
Abstract
The effect of small amounts of copper oxide, manganese oxide, and stainless steel as sintering additives on the sintering behavior and mechanical properties of Alumina Toughened Zirconia (ATZ, 3Y-TZP with 20 wt% Al2O3) ceramic composites were evaluated and contrasted with that of undoped ATZ by using microwave sintering (MW) method. Green bodies were sintered at 1250°C, 1350°C, and 1500°C using a holding time of 5 min., with a heating rate of 30°C /min. In general, all ATZ samples exhibited a similar trend, as the results showed that the relative density and mechanical properties increased with increasing sintering temperature regardless of the addition of dopants. It was found that the addition of 0.2 wt% CuO, 0.5 wt% MnO2, and 0.2 wt% SS were beneficial in enhancing the densification and improving the mechanical properties of ATZ without inducing grain coarsening. The ATZ composite samples' relative density, tetragonal phase stability, microstructural evolution, Vickers hardness, and fracture toughness were revealed. The addition of 0.2 wt% CuO was the most beneficial in improving the properties of ATZ at a low sintering temperature of 1250°C since the sample obtained the highest relative density of 97%, Vickers hardness of 13.2GPa and fracture toughness of 6.5 MPa m1/2. In contrast, the undoped ATZ required a high sintering temperature to achieve comparable results to the doped samples. The ANOVA analysis revealed that the CuO-doped ATZ sample exhibited the highest significance and was the most suitable in improving both hardness (H) and fracture toughness (KIc) across all temperature conditions. This study also proved that the microwave sintering technique promotes the densification and mechanical properties of ceramic composites compared to the conventional sintering technique.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Titanium has been the preferred material for dental implants due to its biocompatibility, physical and mechanical properties, and fabrication versatility. However, criticisms have been raised regarding its clinical application, including esthetic disadvantages and possible adverse reactions. Furthermore, concerns have been expressed about the material's resistance to corrosion in a wet organic milieu. As a result, there has been a growing trend toward the use of metal-free implant materials.[1]
Ceramic materials have achieved widespread attention for their numerous applications such as structural and biomedical applications due to their distinctive properties which include high hardness, low density, excellent strength, and corrosion resistance in the chemical environment.[2] Zirconia is widely used as an engineering ceramic material because of its superior mechanical properties which are a combination of high hardness, fracture toughness, and bending strength, as well as corrosion resistance, chemical inertness, and biocompatibility.[3,4] yttria-stabilized zirconia polycrystalline ceramics (Y-TZP) has been introduced into several medical fields where it has been used to prepare femoral heads and is correctly considered a good option for preparing dental implants.[5] Nevertheless, the long-term durability of this material due to the phase transformation to the monoclinic phase (low temperature aging process) which can limit its use in the biomedical field remains very concerning.[6,7]
The combination of ceramic materials, including zirconia and alumina, is gaining popularity due to their exceptional properties. Researchers have developed composites of these materials to further improve their mechanical properties. It has been found that the combination of zirconia and alumina, known as Alumina Toughened Zirconia (ATZ), containing 80 wt% Y-TZP and 20 wt% Al2O3 has excellent mechanical and tribological properties. Moreover, it overcomes the transformation toughening issue, where a limited or absent phase transformation was observed.[8,9] On the contrary, producing dense Y-TZP ceramic involves solid-state sintering at sintering temperatures as high as 1500–1600°C.[10] Despite its effectiveness, this method is time-consuming and energy-intensive, as it takes hours to reach and maintain the high sintering temperature, which can lead to abnormal grain growth and a reduction in mechanical properties.[11]
Consequently, several studies were interested in studying the non-conventional sintering method to replace the densification mechanism, which can reduce the grain growth of the sintering ceramic material and thus improve its mechanical properties.[12,13,14] Microwave sintering is one of the rapid sintering methods in which the material is heated by energy conversion instead of transferring energy.[15,16] Since it achieves higher material densification by employing less energy, less processing time, and lower sintering holding time compared to conventional sintering.[17,18] Y-TZP materials are characterized by their ability to absorb microwave radiation due to the presence of molecular dipoles. Whereas these diodes interact with the oscillating electric field caused by microwaves by continuous rotation to align with the field. Molecular resistance to these cycles generates heat and increases the temperature of the material in what is known as dielectric heating.[19,20]
The authors’ previous works investigated the effect of sintering additives for enhancing the densification and mechanical properties of ATZ using the conventional method.[21] The present research aims to investigate the effect of microwave sintering on the properties of undoped and doped ATZ ceramics. In this research, sintering additives were utilized to investigate the potential for enhancing the densification of ATZ, as well as improving the mechanical properties of ATZ ceramics, including Vickers hardness and fracture toughness. Additionally, the effect of sintering additives on the stability of the tetragonal phase, microstructural evolution, and grain size of ATZ was examined. Therefore, different oxides have been doped into ATZ composites, i.e., 0.2 wt%SS, 0.2 wt% CuO, and 0.5 wt% MnO2. All ATZ samples were sintered at three different sintering temperatures 1250°C, 1350°C, and 1500°C for short holding time of 5 min.
