
Abstract
Lead halide perovskites are notorious for water-sensitivity and low hardness. Consequently, polishing CsPbBr3 crystals to achieve high-quality surfaces is challenging. We present a breakthrough mechanical polishing methodology tailored to the specific needs of these soft, moisture-sensitive semiconductors. Three-dimensional optical surface profiles over ~ 1 mm2 areas demonstrate high-quality surfaces with root-mean-square roughness values (< 10 nm) that are unparalleled for melt-grown CsPbBr3. We additionally delve into the polished wafers’ fundamental optical constants and introduce an anti-reflection coating method, setting new standards for short-wave infrared transparency in CsPbBr3. These pivotal processing guidelines pave the way for advancing halide perovskite applications beyond academic curiosity.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cesium lead bromide crystals were originally grown by Wells[1] in 1893 and characterized by Møller[2] in the late 1950s. In 2013, Kanatzidis et al.[3] first demonstrated their potential for high-energy radiation detection. Melt-grown CsPbBr3 crystals and other metal halide compositions have since risen to the forefront of low-cost, high efficiency direct and indirect high-energy radiation detection applications.[4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20] Excellent mobility-lifetime products, high light yields, and large high-energy radiation attenuation coefficients underlie their superior performance.[4,5,6] Successful device integration has motivated significant research into enhancing the hard radiation detection capabilities of CsPbBr3—mainly by improving Bridgman growth conditions to minimize defects and device architectures to enhance sensitivity and energy resolution.[3, 7,8,9,10,11,12,13,14,15,16,17,18,19,20] However, post-synthetic material processing routes to polish CsPbBr3 crystal surfaces to an optical finish—meaning that visible to infrared light scattering from surface features is negligible—remain inadequately researched. Notably, surface roughness can lead to diminished and inconsistent device performance through poor interfaces with electrode materials and undesirable light scattering in scintillators or other potential perovskite-related applications that require high optical transparency.[21,22,23,24] Development of reliable, perovskite-specific mechanical polishing methods is thus critical to realizing their full potential.
Mechanical polishing of halide perovskites is no trivial task due to the inherently weak ionic bonding between the low-valence, heavy ions that construct the perovskite framework.[4,5,6, 21,22,23,24] This ultimately results in low hardness values (< 1 GPa) that are comparable to Talc—one of the softest know crystalline materials.[25] Consequently, the much harder polishing media (e.g., silicon carbide, boron nitride, diamond, alumina, etc.) easily scratches and/or fractures the perovskite during mechanical surface finishing. In addition to low hardness, halide perovskites are sensitive to moisture and other polar solvents (e.g., acetone or methanol).[26] Post-processing should therefore avoid common mounting media (e.g., Crystalbond™ or carbon tape), which typically require the use of such solvents for dismounting. Methods exist to polish either soft or water-sensitive materials,[27] but there are few examples of polishing procedures for simultaneously soft and water-sensitive materials. In brief, most established polishing techniques for common optical components and semiconductors are not suitable for lead halide perovskites.
While some groups have polished melt-grown CsPbBr3 crystals, procedures—if reported at all—are vague, performed by hand, and often use mechano-chemical approaches with solvents (e.g., dimethyl sulfoxide, acetone, aqueous HBr, etc.) that can haze lead halide perovskites.[3, 7,8,9,10,11,12,13,14,15,16,17,18,19,20, 28] Moreover, quantitative surface finish parameters (e.g., root mean square surface roughness [Sq], average surface roughness [Sa], and peak-to-valley ratios [SP-V]) are rarely reported. The most common methodology to analyze polished perovskite crystal surfaces is visual examination of whether or not surfaces appear mirror-like. Stylus-based touch profilometry line scans[19] and atomic force microscopy[29] can analyze the surface roughness of polished perovskite crystals. However, these analyses often do not cover statistically relevant areas to accurately determine the surface finish of wafers with surfaces > 100 mm2. Thus, halide perovskite-specific polishing methods to achieve and quantify high-quality surface finishes need to be developed.
Here, we introduce material processing guidelines to manufacture melt-grown ~ 2 to ~ 4 mm thick by ~ 13 mm diameter CsPbBr3 wafers with the highest quality surface finishes (Sq < 10 nm) reported to date. This includes: (i) CsPbBr3 powder synthesis and purification, (ii) Bridgman growth of CsPbBr3 ingots, (iii) cutting and mounting of CsPbBr3 ingots/wafers, and finally, (iv) a multistep polishing procedure to reach Sq < 10 nm. Surface finish parameters (Sq, Sa, and SP-V) are quantified during each stage of the polishing via vertical shift or phase shift interferometry. Beyond material processing, the fundamental optical constants of the polished CsPbBr3 wafers are determined through spectroscopic ellipsometry and transmission measurements. Finally, we demonstrate a method to apply an anti-reflection (AR) coating on the polished CsPbBr3 surfaces in order to achieve optical transparency of ~ 95% in short-wave infrared (SWIR).
