
Abstract
Cryptomeria japonica (Japanese cedar) in Japan plantations are aging, and the main supply of timber in the market is shifting from small- and medium-diameter to large-diameter logs. The effective utilization of these logs has become an important issue in the timber industry. When producing timber-without-pith from large-diameter logs, an unavoidable warp occurs because of the release of residual stress within the logs. Utilizing high-temperature drying with a load on these timbers has achieved significant drying effects, and the residual stress-induced warp was corrected. However, high-temperature drying has drawbacks, such as high energy consumption and the potential for thermal degradation. We applied low-vacuum-medium-temperature drying (LVMT-drying, 10 days, 40 kPa, 80/55 °C (DB/WB)—90/65 °C (DB/WB)) with load (650 kgf/m2) to the stacked timber sawn from large-diameter logs to address these questions. When LVMT-drying was successful, residual stresses in timber-with-pith were reduced to nearly zero, and warps in timber-without-pith were reduced to less than 8 mm, i.e., below the Japan Agriculture Standard "Level 1" for 4000 mm timber, and the acceptance rate for "Level 1" increased from 45% (green timber) to 85% (treated timber) in the most successful sample. LVMT-drying is a practical drying method for timber from large-diameter logs because it is effective in reducing residual stress and correcting warps while shortening the treatment period and avoiding thermal degradation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
According to data from the Japan Forestry Agency, approximately half of all planted forests of Cryptomeria japonica (Japanese cedar) are over 50 years old and have reached the main cutting stage; this ratio is expected to increase further in the future (Forestry Agency, Ministry of Agriculture, Forestry and Fisheries Japan 2021). This implies that the supply of large-diameter logs (defined as logs with a top diameter > 30 cm) is expected to increase as Japanese cedar trees age. Small- and medium-diameter logs usually yield only one square or flat square timber-with-pith, but large-diameter logs can produce two or more timber-without-pith. This provides an opportunity to use large-diameter logs for various applications, thereby increasing their economic benefits. However, producing timber-without-pith by sawing along the pith often results in undesirable warps, such as crook and bow, owing to the release of residual growth stresses in the log (Kübler 1987; Gril et al. 2017).
Surface growth stress occurs in the outermost layer of the secondary xylem during the lignification of the newly formed xylem (Archer 1987; Yamamoto 1998; Gril et al. 2017). As the xylem grows layer-by-layer, growth stress accumulates gradually within the tree stem, resulting in residual stress distribution. The residual stress in the longitudinal direction of a log comprises compressive stress closer to the pith and tensile stress closer to the bark (Gril et al. 2017; Yamamoto et al. 2021). These stresses are in equilibrium within the log before sawing. However, when processing the log or cant along the pith, the release of residual stress can lead to the lengthening of the part under compressive stress near the pith and shortening of the part under tensile stress near the bark, causing a warp in the sawn timber. Proper sawing patterns can reduce this warp but often fail to meet the specifications required for the product (Yamamoto et al. 2021).
It is essential to develop methods to reduce residual stress to reduce the resulting warp and improve production yields. At the same time, the cost and energy efficiency must be improved to maximize the benefits of this process. Some researchers have demonstrated the effectiveness of direct heating methods, such as smoking and steaming, in reducing the residual stress in logs and timber (Tejada et al. 1997; Okuyama et al. 1987). As the residual stress of the tree logs is reduced, the warping caused by sawing is also reduced. However, the direct heating method for logs makes it difficult to set the treatment conditions, and problems such as overtreatment occur frequently. Kiln drying is a well-established technology for moisture removal from timber, and controlling its drying conditions is relatively easier than using direct heating methods. Therefore, it is expected that adequate treatment of timber in a drying kiln could cause moisture removal and reduce the residual stress in timber (Maeglin et al. 1985; Keey et al. 2000; Montero and Moya 2015; Moya et al. 2021; Moya and Tenorio 2021a; ibid. 2021b).
