
Abstract
With the ongoing emphasis on sustainable and eco-friendly construction, there is a rising demand for high-strength and high-stiffness engineered wood products. This trend presents both opportunities and challenges for the Australia’s hardwood industry, particularly concerning native forest-grown spotted gum (Corymbia citriodora). Glue laminated (glulam) spotted gum beams cannot be confidently commercialised due to the difficulty for its high-density to satisfy the bond integrity criteria (referred to as “delamination test”) for external products in accordance with the Australia and New Zealand Standard AS/NZS 1328.1. For in-depth understanding of the delamination process, an accurate numerical model represents a valuable and time-efficient tool. The aim of this study is to develop and detail such a model, considering heat and mass transfer, drying stresses, plasticity and fracture propagation models, using COMSOL Multiphysics 5.5. The model was validated against a series of wetting and drying experiments on spotted gum glulam, considering both moisture content variation and crack propagation along the gluelines. Results from the validated model showed that delamination is principally due to the tensile stress applied to the gluelines.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Amidst the prevailing push for eco- and environmentally-friendly construction, an increasing demand exists for engineered wood products that provide high-stiffness and high-strength performance. This trend presents both opportunities and challenges for the Australia's hardwood industry, particularly for native forest spotted gum (SPG—Corymbia citriodora), which constitutes approximately 70% of annual hardwood harvested logs from Queensland's native forests (Queensland Government Department of Agriculture and Fisheries, 2016). SPG has a high potential to produce high performance engineered wood products due to its high density and superior mechanical performance (Bootle 1983; Leggate et al. 2022a). One of these products is glue laminated timber (glulam) which consists of boards glued together, allowing large cross-sections to be manufactured (Forest Products Laboratory, 2010). Nevertheless, SPG glulam beams cannot be confidently commercialised due to the difficulty in satisfying the glueline bond integrity criteria (commonly referred to as “delamination test”) for external products in accordance with the Australia and New Zealand Standard AS/NZS 1328.1 (1998), a test which involves cycles of vacuum impregnation of water and drying. This difficulty for poor adhesion and subsequent delamination of the gluelines (i.e., due to adhesive failure) can be summarised in two aspects. First, the material presents (1) poor adhesive penetration, (2) high level of extractive, (3) low wettability and (4) minimal permeability (Leggate et al. 2020, 2021a, b, 2022b). Extensive attempts have been made to enhance its gluability but still no solution was found to produce satisfactory glueline bonds (Leggate et al. 2020, 2021a, b, 2022b). Second, high moisture shrinkage coefficients coupled with high elastic moduli (Guitard and El Amri 1987; Redman 2017) likely lead to the formation of significant moisture-induced internal stresses within the adhesive joints during delamination testing. Therefore, if the gluability cannot be improved, mechanically reducing the moisture-induced stresses may address the issue of delamination of SPG glulam. There are various approaches that can be employed to achieve this objective. First, considering the distinct shrinkage and swelling coefficients of the material along its radial and tangential directions (Redman 2017), arranging the boards in different permutations may decrease the shrinkage difference among board layers and reduce the stresses imposed to the gluelines. Second, incorporating precisely shaped and strategically arranged stress relief profiles into boards could also alleviate internal stresses (Raftery and Whelan 2014). Last, altering the board geometry, particularly the width-to-thickness ratio, is anticipated to exert an impact on internal stresses, consequently potentially reducing the stress experienced by the gluelines during the delamination test.
The development of a numerical model through the finite element (FE) modelling method could be an effective way to validate the previous assumptions and investigate mechanical solutions to prevent delamination. However, to the best of the authors’ knowledge, such a model which thoroughly and adequately considers heat and mass transfer, drying stresses, plasticity and fracture propagation along the gluelines does not exist. Redman (2017), Angst and Malo (2010) and Angst (2012) developed models for which the moisture distribution inside the material was first profiled, after which the internal stresses were calculated based on the moisture gradient, and finally, the location of failure was determined based on the stress values. For the moisture distribution, a continuum approach was utilised, and the macroscopic partial differential equations of porous media transport were solved from volume averaging of the microscopic conservation laws (Couture et al. 1996; Whitaker 1977). For the moisture-induced internal stress, linear constitutive equations (Aicher and Dill-Langer 1997; Mårtensson 1994) with no proper plasticity criteria for ductile failure of the material in compression and crack propagation model for brittle failure modes were employed.
The aim of this paper is to develop and present a comprehensive numerical delamination model that considers both the heat and mass transfer and mechanical (elasticity, plasticity and fracture) behaviours of the material during the delamination test in accordance with the AS/NZS 1328.1 (1998). The model is also used to obtain a first understanding of the delamination process and will be used in future studies (outside the scope of this paper) to investigate solutions to prevent delamination and provide satisfactory glueline bonds. COMSOL Multiphysics version 5.5 (COMSOL Multiphysics 2019), which is an engineering finite element analysis software that can simulate multiple coupled physics scenarios, was selected as the modelling software.
The paper is structured as follows:
-
1.
Section 2 introduces experimental tests which will be used to validate the developed model in steps: (1) first in Section 5 by validating the heat and mass transfer model in 1D and then (2) in Section 6 by validating the combined heat and mass transfer and mechanical model in 3D. Model input data are also obtained from the experimental tests.
-
2.
The wood heat and mass transfer model is formulated in Section 3, including the equations and parameters used for numerical modelling.
-
3.
Section 4 details the mechanical model, including elasticity, plasticity, crack initiation and propagation.
-
4.
Section 5 presents the first step of validation, consisting of the validation in 1D of the heat and mass transfer model introduced in Section 3.
-
5.
Section 6 represents the second step of validation, this time of the combined heat and mass transfer (Section 3) and mechanical (Section 4) model in 3D. The validation includes (1) the moisture variation versus time, (2) the time of delamination at various positions along the gluelines and (3) the rate of delamination.
-
6.
Section 7 uses the validated model to provide insight into the delamination process of SPG glulam.
The present study is significant as it represents the first attempt to develop a comprehensive delamination model for high-density hardwood glulam considering couple heat-mass transfer with a comprehensive mechanical model. Based on a fundamental understanding of the delamination process gained from the model, solutions to provide satisfactory glueline bonds can be eventually investigated. As previously mentioned, enabling Australian SPG glulam to be added to the market, would ultimately generate financial benefits to the local timber industry. In addition, by changing the input values, the model can also be applied to other high-density hardwood, or even softwood species, which provide similar challenges to SPG.
Note, this study is limited to the more stringent drying process of the delamination test in the AS/NZS 1328.1 (1998), and the physical and mechanical consequences on the material on the wetting process is outside the scope of this study. However, the moisture content within the glulam after the wetting process was measured experimentally and was used as the initial condition for the drying model.
2 Experimental tests used in model validation
This section introduces experimental tests which were used to:
-
Measure the 1D and 3D moisture content variations within single boards and glulam samples, respectively, after the water impregnation process of the delamination test. These moisture gradients were used as initial input moisture conditions in the FE model. These samples were manufactured and tested as part of this study. The test setups and results are described in Section 2.2.
-
Obtain experimental data to validate the model during the drying process of the delamination test in two steps: (1) the heat-and-mass transfer model was first validated in 1D on drying tests performed on single SPG boards, and (2) the combined heat-and-mass transfer and mechanical model was validated in 3D based on the SPG glulam samples tested in Faircloth et al. (2024).
2.1 Manufactured samples
To obtain the moisture content variation with the timber after water impregnation and validate the drying heat-and-mass transfer model in 1D, 24 native forest SPG boards were milled to 22 mm thick using the process described later in this section for the 3D samples. The final boards had nominal dimensions of 25 mm × 98 mm × 22 mm. For each board, five surfaces were sealed with epoxy, leaving only one surface as an open boundary which could gain and lose moisture (having a cross-section of 25 mm × 22 mm) for mass transport. Half of the samples were designed for longitudinal (L) direction moisture movement (with one radial (R) – tangential (T) plane left as the open surface), and the remaining samples were designed for transverse direction moisture movement (with either one RL or TL plane left as the open surface, with no distinction between the two planes) (Fig. 1). The number of tested samples allows to apprehend the variability in the moisture content variation during drying.

