
Abstract
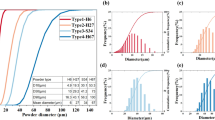
Process engineering applications, which require a defined mass transport, call for thin-walled structures with a defined open porosity. Powder bed fusion by a laser beam (PBF-LB) is investigated as a potential manufacturing method using stainless steel 316L to produce such structures. The total porosity was determined by weighing and volume measurement. The influence of the process parameters laser power, scan speed and hatch distance on porosity was investigated by means of a design of experiments (DoE) approach using a central composite design (CCD). A statistically significant regression model was developed to allow a prediction of the porosity values within the design space. To determine the distribution and size of porous sections, computed tomography and a microscope in transmitted light mode were used as well. Permeability was also analyzed. Within the design space, a permeability coefficient of 2258.26 E−12 m2 was achieved with a maximum porosity value of 19.00%. With the help of the CT analysis, it was determined that for area laser energy densities between 0.625 and 0.744 J/mm2, the average pore size from 4728.57 to 9841.38 µm2 can be adapted.













Similar content being viewed by others

References
Karageorgiou V, Kaplan D (2005) Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 26(27):5474–5491. https://doi.org/10.1016/j.biomaterials.2005.02.002
Thieme M, Wieters K-P, Bergner F et al (2001) Titanium sintering for preparation of a porous functionally graded material destined for orthopaedic implants. J Mater Sci Mater Med 12(3):225–231. https://doi.org/10.1023/A:1008958914818
Sing SL, Wiria FE, Yeong WY (2018) Selective laser melting of lattice structures: a statistical approach to manufacturability and mechanical behavior. Robot Comput Integr Manuf 49:170–180. https://doi.org/10.1016/j.rcim.2017.06.006
Evans AG, Hutchinson JW, Fleck NA et al (2001) The topological design of multifunctional cellular metals. Prog Mater Sci 46(3–4):309–327. https://doi.org/10.1016/S0079-6425(00)00016-5
Yan C, Hao L, Hussein A et al (2014) Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater Des 55:533–541. https://doi.org/10.1016/j.matdes.2013.10.027
Attenborough K (1982) Acoustical characteristics of porous materials. Phys Rep 82(3):179–227. https://doi.org/10.1016/0370-1573(82)90131-4
Oh I-H, Nomura N, Masahashi N et al (2003) Mechanical properties of porous titanium compacts prepared by powder sintering. Scr Mater 49(12):1197–1202. https://doi.org/10.1016/j.scriptamat.2003.08.018
Dzmitry M, Klimenty B (2016) A porous materials production with an electric discharge sintering. Int J Refract Metals Hard Mater 59:67–77. https://doi.org/10.1016/j.ijrmhm.2016.05.015
Yamada Y, Shimojima K, Sakaguchi Y et al (2000) Processing of cellular magnesium materials. Adv Eng Mater 2(4):184–187. https://doi.org/10.1002/(SICI)1527-2648(200004)2:4%3c184:AID-ADEM184%3e3.0.CO;2-W
Yablokova G, Speirs M, van Humbeeck J et al (2015) Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants. Powder Technol 283:199–209. https://doi.org/10.1016/j.powtec.2015.05.015
Kumar A, Reddy RG (2004) Materials and design development for bipolar/end plates in fuel cells. J Power Sources 129(1):62–67. https://doi.org/10.1016/j.jpowsour.2003.11.011
Kempen K, Thijs L, van Humbeeck J et al (2012) Mechanical properties of AlSi10Mg produced by selective laser melting. Phys Proced 39:439–446. https://doi.org/10.1016/j.phpro.2012.10.059
Stoffregen H, Fischer J, Siedelhofer C et al (2011) Selective laser melting of porous structures. In: Solid freeform fabrication symposium, Austin, Texas, 8–10 Aug. 2011, pp 680–695
Spierings AB, Wegener K, Levy G (2012) Designing material properties locally with additive manufacturing technology SLM. In: Proceedings solid freeform fabrication symposium, pp 447–455
Spierings AB, Schneider M, Eggenberger R (2011) Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp J 17(5):380–386. https://doi.org/10.1108/13552541111156504
Li R, Liu J, Shi Y et al (2010) 316L stainless steel with gradient porosity fabricated by selective laser melting. J Mater Eng Perform 19(5):666–671. https://doi.org/10.1007/s11665-009-9535-2
Ibrahim KA, Wu B, Brandon NP (2016) Electrical conductivity and porosity in stainless steel 316L scaffolds for electrochemical devices fabricated using selective laser sintering. Mater Des 106:51–59. https://doi.org/10.1016/j.matdes.2016.05.096
Gu D, Shen Y (2008) Processing conditions and microstructural features of porous 316L stainless steel components by DMLS. Appl Surf Sci 255(5):1880–1887. https://doi.org/10.1016/j.apsusc.2008.06.118
Rao H, Giet S, Yang K et al (2016) The influence of processing parameters on aluminium alloy A357 manufactured by selective laser melting. Mater Des 109:334–346. https://doi.org/10.1016/j.matdes.2016.07.009