In our previous study (Jiang et al. 2023), we focused on the effect of high-temperature drying with load (HTD) to reduce residual stress and correct the warping of Japanese cedar timber. In Japan, heat treatments with temperatures exceeding 100 °C are referred to as high-temperature treatments, which is a series of kiln drying treatments comprising three basic processes: steaming, high-temperature treatment, and medium- and low-temperature treatments. It was confirmed that the residual stress was eliminated, and the warp was corrected to an acceptable level after HTD. However, the entire process, including high-temperature drying, requires 12 days and results in elevated energy consumption. Additionally, prolonged high-temperature treatment of wood poses a risk of thermal degradation (Perré 2007; Matsuo-Ueda et al. 2016; Jiang et al. 2023).
Vacuum drying is an effective method that takes advantage of the principle that a low atmospheric pressure lowers the boiling point of water. Because of its low atmospheric pressure and boiling point, a vacuum dryer has the advantage that green timber can be dried at lower temperatures, mitigating thermal degradation, especially discoloration caused by high-temperature processing, and reducing the drying time and energy consumption (e.g. Ressel 1994; Devahastin et al. 2004; Defo et al. 2004; Brenes-Angulo et al. 2017). In practical applications of timber drying from large-diameter logs, it is more feasible to conduct low-pressure, medium-temperature treatments in massive drying kilns than to opt for complete vacuum processing, thereby minimizing the operating costs of the drying kiln. Therefore, low-vacuum medium-temperature or low-pressure medium-temperature drying (LVMT-drying) may be a viable kiln drying method alternative to HTD for addressing thermal degradation and reducing drying time. LVMT-drying lowers the boiling point of water under reduced pressure conditions, allowing wood to dry at low to medium temperatures. This can be achieved using standard drying equipment capable of drying wood at low-to-medium temperatures under reduced pressure. Simultaneously, LVMT-drying offers advantages such as a reduced treatment period, which leads to lower energy consumption compared to HTD and minimal impact on thermal deterioration (Espinoza and Bond 2016; Perré 2007).
In this study, 50 large-diameter Japanese cedar logs were selected as the research material, and several experiments were conducted to refine the process of LVMT-drying to achieve effective drying, reduce residual stresses, and correct the warping of timber-without-pith.
2 Material and methods
2.1 Materials
In this study, 50 Japanese cedar (sugi) logs from a plantation in the Gifu Prefecture were used. All logs were approximately 50 years old and had a top-end diameter greater than 30 cm, i.e., large-diameter logs. These logs were selected for their rounded cross-sections and pith in the center. All the logs were purchased from local lumbar dealers and processed into cants in a sawmill. Tree trunks were felled at a sufficient height from the ground, and straight logs with lengths of 4000 and 6000 mm with as little taper as possible were selected to avoid the effects of roots. A previous study reported that different parts of logs have different growth stress properties (residual stress on the surface) (Chauhan and Entwistle 2010), whereas the radial distribution of residual stress is uniform and axisymmetric along the longitudinal direction in straight cedar logs (Matsuo-Ueda et al. 2022). In this study, the upper and lower halves of each log were considered to have almost the same residual stress characteristics.
The material preparation process used in this study is depicted in Fig. 1 and Table 1. The specific experimental steps are illustrated in Figs. 2 and 3. Table 2 shows the LVMT-drying schedule.

Overview of materials (50 large-diameter logs)

Planning of Experiment 1

Plannings of Experiment 2–1. 2–2 is a repeat of 2–1
2.2 Methods
2.2.1 Effect of the LVMT-drying to reduce residual stress and correct warp (Experiment 1)
Kiln drying experiments were performed to investigate the effect of LVMT-drying on the residual stress reduction and warp correction. In the Experiment 1, 10 logs of 4000 mm in length with a top-end diameter of approximately 320 mm and 10 logs of 4000 mm in length with a top-end diameter of approximately 460 mm were used, as shown in Fig. 1 and Table 1. The plan for Experiment 1 is illustrated in Fig. 2.