Moisture-metre measuring locations for 1D sawn timber boards (all units in mm)
The 3D samples used to either obtain the 3D moisture gradient after the water impregnation (manufactured as part of this study) or to validate the FE model (manufactured in Faircloth et al. (2024)) followed the requirements in AS/NZS 1328.1 (1998). Especially, four 22 mm thick native forest SPG boards were glued together to form an 88 mm thick glulam, 75 mm long and 85 mm wide. The gluing process was guided by the findings in Leggate et al. (2022b, 2020, 2021a), who aimed at maximising adhesion. This process involved milling the boards to the required thickness to activate their surfaces and utilising a commercial 2-part resorcinol–formaldehyde (RF) adhesive (resin 950.82 and hardener 950.85 from Jowat Adhesives). The specific steps of the gluing process included:
-
mixing the resin with the hardener at a ratio of 4:1 for 5 min, followed by allowing the mixture to stand for 10 min.
-
face milling the surfaces intended for bonding in a Rotoles 400 D-S, manufactured by Ledinek.
-
manually applying the adhesive to the milled surfaces immediately after milling at a spread rate of 450 g per square metre (g/m2).
-
applying a pressure of 1.4 MPa to press the boards together for 12 h.
After manufacturing and before testing, all glulam samples and single boards were placed into a conditioning chamber set at 20°C/65% relative humidity until they reached moisture content equilibrium, which consisted of a mass change of less than 0.2% over a 24-h period (AS/NZS 1080.1 2012). The actual moisture content of each sample after conditioning was determined following the oven‒dry method in AS/NZS 1080.1 (2012), and the average moisture content was found to be 12.5% with a coefficient of variation of 1.96%.
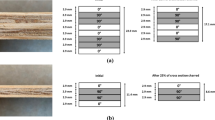
As part of the study, a total of five glulam samples were prepared to measure the moisture gradient after water impregnation. All samples were manufactured from different plain sawn boards, as shown in Fig. 2a, the grain directions are same as the samples in Faircloth et al. (2024), as shown in Fig. 2b.

SPG Glulam (a) samples manufactured as part of this study and (b) board permutation in Faircloth et al. (2024), showing the grain directions (all units in mm)
Results from three glulam samples manufactured in Faircloth et al. (2024), from which relevant data were available, were used for the full 3D model validation. The three manufactured samples had the board orientations shown in Fig. 2b. Correctly identifying the board orientations is important as the shrinkage coefficients and the moduli of elasticity in the radial and tangential directions are typically different. Therefore, different board orientations will typically result in different stress patterns which will potentially influence the delamination process.
2.2 1D and 3D moisture content gradient measurement after water impregnation.
2.2.1 Set-up
Method A in Appendix C of the AS/NZS 1328.1 (1998) (i.e., for external application) was followed to water impregnate the five 3D glulam samples and the 24 single boards to determine the moisture content gradient after the wetting process of the delamination test.
The specimens were placed inside a pressure vessel and weighed down adequately. Water between 10°C to 20°C was introduced into the vessel ensuring that there was enough water to completely submerge the test samples. Then, the specimens were held by wire screens, ensuring that all surfaces were fully exposed to the water. A 75 kPa vacuum was initiated and maintained for 5 min. Then a 550 kPa pressure was applied for a duration of 1 h. The vacuum-pressure cycle was repeated, ensuring a two-cycle impregnating period totalling 130 min. This vacuum-pressure chamber is shown in Fig. 3.

Vacuum-impregnation chamber for wetting experiments at the Salisbury Research Facility
Immediately after water impregnation, the moisture content of the SPG samples was measured by a timber moisture metre (manufactured by Deltron Moisture Metres) at the locations shown in Fig. 1, with the probes inserted at least 5 mm deep into the timber. For the 3D glulam samples, the positions specified in Fig. 2(a) were applied to three surfaces of interest, i.e., one end surface, one side surface and one top surface of cross-sectional dimensions of 88 mm × 85 mm, 88 mm × 75 mm and 85 mm × 75 mm, respectively.
2.2.2 Results
The average moisture content variations measured along the longitudinal and perpendicular to grain directions on the 1D samples after water impregnation are shown in Fig. 4.

Average moisture content of the 1D samples after the wetting process for (a) parallel to grain and (b) perpendicular to grain directions
Results indicated that the moisture only penetrated approximately 10 mm into the sample, outlining the high non-permeability of the species (Leggate et al. 2022a). Deeper than 10 mm from the open surface, the moisture content was not affected by the vacuum impregnation process. Therefore, one can be assumed in terms of modelling that only the outer layers, less than 10 mm from the surfaces, absorbed moisture during the wetting process.
The average measured moisture contents at the surface of the 3D SPG glulam are shown in Fig. 5, along with the grain directions of the boards. The results are presented for the three surfaces of interest, referred to as Planes A, B and C. The values are in accordance with the 1D samples in Fig. 4 and consistent across the three surfaces.

Local moisture content of the SPG glulam for different planes after wetting (values in %)
2.3 1D samples drying tests.
2.3.1 Set-up
The 1D SPG single boards used in Section 2.2 were dried following Method A in Appendix C in AS/NZS 1328.1 (1998) immediately after measuring their moisture content. The samples were put into an experimental controlled kiln set to 65°C, a relative humidity of 10% and an air velocity of 2.5 m/s. The drying was conducted over 21 h with the open surface of the samples exposed to the airflow. High-temperature 1 kN capacity load cells were placed under each sample to measure the weight changes during the kiln drying process. The test setup is shown in Fig. 6.