Methods
Synthesis of CsPbBr3 powders
CsPbBr3 powder is typically synthesized and purified prior to vertical Bridgman growth.[3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20] Either solid-state or solution-based approaches exist to produce CsPbBr3 powder. Solid-state methods involve mechanical grinding (e.g., mortar and pestle or ball milling) of CsBr and PbBr2 followed by melting the mixture in a flame sealed ampule at ~ 600°C for several hours. Solid-state processing routes typically use high-purity (i.e., ≥ 99.999%)[17] or freshly synthesized/purified CsBr and PbBr2 powders.[3] Solution synthesis, on the other hand, entails dissolving lower purity (≤ 99%) CsBr and PbBr2 in polar solvents [e.g., water or dimethylsulfoxide (DMSO)] with concentrated hydrobromic acid (HBr). This induces crystallite nucleation and growth until CsPbBr3 microcrystalline powders crash out of solution. While both methods can effectively synthesize CsPbBr3 powders prior to Bridgman growth,[3, 7,8,9,10,11,12,13,14,15,16,17,18,19,20] high-purity CsBr and PbBr2 powders cost significantly more (~ 5–10 ×) than their lower purity counterparts. Table S1 in the Supporting Information (SI) provides the cost of different purity PbBr2 and CsBr precursors from common vendors to illustrate this point. Ultimately, large-scale production of melt-grown CsPbBr3 will likely require methods that use lower purity starting salts.
This work therefore uses a solution-based methodology to prepare CsPbBr3 powder prior to vertical Bridgman growth. This methodology was adapted from a prior work[30] and performed at room temperature in ambient atmosphere. All chemicals were used as received. First, equal molar amounts of CsBr (99%, metal basis, Thermo Scientific) and PbBr2 (≥ 98%, Sigma-Aldrich) were dissolved in DMSO (99.7% pure Fischer Scientific) to form a ~ 0.55 M solution [see Fig. 1(a)]. Then, ~ ¾ mL of aqueous HBr (47.0–49.0%, ACS grade, Alfa Aesar) was added dropwise for every ~ 1 mL of perovskite precursor solution. This induces crystallite nucleation and growth until bright orange CsPbBr3 powders crash out of solution [see Fig. 1(b)]. Scanning electron microscopy (SEM) images [Fig. 1(c, d)] show that CsPbBr3 microcrystals assume cuboidal morphologies with dimensions ranging from ~ 1 to 30 μm.

(a) One-pot solution-based synthesis set-up for 330 g of CsPbBr3 powders and (b) image of ~ 300 g of washed and dried CsPbBr3 powder after synthesis. (c) SEM images of 300 × 300 μm and 100 × 100 μm areas of dried CsPbBr3 microcrystals. (e) θ/2θ XRD patterns of CsPbBr3 powders (red line) and corresponding simulated orthorhombic (Pnma) CsPbBr3 diffraction pattern (blue line). (f) TGA (red line) and 1st derivative of TGA (black line) of dried CsPbBr3 powder.
After complete addition of HBr, CsPbBr3 powders were collected via suction filtration and subsequently washed five times with ~ 100–200 mL ethanol (200 proof, anhydrous UPS spec, Decon Labs). Finally, the powder was dried at ~ 400 °C for several days (> 7 days) and then stored under vacuum (~ 50 mTorr) prior to Bridgman growth. Typical reaction yields are 93 ± 2%. X-ray diffraction (XRD) patterns and thermal gravimetric analysis (TGA) of the dried powders indicate orthorhombic (Pnma) crystal symmetry and only mass loss associated with CsPbBr3 decomposition (see Fig. 1(e, f), respectively). Powders were typically used in Bridgman growth within a few weeks of synthesis; however, minimal changes to XRD and TGA data were observed more than one year after powder synthesis (see Fig. S1).
Scalable powder preparation is critical for vertical Bridgman growth because tens to hundreds of grams of material may be required—depending on the desired length/diameter of the ingot and final cut/polished wafers. Figure 1(a) exemplifies a ~ 330 g, one-pot synthesis using widely available lab equipment. Figure 1(b) shows the final dried CsPbBr3 from this synthesis with a ~ 92% reaction yield. The process is easily scalable to ~ 1 kg with appropriate equipment. The overall estimated cost of all materials (i.e., halide salts, solvent, and HBr) used in this synthetic methodology is ~ $1800 per kilogram of CsPbBr3 powder. Finally, we note that this solution-based processing method has also been adapted for CsPbI3, which can be mechanically mixed with CsPbBr3 to form mixed halide CsPb(I1−xBrx)3 powders with well-defined halide stoichiometry (see Fig. S2) for Bridgman growth or other applications.
