
Abstract
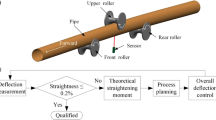
At present, the straightening process for longitudinally submerged arc welding (LSAW) pipes is a three-point bending multi-step straightening method. In the process, the straightness of the overall pipe length requires to be measured prior to each single straightening operation, and the determination of the straightness parameters mainly relies on the operator’s experience. All of this has resulted in low efficiency of the current process. In this paper, a quantitative method is firstly established to calculate the theoretical straightening moment according to a pipe’s initial deflection distribution, which is based on the springback equation of small curvature plane bending previously developed. The multi-point bending one-off straightening control strategy is then developed, along with the method for obtaining corresponding straightening parameters by discretizing and linearizing the theoretical moment curve. The finite element methods (FEM) simulation results from the LSAW pipe indicate the more number of pressure points, the higher the straightening accuracy. To reduce the number of pressure points and ensure the straightening accuracy, the concept of the load correction coefficient is introduced, and the method to obtain an optimal correction coefficient is then excessively studied. Feasibility and reliability of the newly developed control strategy is verified through a FEM simulation model. Furthermore, the FEM simulation model is validated by physical simulation experiments of small-sized pipes. The FEM simulation results indicate that by using the newly developed control strategy with an optimal load correction coefficient, a LSAW pipe with an initial deflection of 70.89 mm could be modified into the one with a maximum residue deflection of 8 mm or less in one round of straightening operation, when numbers of the pressure points are set up as 3, 4, 5, and 6, respectively, so that the straightness can be obtained within 0.065 % to far less than the standard requirement of 0.2 %.
Similar content being viewed by others

References
Alvarez EA, Villán AF, Acevedo RG, Benito AC, Meana MJ, Prieto MAG (2013) Control system to counteract axial displacement during the welding of huge pipes. Int J Adv Manuf Technol 69:647–655
Xia MS, Yan Q, Zuo DG, Xie JQ (2011) An investigation on multistage bending of blank sheet into cylindrical tube by experiment and numerical simulation. Int J Adv Manuf Technol 53:145–155
Kah P, Suoranta R, Martikainen J (2013) Advanced gas metal arc welding processes. Int J Adv Manuf Technol 67:655–674
Barclay CJ, Campbell SW, Galloway AM, McPherson NA (2013) Artificial neural network prediction of weld distortion rectification using a travelling induction coil. Int J Adv Manuf Technol 68:127–140
Katoh T, Urata E (1993) Measurement and control of a straightening process for seamless pipes. J Eng Ind 115(3):347–351
Kim SC, Chung SC (2002) Synthesis of the multi-step straightness control system for shaft straightening processes. Mechatronics 12:139–156
Zhai H (2003) Research on straightening technology cam system. Chin J Mech Eng 16(2):175–177
Lu H, Ling H, Leopold J, Zhang X, Guo CQ (2009) Improvement on straightness of metal bar based on straightening stroke-deflection model. Sci China Ser E Technol Sci 52(7):1866–1873
Zhao J, Yin J, Ma R, Ma LX (2011) Springback equation of small curvature plane bending. Sci China Ser E Technol Sci 54(9):2386–2396
American Petroleum Institute (2009) Specification for line pipe. API specification 5L, Forty-Fourth Edition
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhao, J., Song, X. Control strategy of multi-point bending one-off straightening process for LSAW pipes. Int J Adv Manuf Technol 72, 1615–1624 (2014). https://doi.org/10.1007/s00170-014-5776-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-014-5776-9