
Abstract
The study presents the integration of Topology Optimization (TO) as a design strategy and Wire Arc Additive Manufacturing (WAAM) as a fabrication strategy. Although TO is well-known in the discipline, a gap in implementing this technique in architectural design due to fabrication limitations remains. In this research, an integrated framework is proposed to obtain a design where both TO and WAAM printing are implemented simultaneously. This framework is divided into five main phases, (1) checking suitability, (2) preprocessing, (3) processing, (4) post-processing, and (5) printing. The framework is then applied to the design of a topology-optimized spiral staircase and studied for fabrication using WAAM metal 3D printing. The results conclude that avoiding the usual standardization of design can be realized by implementing a framework that takes the fabrication strategies into consideration throughout the design process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The realization of an integral design process that merges the disciplines of architectural design, structural optimization, and digital fabrication has been a topic of interest in recent years (Galjaard et al. 2015). One of the methods used for achieving optimized structural design is Topology Optimization (TO), where material properties and load conditions are analyzed affecting the form and structure directly (Adriaenssens et al. 2014). Metal Wire Arc Additive Manufacturing (WAAM) is the layered addition of material to produce a certain geometry and an essential tool for designers to realize various complex forms that were just conceptualized rather than fabricated, resulting in enhancements in structural designs and thus architectural forms (Addis 2015). WAAM technology has been used previously in various fields such as aerospace, automotive, and biomedical engineering (Wong et al. 2018). To implement TO and WAAM technology properly, the user should be aware of all the parameters and limitations concerning the process, including the mechanical properties and the geometrical properties of the material used. (Ryan et al. 2018; Wang et al. 2016; Guan et al. 2013; Liberini et al. 2017; Xiong et al. 2018). For easier adaptation and integration of both technologies within the design process by architects, a framework is conducted and implemented for the design and studied fabrication of a spiral staircase. TO is used as a structural design strategy and WAAM technology as a fabrication strategy. Further work should include the application of this framework on larger structures that exceed the dimensional limitations of the printing robot.
Definition of Topology Optimization
TO, sometimes known as the homogenization method and evolutionary structural optimization are mathematical frameworks that tackle the performance of various iterations to achieve optimal structural performance with the best material distribution to avoid material waste (Sabiston, 2020). Most TO programs follow a gradient-based algorithm, where a set of constraints and boundary conditions have a direct impact on the user-specified design geometry and therefore the optimized form (Galjaard et al. 2015). Sometimes, other constraints are implemented that are more relatable to real-life conditions, including symmetry, stress, and frequency constraints (Sabiston, 2020). The defined design domain is analyzed in an iterative method to determine whether each area needs to be solid or void to achieve a lightweight unit with maximum stiffness and minimal deflection. The results are refined and evaluated for performance, resulting in highly complex and optimized geometry (Donofrio, 2016).
History of Topology Optimization Development
Topology and structural optimization are deeply rooted from the start of the theory of elasticity (Lagaros, 2018). It was known as the Optimal Layout Theory and its use was not limited to the geometry of the structural unit; it tackled its layout as well. Driving from the original Maxwell Farm theory, the weight of thin bars was optimized using the Michell theory in the 1904s. This is considered the first paper ever to be written about this topic as mentioned in Fig. 1 (Rozvany, 2009). The concept was then applied to obtain a structurally optimized truss layout (Pedersen, 1970). Enhancements in aerospace engineering were obtained when the thickness of the plate used was optimized using Kirchoff equations (Olhoff, 1975). TO experienced rapid growth in the 1990s leading to its recognition in more engineering fields. Ranging from medical devices and customized medicine to electronic and mechanical engineering and into the field of art and architecture. The development of truss optimization led to TO implementation in the fields of civil and structural design.

