
Abstract
Bamboo and bamboo products, known for their hygroscopic nature, exhibit sensitivity to different loading rates in dry conditions. However, with the increasing prevalence of heavy and extended precipitation events due to global warming, there is still a lack of investigation on the response of bamboo strips to various loading rates after being attacked by moisture. In this study, the bending properties of bamboo strips after exposure to extremely high-humidity environments were investigated to assess their responses to varying loading rates. Throughout different exposure durations, bamboo strips exhibited varying moisture contents up to 112% and evident volumetric moisture expansion. After moisture exposure, bamboo strips exhibited heightened sensitivity in flexural strength and modulus to loading rates, with the most pronounced sensitivity observed at 33.9% moisture content. In addition, a linear relationship was established between flexural strength loss and volumetric expansion rather than moisture content. Notably, the samples exhibited greater sensitivity in strength loss to moisture expansion under lower loading rates. These findings preliminarily elucidate how loading rates impact the mechanical properties of bamboo strips across varying moisture levels, contributing to understanding the deterioration in the properties of engineered bamboo products when exposed to high humidity and rainy environments with potential collision events.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Bamboo, a fast-growing and renewable plant with notable characteristics such as lightweight nature, considerable strength, and flexibility, has been used for centuries in construction, decoration, textile, and paper production (Akinlabi et al. 2017). Recently, due to sustainability concerns in construction, bamboo has become a sought-after raw material. However, bamboo usage in construction is hampered by the natural variability in raw bamboo’s geometrical shape with a lack of standardisation (Harries et al. 2012; Sharma et al. 2015a; Hong et al. 2020). Therefore, engineered bamboo products with standardised shapes, less variable material properties, and improved weather resistance have attracted considerable interest from research and industry communities. Bamboo scrimber and glued laminated bamboo are commercially available engineered bamboo products increasingly utilised in various engineering applications (Sharma et al. 2015b). Bamboo scrimber is produced by pressing resin-impregnated crushed fibre bundles into a dense block, while glued laminated bamboo products are structural members formed by layering treated bamboo strips and glueing them under high pressure (Huang et al. 2019; Tan et al. 2021). Both engineered bamboo types provide versatile sizing for various structural uses while preserving bamboo’s natural strength through consistent fibre orientation, making them perfect for high-strength, lightweight structures.
As a hygroscopic material, bamboo’s mechanical properties are moisture-sensitive (Chung and Yu 2002; Xu et al. 2014). In outdoor applications, like landscaping and decking (Sharma and van der Vegte 2020; Lei et al. 2023), engineered bamboo products face varying humidity levels due to weather. As global warming is disturbingly real, higher air capacity for water vapour contributes to intensified or prolonged precipitation events (Tu and Lu 2022), thereby highlighting the importance of determining the effects of moisture content on the mechanical properties of engineered bamboo products. Generally, higher moisture content reduces bamboo’s mechanical properties (Chung and Yu 2002; Xu et al. 2014; Sánchez Cruz and Morales 2019; Zou et al. 2019; Sharma et al. 2021). Particularly in China’s southern regions, where springtime relative humidity can reach 100%, greater strength reductions were observed in natural ageing experiments than in the north (Zhang et al. 2022). Zou et al. (2019) reported that the flexural strength and modulus of bamboo scrimber significantly decreased with increasing moisture content before reaching 19.9%. Beyond this value, the reductions in the flexural properties became limited with further increasing moisture content. A similar trend was observed in glued laminated bamboo by Sharma et al. (2021), where increased moisture content lowered bending strength, elastic modulus, and shear modulus.
Most studies focus on the impact of moisture on the quasi-static mechanical properties of bamboo products. However, the loading state of materials under real-world conditions is significantly more complicated. High-loading rate tests can identify potential weaknesses that may not be visible under quasi-static loading conditions. In dry conditions, bamboo-based materials are sensitive to loading rates (Li et al. 2019; Qiu et al. 2021b), particularly in the cases where the load is perpendicular to fibre orientation (Li et al. 2020). Engineered bamboo’s strength and failure energy tend to be lower in the perpendicular direction (Sharma et al. 2015b; Li et al. 2020). Qiu et al. (2021a) found that the peak force and the energy absorption of bamboo scrimber beams loaded perpendicular to the fibre orientation were greatly improved when the loading velocity increased from 2 to 10 m/s. Additionally, Qiu et al. (2021b) proposed an orthotropic plate theory and composite failure criteria to predict the elastic flexural behaviour and progressive failure of bamboo scrimber plates. Despite the notable progress made in investigating the mechanical properties of engineered bamboo products under different loading conditions, the impact of humidity or moisture changes has not been considered concurrently. Given the increasing risk of damage from heavy rainfall and storms due to global warming, further investigation into the effects of moisture absorption and loading rate on the mechanical properties of engineered bamboo products is essential.
