang XY, Ji Z, Liu R, Zheng C (2018) Making interlock by laser shock forming. Opt Laser Technol 107:331–336
You SX, Wang XY, Ji Z, Zheng C, Zhang GF, Liu R (2019) Making line undercut structure by incremental laser shock forming. Int J Precis Eng Manuf 20:1289–1296
Li XD, Wang X, Shen ZB, Ma YJ, Liu HX (2019) An experimental study on micro-shear clinching of metal foils by laser shock. Materials 12:1422
Li J, Cheng GJ (2010) Multiple-pulse laser dynamic forming of metallic thin films for microscale three dimensional shapes. J Appl Phys 108:013107
Wang X, Ma YJ, Shen ZB, Gu YX, Zhang D, Qiu TB, Liu HX (2015) Size effects on formability in microscale laser dynamic forming of copper foil. J Mater Process Technol 220:173–183
Abe Y, Kato T, Mori K, Nishino S (2014) Mechanical clinching of ultra-high strength steel sheets and strength of joints. J Mater Process Technol 214:2112–2118
Eshtayeh M, Hrairi M (2016) Multi objective optimization of clinching joints quality using Grey-based Taguchi method. Int J Adv Manuf Technol 87:233–249
Shen ZB, Zhang DJ, Liu HX, Wang X, Ma YJ (2019) Reducing the rebound effect in micro-scale laser dynamic flexible forming through using plasticine as pressure-carrying medium. Int J Mach Tools Manuf 141:1–18
Ye YX, Xuan T, Lian ZC, Feng YY, Hua XJ (2015) Investigation of the crater-like microdefects induced by laser shock processing with aluminum foil as absorbent layer. Appl Surf Sci 339:75–84
Fabbro R, Fournier J, Ballard P, Devaux D, Virmont J (1990) Physical study of laser-produced plasma in confined geometry. J Appl Phys 68:775–784
Zheng C, Pan CD, Tian ZR, Zhao XH, Zhao GQ, Ji Z, Song LB (2020) Laser shock induced incremental forming of pure copper foil and its deformation behavior. Opt Laser Technol 121:105785
Zheng C, Zhang X, Liu Z, Ji Z, Yu X, Song LB (2018) Investigation on initial grain size and laser power density effects in laser shock bulging of copper foil. Int J Adv Manuf Technol 96:1483–1496
Acknowledgments
This work is supported by the National Natural Science Foundation of China (No. 51205232), Natural Science Foundation of Shandong Province (No. ZR2017BEE006), and the Fundamental Research Funds of Shandong University (2018JC042).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zheng, C., Zhang, Y., Zhao, G. et al. Influence of process parameters on forming quality of Cu-Fe joints by laser shock hole-clinching. Int J Adv Manuf Technol 110, 887–898 (2020). https://doi.org/10.1007/s00170-020-05915-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05915-5