Ten logs with a top-end diameter of approximately 320 mm were processed into 10 timber-with-pith (135 × 210 × 4000 mm). These were cut at the center into 20 timber-with-pith pieces (135 × 210 × 2000 mm) (hereinafter, Type-A timber). Of these, 10 of the top-end parts were processed into radial grain boards (40 × 210 × 2000 mm) to measure the longitudinal residual stress in green Type-A timber, which was evaluated as the released strain using the strain-gauge method (Yoshida and Okuyama 2002). The other ten butt-end parts were used in the kiln drying experiments.
Additionally, 10 logs with a top-end diameter of approximately 460 mm were processed into 20 timber-without-pith (210 × 135 × 4000 mm) (hereafter, Type-B timber), and the warp was immediately measured. These timbers were subjected to kiln-drying treatment under a load (see Fig. 2). The warp (mm) was defined as the deflection of the bow at the middle of the concave side of the Type-B timber, as shown in Fig. 2. Specific warp measurements were compared with the reference values specified in the Japanese Agricultural Standards for Timber (Ministry of Agriculture, Forestry and Fisheries Japan 2021).
Subsequently, 10 Type-A timbers and 20 Type-B timbers were stacked, and four box-shaped concrete blocks, each weighing 650 kgf with a base area of 2 m × 1 m, were placed on the stacked timber to apply a total load of 2.6 tons. The loaded timbers were placed in a commercial kiln (OHVA-1HSV, Oi Innovation Corporation, Shimada, Japan) and subjected to LVMT-drying over a total of 10 days at 80/55 °C (DB/WB)-90/65 °C (DB/WB), 40 kPa. Steaming was applied in the first 12 h, and the sample was heated to 80 °C under standard atmospheric pressure (101 kPa). The kiln-drying schedules are presented in Table 2(a).
After 10 days of treatment, the timber was removed from the drying kiln, and the post-treatment warp of the Type-B timber was measured. Subsequently, the Type-A and Type-B timbers were processed into radial grain (40 × 270 × 2000 mm) and half radial grain (40 × 135 × 2000 mm) boards to measure the radial distribution of longitudinal released strain of the residual stress, as explained in Sect. 2.2.3.
2.2.2 Effect of the modified LVMT-drying to reduce residual stress and correct warp (Experiment 2)
Experiment 2 was conducted with a modified LVMT-drying treatment that included a midterm steaming treatment to improve the effectiveness of LVMT-drying and address the cracking issue observed in Experiment 1. Experiment 2 comprised two separate trials designated 2–1 and 2–2, both using the same type of material and experimental schedule. Experiments 2–1 and 2–2 were very similar, and each trial involved 10 logs 4000 mm in length with a top-end diameter of approximately 320 mm and 5 logs 6000 mm in length with a top-end diameter of approximately 460 mm, as shown in Fig. 1 (b) and Table 1.
The experimental plots are shown in Fig. 3. As in Experiment 1, 10 logs of 4000 mm in length with a top-end diameter around 320 mm were processed into 20 Type-A timber. Ten top-end timbers were processed into radial grain boards (40 × 210 × 2000 mm) to measure the residual stress in the green timber. The remaining 10 butt-end timbers were used for the kiln drying experiments. Five logs of 6000 mm in length were cut at 4000 mm from the top end, yielding five logs measuring 2000 mm in length and five logs measuring 4000 mm in length. The five 2000-mm-logs were processed into radial grain boards (40 × 270 × 2000 mm) (Type-C timber) to measure the residual stress in green timber, while the five 4000-mm-logs were processed into 10 timber-without-pith (210 × 135 × 4000 mm) (Type-B timber) and evaluated for warp properties.
Subsequently, 10 Type-A and 10 Type-B timbers were stacked and subjected to 2.6 tons load to correct any warp. After loading, those were placed into kilns and subjected to LVMT drying at 80/55 °C (DB/WB))-90/65 °C (DB/WB) and 40 kPa for a total duration of 10 days. Similar to Experiment 1, the first 12 h of Experiment 2 involved steaming treatment, which included raising the temperature and maintaining it at 80 °C. However, in Experiment 2, an additional 12 h of steaming treatment (hereafter, midterm steaming treatment) was introduced when the treatment reached a total duration of 132 h to prevent internal cracking (Dohi 2021). A standard atmospheric pressure (101 kPa) was applied during the initial and mid-term steaming treatments. The modified schedule is presented in Table 2 (b).
