
Abstract
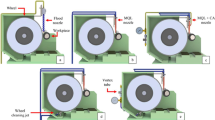
Nowadays, environmental concern and the search for environmentally friendly techniques have contributed to industrial development towards sustainability. Production without social and environmental impact is one of the main goals of engineering research. Although analysis is carried out, some manufacturing processes still require studies, such as grinding, for example. In this process, the interaction between the grinding wheel and workpiece generates a significant amount of heat, due to shearing, friction, and scratching caused by the contact of the numerous abrasive grains with the workpiece surface. The heat generated at the interface has a more intense flow to the workpiece, which can cause several microstructural damages, as well as providing shape errors and increased grinding wheel wear. Thus, the application of cutting fluid is indispensable to minimize the harmful effects caused by heat to the grinding wheel and the workpiece during the process. However, the industry commonly uses soluble cutting fluid, having oil in its composition, in addition to chemical components that prevent its degradation, due to recirculation in the system and the need to avoid the accumulation of bacteria, whereas its application has a flow rate of tens of liters per minute. These cutting fluids will be discarded at some point, which will require complex waste treatment processes for proper disposal. An alternative to this type of application is the minimum quantity lubrication (MQL), which consists of a few milliliters per hour, but which has low refrigerant power. Some techniques have been developed to enhance its application and make it more refrigerant, such as the application of a jet of compressed air directed to the grinding wheel cutting surface to perform the cleaning, minimizing the heat generation by the reduced agglomeration of chips in the grinding wheel pores. Therefore, this work analyzed the cylindrical plunge grinding of hardened steel workpiece with cubic boron nitride grinding wheel on different cooling conditions, comparing the conventional cutting fluid application method (flood) with the MQL technique, MQL simultaneously with the wheel cleaning jet (MQL + WCJ) and MQL with cutting fluid applied at 0 °C (MQL + CA). The performance of each method was analyzed by using the measurements of surface roughness (Ra), roundness error, diametral wheel wear, power consumed during the process, specific energy grinding, microhardness, and microstructural analysis to investigate possible modifications of the microstructure of the workpiece. It was found that in none of the cases, there were microstructural alterations, but the MQL application method presented the worst values of the variables among the techniques studied, whereas the application on low temperature showed potential to be used in a large scale. Nevertheless, the MQL application method applied simultaneously with the wheel cleaning jet (WCJ) has presented the closest values of the conventional method; it becomes the most feasible method for application in the industry towards the protection of the environment and health of the workers.














Similar content being viewed by others

References
Aurich JC et al (2008) High-performance dry grinding using a grinding wheel with a defined grain pattern. CIRP Ann - Manuf Technol 57(1):357–362. https://doi.org/10.1016/j.cirp.2008.03.093
Benedicto E, Carou D, Rubio EM (2017) Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. In: Procedia Engineering. pp 99–116
Bianchi EC et al (2018) Evaluating the effect of the compressed air wheel cleaning in grinding the AISI 4340 steel with CBN and MQL with water. Int J Adv Manuf Technol 95(5–8):2855–2864. https://doi.org/10.1007/s00170-017-1433-4
Bianchi EC et al (2018) Plunge cylindrical grinding with the minimum quantity lubrication coolant technique assisted with wheel cleaning system. Int J Adv Manuf Technol 95(5–8):2907–2916. https://doi.org/10.1007/s00170-017-1396-5
Bianchi, Eduardo C. et al. Application of the auxiliary wheel cleaning jet in the plunge cylindrical grinding with minimum quantity lubrication technique under various flow rates. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, v. 233, n. 4, p. 1144–1156, 2019. 10.1177%2F0954405418774599
CAMERON A, Bauer R, Warkentin A (2010) An investigation of the effects of wheel cleaning parameters in creep-feed grinding. Int J Mach Tools Manuf 50(1):126–130. https://doi.org/10.1016/j.ijmachtools.2009.08.008
de Belentani R, M et al (2014) Utilization of minimum quantity lubrication (MQL) with water in CBN grinding of steel. Mater Res 17(1):88–96. https://doi.org/10.1590/S1516-14392013005000165
de Martini Fernandes Lucas et al Comparative analysis of two CBN grinding wheels performance in nodular cast iron plunge grinding Int J Adv Manuf Technol, v. 98, n. 1–4, p. 237–249, 2018. https://doi.org/10.1007/s00170-018-2133-4
de Oliveira D, J et al (2012) Improving minimum quantity lubrication in CBN grinding using compressed air wheel cleaning. J Mater Process Technol 212(12):2559–2568. https://doi.org/10.1016/j.jmatprotec.2012.05.019
Debnath S, Reddy MM, YI QS (2016) Influence of cutting fluid conditions and cutting parameters on surface roughness and tool wear in turning process using Taguchi method. Measurement 78:111–119. https://doi.org/10.1016/j.measurement.2015.09.011