Vertical Bridgman growth of CsPbBr3 ingots
CsPbBr3 ingots were grown via a vertical Bridgman technique in single zone furnace with the temperature gradient defined by Fig. S3. Approximately ~ 100 g of CsPbBr3 powders were loaded into a quartz ampule with an inner diameter of ~ 13 mm. The ampule was placed under vacuum of < 10 mTorr, flame sealed, and then slowly lowered into the tube furnace at a dropping rate of 1 mm h−1. After lowering was completed, the ingot was slowly cooled at a rate of 4 °C h−1 to 200°C after which the rate was lowered to ~ 1.5°C h−1 to room temperature to minimize cracking through crystallographic phase transitions.[9] This vertical Bridgman process was repeated thrice with the same ingot in order to perform a pseudo-zone refinement and help segregate impurities towards the last portion of the ingot to freeze (i.e., the top). Figure 2(a) shows a representative CsPbBr3 ingot that has been extracted from the ampule after the 3 × Bridgman growth runs. Typical ingots were ~ 7 cm in length and ~ 13 mm in diameter. The bottom ~ 4 cm of the ingot in Fig. 2(a) was the desirable translucent orange that is typical of better quality CsPbBr3 ingots, whereas the top ~ 3 cm was dark and hazy likely due to the presence of amorphous carbon impurities.[3] The top portion was discarded and the bottom was used for further processing. We note the focus of this work is polishing CsPbBr3 crystals and that several groups[3, 8,9,10,11,12,13,14,15,16,17,18,19,20] have demonstrated higher quality ingots than those shown in Fig. 2(a) (i.e., less cracks, higher initial transparency, larger dimensions, etc.). However, the fact that the polishing method works on these less than ideal CsPbBr3 ingots further bolsters its potential.

(a) Representative image of a CsPbBr3 ingot. Three separate ~ 3.5 mm to ~ 5.0 mm thickness wafers cut from the bottom of the ingot. The white rectangles highlight areas from which each wafer was cut. (b) Images of three CsPbBr3 wafers before (top row) and after polishing (bottom row). Note that all cracks occurred during Bridgman growth and are internal so they do not contribute to surface roughness. Final thicknesses after polishing were l = 4.126, 2.007, and 1.995 mm for CsPbBr3-1, CsPbBr3-2, CsPbBr3-3, respectively.
Cutting and mounting of CsPbBr3
The bottom orange portion of the CsPbBr3 ingots were sectioned perpendicular to the growth direction into cylindrical wafers with initial thicknesses (l) ranging from l = 3.5 mm to l = 5.0 mm. All sectioning was performed using a diamond wire saw (MTI) with a 125 μm diameter wire impregnated with 20 μm polycrystalline diamonds and a light mineral oil lubricant. Initial cutting speeds of 0.60 mm min−1 were used to cut through the first ¾ of the ingot and were then reduced to 0.15 mm min−1 through the final ¼ of the ingot in order to prevent chipping/toeing. Prior to any polishing, the wafers were first mounted onto the center of a stainless steel polishing puck using a light paraffin wax. Specifically, the puck was placed on a hot place with a small amount of wax. As little heat as possible (~ 40–50°C) was used to melt the wax, and the wafer was firmly lodged into it. The hot plate was then turned off and the wax was allowed to slowly cool and solidify. Once cooled, the wafer is ready to be polished.
Polishing of CsPbBr3 wafers
Clear improvements in the optical quality from unpolished to polished CsPbBr3 wafers are apparent in Fig. 2(b). Enhanced optical transparency results solely from better surface finishes. To achieve these surfaces, the wafers were polished using a multistep process that can be broadly divided into a bulk removal (or grinding) step and two separate fine polishing steps. An Allied High Tech 8″ multi-prep polishing system was used for all grinding/polishing steps. Four rotating or oscillating motions can be set on the polisher. The sample mount rotates in a planetary fashion (these two motions both defined as “sample rotation” herein) and also oscillates during planetary rotation (defined as “sample oscillation” herein). Simultaneously, the platen—which contains the polishing pad and lubrication media—are rotating counter to the sample rotation (defined as “platen rotation” herein).
Sample and platen rotation rates in terms of rotation per minute (RPM) as well as degree of sample oscillation have been optimized for CsPbBr3 wafers with initial (pre-polished) dimensions of ~ 13 mm diameter by ~ 3.5 to ~ 5.0 mm thick and final (polished) dimensions of ~ 13 × 2 mm or ~ 13 × 4 mm. All polishing parameters may vary depending on the initial dimensions and desired final dimensions of the CsPbBr3 wafers. However, achieving similar surface finishes as demonstrated here should only require fine-tuning of these parameters (e.g., slowing down rotation rates for larger diameters and/or thinner samples to prevent fracturing).
Generally, high optical quality surface finishes require that surface roughness parameters be at least one order of magnitude smaller than the wavelength(s) of interest. For CsPbBr3, an optical transparency window extends from its bandgap (~ 535 nm) out to the long-wave infrared.[16] To have negligible surface scattering in the entire transparency window, surface roughness features should be ≲50 nm. In order to track the surface finish throughout the polishing process, optical surface profiles of 1 × 1 mm areas near the center of the wafer were acquired after each polishing stage (see Fig. 3). Sq, Sa, and SP-V were then estimated from each 1 × 1 mm surface profile (see Table I). While all metrics as well as the general topography of scratches/pits depicted in Fig. 3 (e.g., the shape/size of surface imperfections) are important, Sq is the primary metric used here to track surface finish throughout polishing. The SI provides further details on optical profilometry techniques as well as how each metric is estimated from the surface profiles.