After undergoing modified LVMT-drying, the timber was removed from the drying kiln, and the warp in the Type-B timber was subsequently measured. Subsequently, Type-A and Type-B timbers were processed into radial grain boards (40 × 270 × 2000 mm) and half radial grain boards (40 × 135 × 2000 mm), respectively, as shown in Fig. 3, and their post-treatment residual stresses were measured. Full- and half-grain boards used for measuring residual stresses were also used to measure the moisture content in Type-A and Type-B timber, respectively.
2.2.3 Measurement of released strain of residual stress in full and half radial grain boards
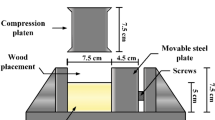
In this study, released strain was used to evaluate longitudinal residual stress in each timber (Gril et al. 2017; Matsuo-Ueda et al. 2022). We used the strain-gauge method, as illustrated in Fig. 4, to measure the radial distribution of released strain resulting from longitudinal residual stress (Yoshida and Okuyama 2002).

Strain-gauge method to measure longitudinal released strain of residual stress
After processing the full- or half-radial grain boards from the timber or logs, wire strain gauges with a gauge length of 10 mm (KFGS-10–120-C1-11 L3M3R, Kyowa Electronic Instruments Co., Ltd., Tokyo, Japan) were attached at regular intervals of 3 or 4 cm in the radial direction from the center to both sides of the radial surface using a cyanoacrylate instant adhesive (CC-33A, Kyowa Electronic Instruments Co., Ltd.). The strain gauges were connected to a strain measuring device (UDX-10A/B, Kyowa Electronic Instruments Co., Ltd.).
After the connection, a section approximately 1 cm from both edges of the strain gauge was cut using a hand saw to release the residual stress. The released strain was determined by calculating the change in strain gauge values before and after cutting.
3 Results
3.1 Residual stress reduction and warp correction by Experiment 1
The released strain in the green timber-with-pith (i.e., Type-A and Type-C timber) exhibited the highest positive value (corresponding to compressive residual stress) near the pith and the highest negative value (corresponding to tensile residual stress) near the bark, as shown in Figs. 5, 7 and 8. This is consistent with previous reports on residual stress in Japanese cedar (Okuyama and Sasaki 1979; Sasaki and Okuyama 1981; ibid. 1983; Okuyama and Yamamoto 1992; Matsuo-Ueda et al. 2022).

Residual stress before and after the LVMT-drying treatment in Experiment 1
After LVMT-drying treatment, the average moisture content in Type-A timber was still quite high at 28.4 ± 10.6% (average ± standard deviation), which is close to the fiber saturation point, and four timbers still had moisture content of around 40%, indicating that the Type-A timber in Experiment 1 was not effectively dried (see Table 3). As shown in Fig. 5 (a), the released strain in Type-A timber was slightly smaller after LVMT-drying than that in green timber. This indicates that the LVMT-drying treatment can reduce residual stress to some extent.
The average moisture content after treatment in Type-B timber was 13.8 ± 2.9%, reaching the 15% target (see Table 3). The warp of Type-B timber was slightly lower after LVMT-drying when compared than that of green timber (Fig. 6). The average value was less than 8 mm, i.e., below the JAS Standard "Level 1" for 4000 mm timber, and the acceptance rate for "Level 1" increased from 45% (green timber) to 85% (treated timber) (see Table 4). Furthermore, as shown in Fig. 5(b), the residual stresses in Type-B timber were irregularly distributed after the LVMT-drying treatment, but their magnitudes were relatively small.