1D SPG sawn timber drying test setup
After kiln drying, the samples were oven-dried to determine the dry weight from which the actual average moisture content of the samples during the drying process was back calculated.
2.3.2 Results
Figure 7 plots the average moisture content of all 1D SPG samples versus time during the drying process, both for the longitudinal and perpendicular to grain directions. In the initial stage of drying (up to about 3,000 s), the boards dried faster and then reached a steady drying stage to dry to about 11% moisture content after the 21 h cycle. As expected, the transport in longitudinal direction were faster than the transverse direction of the samples. For examples, most the samples reached on average 11.5% moisture content between 10000 s to 40000 s for parallel to grain direction transport whereas it took between 20000 s to 60000 s in perpendicular to grain direction transport.

Results of the 1D SPG samples during drying in (a) the parallel to grain and (b) perpendicular to grain directions
2.4 3D Glulam delamination tests
The three 3D glulam samples in Faircloth et al. (2024) which are used in the paper to validate the FE model were first water impregnated following the methodology and equipment described in Section 2.2.1. The samples were then positioned in a controlled temperature and humidity chamber, fitted with a glass door. A fan was positioned in the chamber to reach the air velocity of 2.5 m/s in the AS/NZS 1328.1 (1998). The chamber was set to the 65°C temperature and 10% relative humidity stipulated for Method A in Appendix C of the AS/NZS 1328.1 (1998) but was not able to fully match the relative humidity, which was recorded to be 15%.
A black and white speckle pattern was applied to the sample’s face facing the glass door, and the evolution of the strain across the speckled surface of the samples was monitored during the 21h of drying using a digital image correlation (DIC) system.
The samples were also individually positioned on a load cell which measured their weight loss. The evolution of the average moisture content of the samples was calculated by measuring the dry weight of each sample using the oven-dry method in the AS/NZS 1080.1 (2012) after the completion of the experiment.
More information on the experimental set-up along with the detailed results can be found in Faircloth et al. (2024).
Note that the DIC results were found to be a valuable tool to predict the time at which delamination develops and the rate of delamination along the gluelines. However, as delamination develops very early in the drying phase (as detailed in Faircloth et al. (2024) and shown in Section 7), the DIC showed unrealistically high strain values around the gluelines. Indeed, these strain values are calculated by the software over speckled areas which include the delamination gap between the boards and consequently, are not representative of the actual strains experienced by the material. These strain values are therefore not compared to the model output herein. However, the local rate of delamination and local time of delamination were used in the model validation as explained in Section 6.
3 Heat and mass transfer model background
The heat and mass transfer model details moisture transport through an internal porous medium to eventually result in the moisture distribution profile within the material (Whitaker 1977). Whitaker (1977) proposed mathematical equations for heat and mass transfer modelling, which were proven to be effective and have been widely applied to the drying of timber products (Angst 2012; Perré, 2007; Redman 2017; sandoval Torres et al. 2011).
This section details the heat and mass transfer equations as well as input parameters for the FE model simulating the drying process of both 1D and 3D SPG samples.
3.1 General theory and assumptions for heat and mass transfer processes
Wood, as a porous medium, contains three phases of moisture, namely, free water, bound water and water vapour (Whitaker 1977). The wood fibre saturation point represents the moisture level at which the cell walls are saturated with bound water, while no free water is present in the cell lumina (Forest Products Laboratory 2010). Therefore, below the fibre saturation point, the free water is taken as zero and only bound water is present in the material. Above the fibre saturation point, the bound water is considered to be a constant and only the free water transports, with interactions between all phases (Gezici-Koç et al. 2017). Practically, the heat and mass transfer phenomena in wood are solved by a continuum approach, and the macroscopic partial differential equations of porous media transport are solved from volume averaging of the microscopic conservation laws (Couture et al. 1996; Whitaker 1977). The assumptions of heat and mass transfer in wood during drying are given as follows (Couture et al. 1996; Kumar et al. 2016; Turner 1996):
-
The liquid phase is incompressible.
-
The continuous gas phase is a perfect mixture of vapour and dry air, which means that the ideal gas law can be applied.
-
The solid phase includes an incompressible solid, which is rigid and holds bound water.
-
Gravity is excluded for the gas and liquid phases.
-
The enthalpy of each phase is a linear function of temperature, and the enthalpy of bound water includes the differential heat of sorption.
-
The water vapour is in equilibrium and solely depends on the saturated vapour pressure.
-
The capillary pressure is a function of moisture content and temperature.
-
All phases are at the same temperature.
3.2 Mathematical definitions and equations for heat and mass transfer processes
This subsection lists the different variables used in the heat and mass transfer equations which are detailed in the following subsections. The different phases are defined herein with the following subscripts: g = gas, v = water vapour, a = air, w = free water, s = solid and b = bound water (Kumar et al. 2016).
According to Ni et al. (1999), the representative elementary volume V from volume averaging of the microscopic conservation laws can be written as:
where Vi is the volume of phase i.
The porosity \(\varphi\) is defined as the ratio of the wood cell lumen to the woody tissue and is defined as the volume fraction of the pore space (Ni et al. 1999; Perré and Turner 1999), namely:
The free water and gas saturation, which represent the fraction of pore space occupied by free water (\({S}_{w}\)) and gas (\({S}_{g}\)), are given by Kumar et al. (2016) and Ni et al. (1999) as follows:
The volume fractions (\({\varepsilon }_{i}\)) of the different phases i are given by Kumar et al. (2016) and Turner (1996) as:
The mass fractions of vapour (\({\omega }_{v}\)) and air (\({\omega }_{a}\)) in the gas phase are given by Kumar et al. (2016) and Ni et al. (1999) as follows:
where mv, ma and mg represent the masses of water vapour, air and gas, respectively.
Additionally, the molar fractions of water vapour (\({\chi }_{v}\)) and air (\({\chi }_{a}\)) in the gas phase are given by Kumar et al. (2016) as:
where Mv and Ma represent the molecular weights of water vapour and air, respectively. These values are constant and given in Table 1.
The density \({\rho }_{i}\) of phase i is defined as (Kumar et al. 2016):
where \({P}_{i}\) represents the pressure of phase i, R is the universal gas constant given in Table 1, and T is the porous medium temperature.
The mass concentration \({c}_{i}\) of each phase i is given by Turner (1996) as follows:
where \({\rho }_{dry-wood}\) is the dry density of wood and is given in Table 1 for SPG.