Representative 1 × 1 mm 3D optical surface profiles of CsPbBr3-2 [see Fig. 2(b)] during the multistep polishing procedure. This includes: (a) after sectioning with wire saw, (b) after the bulk removal process, (c) after the first fine polishing step with a 1 μm diamond slurry, and (d) after the final polishing step with a 0.25 μm diamond slurry. RMS surface roughness values (Sq) are provided at the bottom left of each panel. Note that the color bar scales representing surface height change by 1–2 orders of magnitude between (a, b) and (c, d).
In the bulk removal stage, 1200 grit silicon carbide paper (Allied High Tech 50-10077, 1200 (P4000) Grit) was first adhered to the polishing disc and then wetted with a light mineral oil. The sample planetary rotation rate was set to 20 RPM clockwise and the platen rotation was set to 75 RPM counterclockwise. No sample oscillation was used in the grinding stage. Changes in thickness were tracked in real-time down to ~ 1 μm changes by both absolute and relative micrometers that are built into the polisher. Generally, ~ 30–60 min was required for each ~ 100 μm of thickness removed using the parameters outlined above. The sample mount was manually lowered as needed to continue thinning the wafer to the desired thickness. Note that at no point in any of the grinding/polishing steps was an external downward pressure applied on the sample (i.e., the sample mount was lowered just enough to touch the wafer to the polish media on the platen). A few milliliters of ethanol were periodically sprayed onto the Si–C pad to wash away excess CsPbBr3 fragments followed immediately by the dropwise addition of light mineral oil to keep the pad lubricated. Figure 3(a, b) show representative surface profiles that illustrate changes to Sq from ~ 4090 nm after sectioning down to ~ 462 nm in the grinding step. Note that after the bulk removal, the sample still appears opaque, and surface profiles show large scratches and pitting (SP–V ~ 18,950 nm) that require fine polishing to smooth out.
The initial fine polishing step was performed with a low-nap silk mat adhered to the polishing disc (Allied High Tech 90-150-500 White Label). The lubricant was an alcohol-based ~ 1 μm polycrystalline diamond slurry (Allied High Tech 90-3AB 1 Diamond Slurry). Sample rotation was set to 20 RPM clockwise with full arc oscillation. Platen rotation was set to 60 RPM counterclockwise. CsPbBr3 wafers were only polished for ~ 5 to ~ 10 min in this stage and should have a mirror-like finish afterwards (see Fig. S4). Figure 3(b, c) show the difference between surface roughness after the grinding stage (Sq = 462 nm) and the first fine polishing step (Sq = 20.7 nm). Importantly, wafers’ surfaces continuously degrade when polishing for > 10 min. This stems from nontrivial grinding that occurs during the initial polishing step (i.e., ~ 20–100 μm of material thickness is typically removed), which is directly linked to the material's soft nature. Consequently, perovskite fragments linger on the polishing mat that can damage the parent wafer’s surface as seen in Fig. 3(c), where SP-V is ~ 1723 nm. Therefore, a final fine polishing stage is necessary.
The final polishing stage uses similar parameters as described in the initial polishing stage (i.e., identical rotational rates and a silk mat). However, to mitigate the fragment-induced scratching/pitting issue, polishing was only ensued for ~ 1–2 min at a time. Additionally, the ~ 1 μm slurry was replaced with a ~ 0.25 μm slurry (Allied High Tech 90-3AB 0.25 Diamond Slurry). The finer grit diamond slurry removes less material than above (i.e., < 10 μm change in thickness), minimizing the presence of perovskite fragments. Simultaneously, less polishing time reduces the probability of scratches/pits from any potential fragments that end up on the silk mat. In some cases, it was necessary to repeat the final step multiple times—with intermittent cleaning of the silk mat and checking of the 3D surface profiles until the desired Sq, Sa, and SP-V values were achieved. Figure 3(d) shows a 3D optical surface profile of a fully polished CsPbBr3 surface with Sq = 6.3 nm and SP-V = 49 nm. All surface roughness parameters are now at least 10 × smaller than the wavelength(s) in the CsPbBr3 transparency window (λ ≳ 535 nm). Figure S5 shows representative optical profiles of other polished CsPbBr3 wafers surface profiles to illustrate reproducibility of surface quality across samples.
After the first side of the sample was polished, the sample was dismounted by slowly heating the polishing puck to melt the paraffin wax. Excess wax was washed off with ethanol and hexanes, and the process above was repeated for the second side. The optical properties and crystal structure of the doubly polished wafers were subsequently characterized to further confirm the high quality of the surface finish. Additionally, an AR coating methodology for CsPbBr3 is described.