Warp of Type-B timber before and after LVMT-drying treatment in Experiments 1, 2–1, and 2–2. The horizontal dashed-line indicates “Level 1” of the JAS standard of 4000 mm timber. MC stands for moisture content of timber after the LVMT-drying treatment
3.2 Residual stress reduction and warp correction by Experiment 2
As shown in Fig. 7(a), there was a slight reduction in the released strain of Type-A timber compared to that in green timber after undergoing modified LVMT-drying in Experiment 2–1. This indicated that the modified schedule with midterm steaming also caused a reduction in residual stress. The moisture content of the Type-A timber was not measured in Experiment 2–1.

Residual stress before and after treatment of Experiment 2–1
In Experiment 2–1, the moisture content of Type-B timber after treatment varied widely (average 23.4 ± 26.4%), with six pieces having less than 10%, the others being 18.4%, 22.0%, 66.1%, and 78.3% (see Table 3). This is probably due to the uneven drying of the stacked timber. For the warp correction of Type-B timber, there was a slight decrease after treatment when compared to that of green timber (Fig. 6). The acceptance rate for JAS standard “Level 1” increased from 20% (green) to 60% (treated), as shown in Table 4. Furthermore, as shown in Fig. 7(b), the released strain of Type-B timber after the LVMT-drying treatment showed a specifically large contraction only around the pith, whereas no clear large released strain was detected at other areas.
There was a large variation in the moisture content of the Type-B timber in Experiment 2–1. The same experimental arrangement was repeated as in Experiment 2–2 to ensure the reliability of the results obtained in Experiment 2–1.
The moisture content of the Type-A timber in Experiment 2–2 achieved the target moisture content, with most of the moisture content below 10% (Table 3). In Experiment 2–2, the released strain of the residual stress in the Type-A timber showed a greater reduction than in Experiments 1 and 2–1 after treatment (Fig. 8(a)).

Residual stress before and after treatment of Experiment 2–2
The average moisture content in Type-B timber after treatment was almost the same as in Experiment 1 (average 13.2 ± 6.1%), with eight pieces reaching the target of 15%, the other two being 26.0% and 22.4% (see Table 3). As shown in Fig. 6, LVMT-drying corrected warp in Type-B timber, but the average value was slightly higher than the JAS standard "Level 1.” Acceptance rate for JAS standard “Level 1″ increased from 0% (green) to 50% (treated) (See Table 4). The acceptance rate after treatment was not as high, but this was due to the relatively large warp at the time of green timber compared with that in Experiments 1 and 2–1. As shown in Fig. 8(b), the distribution of the released strain of the residual stress in Type-B timber after treatment was relatively irregular but small, indicating that no systematic stress distribution was caused in Type-B timber by the LVMT-drying treatment.
4 Discussion
The results of Experiments 1 and 2 indicate that LVMT-drying can bring the moisture content of timber close to the target of approximately 15% if uneven drying does not occur in the stacked timber and the moisture content of the log is not extremely high. At the same time, LVMT-drying is effective in reducing the residual stress in Type-A timber, and in combination with loading, LVMT-drying has the potential to correct warping in Type-B timber.
Previous studies have shown that the effect of heat treatment on the reduction of residual stress is generally observed at treatment temperatures above 80 °C (Tejada et al. 1997; Jiang et al. 2023). Usually, in the early stages of kiln drying, the moisture content of timber is high, and temperatures above 80 °C facilitate hemicellulose hydrolysis and lignin softening (Tejada et al. 1998). This weakens the bonds between cellulose bundles in the cell walls and eventually leads to the relaxation of residual stress in the log or timber-with-pith (Hon and Shiraishi 1991; Shen et al. 2020; Tejada et al. 1998; Salmen 1984; Eriksson et al. 1991; Furuta et al. 2000; Gril et al. 2017; Chen et al. 2021). This explains the results of the present study to some extent.