Currently, a notable research gap exists in understanding how engineered bamboo products respond to increasing loading rates, particularly up to 100 mm/min, under severe humidity exposure. This study was undertaken to address this research question, first by investigating the performance of the main elements, bamboo strips, across different loading rates and moisture contents. Gaining a comprehensive understanding of bamboo strip properties under the dual influence of varying loading rates and moisture contents is pivotal. Such insights would aid in the selection of appropriate glues and assembly methods tailored for products intended for use in environments with elevated moisture levels. This study investigated bamboo strips obtained after physical and chemical treatments of original bamboo, which are the fundamental components of glued laminated bamboo, to establish initial findings regarding engineered bamboo’s flexural behaviour changes in response to humidity exposure and higher loading rates. To this end, three-point bending tests were conducted on beam specimens with various moisture contents up to 112% at loading rates from 1 mm/min to 100 mm/min, determining the combined effects of moisture content and loading rate on flexural properties. The stress-strain behaviour, flexural strength, modulus, and failure strain of bamboo strips were characterised and discussed in detail. It is of great significance to consider both the products’ moisture contents and loading rates, which will aid in the better utilisation and performance prediction of engineered bamboo products in outdoor settings, amid increasing heavy precipitation events.
2 Materials and methods
2.1 Bamboo strip specimens
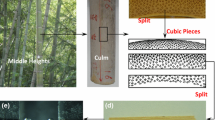
Glued laminated bamboo, manufactured with milled rectangular strips without inner and outer cortices, is the most commonly used engineered bamboo product (Nkeuwa et al. 2022). The general manufacturing process is illustrated in Fig. 1, where bamboo culms are split, planed, bleached, stacked, glued and pressed to produce final laminated bamboo products (Sharma et al. 2015a, b). Apparently, bamboo strip is the fundamental element of laminated bamboo products and, therefore, the focus of this study. As the low-density interior and high-density exterior are removed, only a slight density gradation exists in bamboo strips, providing more consistent material properties. In addition, after physical and chemical treatments, bamboo strips become more resistant to degradation, resulting in improved durability.

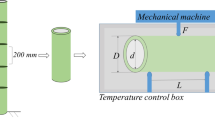
The bamboo strip specimens used in this study were produced using Moso bamboo (Phyllostachys pubescens) aged 3–5 years, supplied by Taohuajiang Bamboo Science & Technology Co., Ltd., Hunan, China. The specimen dimensions were 200 mm × 13 mm × 5 mm (length × width × thickness), with the fibre direction oriented along the length. The as-received specimens were first dried in an air-circulating oven at a temperature of 50 ± 2 ºC to an essentially moisture-free state, following the standard ASTM D5229/D5229M – 20 (ASTM International, 2020). The drying process was monitored by weighing the specimens at 24 h intervals with a precision of 0.001 g. The bamboo strips were judged to be in effective moisture equilibrium when the mass loss of less than 0.02% (ASTM International, 2020) was found between two consecutive measurements, which was achieved after 120 h. Subsequently, the specimens were removed from the oven and placed in a desiccator containing anhydrous calcium chloride to cool to room temperature.
2.2 Moisture absorption tests
In order to simulate a moisture attack, 60 oven-dried specimens were placed in a controlled fog room at a constant temperature of 23 ± 2 ºC and a relative humidity (RH) of 100%. The specimens were exposed to this environment for varying periods of time (viz. 1, 3, 7, and 14 days, with 15 specimens for each period), yielding different moisture contents. It is important to note that this procedure aimed at determining the moisture absorption of bamboo coupons after being exposed to an aggressive wet condition for different durations, rather than conditioning to moisture equilibrium of the material. In addition, another 15 specimens were immersed in distilled water in a tank situated in the fog room for 14 days to achieve a nearly saturated condition. When the specified duration was reached, the specimens were removed from the fog room and measured for mass and dimensions immediately after wiping off the surface water with an absorbent cloth. The amount of water absorbed and the volume expansion rate were determined by calculating the differences in mass and volume between the dry and wet states. Finally, the specimens were sealed separately by batch in moisture-proof bags to avoid moisture loss before conducting the bending tests.