History of topology optimization
TO development followed the use of what is known as the homogenization method, which had a positive impact on the reduction of problems caused by the uneven distribution of material (Rozvany, 2009). That was until the methodology of Evolutionary Structural Optimization (ESO) was recognized, where the algorithm used imitated nature more easily and simply. The ESO method became a widely discussed and debated topic among researchers and was used as a method of implementing TO (Edwards et al. 2007). Enhancements in computational design refined the algorithm used for TO, which resulted in the availability of accessible software or relatively affordable ones, such as MATLAB code and the grasshopper plug-in Karamba (Preisinger, 2013). Interest in TO application peaked when the simulations occurred under certain numerical stress constraints, as researchers started to recognize the importance of the newer field of discrete optimization instead of the usual Optimization of Continua (Kanyilmaz et al. 2021). The major difference between the two sub-fields is the ability of discrete optimization to occur within a solid.
At the beginning of 2010, the fabrication of topology optimization using additive manufacturing technology started to grow (Brackett et al., 2011). The predominant research shifted towards more developed routes better suited for fabrication. More optimization techniques were realized such as the implementation of ESO and the use of Solid Isotropic Microstructure (or Material) with Penalization (SIMP). Researchers worked explicitly to achieve further enhancements in the past 10 years, which is shown in the modification of the algorithms used, the availability of more programs and approaches, and the clarity of a suitable framework. This allowed the merger between the two technologies of TO and AM (Bañón and Raspall, 2021).
The general criteria followed when designing using this technology are summarized into three main aspects. The first statement contains design variables that can be defined by either the specified design parameter, the properties of the material used, or the finite number of iterations that can be conducted. The second criterion outlines the objective of the final design. The user can choose the non-numerical target wanted from the optimization. This includes the overall stiffness or structural weight. The third and final criterion highlights the design constraints including values of boundary limits such as the stress level (Galjaard et al. 2015).
Application of Topology Optimization
TO follows some natural principles applied to construct an algorithm aiming to deliver the best design solution for a specific design domain and a specific set of criteria (Gerfen, 2009). The computational procedure generates several iterations that are in line with the desired performance of the selected material (Stromberg et al. 2011). With automated feedback, each stage of the iterative process is dependent on the preceding one (Galjaard et al. 2015). This method considers many factors including form, size, and material, leading to the creation of exciting and intricate organic geometries, as shown in Fig. 2 (Suzuki and Kikuchi 1991; Rozvany, 2009).

Topology optimization simulation
As shown in Fig. 3, there are two main approaches implemented when designing using TO based on the volume fraction used: Layout Optimization (LO) and General Shape Optimization (GSO) (Kutyłowski, 2004). When simulating low fraction volumes, for example, 2D grid or 2D truss design, Layout Optimization is used in most cases. On the contrary, with objects that have higher volume fractions, General Shape Optimization (GSO) is used. The various material properties are available and the direction in which the force distribution occurs is used as a criterion for subcategorizing GSO into Isotropic Solid-Empty (ISE), Anisotropic Solid-Empty (ASE), and Isotropic Solid-Empty Porous (ISEP). ISE is divided into several other categories such as Solid Isotropic Microstructure with Penalization (SIMP), which distributes the load according to the material density using the relocation of asymptotes (Bendsøe and Sigmund 1999). Further development led to the use of Evolutionary Structure Optimization (ESO) in 1992 which uses computational learning to gradually subtract unused material until the desired volume is achieved. This method was unreliable as desired outcomes were achieved occasionally (Bendsøe and Sigmund, 1999). Bi-directional evolutionary structural optimization (BESO) was developed to avoid errors caused by ESO and allow the structure to add or remove materials to reach the desired optimized structure (Zhu JH, 2007). They can be divided into three main types: ESO, AESO, and BESO.