However, in the Type-A timber in Experiments 1 and 2–1, only a limited amount of the residual stress was reduced, whereas the rest was retained internally (see Fig. 5(a) and 7(a)). In Experiment 1, the average moisture content of Type-A timber was 28.4 ± 10.6% even after LVMT-drying treatment, indicating that the drying effect was not sufficient. In contrast, the moisture content decreased to below the target 15% and the residual stress was almost completely reduced after LVMT-drying in Experiment 2–2 (Fig. 8(a)). These results suggest that drying and heating may play an important role in the reduction of residual stress in timber-with-pith (i.e., Type-A timber). In other words, if drying is inadequate, neither residual stress reduction nor warp correction is successful. If this is the case, the LVMT-drying treatment should be based on a stable operating regime that avoids uneven drying in stacked timber and optimizes treatment schedules.
Green Type-B timber warps because residual stresses are elastically released by separating them from the log. When green Type-B timber is elastically stacked and straightened by placing a weight on top, the original residual stresses are reintroduced into the Type-B timber (Yamamoto et al. 2021). Some or all of these stresses were reduced during the LVMT-drying treatment based on the same mechanism as the residual stress reduction in the Type-A timber. Removing the weight from the stacked timber after the LVMT-drying treatment caused a warp in the Type-B timber because the remaining residual stresses were elastically released. In this study, the average warp value of Type-B timber after treatment was reduced to some extent compared to that before treatment (Fig. 6). LVMT-drying was effective in correcting warp, but some timber remained warped beyond the JAS standard "Level 1" (8 mm for 4000 mm timber). This was presumably due to an insufficient reduction in the reintroduced stresses.
Previous studies have demonstrated that the warp of timber-without-pith decreases significantly after high-temperature drying (HTD), which significantly reduces residual stresses (Jiang et al. 2023). After the HTD treatment, the distribution of the residual stress tended to be rather uniform along the x-axis (i.e., the radial distance from the pith). From the perspective of warp correction alone, HTD appears to be the superior treatment method. However, considering that the treatment period for LVMT-drying is 10 days, which is shorter than the 12-day treatment of HTD, even though correction of warp after treatment is not fully guaranteed, it remains a practical option if the warp of the green timber is already close to the JAS-acceptable level of 8 mm or if further processing (e.g., correction sawing) for warp correction is possible. In addition, LVMT-drying has the advantage of avoiding thermal degradation associated with heat treatment, for example, preserving the original color of the wood as much as possible (Matsuo-Ueda et al. 2016). Even at temperatures up to 90 °C the LVMT-drying treatment did not cause the thermal degradation of wood that is observed in the HTD treatment up to 120 °C.
5 Conclusion
In the present study, timber-with-pith and timber-without-pith processed from large-diameter Japanese cedar logs were subjected to low-vacuum-medium-temperature drying (LVMT-drying) (10 days, 40 kPa, at 80/55 °C (DB/WB) to 90/65 °C (DB/WB)) and 12 h of initial and midterm steaming at 80 °C) under load (650 kgf/m2). The following conclusions were drawn.
-
(1)
LVMT-drying treatment with load can reduce residual stress in timber-with-pith and correct warp in timber-without-pith sawn from large-diameter logs, although not as effectively as the high-temperature-drying treatment (HTD treatment).
-
(2)
If the LVMT-drying is inadequate, neither residual stress reduction in the timber-with-pith nor warp correction in the timber-without-pith is successful. If the LVMT-drying treatment is performed appropriately, this method reduces the residual stresses and corrects the warp. Thus, the LVMT-drying treatment should be based on a stable operating regime that avoids uneven drying in stacked timber and optimizes treatment schedules.
Data Availability
The data used in this study is available from the corresponding author upon reasonable request.
References
Archer R (1987) Growth stresses and strains in trees. Springer-Verlag, Berlin, Heidelberg
Brenes-Angulo O, Bond B, Kline E, Quesada-Pineda H (2017) Comparison of the Economic Feasibility between Conventional and Vacuum Drying for 4/4 Red Oak. For Prod J 67:455–462
Chauhan S, Entwistle K (2010) Measurement of surface growth stress in Eucalyptus nitens Maiden by splitting a log along its axis. Holzforschung 64:267–272
Chen S, Matsuo-Ueda M, Yoshida M, Yamamoto H (2021) Hygrothermal recovery behavior of cellulose-rich gelatinous layer in tension wood studied by viscoelastic vibration measurement. Cellulose 28:5793–5805
Defo M, Fortin Y, Cloutier A (2004) Modeling Superheated Steam Vacuum Drying of Wood. Drying Technol 22:2231–2253
Devahastin S, Suvarnakuta P, Soponronnarit S, Mujumdar AS (2004) A Comparative Study of Low-Pressure Superheated Steam and Vacuum Drying of a Heat Sensitive Material. Drying Technol 22:1845–1867
Dohi M (2021) Midterm steaming treatment in LVMT-drying treatment. Private communication.