Cai X, Malcolm AA, Wong BS et al (2015) Measurement and characterization of porosity in aluminium selective laser melting parts using X-ray CT. Virtual Phys Prototyp 10(4):195–206. https://doi.org/10.1080/17452759.2015.1112412
Zhou X, Wang D, Liu X et al (2015) 3D-imaging of selective laser melting defects in a Co–Cr–Mo alloy by synchrotron radiation micro-CT. Acta Mater 98:1–16. https://doi.org/10.1016/j.actamat.2015.07.014
Sufiiarov VS, Popovich AA, Borisov EV et al (2017) The effect of layer thickness at selective laser melting. Proced Eng 174:126–134. https://doi.org/10.1016/j.proeng.2017.01.179
Habijan T, Haberland C, Meier H et al (2013) The biocompatibility of dense and porous nickel–titanium produced by selective laser melting. Mater Sci Eng C Mater Biol Appl 33(1):419–426. https://doi.org/10.1016/j.msec.2012.09.008
Gong H (2013) Generation and detection of defects in metallic parts fabricated by selective laser melting and electron beam melting and their effects on mechanical properties. https://doi.org/10.18297/etd/515
Abele E, Stoffregen HA, Kniepkamp M et al (2015) Selective laser melting for manufacturing of thin-walled porous elements. J Mater Process Technol 215:114–122. https://doi.org/10.1016/j.jmatprotec.2014.07.017
Kaserer S, Caldwell KM, Ramaker DE et al (2013) Analyzing the influence of H3PO4 as catalyst poison in high temperature PEM fuel cells using in-operando X-ray absorption spectroscopy. J Phys Chem C 117(12):6210–6217. https://doi.org/10.1021/jp311924q
Bevilacqua N, George MG, Galbiati S et al (2017) Phosphoric acid invasion in high temperature PEM fuel cell gas diffusion layers. Electrochim Acta 257:89–98. https://doi.org/10.1016/j.electacta.2017.10.054
Oñoro J (2009) Corrosion fatigue behaviour of 317LN austenitic stainless steel in phosphoric acid. Int J Press Vessels Pip 86(10):656–660. https://doi.org/10.1016/j.ijpvp.2009.06.001
Schaeffler AL (1949) Constitution diagram for stainless steel weld metal. Metal Prog 56:680
Pleshivtsev VG, Filippov GA, Pak YA et al (2009) Effect of carbon content and stressed state on the corrosion rate of pipe steel in heating systems. Metallurgist 53(7–8):502–505. https://doi.org/10.1007/s11015-009-9188-2
Sánchez-Tovar R, Montañés MT, García-Antón J et al (2011) Corrosion behaviour of micro-plasma arc welded stainless steels in H3PO4 under flowing conditions at different temperatures. Corros Sci 53(4):1237–1246. https://doi.org/10.1016/j.corsci.2010.12.017
New York International Nickel Co., Inc. (1963) Corrosion resistance of the austenitic chromium–nickel stainless steels in chemical environments. New York International Nickel Co. Inc., New York
Lizlovs EA (1969) Corrosion behavior of types 304 and 316 stainless steel in hot 85% phosphoric acid. Corrosion 25(9):389–393. https://doi.org/10.5006/0010-9312-25.9.389
Siebertz K, van Bebber D, Hochkirchen T (2010) Statistische versuchsplanung. Springer, Berlin. https://doi.org/10.1007/978-3-642-05493-8
Ho ST, Hutmacher DW (2006) A comparison of micro CT with other techniques used in the characterization of scaffolds. Biomaterials 27(8):1362–1376. https://doi.org/10.1016/j.biomaterials.2005.08.035
Zalc JM, Reyes SC, Iglesia E (2004) The effects of diffusion mechanism and void structure on transport rates and tortuosity factors in complex porous structures. Chem Eng Sci 59(14):2947–2960. https://doi.org/10.1016/j.ces.2004.04.028
Cindrella L, Kannan AM, Lin JF et al (2009) Gas diffusion layer for proton exchange membrane fuel cells—a review. J Power Sources 194(1):146–160. https://doi.org/10.1016/j.jpowsour.2009.04.005
Ostadi H, Rama P, Liu Y et al (2010) 3D reconstruction of a gas diffusion layer and a microporous layer. J Membr Sci 351(1–2):69–74. https://doi.org/10.1016/j.memsci.2010.01.031
Thijs L, Verhaeghe F, Craeghs T et al (2010) A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater 58(9):3303–3312. https://doi.org/10.1016/j.actamat.2010.02.004
Töpler J, Lehmann J (2014) Wasserstoff und Brennstoffzelle. Springer, Berlin. https://doi.org/10.1007/978-3-642-37415-9
Reitz W (2007) Handbook of fuel cells: fundamentals, technology, and applications. In: Vielstich W, Lamm A, Gasteiger HA (eds) Materials and manufacturing processes, 22nd edn. Wiley, New York, p 789. https://doi.org/10.1080/10426910701416336
Acknowledgements
The authors extend their thanks to the German Research Foundation (DFG) for the funding of the projects AB 133/97-1 and HA 1283/11-1. This support has enabled the described investigations in the area of additive manufacturing, which have led to the results presented in this article.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Abele, E., Reiber, T., Hampe, M. et al. Tailoring and investigation of defined porosity properties in thin-walled 316L structures using laser-based powder bed fusion. Prog Addit Manuf 4, 451–463 (2019). https://doi.org/10.1007/s40964-019-00095-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-019-00095-5