Types of topology optimization. Image: Kutyłowski 2004
-
ESO––Material reduction iterations until the stress criteria suggested is achieved.
-
AESO-Additive ESO–Material addition iterations, until the stress criteria suggested, are achieved.
-
BESO-Bi-directional ESO-Material addition and reduction iterations until the stress criteria suggested are achieved, reducing chances of error.
Although TO is developing rapidly and being implemented in various fields, there is an evident gap between designing using TO and fabricating the output using WAAM due to the lack of understanding of the whole process. Both of these technologies are considered separate, so each of them is developed individually and not simultaneously. This paper tackles the whole process to produce a framework that takes into consideration all the aspects needed to design using TO while taking into account all WAAM limitations. This process is tested on the design and studied fabrication strategy of a topology-optimized spiral staircase.
Method
Topology Optimization Framework
After studying Topology optimization and understanding WAAM considerations, a framework is conducted that merges these two technologies to facilitate their adoption by architects and to achieve an optimal solution with the least material and time waste. As shown in figure Fig. 4 below, the framework is divided into four main categories: checking suitability, preprocessing, processing, post-processing, and printing. Each category takes into consideration both technologies. WAAM restrictions and limitations are taken into account from the initial TO design stages. In this case study, TO is used to design the spiral staircase with the usual parameters of the staircase itself. The design is then optimized for WAAM printing. The merge of these two technologies is conducted using the proposed framework.

Proposed framework
Case Study
Check Suitability Stage
Checking the suitability of the geometry is an essential initial step in the whole process as it pushes the designer towards understanding the new technological tools and exploiting their potential, rather than repeating conventional designs. The usual spiral staircase is considered a typical example of the common standardization in this industry. The mass customization of the spiral can produce various unique designs. To examine the functional and financial needs, the traditional manufacturing technique and classical design geometry should be tested. The feasibility of the needs for WAAM is evaluated when the first design is suggested. The initial design should be reevaluated if the concept is not seen as an opportunity when compared to the traditional methods.
Pre-processing Stage
If it is determined that the design has a possibility for WAAM, the design's initial parameters are examined including recommendations for the design domain, load, and support, as shown in Fig. 5. These are considered the required inputs before the optimization simulation. To reduce the amount of material utilized as much as possible, the design should undergo human optimization first before being subjected to topological optimization. The design is then evaluated for its functional integration and tested if the original geometrical circumstances change.

Design domain, load, and support
Processing Stage
At this stage in the process, the design input is subjected to the topology optimization simulation conducted in this case study by the tOpos plugin in Grasshopper. The ability of tOpos to use GPU computing results in a faster and more user-friendly solution (Bialkowski, S., 2018). The plugin uses SIMP methods to achieve the optimized geometry. The design is subjected to multiple iterations to achieve the optimal results as shown in Fig. 6 After the optimization, the geometry should be checked for WAAM printing suitability before further proceeding of the steps. If the design is suitable for printing, the rest of the steps are continued, if not, then the design should be reassessed based on the step that resulted in the lack of suitability. The improved design should be evaluated again for printing suitability before being subjected to a post-processing approach.

TO process using grasshopper plugin tOpos
Post-processing Stage
Post-processing after optimization is a crucial step for smoothing out the geometry before printing as the output from the optimization process is usually not smooth or uniform. The first step is breaking down the mesh into triangles, facilitating the readability of the geometry. After the triangulation process, the design is subjected to the smoothing process using the grasshopper and grasshopper plugin Weaverbird (Fig. 7). Based on the limitations of printing, more adjustments may be made. The final proposal is subjected to material and mechanical verification to ensure the structural integration of the part before printing.

Triangulation and smoothing
Printing Stage
Before the printing of the mesh, the orientation of the printing should be taken into consideration as it plays an important role in facilitating the printing process. This ensures the achievement of better and easier results with less support and material waste. If the orientation leads to the need for multiple supports, it defeats the purpose of using WAAM technology.
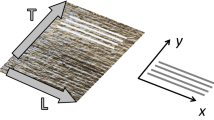
To prepare the geometry for printing, the geometry is contoured, and the layer height is determined based on the thickness of the depositing wire as shown in Fig. 8. These contoured curves are divided according to their control points to optimize the robot tool head movement. These division points are used for initiating the tool path using planes.