2.3 Three-point bending tests
Three-point bending tests were carried out on the prepared specimens, as per the standard ASTM D7264/D7264M – 21 (ASTM International 2021). Each specimen was tested immediately after being taken out of the moisture-proof bag or the desiccator, therefore the moisture content within the material was assumed to be nearly unchanged. A Shimadzu AG-X universal testing machine was utilised to apply a load centrally on a simply supported beam specimen, as shown in Fig. 2. The beam rested on two ø10 mm supports with a span of 160 mm, in accordance with the standard span-to-thickness ratio of 32:1 for the 5 mm thick specimen. A ø10 mm loading head midway between the supports was moving downwards at a constant rate, controlled by the beam of the tester. Three loading rates (LRs) (viz. 1, 10, and 100 mm/min) were used to study the effect of loading rate on flexural properties. The force applied to the specimen was measured by a load cell, and the corresponding mid-span deflection of the beam was obtained from the tester beam’s movement, which was double-checked using a video extensometer. The beam specimen was loaded until failure occurred on either one of the outer surfaces. Five repeated tests were conducted per test condition, adding up to 90 tests for three loading rates and six moisture contents (viz. specimens being oven-dried, exposed to RH 100% for 1, 3, 7 and 14 days, and immersed in water for 14 days). From the tests, the flexural properties, including stress-strain behaviour, strength, stiffness, and failure strain, of the bamboo strips were determined.

Three-point bending configuration: (a) overall setup and (b) close-up of the specimen with supports and loading head
3 Results and discussion
3.1 Moisture absorption rate
After the specific exposure periods, different batches of bamboo strips were taken out and weighted to calculate moisture absorption. The average moisture content (MC), i.e. the average amount of water absorbed by the bamboo specimens, is taken as the ratio of the mass of the moisture in the material to the mass of the oven-dried material, following the guidelines outlined in the standard GB/T 15780 − 1995 (China Standards Press, 1995).

Moisture absorption rates of bamboo strips at 100% RH and water immersion conditions
The moisture absorption curves for the bamboo strips under 100% RH and water immersion conditions are plotted in Fig. 3. The results clearly show that the moisture uptake increased linearly with the square root of exposure days during the initial stages for both conditions. This linear relationship remained unchanged over the exposure period of 14 days at 100% RH, with the MC reaching 87.2% after the 14-day exposure. This MC value was much higher than the dynamic equilibrium moisture content at 90–97% RH as reported in previous studies (Zhang et al. 2018; Yuan et al. 2021), which was attributed to increased water condensation in the capillaries of bamboo at 100% RH (Hernández 2007). As the 100% RH condition was almost under saturated vapour pressure, the vapours penetrated in the bamboo were prone to condense, thus leading to more moisture absorption. It is also evident that the bamboo strips had a significantly higher moisture absorption rate in water immersion than in 100% RH. Another important observation is that the 5 mm thick bamboo specimens started levelling off after 14 days of water immersion, achieving a nearly saturated state with a moisture content of 112.0%. This outcome is in agreement with the results discovered by Mou et al. (2022), where the MC of bamboo after 15-day immersion was between 110 and 120%, which was approximately 90% of its water saturation state (120–130% MC) obtained after 35-day immersion.
3.2 Non-uniform expansion
The dimensional changes of the bamboo strips were noticed during the exposure to either 100% RH or water immersion. The changes in length, width, thickness, and volume resulting from the increased moisture contents were quantified by calculating the expansion rates using the dimensions of the oven-dried specimen as a baseline.

Expansion rates of bamboo strips at different moisture contents
The dimensional changes in different sample directions and the total volume expansion are depicted in Fig. 4, with the horizontal axis indicating the bamboo material’s moisture content. Lengthwise expansion, aligned with fibre orientation, was minimal, while width and thickness expansion rates were about ten times higher. This non-uniform expansion was probably caused by inherent vascular bundles and parenchyma in bamboo (Ohmae and Nakano 2009; Mou et al. 2022). Vascular bundles with a longitudinally oriented multilayer structure can inhibit swelling, while flexible parenchyma cells can induce swelling (Ohmae and Nakano 2009). Due to the different expansion rates in the bamboo strip’s various directions, the moisture expansion rates in volume were further determined to evaluate the overall size deformation of the specimens with increasing moisture content.
The expansion rates in width, thickness, and volume all displayed an increasing trend with moisture content. Expansion rates increased with moisture content, most significantly from 0 to 20%, and slowed thereafter. Although the expansion rates in the width and thickness directions had similar values, their trends differed apparently with increasing moisture content. Especially at a moisture content greater than 50%, the expansion rate in the thickness direction continued to increase with increasing moisture content, whereas the expansion rate in the width direction remained almost unchanged. The continuous expansion observed in the thickness direction can be attributed to the bamboo’s radially hierarchical structure, consisting of layers with different swelling properties (Li et al. 2021). The volumetric expansion exhibited a trend similar to the expansion in the thickness direction, with the most significant increase observed at moisture contents below 20%. Beyond this point, the rate of volumetric expansion increased more gradually when the moisture content exceeded 40%.