3.2.1 Free water conservation equations
The conservation equation of free water is given as (Couture et al. 1996; Kumar et al. 2016; Ni et al. 1999; Perré, 1996; sandoval Torres et al. 2011; Turner 1996; Whitaker 1977):
where \({q}_{w}\) is the evaporation from free water to vapour and is taken as zero herein as the vapour pressure is considered to be in equilibrium (Seredyński et al. 2020) and \(\overrightarrow{{n}_{w}}\) is the free water flux given as (Kumar et al. 2016):
where \({k}_{w}\) is the relative permeability of water, \({K}_{w}\) is the absolute permeability of water, \({\mu }_{w}\) is the dynamic viscosity of water, \({P}_{c}\) is the capillary pressure, and \({P}_{g}\) is the gas pressure solved by the gas conservation equation (Kumar et al. 2016):
where \({k}_{g}\) is the relative permeability of gas, \({K}_{g}\) is the absolute permeability of gas, \({\mu }_{g}\) is the dynamic viscosity of gas, and \({q}_{b}\) is the evaporation from bound water to vapour and is taken as zero herein as the vapour pressure is considered to be in equilibrium (Seredyński et al. 2020).
The values of all the parameters in the free water and gas conservation Eqs. (21) to (23) are given in Table 1.
3.2.2 Bound water conservation equations
The conservation equation of bound water is given as (Autengruber et al. 2021; Brandstätter et al. 2023; Couture et al. 1996; Perré, 1996; sandoval Torres et al. 2011; Turner 1996; Whitaker 1977):
where \(\overrightarrow{{n}_{b}}\) is the bound water flux given as (Couture et al. 1996):
where \({D}_{b}\) is the bound water diffusion coefficient.
The values of all the parameters in the bound water conservation Eqs. (24) and (25) are given in Table 1.
3.2.3 Water vapour conservation equations
The conservation equation of water vapour is given as (Couture et al. 1996; Kumar et al. 2016; Ni et al. 1999; Perré, 1996; sandoval Torres et al. 2011; Turner 1996; Whitaker 1977):
where \(\overrightarrow{{n}_{v}}\) is the water vapour flux:
where \({D}_{eff}\) is the effective diffusivity of gas.
The values of all the parameters in water vapour conservation Eqs. (26) and (27) are given in Table 1.
3.2.4 Air conservation equations
The conservation equation of air is given as (Couture et al. 1996; Perré and Turner 1999; Turner 1996):
where \(\overrightarrow{{n}_{a}}\) is the air flux:
The air conservation equation does not need to be programmed, as it is intrinsic to Eqs. (25) and (28). They are given in the paper for the sake of providing all relevant equations.
3.2.5 Energy conservation equations
The heat transfer is governed by the energy conservation equation, given as (Couture et al. 1996; Turner 1996; Whitaker 1977):
where hi is the enthalpy of phase i, \(\overrightarrow{{n}_{i}}\) is the flux of phase i, and \({\overline{\lambda }}_{eff}\) is the effective thermal conductivity of the material.
The enthalpy of each phase is given as (Couture et al. 1996; Turner 1996):
where \({{C}_{p}}_{i}\) is the specific heat of phase i, \({T}_{R}\) is the reference temperature, \({h}_{evap}^{0}\) is the latent heat at the reference temperature. \(\Delta H\) is the heat of sorption, given as (Turner 1996):
where \({h}_{evap}\) is the latent heat of evaporation, \({c}_{fsp}\) is the mass concentration of moisture at the fibre saturation point.
Substituting Eqs. (31) – (37) into Eq. (30), one obtains the equation to be imported into COMSOL Multiphysics in the form:
where
The values of all the parameters in heat conservation Eqs. (30) - (40) are given in Table 1.
3.2.6 Boundary conditions
According to Couture et al. (1996), the total moisture mass flux (Qm) and total heat flux (Qh) at the boundaries are defined as follows:
where \({h}_{m}\) is the mass transfer coefficient; \({h}_{h}\) is the heat transfer coefficient; \({\rho }_{vinf}\) is the vapour density at an infinite position (i.e., the vapour density in the surrounding environment); and \({T}_{inf}\) is the temperature at an infinite position.
Kumar et al. (2014) rewrote Eq. (41) by considering the boundary conditions individually for the free water, water vapour and bound water as follows:
For free water:
For water vapour:
For bound water:
where \(\widehat{n}\) is the exterior normal unit vector and \({P}_{air}\) is the pressure of the surrounding air.
The mass transfer coefficient \({h}_{m}\) is taken from Redman (2017) and given as follows:
The heat transfer coefficients in the previous equations proposed by Perussello et al. (2014) and Bird et al. (1960) are used in this study and given as follows:
where \(L\) is the characteristic length of the drying sample, taken as half of the sample width; \(Pr\) and \(Re\) are the Prandtl number and Reynolds number, respectively, determined as follows:
where \({v}_{a}\) is the air velocity.
By substituting Eq. (48) and Eq. (49) into Eq. (47), the heat transfer coefficient can be calculated.
3.2.7 Initial moisture conditions
From the results presented in Section 2.2.2, the moisture content in the SPG samples after the water impregnation stage was ideally modelled to decrease linearly from the surface to a depth of 10 mm and that the moisture content in the core parts of the samples (i.e., deeper than 10 mm from the surface) is equal to the moisture resulting from the initial conditioning (i.e., measured at 12.5%). Consequently, for the 1D single boards samples, the initial moisture content in the samples were inputted for the experimental data shown in Fig. 4. The moisture content inside the specimen was set to 12.5% and increased linearly from 10 mm away from the surface to 15.87% and 15.66% at the surface in the longitudinal and perpendicular to grain directions, respectively. A similar approach was followed for the 3D SPG glulam samples, with the moisture content deeper than 10 mm from the surfaces equal to 12.5% and increasing linearly from a depth of 10 mm to the surfaces. The moisture contents at the end, top and side surfaces were taken from the experimental data as 16.78%, 17.64% and 17.18%, respectively.
4 Mechanical model background
4.1 General theory and assumptions for the mechanical model
When wood loses moisture during the drying process, it experiences shrinkage. Also during drying, as a moisture gradient is present in the material, it does not shrink uniformly leading to internal drying stresses. Once the moisture-induced internal stresses are too high, either (1) cracks can initiate and propagate, both within the material itself and along the gluelines or (2) the material in compression can plasticise. Therefore, to correctly represent the moisture-induced internal stresses and the underlying delamination process encountered by SPG glulam during the bond integrity assessment in the AS/NZS 1328.1 (1998), both plasticity and fracture mechanics criteria must be considered in the mechanical model.
The drying strains and failure models used as part of this study are described hereafter and coupled with the heat and mass transfer model developed in Section 3 to form a comprehensive glulam delamination analysis model. Validation of this coupled model based on the results in Faircloth et al. (2024) are presented in Section 6.
4.2 Mathematical equations for drying strains
The commonly used constitutive equation of drying strains defined by Mårtensson (1994), Aicher and Dill-Langer (1997), and Hanhijärvi (2000) was applied in this study. The hygro-mechanical model is defined as:
where \(\varepsilon\) is the total strain, \({\varepsilon }_{e}\) is the elastic strain, \({\varepsilon }_{s}\) is the linear shrinkage-swelling strain, \({\varepsilon }_{ms}\) is the mechano-sorptive creep strain and \({\varepsilon }_{c}\) is the time-dependent creep strain (Pech et al. 2024).