Eriksson I, Haglind I, Lidbrandt O, Salmen L (1991) Fiber swelling favored by lignin softening. Wood Sci Technol 25:135–144
Espinoza O, Bond B (2016) Vacuum Drying of Wood—State of the Art. Curr Forestry Rep 2:223–235
Forestry Agency, Ministry of Agriculture, Forestry and Fisheries Japan. Annual report on forest and forestry in Japan, fiscal year 2019. https://www.maff.go.jp/e/data/publish/attach/pdf/index-182.pdf. Accessed 6 May 2021
Furuta Y, Imanishi H, Kohara M, Yokoyama M, Obata Y, Kanayama Y (2000) Thermal-softening properties of water swollen wood VII. The Effects of Lignin Mokuzai Gakkaishi 46:132–136 ((in Japanese))
Gril J, Jullien D, Bardet S, Yamamoto H (2017) Tree growth stress and related problems. J Wood Sci 63:411–432
Hon D, Shiraishi N (1991) Wood and Cellulosic Chemistry. Marcel Dekker, New York
Jiang Z, Yamamoto H, Matsuo-Ueda M, Yoshida M, Dohi M, Tanaka K, Konishi H (2023) Effect of high temperature drying with load on reduction of residual stress and correction of warp of Japanese cedar lumber. Drying Technol 41:3–16
Keey RB, Langrish TAG, Walker JCF (2000) Kiln-Drying of Lumber. Springer-Verlag, Berlin, Heidelberg
Kübler H (1987) Growth stresses and related wood properties. For Prod Abstr 10:61–119
Maeglin RR, Liu JY, Boone S (1985) High-temperature drying and equalizing: effects on stress relief in yellow poplar lumber. Wood Fiber Sci 17:240–253
Matsuo-Ueda M, Mitsui K, Kobayashi I, Kohara M, Yoshida M, Yamamoto H (2016) Effect of hygrothermal treatment on wood properties: color changes and kinetic analysis using four softwood and seven hardwood species. Wood Sci Technol 50:1145–1160
Matsuo-Ueda M, Tsunezumi T, Jiang Z, Yoshida M, Yamashita K, Matsumura Y, Matsuda Y, Ikami Y, Yamamoto H (2022) Comprehensive study of distributions of residual stress and Young’s modulus in large-diameter sugi (Cryptomeria japonica) log. Wood Sci Technol 56:573–588
Ministry of Agriculture, Forestry and Fisheries Japan. Japanese agriculture standard of timber. https://www.maff.go.jp/j/jas/jas_kikaku/kikaku_itiran2.html#rinsan. Accessed 30 Oct 2021
Montero RS, Moya R (2015) Reducing warp and checking in 4 by 4 beams from small-diameter tropical species (Tectona grandis, Gmelina arborea, and Cordia alliodora) obtained by turning the pith inside out. For Prod J 65:285–291
Moya R, Tenorio C (2021a) Reduction of growth stresses in logs of Hieronyma alchorneoides Allemão from fast-growth plantations using steaming and heating: effects on the quality of lumber. Ann For Sci 78: No.74
Moya R, Tenorio C (2021b) Application of the steaming step during kiln drying of lumber of two tropical species with high growth stress presence. Drying Technol 40:3232–3240
Moya R, Tenorio C, Torres JDC (2021) Steaming and heating Dipteryx panamensis logs from fast-grown plantations: Reduction of growth strain and effects on quality. For Prod J 71:3–10
Okuyama T, Sasaki Y (1979) Crooking during lumbering due to residual stresses in the tree. Mokuzai Gakkaishi 25:681–687
Okuyama T, Yamamoto H (1992) Residual stresses in living tree. In: Fujiwara H, Abe T, Tanaka K (eds) Residual Stresses–III: Science and Technology. Elsevier, Amsterdam, pp 128–133
Okuyama T, Kanagawa Y, Hattori Y (1987) Reduction of residual stresses in logs by direct heating method. Mokuzai Gakkaishi 33:837–843
Perré P (2007) Fundamentals of wood dryings. A.R.BO.LOR., Nancy, France
Ressel BJ (1994) State-of-the-art on vacuum drying of timber. Proceedings of 4th IUFRO International Wood Drying Conference, August 9–13, 1994, Rotorua, New Zealand, 255–262.