Contouring and plane generation process
Plane orientation should be optimized to facilitate the robot's movement as it determines the direction in which the tool head moves. For better and easier robot movement, the planes' orientation should be improved. The tool head's movement is dictated by the planes illustrated in the robot printing animation in Fig. 9. After the printing process the unit should be subjected to material and mechanical tests.

Printing and Animation process
Final Design
This design shows the unlimited possibilities that can be achieved by applying TO in the design of a spiral staircase. TO is a simple method that can be easily implemented in the design realm and produce mass-customized products with fewer materials used. The following figures show the final design proposal that has been simulated and studied for fabrication using WAAM technology (Fig. 10). They show the endless positive impact of applying WAAM technology in the achievement of unique and complex forms.

Final design output
Conclusion
This paper discussed the shift towards implementing computational methods in design and integrating fabrication strategies as a way of linking technological advancements in the multidisciplinary fields of architecture, construction, and structure. This research paper suggested a fully integrated framework that can easily be followed by architects and designers. The framework combines both TO and WAAM metal 3D printing in all the suggested stages to minimize the errors throughout the process. The proposed framework is tested on a spiral staircase.
The conventional way of designing and fabricating resulted in the standardization of design which usually contributes to an extensive waste of material. Having a fully integrated workflow that bridges the gap between these technologies for easier implementation by architects helps in the realization of more mass-customized and unique designs. Further work should investigate the potential and limitations of applying this methodology for larger structures that exceed the dimensions constraints of the fabricating robot and adjust accordingly. Finally, integrating structural optimization in the design process enables the merge between two fields that are not well integrated, therefore it will offer new opportunities in generating more complex and intricate designs with less material usage. This can transform the way we design and facilitate the production of unique architectural elements.
Data availability
Data generated during this research are available from the corresponding author upon request.
References
Addis W. 2015. Building: 3000 Years of Design Engineering and Construction, London: Phaidon.
Adriaenssens S., Block P. Veenendaal D. and Williams C. 2014. Shell Structures for Architecture: Form Finding and Optimization. Abingdon: Routledge.
Bañón C. and Raspall, F. 2021. 3D Printing Architecture Workflows, Applications and Trends. Berlin, Heidelberg: Springer.
Bendsøe MP, Sigmund O. 1999. Material interpolation schemes in topology optimization. Arch Appl Mech, 69, 9–10: 635–54. https://doi.org/10.1007/s004190050248
Bialkowski S. 2018. Topology Optimisation Influence on Architectural Design Process - Enhancing Form Finding Routine by tOpos Toolset utilisation. 36th eCAADe Conference. Lodz: Lodz University of Technology.
Brackett D., Ashcroft I. and Hague R. 2011. TO for additive manufacturing. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference; SFF 2011.
Donofrio M. 2016. TO and advanced manufacturing as a means for the design of sustainable building components. Procedia Engineering 145: 638-645. https://doi.org/10.1016/j.proeng.2016.04.054
Edwards C.S., Kim H.A. and Budd C.J. 2007. An evaluative study on ESO and SIMP for optimising a cantilever tie-beam. Structural and Multidisciplinary Optimization., 34, 403–414.
Galjaard S., Hofman S., Perry N, and Ren S. 2015. ‘Optimizing structural building elements in metal by using additive manufacturing,’ International Association for Shell and Spatial Structures
Gerfen K. 2009 R+D awards: oasis generator. Archit Mag 2009:54–5. https://www.architectmagazine.com/awards/r-d-awards/2009-r-d-awards_o