3.3 Flexural stress-strain behaviour
The immediate output of the bending tests was load-deflection traces measured by the load cell and video extensometer. For each point on the load-deflection trace, the maximum flexural stress and strain, both occurring at the mid-span outer surface, were calculated based on the beam theory. It is important to note that this calculation applies to cases for which the stress is linearly proportional to strain up to the point of rupture and for which the strains are small. Although a slight error will be introduced in the cases that are not in strict compliance, this calculation is valid for comparing data and specification values up to a maximum fibre strain of 2% (ASTM International 2021). The flexural stress-strain curves, such as those plotted in Fig. 5, provide an initial qualitative impression of the flexural behaviour and are discussed first. The flexural stress-strain curves corresponding to key moisture contents of 0%, 33.9%, and 87.2% are presented. These moisture contents were chosen as they represent the dry state (0%), approximate fibre saturation point (33.9%), and actual saturation state (87.2%) under 100% RH exposure. To facilitate a more comprehensive comparison of strain and stress values measured at various experimental conditions, horizontal reference lines were set at 80 MPa, while vertical reference lines were positioned at 0.025 mm/min. These specific reference values were chosen due to their proximity to the average peak stress and failure strain derived from the entirety of the experiments.

Maximum flexural stress-strain curves of bamboo strips tested at (a1-a3) 0% MC, (b1-b3) 33.9% MC, and (c1-c3) 87.2% MC with loading rates of 1 mm/min for 1, 10 mm/min for 2, and 100 mm/min for 3
It is observed that there are big inconsistencies among the repeated tests under the same test condition, which is common for natural fibre composites (Lau et al. 2018). Generally speaking, the stress-strain curves present a linear relationship at the initial stage of loading, from which the flexural modulus of elasticity can be determined. However, with the increase of strain, various degrees of nonlinearity are noticed depending on the moisture content and loading rate. Finally, the beam specimen ruptures with an abrupt drop in stress. It is worth noting that all bamboo strips tested in this study exhibited a characteristic failure type known as “Simple Tension” according to the definition outlined in the standard ASTM D143–23 (ASTM International 2023). The tension surface, i.e. the bottom outer surface, was where brash ruptures occurred, as evidenced in Fig. 6. This indicates that tension is the dominant failure mode, rather than local buckling on the compression surface. These findings indicate that variations in moisture content (when comparing figures along the horizontal direction) and loading rate (when comparing figures along the vertical direction) lead to noticeable differences in the flexural stress-strain behaviour of bamboo strips. With an increase in moisture content from 0 to 87.2%, observed across all tested loading rates, a consistent trend of decreasing peak stress and failure strain values in bamboo strips was evident. In contrast, an increase in loading rates from 1 mm/min to 100 mm/min tended to elevate peak stress values, while exerting minimal effects on failure strain values, irrespective of the moisture content of the strips. Despite a significant increase in peak stress at the loading rate of 100 mm/min, the peak stress obtained at 87.2% moisture content and 100 mm/min loading rate remained considerably lower than that obtained at 0% moisture content with a loading rate of 1 mm/min. Collectively, the flexural stress-strain curves highlight that moisture content has a more pronounced impact on the flexural properties of bamboo strips compared to loading rate. Flexural properties, including flexural strength, flexural modulus of elasticity, and failure strain, were derived from the analysis of flexural stress-strain curves obtained under varied conditions, involving six moisture contents (MCs) and three loading rates (LRs). These conditions include the curves depicted in Fig. 5, along with three additional MCs – 17.0%, 57.5%, and 112.0%. The averaged values of flexural properties, determined through five repetitions, are graphically represented against different MCs (0%, 17.0%, 33.9%, 57.5%, 87.2%, and 112.0%) and LRs (1, 10, and 100 mm/min) in Figs. 7, 8 and 9 in the following sections.

Selected bamboo specimens showing the failure status at the end of the bending tests: (a) 0% MC and 1 mm/min, (b) 0% MC and 100 mm/min, and (c) 87.2% MC and 100 mm/min (each column illustrates a group of repetitive specimens tested under the same moisture content and loading speed)
3.4 Flexural strength
The peak flexural stress prior to failure was identified as the flexural strength of the bamboo strips tested, which is significantly affected by the MCs and LRs. Figure 7 (a) displays the combined impact of MCs and LRs on flexural strength changes. Clearly, the lowest flexural strength was observed at an MC of 112% and a slower LR of 1 mm/min, with a strength of 54.48 MPa, which is 40.8% of the value achieved in a dry state with a 100 mm/min LR. Importantly, higher LRs demonstrated a slower decline in strength due to MC increment compared to lower LRs. To delve deeper into bamboo strip’s flexural strength response to MCs and LRs, Fig. 7 (b) and 7 (c) illustrate the flexural strength vs. MC and flexural strength vs. LR data, respectively.