4.2.1 Elastic strain
The constitutive equation of elastic behaviour is described by the Hooke’s law (Dahlblom et al. 1996; Florisson et al. 2021; Yu et al. 2022):
where \(\sigma\) is the stress vector and \({\varvec{C}}\) is the compliance matrix.
According to Forest Products Laboratory (2010), the mechanical properties of wood vary with respect to the moisture content, and this approach was followed in this study for the elastic properties of the compliance matrix. Redman et al. (2018) proposed the following equation that describes timber mechanical properties relationship to moisture content W.
where P is the elastic or shear modulus at moisture content W, \({P}_{12}\) is the modulus at 12% moisture content, \({P}_{fsp}\) is the modulus at the fibre saturation point, and \({W}_{fsp}\) is the moisture content at the fibre saturation point.
The elastic moduli, shear moduli and Poisson’s ratios at 12% and fibre saturated point to be inputted in the compliance matrix for the SPG material are taken from Redman (2017 and Redman et al. (2011, 2018) and are shown in Table 2. The properties at any other moisture content were calculated by Eq. (52).
4.2.2 Linear shrinkage-swelling strain
The linear shrinkage-swelling strain is induced by the moisture change rate below the fibre saturation point and is solely linked to the change in bound water (Skaar 2012). The equation is given in the form of:
where \(\alpha\) is the shrinkage coefficient vector measured by Redman (2017) for SPG in the L, R and T directions as follows:
4.2.3 Mechano-sorptive creep strain
Changes in moisture under load induces mechano-sorptive creep, i.e., the ability of the material to creep under stress and change of moisture. Different models have been proposed for describing this phenomenon (Hanhijärvi 1999). The two most widely used are the Kelvin and the Maxwell type models (Hanhijärvi 1999). The main difference between the two types of models is that the former cannot describe the unloading process, and the recovery cannot be modelled (Angst and Malo 2010). However, as in this study there was no unloading process, the recovery could be disregarded. Therefore, the Maxwell type model was selected for its simplicity. The most widely used Maxwell type model can be found in Salin (1992), Ranta-Maunus (1993), Hanhijärvi (2000) and Ormarsson (1999) and is given as:
where \(m\) is the mechano-sorptive coefficient, while not available for SPG, it is available for spruce in Ormarsson (1999), and \(\dot{W}\) is the moisture content variation with respect to time.
The stresses induced by the mechano-sorptive creep were calculated based on the available parameters for spruce. It was found that the resulting stresses were significantly smaller than the elastic strain and shrinkage–swelling stresses. As a result, mechano-sorptive creep was disregarded in this study. This approach was also followed by Redman et al. (2018).
4.2.4 Viscoelastic creep strain
Viscoelastic creep is known as the time-dependent creep. Pang (2001) defined the equation to calculate the viscoelastic creep strain in wood as:
where \(a,b\) are constants, \({{C}}\) is the compliance matrix, and \({t}_{h}\) is the elapsed time.
For short duration drying problems, the time-dependent creep is small compared with that of mechano-sorptive creep (Toratti and Svensson 2000). Time-dependent creep is often neglected in drying stress studies (Redman et al. (2018); Toratti and Svensson (2000); Ormarsson et al. (1998)) and was also disregarded in this study.
4.3 Failure criteria
4.3.1 Crack initiation and propagation
A cohesive zone model approach was followed herein to model the crack initiation and propagation along the gluelines. This approach has been used by many researchers in timber engineering, such as Franke and Quenneville (2011), Cheng et al. (2022) and Gilbert et al. (2020). The cohesive zone approach requires crack locations to be predefined in the model. In this study, cracks were only considered along the gluelines and were modelled as contact pairs in COMSOL Multiphysics. The displacement-based damage model was used in COMSOL Multiphysics to model the crack initiation and propagation.
The fracture criterion selected in COMSOL Multiphysics is defined as follows:
where \({G}_{I}\) and \({G}_{II}\) represent the work performed along the crack's perpendicular path and the shear directions, respectively, and \({G}_{IC}\) and \({G}_{IIC}\) denote the critical fracture energies in these directions. Lu et al. (2023) measured the fracture properties of the SPG material itself and of the SPG gluelines. The glueline fracture parameters extracted from Lu et al. (2023) for the cohesive zone model are listed in Table 3.
4.3.2 Quadratic plasticity model
An elastic-perfectly plastic material was considered as part of this study. The quadratic failure criteria approach was followed herein to model the plasticity of the timber. Plasticity was only considered in the directions perpendicular to the grain experiencing the high dimensional changes in the drying process. The criteria adapted from Akter and Bader (2020) and Aicher and Klöck (2001) are as follows:
where \({\sigma }_{R}\), \({\sigma }_{T}\) and \({\tau }_{RT}\) are the stresses in the R and T directions and the rolling shear stress, respectively, and \({f}_{R}\), \({f}_{T}\) and \({f}_{RT}\) are the compressive strengths in the R and T directions and the rolling shear strength, respectively. The compressive strength in the radial and tangential directions of the SPG can be found from Redman (2017), and the rolling shear strength can be found in Forest Products Laboratory (2010) for similar species. The values are provided in Table 4.
5 Heat and mass transfer model validation in 1D
5.1 1D FEM for heat and mass transfer
The 1D SPG single boards used in the drying experiments (Section 2.3.2) were modelled for longitudinal and transverse moisture movement to first validate in 1D the heat and mass transfer equations and inputs presented above. The additional validation of the model in 3D, and based on the tests conducted by Faircloth et al. (2024), is performed in Section 6.2.
A 3D FE model was generated in COMSOL Multiphysics 5.5 with its geometry and mesh shown in Fig. 8. The mesh size, with elements with sides of about 3 mm, was found to provide a good compromise between accuracy and computational time. The Coefficient Form Partial Differential Equation physics in COMSOL Multiphysics was selected to describe the conservation equations for heat and mass transfer. Results from the water impregnation in Section 2.2.2 showed that the moisture content in the material was below the fibre saturation point. Therefore, theoretically, the water is only present in the form of bound water (Gezici-Koç et al. 2017), significantly simplifying the equations presented in Section 3.2. However, due to the nature of the water impregnation test, designed to replace the air in the cell lumens with water (i.e., in the form of free water), and the high non permeability of the material, it is unclear whether there was enough time for the absorbed water to be transformed into bound water or if it was still present in the form of free water. Therefore, the model was run twice, once considering all water to be bound water and a second time considering the water absorbed during the water impregnation process as free water and the water already present in the material before the impregnation process as bound water.