Results and discussion
Crystal structure and fundamental optical constants of polished CsPbBr3 wafers
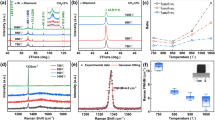
Figure 4 demonstrates structural and optical characterization of polished CsPbBr3 crystals. First, Fig. 4(a) shows θ/2θ XRD pattern in order to assess the crystallographic orientation of the polished surfaces. At first glance, one major diffraction peak appears at ~ 45.790° θ/2θ in each wafer. However, the inset of Fig. 4(a) zooms over angles of ~ 45° to ~ 47° θ/2θ, where two to three peaks are apparent. The closest Bragg reflection to these angles belongs to the (251) plane of the orthorhombic (Pnma) crystal structure of CsPbBr3, suggesting the wafer is oriented along this crystallographic direction. Because a monochromator was used to strip the Kα2 and Kβ Cu lines, the presence of multiple peaks likely stems from multiple grains with nearly identical orientation existing within the CsPbBr3 wafers. This is linked to the two successive temperature-dependent crystallographic phase transitions during the cooling cycle of the Bridgman growth: cubic (Pm-3 m) → tetragonal (P4mm) at 130°C and tetragonal (P4mm) → orthorhombic (Pnma) at 88°C.[3, 31, 32] There is no driving force for any particular cubic/tetragonal phase axis to elongate over the others as phase transformations occur.[33] This results in internal strain within the crystal and ultimately yields multiple grains stochastically forming through the CsPbBr3 wafers. Since the process is stochastic in nature, there may be differing amounts of grains in the areas probed by the X-ray beam for each wafer. This leads to variations in the number of observed diffraction peaks at ~ 45.790° θ/2θ. Laue diffraction patterns (Fig. S6) also demonstrate clear peak splitting linked to this effect. The presence of multiple grains becomes more apparent under cross-polarized white light (Fig. S7).

(a) θ/2θ XRD patterns from a polished surface of each wafer in Fig. 2b. Inset: zoomed-in view of most intense peaks at ~ 45.7° θ/2θ. Note that diffraction patterns were acquired with an incident monochromator. (b) Extinction coefficients (red line) and refractive indices (blue line) derived from spectroscopic ellipsometry measurements on a polished surface of CsPbBr3-2 (c) Absorption coefficients (red line), experimental (blue line), and associated theoretical max (dashed black line) transmission spectra of CsPbBr3-2. (d) Transmission spectra of CsPbBr3-2 over a broader wavelength range (0.2 to 25 μm) along with other commercially available transparent materials—ZnSe, ZnS, Al2O3, and yttrium aluminum garnet [YAG, Y3Al5O12].
Having established the potential crystallographic orientation of the polished CsPbBr3 wafers, we now examine their fundamental optical properties. Figure 4(b) plots refractive indices (n) and extinction coefficients (k) derived from spectroscopic ellipsometry. Corresponding dielectric functions (ε1 and ε2) can be found in Fig. S8. Ellipsometry methods and fitting procedures have been outlined in a prior work.[34] Of interest is differences in refractive indices reported here to those reported in the literature (see Fig. S9).[35,36,37,38] Large Δn values indicate possible optical anisotropy along differing faces of the CsPbBr3 crystal structure.[28, 37] Nonetheless, the data in Fig. 4(b) demonstrates the broadest spectral range of n and k reported to date for CsPbBr3. A list of all optical constants and dielectric functions has been provided within the SI.
Figure 4(c) provides corresponding absorption coefficients (α) and transmission spectra. Transmission measurements were performed with a Cary 5000 UV–Vis-NIR spectrophotometer through ~ 13 mm2 areas of the wafers. Metal plates with ~ 4 mm diameter apertures were placed in the light path between the sample and detector to limit forward scattering from being quantified as transmission. Transmission of the polished sample is close to the maximum theoretical transmission [Fig. 4(c)], which has been estimated from n and α using the exponential attenuation law (see SI for further details).[39] This suggest that surface roughness parameters cause negligible scattering in this wavelength regime.
Of further interest is the polished CsPbBr3 wafer’s transmission at longer wavelengths. Figure 4(d) plots transmission spectra from 0.3 to 25 μm for the CsPbBr3 along with other commercially available transparent polycrystalline ceramics—ZnSe, ZnS, Al2O3, and YAG—for comparison. The high transparency window extends from the absorption onset (~ 545 nm) out to the edge of the Fourier transform infrared spectrometer’s detector range (25 μm; Thermofisher Nicolet iS50 FTIR spectrometer). Notably, this optical transparency range is much wider than the other common transparent optical materials and also lacks infrared vibrational absorption observed in hybrid lead halide perovskites,[40] drawing appeal for use as host materials for rare-earth or transition metal dopants in perovskite-based solid-state lasers.[21,22,23,24]
Anti-reflection coating of polished CsPbBr3 crystals
Anti-reflection (AR) coatings enhance transmission through reduced surface reflection loses and are thus critical to the practical use of optical components in applications requiring high transparency. To the best of our knowledge, there are no reports on AR-coating of cut and polished CsPbBr3 crystals. Moreover, the high-quality surface finishes demonstrated in this work provide an excellent opportunity to survey the effects of AR coating CsPbBr3 perovskites. Here, AR coatings consist of three layers of SiO2 (low index) or Nb2O5 (high index) layers (SiO2–N2O5–SiO2; see Table S2 for thickness of each layer). This specific coating was designed for optimized transmission (i.e., minimal reflectance) from ~ 900 to ~ 1700 nm using Essential Macleod software. A detailed discussion of physical vapor deposition (i.e., reactive magnetron sputtering) methodology and associated modeling (Fig. S10) of AR coating is provided in the SI.