Salmen L (1984) Viscoelastic properties of in situ lignin under water-saturated conditions. J Mater Sci 19:3090–3096
Sasaki Y, Okuyama T (1981) Determination of the residual stress in a cylinder of inhomogeneous anisotropic material II. Mokuzai Gakkaishi 27:277–282
Sasaki Y, Okuyama T (1983) Residual stress and dimensional changes on heating green wood. Mokuzai Gakkaishi 29:302–307
Shen YH, Gao ZZ, Hou XF, Chen ZY, Jiang JY, Sun J (2020) Spectral and thermal analysis of Eucalyptus wood drying at different temperature and methods. Drying Technol 38:313–320
Tejada A, Okuyama T, Yamamoto H, Yoshida M (1997) Reduction of growth stress in logs by direct heat treatment. Assessment of a commercial-scale operation. For Prod J 47:88–93
Tejada A, Okuyama T, Yamamoto H, Yoshida M, Imai T, Itoh T (1998) Studies on the softening point of wood powder as a basis for understanding the release of residual growth stresses in logs. For Prod J 48:84–90
Yamamoto H (1998) Generation mechanism of growth stresses in wood cell walls: roles of lignin deposition and cellulose microfibril during cell wall maturation. Wood Sci Technol 32:171–182
Yamamoto H, Matsuo-Ueda M, Tsunezumi T, Yoshida M, Yamashita K, Matsumura Y, Matsuda Y, Ikami Y (2021) Effect of residual stress distribution in a log on lumber warp due to sawing. - A numerical simulation based on the beam theory. Wood Sci Technol 55:125–153
Yoshida M, Okuyama T (2002) Techniques for measuring growth stress on the Xylem surface using strain and dial gauges. Holzforschung 56:461–467
Acknowledgements
Acknowledgments are extended to Dr. Keisuke Toba and Dr. Tomoya Murano from the Forestry and Forest Products Research Institute and to Ms. Yumi Sasaki from Nagoya University and Yamakyo Wood Manufacturing Co. Ltd. at Gifu, Japan, for their invaluable and steadfast support in facilitating the execution of this research.
Funding
Open Access funding provided by Nagoya University. This study was funded by Research grant #202102 of the Forestry and Forest Products Research Institute and by MAFF Commissioned project study on "Development of a stable supply system for domestic lumber by utilizing large-diameter logs" Grant Number JPJ012040. This work also was financially supported by JST SPRING, Grant Number JPMJSP2125. The author (Jiang) would like to take this opportunity to thank the “Interdisciplinary Frontier Next-Generation Researcher Program of the Tokai Higher Education and Research System.”
Author information
Authors and Affiliations
Contributions
ZJ conducted the experiments, analyzed the data, and wrote the manuscript. HY led the project, conducted the experiments, and wrote the manuscript. MY provided specific advice for this study. MD and KY arranged and conducted the experiments and provided special advice for this study. KT and KW conducted the experiments and provided advice.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jiang, Z., Yamamoto, H., Yoshida, M. et al. Effect of low vacuum medium temperature drying on reduction of residual stress and correction of warp of Japanese cedar timber. Eur. J. Wood Prod. (2024). https://doi.org/10.1007/s00107-024-02100-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00107-024-02100-3