The geometry of the SPG single boards heat and mass transfer model in 1D
In addition, the initial temperature of the SPG samples at the beginning of the drying stage was assumed to equal to the outdoor temperature of 20℃. The boundary conditions are described by Eqs. (42), (43), (44) and (45) for heat, free water, water vapour and bound water, respectively, relative to the kiln conditions given in Section 2.3.1.
5.2 Model validation (results)
Figure 9 compares the experimental to the numerical results for the SPG single boards subjected to 1D drying in the longitudinal and perpendicular to grain directions. For both the models with and without considering free water, the moisture content decreased with increasing drying time, with the model outputs well correlated with the experimental results. In addition, the models with or without considering the free water show no significant difference in the longitudinal direction. However, the model without considering the free water better matches the experimental tests in the perpendicular to the grain direction. Therefore, as considering free water significantly increases the computing time due to the added complexity of the heat and mass transfer model, it was decided in this study to consider all water as bound water in all further simulations presented in the paper.

FE outputs and experimental results for the heat and mass transfer of the SPG sawn timber in the (a). longitudinal and (b). perpendicular to grain directions
6 Heat and mass transfer and mechanical model validation in 3D
6.1 3D coupled heat and mass and mechanical model
The 1D validated heat and mass transfer model was combined with the mechanical model described earlier to model the drying of the 3D SPG glulam according to the Method A bond integrity test in Appendix C of AS/NZS 1328.1 (1998). As previously mentioned, the model is validated in this section against the delamination tests performed by Faircloth et al. (2024) and summarised in Section 2.4. The initial internal stresses generated during the wetting process were ignored. The mechanical boundary conditions, geometry and mesh of the model are shown in Fig. 10. The mesh, with elements with a side of about 6–7 mm, was found to provide in 3D a good compromise between accuracy and computational time.

SPG glulam geometry in COMSOL Multiphysics
The initial moisture gradient applied to the model after the SPG glulam wetting test results is explained in Section 3.2.7. All the outer surfaces were set as open boundaries for the heat and mass transfer process. All heat and mass transfer parameters were taken from Table 1.
The physics of solid mechanics with a non-linear time-dependent solver in COMSOL Multiphysics 5.5 was selected to solve the drying internal stresses and failure of the material. The specimen, board dimensions and orientations, were the same as those of the tested specimens in Faircloth et al. (2024) (Fig. 2(b)). The input parameters for fracture mechanics and plasticity can be found in Table 3 and Table 4, respectively.
6.2 Model validation (results)
The average moisture content of the 3D glulam samples extracted from the FE output is compared with the experimental results by Faircloth et al. (2024) in Fig. 11 over the 21 h of drying. The numerical simulation results correlate well with the experimental results for moisture content changes, which further confirms the 3D accuracy of the proposed heat and mass model.

Experimental and numerical comparison of the average moisture content variation for the 3D SPG glulam samples
The data from the DIC were used in this study to extract the opening (delamination) of the gluelines versus time at the locations shown in Fig. 12 by using nine virtual extensometers. The results from the DIC extensometers are compared in Fig. 13 to the numerical results obtained from extensometers positioned at the same locations in the model. The FE output is strongly correlated with the experimental results for all extensometers. The gluelines typically start to delaminate between 6300 to 9000 s, as shown by the sudden change in the extensometer reading. This change is well captured by the FE model. The steady crack propagation is also well captured by the FE model for all gluelines. As a result, the proposed model can accurately simulate the delamination process of the SPG glulam material during the bond integrity test.

Location of the extensometers positioned on the samples, with extensometers numbered E0 to E8


Experimental and numerical comparison of the measurements of the virtual extensometers for the 3D SPG glulam samples (a) E0 to (i) E8
7 Discussion on the delamination process of SPG glulam
Figure 14 shows the variation in moisture content of the 3D glulam specimens extracted from the model at six different drying times. At 3600 s in Fig. 14b (i.e., about half the time before delamination develops), the moisture content at the surface of the specimens and up to a depth of 2 mm, has dropped from more than 16% at the beginning of the drying process to less than 12%. At the onset of delamination (6300 s and Fig. 14c), the sides are drier (below 8%) than the end-grain surfaces (RT planes at about 11%). As the drying progresses, all surfaces have dried to less than 8% at 12600 s (Fig. 14d). From then (Fig. 14e) the moisture at the surface dries to less than 6% and the depth at which the moisture content is less than 6% increases until the end of the 21 h of drying (Fig. 14f). In the first few hours of drying, Fig. 14a to d show steep moisture gradients within the specimens which is becoming more gradual (Fig. 14e and f) as the drying progresses. This correlates with the rate of glueline delamination in Fig. 13 which typically decreases with increasing drying time. Therefore, solutions to limit the sharpness of the moisture gradient during the drying process may reduce delamination.

The moisture content of the SPG glulam at (a) 0 s, b 3600 s, c 6300 s (onset of delamination), d 12600 s, e 37800 s and (f) 75600 s (end of drying)
To investigate the delamination process, Fig. 15 plots the damage factor in the gluelines obtained from Eq. (56) at the same time steps as Fig. 14. The model shows that delamination developed on the end-grain surfaces (i.e., surfaces parallel to the yz plane in Fig. 15) and in the middle of the gluelines (Fig. 15a) to rapidly propagate to the corners of the specimens as the gluelines open (Fig. 15b). The cracks then propagate deeper into the specimens and to the side surfaces (Fig. 15c). Halfway through the drying process (Fig. 15d), the cracks have propagated to all surfaces and are extended deeper into the specimens until the end of the drying process (Fig. 15e). Additionally, and as shown in Fig. 15d and e, the delamination is more pronounced for the external gluelines than the internal one. Therefore, solutions to prevent delamination should target the end-grain surfaces and external gluelines as priority.

The damage factor of the SPG glulam at (a) 3600 s, b 6300 s (onset of delamination), c 12600 s, d 37800 s and (e) 75600 s (end of drying)
To shed further light on the reasons being the delamination of the SPG glulam, Fig. 16 plots the tensile stress to strength and the shear stress to strength ratios in the gluelines at 3600 s, i.e., just before delamination occurs. It can be seen from Fig. 16a that the tensile stress to strength ratio is close to 1.0 in the regions where delamination first develops (Fig. 15). The shear stress to strength ratios for the two shear planes of the cohesive zone surface is however less than 0.1, as plotted in Fig. 16a and c. Therefore, delamination principally occurs due to the tensile stress applied to the gluelines during the bond integrity test. Mechanical solutions to prevent delamination must reduce the tensile stress, by changing for instance the profile of the boards to increase the gluing surfaces.