Figure 5(a) shows a 1 × 1 mm surface profile of CsPbBr3-2 after the AR coating. While the AR coating slightly increases the overall surface roughness (Sq ~ 31 nm), Sq values are still ~ 30 × to ~ 60 × smaller than wavelengths of interest in the transmission window (~ 1–2 μm). Thus, surface scattering should not significantly contribute to transmission losses. Figure 5(b) demonstrates transmission spectra acquired before (blue line) and after (red line) the AR-coating. Maximum transmission increases by ~ 17% from ~ 78% to 95% between ~ 1–2 μm. This represents the highest transmission in the SWIR for any ~ 2 mm thick CsPbBr3 wafer that has been reported to date. The insets of Fig. 5(b) simultaneously illustrate enhanced transparency of AR-coated CsPbBr3 when imaged through by a FLIR camera (Teledyne FLIR A6750 camera) with a detection window between ~ 1 and ~ 5 μm. Overall, the data in this section demonstrates important progress in post-processing of CsPbBr3 wafers that will be necessary for integration of these materials into many optoelectronic applications.

(a) Representative 1 × 1 mm 3D optical profiles of CsPbBr3-2 after AR-coating. (b) Transmission spectra of CsPbBr3-2 before (blue line) and after (red line) AR coating. Inset: Visible and FLIR images of the AR-coated material.
Conclusions
This work demonstrates a robust methodology to produce CsPbBr3 wafers with high-quality surface finishes and broadband optical transparency from the visible to the long wave infrared regime. This includes scalable powder synthesis and purification, vertical Bridgman growth, detailed cutting, mounting, and polishing procedures, as well as an AR-coating methodology. To the best of our knowledge, Sq values achieved in this work are the lowest reported to date. We simultaneously illustrate an AR-coated CsPbBr3 wafer with near perfect SWIR optical transparency. From a broader perspective, these methods can be quickly adapted to other soft, water sensitive metal halide perovskites crystals beyond CsPbBr3. While full integration into real-world devices will require further meticulous work on enhancing crystal quality of the CsPbBr3 wafers as well as AR coating techniques, the knowledge established here will expedite the commercial production of ready-to-use perovskite optoelectronic components.
Data Availability
Optical dispersion data is provided in the supplementary information and all other raw data is available upon reasonable request to the corresponding authors.
References
H.L. Wells, Über die Cäsium- und Kalium-Bleihalogenide. Z. Anorg. Chem. 3, 195–210 (1893)
C.K. Møller, Crystal structure and photoconductivity of cæsium plumbohalides. Nature 182, 1436–1436 (1958)
C.C. Stoumpos, C.D. Malliakasm, J.A. Peters, Z. Liu, M. Sebastian, J. Im, T.C. Chasapis, A.C. Wibowo, D. Young Chung, A.J. Freeman, B.W. Wessels, M.G. Kanatzidis, Crystal growth of the perovskite semiconductor CsPbBr3: a new material for high-energy radiation detection. Cryst. Growth Des. 13, 2722–2727 (2013)
A. Wibowo, M.A.K. Sheikh, L.J. Diguna, M.B. Ananda, M.A. Marsudi, A. Arramel, S. Zeng, L.J. Wong, M.D. Birowsotu, Development and challenges in perovskite scintillators for high-resolution imaging and timing applications. Commun. Mater 4, 21 (2023)
Z. Zhang, B. Saparov, Charge carrier mobility of halide perovskite single crystals for ionizing radiation detection. Appl. Phys. Lett. 119, 0330502 (2021)
A. Jana, S. Cho, S.A. Patil, A. Meena, Y. Jo, V. Gopalan Sree, Y. Park, H. Kim, H. Im, R.A. Taylor, Perovskite scintillators, direct detectors and X-ray imagers. Mater. Today. Today 55, 110–136 (2022)
P. Guo, Y. Xia, J. Gong, C.C. Stoumpos, K.M. McCall, G.C.B. Alexander, Z. Ma, H. Zhou, D.J. Gosztola, J.B. Ketterson, M.G. Kanatzidis, T. Xu, M.K.Y. Chan, R.D. Schaller, Polar fluctuation in metal halide perovskite uncovered by acoustic phonon anomalies. ACS Energy Lett. 2, 243–2469 (2017)