Guan K., Wang Z., Gao M., Li X., Zeng X. 2013 Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel, Mater. Des. 50 581–586. https://doi.org/10.1016/j.matdes.2013.03.056.
Kanyilmaz A., Demir G., Chierici M., Berto F., Gardner L., Kandukuri S., Yagnanna K., Paul K., Takuya L., and Paoletti I. 2021. Role of Metal 3D Printing to Increase Quality and Resource-efficiency in the Construction Sector. Additive Manufacturing 102541. https://doi.org/10.1016/j.addma.2021.102541
Kutyłowski R. 2004. Topology Optimization for Continuum Structure with Decreasing Mass. Proceedings in applied mathematics and mechanics. https://doi.org/10.1002/pamm.200410289
Lagaros, N. 2018. The environmental and economic impact of structural optimization. Structural and Multidisciplinary Optimization, 58(6), 1751–1768. https://doi.org/10.1007/s00158-018-1998-z
Liberini M., Astarita A., Campatelli G., Scippa A., Montevecchi F., Venturini G., Durante M., Boccarusso L., Minutolo F.M.C., Squillace A. 2017 Selection of optimal process parameters for wire arc additive manufacturing, Procedia CIRP 62 470–474. https://doi.org/10.1016/j.procir.2016.06.124.
Olhoff, N. 1975. On Singularities, Local Optima, and Formation of Stiffeners in Optimal Design of Plates. In Optimization in Structural Design
Pedersen P. 1970. On the minimum mass layout of trusses. In: AGARD Conference Proceedings No. 36 (AGARD-CP-36–70), NATO Research and Technology Organisation, pp 11.1–11.17, URL http://www.rta.nato.int/Abstracts.asp, Symposium on Structural Optimization, Istanbul, Turkey, 1969
Preisinger, C. 2013. Linking structure and parametric geometry. Architectural Design, 83, 110–113. https://doi.org/10.1002/ad.1564
Rozvany G.I.N. 2009. A critical review of established methods of structural topology optimization, Struct. Multidiscip. Optim. 37 (3) 217–237. https://doi.org/10.1007/s00158-007-0217-0.
Ryan E.M., Sabin T.J., Watts J.F., Whiteing M.J. 2018 The influence of build parameters and wire batch on porosity of wire and arc additive manufactured aluminium alloy 2319, J. Mater. Process. Technol. 262 577–584. https://doi.org/10.1016/j.jmatprotec.2018.07.030.
Sabiston G. and Kim Y. 2020. 3D topology optimization for cost and time minimization in additive manufacturing. Structural and Multidisciplinary Optimization 61: 731-748. https://doi.org/10.1007/s00158-019-02392-7
Stromberg L.L., Beghini A., Baker W.F., Paulino G.H. 2011. Application of layout and topology optimization using pattern gradation for the conceptual design of buildings, Structural and Multidisciplinary Optimization, 43(2), p. 165–180. https://doi.org/10.1007/s00158-010-0563-1
Suzuki K., Kikuchi N. 1991 A homogenization method for shape and topology optimization. Computer Methods in Applied Mechanics Engineering, 93(3):291–318. https://doi.org/10.1016/0045-7825(91)90245-2
Wang Z., Palmer T.A., Beese A.M. 2016 Effect of processing parameters on micro- structure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing, Acta Mater. 110 226–235
Wong J., Ryan L. and Kim IY 2018. Design optimization of aircraft landing gear assembly under dynamic loading. Struct Multidiscip Optim 57: 1357–1375. https://doi.org/https://doi.org/10.1007/s00158-017-1817-y
Xiong J., Li Y., Li R., Yin Z. 2018 Influences of process parameters on surface roughness of multi-layer single-pass thin-walled parts in GMAW-based additive manufacturing, J. Mater. Process. Technol. 252 128–136. https://doi.org/10.1016/j.jmatprotec.2017.09.020.
Zhu J., Zhang W., Qiu K. 2007 Bi-directional evolutionary topology optimization using element replaceable method. Com- put Mech;40(1):97–109. https://doi.org/10.1007/s00466-006-0087-0
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
None.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
This article is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
About this article

Cite this article
Elhamy, A.A., Elselmy, R. Computational Design and Fabrication Strategy for Topology Optimization of Spiral Staircase Using Metal Wire Arc Additive Manufacturing. Nexus Netw J 26, 397–408 (2024). https://doi.org/10.1007/s00004-023-00759-4
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00004-023-00759-4