Stress to strength ratio at 3600 s (before delamination develops) in the gluelines for (a) tensile (normal to gluelines), b shear in first plane and (c) shear in second plane
8 Conclusion
In this study, a 3D numerical model which simulates the bond integrity test in the AS/NZS 1328.1 (1998) by combining a heat and mass transfer model to plasticity and fracture mechanical models was developed and detailed. First, the heat and mass transfer model was validated against 1D experimental tests on single SPG sawn timber boards, with moisture movement in either the longitudinal or perpendicular to grain direction. Model inputs were either determined experimentally or extracted from the literature. Second, the combined heat and mass transfer and mechanical model was validated against experimental tests performed on 3D SPG glulam samples. The model was found to accurately predict (1) the moisture loss variation of the 3D glulam samples and (2) the delamination process versus time, both in terms of the time at which the gluelines start to delaminate and the rate at which they are opening.
The validated model was finally used to understand the delamination process of SPG glulam to obtain the fundamental knowledge to eventually find solutions to pass the bond integrity test and land the market. It was found that sharp moisture gradients were present within the specimens at the beginning of the drying process. Delamination first developed on the end-grain surfaces to propagate deeper and to the sides of the specimens. Results also indicated that the delamination principally occurred due to the tensile stress applied to the gluelines. Mechanical solutions to prevent delamination would therefore have to reduce the tensile stress applied in the gluelines, especially at the end-grain surfaces.
Data availability
Data will be available upon request.
References
Aicher S, Dill-Langer G (1997) Climate induced stresses perpendicular to the grain in glulam. Otto Graf J 8:209–231
Aicher S, Klöck W (2001) Linear versus quadratic failure criteria for inplane loaded wood based panels. Otto-Graf-Journal 12:187
Akter ST, Bader TK (2020) Experimental assessment of failure criteria for the interaction of normal stress perpendicular to the grain with rolling shear stress in Norway spruce clear wood. Eur J Wood Prod 78:1105–1123
Angst V (2012) Moisture induced stresses in glulam (PhD thesis). Norwegian University of Science and Technology, Norway
Angst V, Malo KA (2010) Moisture induced stresses perpendicular to the grain in glulam: review and evaluation of the relative importance of models and parameters. Wood Res Technol 64(5)
AS/NZS 1080.1 (2012) Timber-methods of test method 1: moisture content. In. Standards Australia, Sydney, Australia
AS/NZS 1328.1 (1998) Glued laminated structural timber, part 1: performance requirements and minimum production requirements. Standards Australia, In. Sydney, Australia
Autengruber M, Lukacevic M, Gröstlinger C, Füssl J (2021) Finite-element-based prediction of moisture-induced crack patterns for cross sections of solid wood and glued laminated timber exposed to a realistic climate condition. Constr Build Mater 271:121775
Bird B, Stewart W, Lightfoot E (1960) Transport phenomena. Wiley
Bootle KR (1983) Wood in Australia. Types, properties and uses. McGraw-Hill book company
Brandstätter F, Kalbe K, Autengruber M, Lukacevic M, Kalamees T, Ruus A, Füssl J (2023) Numerical simulation of CLT moisture uptake and dry-out following water infiltration through end-grain surfaces. J Building Eng 80:108097
Carr EJ, Turner IW, Perre P (2013) A variable-stepsize jacobian-free exponential integrator for simulating transport in heterogeneous porous media: application to wood drying. J Comput Phys 233:66–82
Çengel YA, Boles MA (2006) Thermodynamics: An engineering approach. McGraw-Hill Education, New York
Cheng X, Gilbert BP, Guan H, Dias-da-Costa D, Karampour H (2022) Influence of the earthquake and progressive collapse strain rate on the structural response of timber dowel type connections through finite element modelling. J Building Eng 57:104953
COMSOL Multiphysics (2019) COMSOL Multiphysics Reference Manual. Retrieved from https://doc.comsol.com>com.comsol.help.comsol
Couture F, Jomaa W, Puiggali J-R (1996) Relative permeability relations: a key factor for a drying model. Transp Porous Media 23:303–335
Dahlblom O, Ormarsson S, Petersson H (1996) Simulation of wood deformation processes in drying and other types of environmental loading. Ann Sci For 53(4):857–866
Faircloth A, Gilbert BP, Kumar C, Leggate W, McGavin RL (2024) Understanding the adhesion performance of glued laminated timber manufactured with Australian softwood and high-density hardwood species. Research Square. https://doi.org/10.21203/rs.3.rs-4494360/v1
Florisson S, Vessby J, Ormarsson S (2021) A three-dimensional numerical analysis of moisture flow in wood and of the wood’s hygro-mechanical and visco-elastic behaviour. Wood Sci Technol 55:1269–1304
Forest Products Laboratory (2010) Wood handbook: wood as an engineering material. USDA Forest Service, Forest Products Laboratory, General Technical Report FPL-GTR-190, 2010: 509 p. 1 v., 190
Franke B, Quenneville P (2011) Numerical modeling of the failure behavior of dowel connections in wood. J Eng Mech 137(3):186–195
Gezici-Koç Ö, Erich SJ, Huinink HP, Van der Ven LG, Adan OC (2017) Bound and free water distribution in wood during water uptake and drying as measured by 1D magnetic resonance imaging. Cellulose 24:535–553
Gilbert BP, Dias-da-Costa D, Lebée A, Foret G (2020) Veneer-based timber circular hollow section beams: behaviour, modelling and design. Constr Build Mater 258:120380
Guitard D, Amri EF (1987) Mécanique du matériau bois et composites. Editions Cépaduès, Toulouse
Hanhijärvi A (1999) Deformation properties of Finnish spruce and pine wood in tangential and radial directions in association to high temperature drying part II. Experimental results under constant conditions (viscoelastic creep) part II. Experimental results under constant conditions (viscoelastic creep). Holz als Roh-und Werkst 57:365–372
Hanhijärvi A (2000) Advances in the knowledge of the influence of moisture changes on the long-term mechanical performance of timber structures. Mater Struct 33:43–49
Kumar C, Joardder MUH, Farrell T, Millar G, Karim A (2014) Multiphase porous media model for heat and mass transfer during drying of agricultural products. Paper presented at the Proceedings of the 19th Australasian Fluid Mechanics Conference, Melbourne, Australia
Kumar C, Joardder M, Farrell TW, Karim M (2016) Multiphase porous media model for intermittent microwave convective drying (IMCD) of food. Int J Therm Sci 104:304–314
Leggate W, McGavin RL, Miao C, Outhwaite A, Chandra K, Dorries J, Knackstedt M (2020) The influence of mechanical surface preparation methods on southern pine and spotted gum wood properties: wettability and permeability. BioResources 15(4):8554
Leggate W, McGavin RL, Outhwaite A, Dorries J, Robinson R, Kumar C, Knackstedt M (2021a) The influence of mechanical surface preparation method, adhesive type, and curing temperature on the bonding of Darwin stringybark. BioResources 16(1):302–323