D.J. Clark, C.C. Stoumpos, F.O. Saouma, M.G. Kanatzidis, J.I. Jang, Polarization-selective three-photon absoprtion and subsequent photoluminescence in CsPbBr3 single crystal at room temperature. Phys. Rev. B 93, 195202 (2016)
Y. He, L. Matei, H. Joon Jung, K.M. McCall, M. Chen, C.C. Stoumpos, Z. Liu, J.A. Peters, D. Young Chung, B.W. Wessels, M.R. Wasielewski, V.P. Dravid, A. Burger, M.G. Kanatzidis, High spectral resolution of gamma-rays at room temperature by perovskite CsPbBr3 single crystals. Nat. Commun. 9, 1609 (2018)
Y. He, Z. Liu, K.M. McCall, W. Lin, D. Young Chung, B.W. Wessels, M.G. Kanatzidis, Perovskite CsPbBr3 single crystal detectors for alpha-particle spectroscopy. Nuclear Inst. Methods Phys. Res. A. 922, 217–221 (2019)
C. Chen, Q. Fu, P. Guo, H. Chen, M. Wang, W. Luo, Z. Zheng, Ionic transport characteristics of large-size CsPbBr3 single crystals. Mater. Res. Express 6, 115808 (2019)
J.A. Peters, Z. Liu, R. Yu, K.M. McCall, Y. He, M.G. Kanazidis, B.W. Wessels, Carrier recombination mechanism in CsPbBr3 revealed by time-resolved photoluminescence spectroscopy. Phys. Rev. B 100, 235305 (2019)
P. Zhang, Q. Sun, Y. Xu, X. Li, L. Liu, G. Zhang, X. Tao, Enhancing carrier transport properties of melt-grown CsPbBr3 by eliminating inclusions. Cryst. Growth Des. 20, 2424–2431 (2020)
H. Ryu, D. Young Park, K.M. McCall, H. Ryung Byun, Y. Lee, T. Jung Kim, M. Seok Jeong, J. Kim, M.G. Kanatzidis, J.I. Jang, Static rashba effect by surface reconstruction and photon recycling in the dynamic indirect gap of APbBr3 (A=Cs, CH3NH3) single crystals. J. Am. Chem. Soc. 142, 21059–21067 (2020)
Y. He, M. Petryk, Z. Liu, D.G. Chica, I. Hadat, C. Leak, W. Ke, I. Spanopoulos, W. Lin, D. Young Chung, B.W. Wessels, Z. He, M.G. Kanatzidis, CsPbBr3 perovskite detectors with 1.4% energy resolution for high-energy γ-rays. Nat. Photon. 15, 36–42 (2021)
P. Zhang, Y. Hua, X. Li, L. Zhang, L. Liu, R. Li, G. Zhang, X. Tao, Filter-free color image senor based on CsPbBr3–3nX3n (X=Cl, I) single crystals. J. Mater. Chem. C 9, 2840 (2021)
R. Toufanian, S. Swain, P. Becla, S. Motakef, A. Datta, Cesium lead bromide semiconductor radiation detectors: crystal growth, detector performance, and polarization. J. Mater. Chem. C 10, 12708–12714 (2022)
L. Pan, I. Raj Pandey, A. Miceli, V.V. Klepov, D. Young Chung, M.G. Kanatzidis, Perovskite CsPbBr3 single-crystal detector operating at 1010 photons s-1 mm-2 for ultra-high flux X-ray detections. Adv. Opt. Mater. 11, 2202946 (2023)
D.A. Kunar, M.F. Webster, Y. Wu, R. Kandel, P. Li Wang, Development of single crystal CsPbBr3 radiation detectors from low-cost solution synthesized materials. Crystals 13, 762 (2023)
M. Zhang, G. Xia, C. Huang, J. Liu, W. Deng, F. Tian, J. Zou, B. Tang, Study of electric-field induced ionic migration on all-inorganic perovskite CsPbBr3 single crystal nuclear radiation detector. J. Appl. Phys. 135, 035304 (2024)
T.C. Wei, S. Mokkapati, T.Y. Li, C.H. Lin, G.R. Lin, C. Jagadish, J.H. He, Nonlinear absorption applications of CH3NH3PbBr3 perovskite crystals. Adv. Funct. Mater. 28, 1707175 (2018)
J. Li, Z. Han, D. Yu, J. Liu, D. Hu, X. Xu, H. Zeng, Perovskite single crystals: synthesis, optoelectronic properties, and applications. Adv. Funct. Mater. 31, 2008684 (2021)
J. Yan, H. Li, M.H. Aldamasy, C. Frasca, A. Abate, K. Zhao, Y. Hu, Advances in the synthesis of halide perovskite single crystals for optoelectronic applications. Chem. Mater. 35, 2683–2712 (2023)
Y. Zhou, Y. Huang, X. Xu, Z. Fan, J.B. Khurgin, Q. Xiong, Nonlinear optical properties of halide perovskites and their applications. Appl. Phys. Rev. 7, 041313 (2020)
Q. Tu, D. Kim, M. Shyikh, M.G. Kanatzidis, Mechanics-coupled stability of metal-halide perovskites. Matter 4, 2765–2809 (2021)
J.S. Manser, M.I. Saidaminov, J.A. Christians, O.M. Bakr, P.V. Kamat, Making and breaking of lead halide perovskites. Acc. Chem. Res. 49, 330–338 (2016)
G.W. Fynn, J.A. Powell, Cutting and Polishing Optical and Electronic Materials, 2nd edn. (IOP Publishing Ltd, 1988), pp.200–208