Flexural strengths of bamboo strips: (a) strength mapping under various MCs and LRs, (b) MC-dependent strength changes, and (c) LR-dependent strength changes
As displayed in Fig. 7 (b), the flexural strength showed a significant decline as the moisture content increased in the low moisture content range from 0% to about 33.9%, independent of the LRs. With a further increase of moisture content up to 112.0%, however, the flexural strength only decreased slightly. This pattern aligns with the characteristic of an exponential function, and the corresponding fitting equation with an R2 > 0.99 is presented as Eq. 1, where the parameter R0 signifies the rate of the curve reaching an inflection point.
Table 1 outlines the R0 values acquired at various LRs. A more negative R0 indicates an earlier inflection point in the slowing down of flexural strength deterioration of bamboo strips, i.e., at a lower MC. Simultaneously, a greater reduction in the flexural strength before the inflection point would be identified. The obtained R0 becomes less negative as LR increases, reflecting reduced sensitivity to MC increases under a higher LR. Notably, when LR shifted between 10 and 100 mm/min, the alteration in R0 was minimal, suggesting nearly identical MC-related trends under these two LRs.
While the curves in Fig. 7 (b) share a similar shape, the flexural strength curve for a higher LR is consistently over that for a lower LR, indicating the high sensitivity of flexural strength of bamboo strips to LRs. To further explore the effects of loading rate, Fig. 7 (c) plots flexural strength changing as a function of loading rate, with a base-10 logarithmic scale on the abscissa axis. The results distinctly suggest that flexural strength increased proportionally to the logarithm of the LR for all the MC conditions, despite the experimental data exhibiting large deviations. In contrast to the reaction to LRs in the dry state (MC = 0%), it is noticed that bamboo strips exhibit heightened sensitivity to LRs after exposure to moisture. This heightened sensitivity is particularly pronounced at an MC of 33.9%, where the most substantial increase in flexural strength occurred with the LR shift from 1 to 100 mm/min.
3.5 Flexural modulus of elasticity
The flexural modulus of elasticity was determined by the line of best fit for the slope of the stress-strain curve over the strain range from 0.001 to 0.003, which was a linear elastic range for all the tests. The flexural modulus mapping in Fig. 8 (a) shows that the lowest flexural modulus response was identified at an MC of 112% under 1 mm/min loading. Compared to the varied LR, the MC had a more pronounced impact on the flexural modulus, as the modulus changes along the X-axis are more distinct than those along the Y-axis. The flexural modulus vs. MC and flexural modulus vs. LR data were extracted and plotted in Fig. 8 (b) and 8 (c) to further discuss the sensitivity of flexural modulus to various MCs and LRs.

Flexural modulus of bamboo strips: (a) flexural modulus mapping under various MCs and LRs, (b) MC-dependent flexural modulus changes, and (c) LR-dependent flexural modulus changes
Figure 8 (b) presents the changes in flexural modulus with increasing MCs. Similar to the trend of flexural strength, the flexural modulus descended quickly with moisture content at low contents (below 33.9%) and then appeared to approach an asymptotic level of approximately 6 GPa for high contents, displaying the characteristic of an exponential function. The fitting result with an R2 > 0.95 is presented as Eq. 2, with R0 listed in Table 2 indicating the rate of the curve reaching an inflection point.
According to the obtained R0 from the fitting, it is evident that the R0 becomes less negative with increasing LR, and this change is more significant than that in the flexural strengths. This trend indicates a decreasing sensitivity of bamboo strip’s flexural modulus to MCs as LR increased.
Figure 8 (c) presents flexural modulus changes on a base-10 logarithmic scale for LR, providing clarity on the response of flexural modulus to LRs at different MCs. Notably, flexural modulus did not consistently increase with the logarithm of LR across all MC conditions. By comparing the differences between the highest and lowest flexural modulus values obtained at a specific MC but different LRs, it is noticed that the most significant changes occurred at an MC of 33.9%, which is the same MC as the most heightened sensitivity of flexural strength. The higher this difference implies the more sensitive samples’ flexural modulus to the LRs. Below 33.9% MC, the flexural modulus sensitivity to LR increased with increasing MC, particularly when LR transitions from 1 to 10 mm/min. Beyond this MC, the flexural modulus sensitivity to LR abruptly decreased below that observed in a dry state.