Leggate W, Shirmohammadi M, McGavin RL, Outhwaite A, Knackstedt M, Brookhouse M (2021b) Examination of Wood Adhesive Bonds via MicroCT: the influence of Pre-gluing Surface Machining Treatments for Southern Pine, spotted gum, and Darwin Stringybark Timbers. BioResources 16(3):
Leggate W, McGavin RL, Outhwaite A, Gilbert BP, Gunalan S (2022a) Barriers to the effective adhesion of high-density hardwood timbers for glue-laminated beams in Australia. Forests 13(7):1–14
Leggate W, Outhwaite A, McGavin RL, Gilbert BP, Gunalan S (2022b) The effects of the addition of surfactants and the Machining Method on the Adhesive Bond Quality of spotted gum glue-laminated beams. BioResources 17(2):3413–3434
Lu P, Gilbert BP, Kumar C, McGavin RL, Karampour H (2023) Influence of the moisture content on the fracture energy and tensile strength of hardwood spotted gum sawn timber and adhesive bonds (gluelines). Eur J Wood Prod 82:53–68
MacLean J (1941) Thermal conductivity of wood. Heating, piping & air conditioning. Madison, USA 8(3):1–15
Mårtensson A (1994) Creep behavior of structural timber under varying humidity conditions. J Struct Eng 120(9):2565–2582
Ni H, Datta A, Torrance K (1999) Moisture transport in intensive microwave heating of biomaterials: a multiphase porous media model. Int J Heat Mass Transf 42(8):1501–1512
Ormarsson S (1999) Numerical analysis of moisture-related distortion in sawn timber. Chalmers University of Technology, Dep. of Structural Mech
Ormarsson S, Dahlblom O, Petersson H (1998) A numerical study of the shape stability of sawn timber subjected to moisture variation part 1: theory. Wood Sci Technol 32:325–334
Pang S (2001) Modelling of stresses and deformation of radiata pine lumber during drying. Paper presented at the 7th International IUFRO Wood Drying Conference, Tsukuba, Japan
Pech S, Autengruber M, Lukacevic M, Lackner R, Füssl J (2024) Evaluation of moisture-induced stresses in wood cross-sections determined with a time-dependent, plastic material model during long-time exposure. Buildings 14(4):937
Perré P (1996) The numerical modelling of physical and mechanical phenomena involved in wood drying: an excellent tool for assisting with the study of new processes. Paper presented at the 5th International IUFRO Wood Drying Conference, Québec, Canada
Perré P (2007) Fundamentals of wood drying. AR BO. LOR Nancy
Perré P, Turner IW (1999) Transpore: a generic heat and mass transfer computational model for understanding and visualising the drying of porous media. Drying Technol 17(7–8):1273–1289
Perré P, Turner I (2001) Determination of the material property variations across the growth ring of softwood for use in a heterogeneous drying model. Part 2. Use of Homogenisation to Predict Bound Liquid Diffusivity and Thermal Conductivity Holzforschung 55(4):417–425
Perussello CA, Kumar C, de Castilhos F, Karim M (2014) Heat and mass transfer modeling of the osmo-convective drying of yacon roots (Smallanthus Sonchifolius). Appl Therm Eng 63(1):23–32
Queensland Government Department of Agriculture and Fisheries (2016) Queensland Forest & Timber Industry. An Overview. Retrieved from https://www.publications.qld.gov.au/dataset/f49c9111-4490-4fcc-947b-a490f6389c6b/resource/f01947e3-50bc-44ac-996e-e747fa02b00a/download/5288qldforestandtimberindustryoverview.pdf
Raftery GM, Whelan C (2014) Low-grade glued laminated timber beams reinforced using improved arrangements of bonded-in GFRP rods. Constr Build Mater 52:209–220
Ranta-Maunus A (1993) Rheological behaviour of wood in directions perpendicular to the grain. Mater Struct 26:362–369
Redman A (2017) Modelling of vacuum drying of Australian hardwood species (PhD thesis). Queensland University of Technology, Brisbane
Redman A, Bailleres H, Perré P (2011) Characterization of viscoelastic, shrinkage and transverse anatomy properties of four Australian hardwood species. Wood Mater Sci Eng 6(3):95–104
Redman A, Bailleres H, Turner I, Perré P (2016) Characterisation of wood–water relationships and transverse anatomy and their relationship to drying degrade. Wood Sci Technol 50:739–757
Redman A, Bailleres H, Gilbert BP, Carr EJ, Turner IW, Perré P (2018) Finite element analysis of stress-related degrade during drying of Corymbia citriodora and Eucalyptus obliqua. Wood Sci Technol 52:67–89
Salin J-G (1992) Numerical prediction of checking during timber drying and a new mechano-sorptive creep model. Holz Roh- Werkst 50(5):195–200
sandoval Torres S, Jomaa W, Puiggali J-R, Avramidis S (2011) Multiphysics modeling of vacuum drying of wood. Appl Math Model 35(10):5006–5016
Seredyński M, Wasik M, Łapka P, Furmański P, Cieślikiewicz Ł, Pietrak K, Jaworski M (2020) Analysis of non-equilibrium and equilibrium models of heat and moisture transfer in a wet porous building material. Energies 13(1):214
Skaar C (2012) Wood-water relations. Springer Science & Business Media
Toratti T, Svensson S (2000) Mechano-sorptive experiments perpendicular to grain under tensile and compressive loads. Wood Sci Technol 34(4):317–326
Turner IW (1996) A two-dimensional orthotropic model for simulating wood drying processes. Appl Math Model 20(1):60–81
Turner IW, Perré P (2004) Vacuum drying of wood with radiative heating: II. Comparison between theory and experiment. AIChE J 50(1):108–118
Vargaftik NB (1975) Handbook of physical properties of liquids and gases-pure substances and mixtures
Vega-Mercado H, Góngora-Nieto MM, Barbosa-Cánovas GV (2001) Advances in dehydration of foods. J Food Eng 49(4):271–289
Whitaker S (1977) Simultaneous heat, mass, and momentum transfer in porous media: a theory of drying. Advances in heat transfer, vol 13. Elsevier, pp 119–203
Yu T, Khaloian A, Van De Kuilen J-W (2022) An improved model for the time-dependent material response of wood under mechanical loading and varying humidity conditions. Eng Struct 259:114116
Acknowledgements
The authors would like to thank the technical team at the Salisbury Research Facility of the Queensland Department of Agriculture and Fisheries for helping with the preparation of specimens. This research was supported by the Australian Centre for International Agricultural Research, project FST/2019/128.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Contributions
Peiqing Lu: Conceptualization, Methodology, Sample manufacturing, Experiment, Simulation, Analysis, Writing, Visualization. Benoit P. Gilbert: Conceptualization, Methodology, Experiment, Simulation, Analysis, Writing, Revision, Visualization, Supervision. Chandan Kumar: Conceptualization, Simulation, Methodology, Sample manufacturing, Revision, Supervision. Robert L. McGavin: Conceptualization, Sample manufacturing, Revision, Supervision. Hassan Karampour: Conceptualization, Revision, Supervision.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lu, P., Gilbert, B.P., Kumar, C. et al. Comprehensive analysis of glulam delamination through finite element modelling considering heat and mass transfer, plasticity and fracture mechanics: a case study using high density hardwood. Eur. J. Wood Prod. (2024). https://doi.org/10.1007/s00107-024-02107-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00107-024-02107-w