DEMIRBAS E, KOBYA M (2017) Operating cost and treatment of metalworking fluid wastewater by chemical coagulation and electrocoagulation processes. Process Saf Environ Prot 105:79–90. https://doi.org/10.1016/j.psep.2016.10.013
Jabbar MA, Hashim Z, Zainuddin H, et al (2017) Respiratory Health Effects of Metalworking Fluid among Metal Machining Workers : Review Article. Asia Pacific Environ Occup Heal J 3:15–19
Jawahir IS et al (2016) Cryogenic manufacturing processes. CIRP Ann 65(2):713–736. https://doi.org/10.1016/j.cirp.2016.06.007
Lawal SA, Choudhury IA, Nukman Y (2013) A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J Clean Prod 41:210–221. https://doi.org/10.1016/j.jclepro.2012.10.016
Lopes JC et al (2018) Application of minimum quantity lubrication with addition of water in the grinding of alumina. Int J Adv Manuf Technol 97(5–8):1951–1959. https://doi.org/10.1007/s00170-018-2085-8
Malkin, Stephen; Guo, Changsheng. Grinding technology: theory and application of machining with abrasives. Industrial Press Inc., 2008
Nizamuddina M, Agrawalb SM, Patilc N (2018) The effect of Karanja based soluble cutting fluid on chips formation in orthogonal cutting process of AISI 1045 steel. Des Eng 2351:9789
Paknejad M, Abdullah A, Azarhoushang B (2017) Effects of high power ultrasonic vibration on temperature distribution of workpiece in dry creep feed up grinding. Ultrason Sonochem 39:392–402. https://doi.org/10.1016/j.ultsonch.2017.04.029
PUSAVEC F et al (2010) Transitioning to sustainable production–part II: evaluation of sustainable machining technologies. J Clean Prod 18(12):1211–1221. https://doi.org/10.1016/j.jclepro.2010.01.015
Rodriguez RL et al (2019) Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface. J Mater Process Technol 271:357–367. https://doi.org/10.1016/j.jmatprotec.2019.03.019
ROWE, W. Brian. Principles of modern grinding technology. William Andrew, 2013
Ruzzi RS et al (2017) MQL with water in cylindrical plunge grinding of hardened steels using CBN wheels, with and without wheel cleaning by compressed air. Int J Adv Manuf Technol 90(1–4):329–338. https://doi.org/10.1007/s00170-016-9396-4
Saberi A et al (2016) Improvement of surface grinding process performance of CK45 soft steel by minimum quantity lubrication (MQL) technique using compressed cold air jet from vortex tube. J Clean Prod 131:728–738. https://doi.org/10.1016/j.jclepro.2016.04.104
SATO BK, Sales ARD, Lopes JC, Sanchez LEDA, Mello HJD, Aguiar PRD, Bianchi EC (2018) Influence of water in the MQL technique in the grinding of steel AISI 4340 using CBN wheels. REM - Int Eng J 71:391–396. https://doi.org/10.1590/0370-44672017710152
Shokoohi Y, Khosrojerdi E, Shiadhi BHR (2015) Machining and ecological effects of a new developed cutting fluid in combination with different cooling techniques on turning operation. J Clean Prod 94:330–339. https://doi.org/10.1016/j.jclepro.2015.01.055
SHOKRANI A, DHOKIA V, NEWMAN ST (2012) Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int J Mach Tools Manuf 57:83–101. https://doi.org/10.1016/j.ijmachtools.2012.02.002
Silva LR et al (2013) Environmentally friendly manufacturing: behavior analysis of minimum quantity of lubricant-MQL in grinding process. J Clean Prod. https://doi.org/10.1016/j.jclepro.2013.01.033
Tawakoli T et al (2009) An experimental investigation of the effects of workpiece and grinding parameters on minimum quantity lubrication—MQL grinding. Int J Mach Tools Manuf 49(12–13):924–932. https://doi.org/10.1016/j.ijmachtools.2009.06.015
TAWAKOLI T et al (2011) Minimum quantity lubrication in grinding: effects of abrasive and coolant–lubricant types. J Clean Prod 19(17–18):2088–2099. https://doi.org/10.1016/j.jclepro.2011.06.020
Zhang Y et al (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod 87:930–940. https://doi.org/10.1016/j.jclepro.2014.10.027
Zhang D et al (2015b) Experimental research on the energy ratio coefficient and specific grinding energy in nanoparticle jet MQL grinding. Int J Adv Manuf Technol 78(5–8):1275–1288. https://doi.org/10.1007/s00170-014-6722-6
Zhang J et al (2018) Experimental assessment of an environmentally friendly grinding process using nanofluid minimum quantity lubrication with cryogenic air. J Clean Prod 193:236–248. https://doi.org/10.1016/j.jclepro.2018.05.009
Acknowledgment
The authors would like to thank Nikkon Ferramentas de Corte Ltda-Saint Gobain Group for providing the grinding wheel, ITW Chemical Products for the donation the cutting fluids, and Emuge-Franken for the donation of the vortex tube. The authors also thank everyone for supporting the research and for the opportunity for scientific and technological development.
Funding
This work is financially supported by the São Paulo Research Foundation (FAPESP) (processes 2013/00551-7, 2016/22114-6, and 2018/22661-2), CAPES (Coordination for the Improvement of Higher Level Education Personnel), and CNPq (National Council for Scientific and Technological Development).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lopes, J.C., Fragoso, K.M., Garcia, M.V. et al. Behavior of hardened steel grinding using MQL under cold air and MQL CBN wheel cleaning. Int J Adv Manuf Technol 105, 4373–4387 (2019). https://doi.org/10.1007/s00170-019-04571-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04571-8