3.6 Failure strain
The strain value at failure, corresponding to the flexural strength, was considered the failure strain. Figure 9 (a) shows that the lowest failure strain was detected at an LR of 1 mm/min, with an MC of 57.5%, in contrast to the 112% MC observed in flexural strength and modulus results. All the failure strains fell within the range of 0.015 to 0.030 mm/mm. As the MC increased, the detected values did not consistently decrease. Instead, the lowest values varied between 57.5 − 87.2%, depending on the applied LR. To better understand the response of failure strain to different MCs and LRs, Fig. 9 (b) and 9 (c) depict changes in failure strain with increasing MC and LR, respectively.

Failure strain of bamboo strips: (a) failure strain mapping under various MCs and LRs, (b) MC-dependent failure strain changes, and (c) LR-dependent failure strain changes
In Fig. 9 (b), it is evident that the failure strain remained nearly unchanged with increasing MC when the LR was set at 10–100 mm/min. However, at an LR of 1 mm/min, lower failure strain is observed at MCs exceeding 57.5%. This suggests that bamboo strips exhibited sensitivity to MC changes primarily under low LR conditions (e.g., 1 mm/min). Figure 9 (c) illustrates the relationship between failure strain and LR on a logarithmic scale. Similar to the flexural modulus results, failure strain does not show a consistent trend with the logarithm of LR. Differences between the highest and lowest failure strain values at a specific MC reveal that samples with an MC of 112% are more LR-sensitive than those with other MCs. Notably, a MC of 33.9% also appears to be a critical point in the response of failure strain to various LRs. Within the MC range of 0–33.9%, the sensitivity of failure strain to LR decreased compared to the dry state. Beyond this MC range, the samples become more sensitive to LRs than in a dry state.
3.7 Discussion
In previous studies, various regression equations were established to explore the relationship between flexural properties and MCs for identifying the fibre saturated point (Zou et al. 2019). The experimental results of the present research show that the degradation of bamboo strips due to increasing MC occurred concurrently with volumetric expansion. The turning points of the curves in Figs. 4 and 7(b), and 8(b) were all within the range of 17.0-33.9% MC. Therefore, correlation analyses were conducted among variables, including flexural properties, MCs, and volumetric expansion rates, using Pearson’s correlation method. Table 3 presents the correlation matrix for the variables investigated in this work. The diagonal represents a perfect correlation between the variables and themselves, with a value of 1. The mirror image above the diagonal was omitted here as the correlation between A and B is the same as that between B and A.
The correlation between two variables should range from − 1 to + 1, with the absolute value reflecting the strength of the correlation. When an absolute value of correlation is greater than 0.8 (as indicated by bold text in Table 3), it is implied that the correlated relationship is “very strong” (Salkind 2017). According to the results listed in Table 3, the correlation between flexural strength and volumetric expansion (-0.941) is stronger than the correlation between flexural strength and MC (-0.768). Both of these two correlations are significant at the 0.01 level with P (Sig.) < 0.01, indicating the statistical significance of the results. Likewise, a “very strong” correlated relationship between flexural modulus of elasticity and volumetric expansion (-0.905) is identified at the significant level of 0.01. Considering the even stronger correlation between flexural modulus of elasticity and flexural strength (0.962), it is suggested that both volumetric expansion and flexural modulus of elasticity are associated with flexural strength, generating a “very strong” correlation between flexural modulus of elasticity and volumetric expansion.
Based on the correlation and association between flexural strength and volumetric expansion, linear regression was used to fit equations for flexural strength changed with volumetric expansion at different LRs (see Fig. 10 (a)). The goodness of fit for all the regression results was high, with R2 values greater than 0.959. The results indicate that there is a negative linear correlation between flexural strength and volumetric expansion of bamboo strips regardless of the loading rates. As discussed in Sect. 3.4, a larger flexural strength was observed by applying a higher loading rate. This outcome is also clearly reflected in Fig. 10 (a), with the intercept of the linear regression equation increasing with increasing loading rate. In contrast to the increased intercept, negligible changes in the slope values of the linear regression equations can be identified with various loading rates.

Relationship between flexural strength and volumetric expansion of bamboo strips subjected to different loading rates: (a) flexural strength – volumetric expansion rate; (b) flexural strength loss – volumetric expansion rate
Furthermore, linear regression analysis was conducted between flexural strength loss and volumetric expansion rate (see Fig. 10 (b)) to examine whether the decrease in flexural strength is sensitive to loading rate. All the fittings started from the origin of the axes, and the R2 values exceeded 0.99, indicating excellent linearity between the variables. The slope of fitting lines was found to gain higher values with the decline in loading rate, implying a faster flexural strength loss with sample moisture expansion at a lower loading rate. This finding is particularly important in evaluating the mechanical properties of bamboo-based products exposed to an aggressive moisture environment, such as during the rainy season. It is noteworthy that the loading rates used in this study only span a limited range, given that engineering structures in practical applications may be subjected to a vast range of loading rates. Nonetheless, the present findings provide valuable insights into developing more reliable bamboo structures for use in high-humidity atmospheres.