P. Zhang, G. Zhang, L. Liu, D. Ju, L. Zhang, K. Cheng, X. Tao, Anisotropic optoelectronic properties of melt-grown bulk CsPbBr3 single crystal. J. Phys. Chem. Lett. 9(17), 5040–5046 (2018)
W. Zhang, H. Wang, H. Dong, F. Li, Z. Wang, Y. Shao, Mechanical polishing with chemical passivation of perovskite single crystals for high-performance X-Ray detectors. J. Mater. Chem. C 10, 17353–17363 (2022)
C.Y. Huang, C.C. Wu, C.L. Wi, C.W. Lin, CsPbBr3 perovskite powder, a robust and mass-producible source precursor: synthesis, characterization, and optoelectronic applications. ACS Omega 4, 8081–8086 (2019)
S. Hirotsu, J. Harada, M. Iizumi, K. Gesi, Structural phase transition in CsPbBr3. J. Phys. Soc. Jpn. 37, 1393–1398 (1974)
C.C. Stoumpos, C.D. Malliakas, M.G. Kanatzidis, Semiconducting tin and lead iodide perovskite with organicCations: phase transitions, high mobility, and near-infrared photoluminescent properties. Inorg. Chem. 52, 9019–9038 (2013)
J.A. Cape, R.L. White, R.S. Feigelson, EPR study of the structure of CsPbCl3. J. Appl. Phys. 40, 5001–5005 (1969)
C.L. McCleese, M.C. Brennan, N. Episcopo, L. Sun, N. Hong, C. Ramana, T.A. Grusenmeyer, R.P. Stevenson, Optical Dispersion Data Analysis of Single Crystal CH3NH3PbBr3 for Optimized Perovskite Solar Cell Active Layer Absorptance (Cambridge Open Engage. Materials Science, Cambridge, 2023)
D.N. Dirin, I. Cherniukh, S. Yakunin, Y. Shynkarenko, M.V. Kovalenko, Solution-grown CsPbBr3 perovskite single crystals for photo detection. Chem. Mater. 28, 8470–8474 (2016)
X. Chen, Y. Wang, J. Song, X. Li, J. Xu, H. Zeng, H. Sun, Temperature dependent reflectance and ellipsometry studies on a CsPbBr3 single crystal. J. Phys. Chem. C 123(16), 10564–10570 (2019)
C. Chen, D. Wu, C. Yuan, J. Zhang, C. Li, Y. Duan, Spectroscopic ellipsometry study of CsPbBr3 perovskite thin films prepared by vacuum evaporation. J. Phys. D Appl. Phys. 54, 224002 (2021)
G. Ermloaev, A.P. Pushkarev, A. Zhizhchenko, A.A. Kuchmizhak, I. Iorsh, I. Kruglov, A. Mazitov, A. Ishteev, K. Konstantinova, D. Saranin, A. Slavivh, D. Stosic, E.S. Zhukova, G. Tselikov, A. Di Carlo, A. Arsenin, K.S. Novoselov, S.V. Makarov, V.S. Volkov, Giant and tunable excitonic optical anisotropy in single-crystal halide perovskites. Nano Lett. 23, 2570–2577 (2023)
M. Fox, Optical Properties of Solids, 2nd edn. (Oxford University Press, Oxford, 2010), p.4
M.C. Brennan, C.L. McCleese, L.M. Loftus, J. Lipp, M. Febbraro, H.J. Hall, D.B. Turner, M.J. Carter, R.P. Stevenson, T.A. Grusenmeyer, Optically transparent lead halide perovskite polycrystalline ceramics. ACS Appl. Mater. Interfaces 2024, 10 (2024)
Acknowledgments
M.C.B., C.L.M, and T.A.G. acknowledge funding under AFRL/RXEP contract FA8650-22-D-5408. M.C.B. and T.A.G. acknowledge the support of Air Force Office of Scientific Research grant number 23RXCOR023. M. A. S. acknowledges support of the Air Force Office of Scientific Research (AFOSR) grant number 23RXCOR003 and AOARD-MOST grant number F4GGA21207H002 as well as general support from the Air Force Materials and Manufacturing (RX) and Aerospace Systems (RQ) Directorates. M.A.S. and E.R. also acknowledge support from the National Research Council’s Senior NRC Associateship program sponsored by the National Academies of Sciences, Engineering, and Medicine.
Funding
Funding was provided by Materials and Manufacturing Directorate (Grant No. FA8650-22-D-5408), Air Force Office of Scientific Research (Grant Nos. 23RXCOR023, 23RXCOR003), Asian Office of Aerospace Research and Development (Grant No. F4GGA21207H002).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing financial interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Brennan, M.C., Krein, D.M., Rowe, E. et al. Fundamental optical constants and anti-reflection coating of melt-grown, polished CsPbBr3 crystals. MRS Communications (2024). https://doi.org/10.1557/s43579-024-00576-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1557/s43579-024-00576-x