4 Conclusion
This study explored the effect of loading rates on the flexural properties of bamboo strips after different durations of severe moisture attack. The experimental results were analysed in terms of stress-strain behaviour, flexural strength, modulus, and failure strain, elucidating the combined influences of moisture content and loading rate on the flexural performance of bamboo strips. Based on the results, the following conclusions were drawn:
-
Moisture absorption of bamboo strips was found to be proportional to the square root of exposure time at the initial stage for both 100% RH and water immersion conditions. A significantly higher moisture absorption rate was observed when the bamboo strips were immersed in water. A nearly saturated state with a moisture content of 112.0% was achieved after 14 days of water immersion.
-
Non-uniform expansion was observed in bamboo strips during exposure to 100% RH and water immersion conditions. Negligible expansion occurred along the fibre direction, while width and thickness saw tenfold increases in expansion rates. Expansion rates in width, thickness, and volume notably rose from 0 to 20% moisture content but increased more slowly beyond this range.
-
Throughout the bending tests, irrespective of moisture content or loading rates, all specimens experienced abrupt stress drops, accompanied by ruptures on the tension surface, i.e. the bottom outer surface. This underscores tension as the prevailing failure mode rather than local buckling on the compression surface.
-
The most significant property changes occurred below 33.9% moisture content. After moisture exposure, bamboo strip’s flexural strength and modulus became more sensitive to loading rates, with the highest sensitivity observed at 33.9% moisture content. In terms of failure strain, sensitivity to loading rates increased only at a moisture content above 33.9%.
-
Correlation analyses found strong correlations between flexural strength, flexural modulus, and volumetric expansion. Positive correlations between strength loss and volumetric expansion were established using linear regression fitting. The obtained slopes showed that a lower loading rate caused a faster strength loss with expansion.
These findings are practical for engineering applications in humid and rainy environments prone to potential impacts. Given the increasing frequency of heavy rainfall and storms due to global warming, monitoring engineered bamboo products’ properties in outdoor applications is essential for safety. This study has identified the specific moisture content level at which bamboo strips exhibit the highest sensitivity to loading rates. Moreover, it established a clear and positive correlation between the loss of strength and volumetric expansion in these materials. Such critical information serves as essential reference points for selecting appropriate loading rates and moisture content levels in future evaluations of bamboo products, especially those exposed to severe moisture conditions. However, this study only focused on a fundamental component of glued laminated bamboo within a limited range of loading rates. Deeper investigations on considering variations in glue types, density, and assembly methods will be carried out in future studies.
References
Akinlabi ET, Anane-Fenin K, Akwada DR (2017) Applications of bamboo. In: Akinlabi ET, Anane-Fenin K, Akwada DR (eds) Bamboo: the multipurpose plant. Springer International Publishing, Cham, pp 179–219
ASTM D143- 23 standard test methods for small clear specimens of timber. ASTM International, West Conshohocken, PA, United States
ASTM D5229/D5229M- 20 standard test method for moisture absorption properties and equilibrium conditioning of polymer matrix composite materials. ASTM International, West Conshohocken, PA, United States
ASTM D7264/D7264M- 21 standard test method for flexural properties of polymer matrix composite materials. ASTM International, West Conshohocken, PA, United States
Chung KF, Yu WK (2002) Mechanical properties of structural bamboo for bamboo scaffoldings. Eng Struct 24(4):429–442
GB/T 15780 – 1995 Testing methods for physical and mechanical properties of bamboos. China Standards, Beijing, China
Harries KA, Sharma B, Richard M (2012) Structural use of full culm bamboo: the path to standardization. Int J Archit Eng Constr 1(2):66–75
Hernández RE (2007) Effects of extraneous substances, wood density and interlocked grain on fiber saturation point of hardwoods. Wood Mater Sci Eng 2(1):45–53
Hong C, Li H, Xiong Z, Lorenzo R, Corbi I, Corbi O, Wei D, Yuan C, Yang D, Zhang H (2020) Review of connections for engineered bamboo structures. J Build Eng 30:101324
Huang Y, Ji Y, Yu W (2019) Development of bamboo scrimber: a literature review. J Wood Sci 65:25
ISO 21625 (2020) Vocabulary related to bamboo and bamboo products. ISO copyright office, Geneva, Switzerland
Lau K-t, Hung P-y, Zhu M-H, Hui D (2018) Properties of natural fibre composites for structural engineering applications. Compos B: Eng 136:222–233
Lei W, Huang Y, Yu W, Wang X, Wu J, Yang Y, Qi Y, Zhang Y (2023) Evolution of structural characteristics of bamboo scrimber under extreme weather. Ind Crops Prod 203:117195
Li X, Ashraf M, Li H, Zheng X, Wang H, Al-Deen S, Hazell PJ (2019) An experimental investigation on Parallel Bamboo Strand Lumber specimens under quasi static and impact loading. Constr Build Mater 228:116724
Li X, Ashraf M, Li H, Zheng X, Al-Deen S, Wang H, Hazell PJ (2020) Experimental study on the deformation and failure mechanism of parallel bamboo strand Lumber under drop-weight penetration impact. Constr Build Mater 242:118135
Li J, Xu H, Yu Y, Chen H, Yi W, Wang H (2021) Intelligent analysis technology of bamboo structure. Part I: the variability of vascular bundles and fiber sheath area. Ind Crops Prod 174:114163
Mou Q, Hao X, Xu K, Li X, Li X (2022) Hygroexpansion behaviors of bamboo in response to moisture absorption and desorption. Constr Build Mater 341:127895
Nkeuwa WN, Zhang J, Semple KE, Chen M, Xia Y, Dai C (2022) Bamboo-based composites: a review on fundamentals and processes of bamboo bonding. Compos B: Eng 235:109776
Ohmae Y, Nakano T (2009) Water adsorption properties of bamboo in the longitudinal direction. Wood Sci Technol 43:415–422
Qiu Z, Wang J, Fan H (2021a) Impact bending behaviors of parallel bamboo strand lumber beams: velocity sensitivity and anisotropy. Compos Struct 263:113711
Qiu Z, Zhu W, Fan H (2021b) Flexural performances and failure analyses of parallel bamboo strand lumber plates. Eng Fract Mech 254:107922
Salkind NJ (2017) Statistics for people who (think they) hate statistics. SAGE, Incorporated
Sánchez Cruz ML, Morales LY (2019) Influencia Del contenido de humedad en las propiedades mecánicas de la Caña De Guadua. INGE CUC 15:99–108
Sharma B, van der Vegte A (2020) 21 - Engineered bamboo for structural applications, in: Harries, K.A., Sharma, B. (Eds.), Nonconventional and Vernacular Construction Materials (Second Edition). Woodhead Publishing, pp. 597–623
Sharma B, Gatoo A, Bock M, Mulligan H, Ramage M (2015a) Engineered bamboo: state of the art. Proceedings of the Institution of Civil Engineers - Construction Materials 168, 57–67
Sharma B, Gatóo A, Bock M, Ramage M (2015b) Engineered bamboo for structural applications. Constr Build Mater 81:66–73
Sharma B, Eley D, Emanuel O, Brentnall C (2021) Mechanical properties of laminated bamboo designed for curvature. Constr Build Mater 300:123937
Tan C, Li H, Ashraf M, Corbi I, Corbi O, Lorenzo R (2021) Evaluation of axial capacity of engineered bamboo columns. J Build Eng 34:102039
Tu J, Lu E (2022) Understanding the uncertainty of the long-term precipitation trend under global warming through the water cycle. Int J Climatol 42(8):4273–4288
Xu Q, Harries K, Li X, Liu Q, Gottron J (2014) Mechanical properties of structural bamboo following immersion in water. Eng Struct 81:230–239
Yuan J, Fang C, Chen Q, Fei B (2021) Observing bamboo dimensional change caused by humidity. Constr Build Mater 309:124988
Zhang X, Li J, Yu Y, Wang H (2018) Investigating the water vapor sorption behavior of bamboo with two sorption models. J Mater Sci 53:8241–8249
Zhang Y-H, Ma H-X, Qi Y, Zhu R-X, Li X-W, Yu W-J, Rao F (2022) Study of the long-term degradation behavior of bamboo scrimber under natural weathering. NPJ Mater Degrad 6:63
Zou Z, Wu J, Zhang X (2019) Influence of moisture content on Mechanical properties of Bamboo Scrimber. J Mater Civ Eng 31:06019004
Acknowledgements
H. Wang gratefully acknowledges the support from the Natural Science Foundation of Hunan Province, China (2021JJ40090). The authors appreciate the Civil Engineering Laboratory at UNSW Canberra for providing the experimental services described in this paper.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Open Access funding enabled and organized by CAUL and its Member Institutions
Author information
Authors and Affiliations
Contributions
C. W. and H. W. conceived the study, wrote the main manuscript text, and prepared the tables and figures. H. W. and Y. G. performed the experiments. H. W., D. M., and P.J. H. provided funding and resources. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wang, C., Wang, H., Guo, Y. et al. Correlations between moisture expansion and flexural properties of bamboo strips in response to different loading rates. Eur. J. Wood Prod. (2024). https://doi.org/10.1007/s00107-024-02091-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00107-024-02091-1