Materials and methods
Powder materials
For this study, the ATZ powder was prepared from as-received commercial (3 mol% Y2O3) stabilized zirconia polycrystal powder (Kyoritsu, Japan, grade KZ-3YF) and high purity alumina (99.9%, Kyoritsu, Japan) with an initial composition of 20 wt% (Al2O3) and 80 wt% (3Y-TZP). The ATZ power was blended with various sintering additives, i.e., copper oxide (0.2 wt% CuO), manganese oxide (0.5 wt% MnO2), and stainless steel (0.2 wt% SS). The powder composites were milled using an attritor mill (Union Process, USA) under the rotational speed of 550 rpm for 30 min with the addition of ethanol as a mixing medium and the addition of 3 mm zirconia balls as grinding media to prevent aggregation. The filtered slurry was then dried in an oven for 24 h at 60°C before being crushed and sieved via a 212 µm sieve to obtain a fine powder. All composite powders were uniaxially pressed using a table-top hydraulic press at a pressure of 3 MPa to form pellets followed by cold isostatic pressing at 200 MPa for 1 min to reach the uniform density in the compacted powders. The green samples were sintered via microwave sintering technology at 2.45 GHz using a 6 kW multi-mode microwave furnace at various sintering temperatures, i.e., 1250°C, 1350°C, and 1500°C for a holding time of 5 min with the constant heating rate at 30°C/min.
Characterization
The phase composition of sintered undoped and doped ATZ ceramics was identified using the X-ray diffraction technique (XRD) in X’Pert Pro (EMPYREAN, PANalytical, Netherlands) diffractometer model, which operated at 40 kV and 40 mA using Cu–Kα radiation source, using a step counting time of 0.5 s per step with a step size of 0.02° 2θ in the range of 20°–50°. The volume fraction of the monoclinic phase was evaluated using the formula defined by Toraya et al.[22] The relative density was evaluated by taking the theoretical density as 5.5 g/cm3, and the sintered samples' bulk density was determined using the Archimedes method.
Vickers hardness (HV) and fracture toughness (KIC) measurements were performed on the surface of the sintered samples via the indentation method (Mitutoyo AVK-C2, USA). The surfaces of the sintered samples were ground and polished before the measurement. The hardness of the samples was measured under an indentation load of 10 kgf for 10 s by taking an average of five measurements from each sample. While the fracture toughness was calculated based on the Shetty and wright equation.[23] Sintered samples were then thermally etched in the air at 50°C below the sintering temperature for 30 min to form grooves at the grain boundaries prior to analyzing surfaces microstructures that were identified via Field Emission Scanning Electron Microscope (FESEM), while the mean linear interception method was carried out to calculate the average grain size of the sintered samples. To assess the statistical significance of the observed differences in hardness (H) and fracture toughness (KIc) among the different samples and temperature conditions, an ANOVA analysis was performed. The ANOVA analysis allowed for the comparison of means and determination of the effects of the variables on the response variables (H and KIc). Confidence level for all intervals was set as 95. The data from multiple samples and temperature conditions were collected and analyzed using statistical software general linear model of Minitab-16.
Results and discussion
The XRD phase analysis of the microwave sintered ATZ composites is shown in Fig. 1. This XRD analysis was carried out to verify the complete zirconia monoclinic transformation into the tetragonal phase after sintering. It was confirmed that the MW has not affected the tetragonal and alumina phase stability. In addition, there was no reaction observed between the zirconia and alumina forming a secondary phase. Based on our earlier research[21] using similar sintering additives in ATZ ceramic composites sintered by the conventional (CS) method, it was discovered that the SS-ATZ contains a cubic phase (Fig. 2), which was not observed for other ATZ samples. In the present study, the high-angle XRD analysis of the MW sintered samples indicated the absence of the cubic-related peaks as typically shown in Fig. 2 for the SS-ATZ sample. The rapid sintering did not induce the formation of cubic phase in the ATZs regardless of dopant additions and sintering temperature. The SEM examination of the sintered microstructure also confirmed the absence of abnormal cubic grain as seen for the conventional sintered SS-ATZ as shown in the inset picture in Fig. 2.

XRD analysis of microwave sintered (1500°C/5 min.) ATZs. Similar profile was observed for other temperatures.

Typical high-angle XRD analysis comparing the SS-ATZ sintered at 1500°C by the conventional sintering (CS) and microwave (MW) method revealing the absences of the cubic (400)c peak in the latter. The inset SEM pictures (not up to scale) highlight the absence of the cubic (c) grain in the MW sintered sample.
The relative density of the microwave sintered ATZs as a function of sintering temperature is shown in Table I. The result clearly demonstrated the effectiveness of microwave sintering in enhancing the densification of ATZ composites within a very short period of sintering time. The results revealed that the densification of ATZ was accelerated by the addition of 0.2 wt% CuO and 0.5 wt% MnO2. In particular, the ATZ sample containing 0.2 wt% CuO achieved the highest relative density of 97% as compared to 95.1% for the undoped ATZ when sintered at 1250°C. The addition of 0.5 wt% MnO2 in ATZ accelerated the densification of ATZ and reached 96.3% while the presence of 0.2 wt% SS did not have any effect on the enhancement of the densification of ATZ when it exhibited the lowest relative density of 87.3% of the theoretical density. As the sintering temperature increased, the densification of ATZ samples increased, therefore, at 1350°C, the undoped ATZ and doped ATZ exhibited similar trends, i.e., the relative density of the 0.2 wt% CuO-doped ATZ increased up to 97.8% while the addition of 0.5 wt% MnO2 doped ATZ showed an increase in the, relative density (97.4%) as compared to undoped ATZ that obtained a relative density of 96.7%. Similarly, it can be clearly seen that the addition of 0.2 wt% SS doped ATZ strongly inhibited densification with a relative density of 93.5%, consequently, a higher sintering temperature > 1350°C is required to achieve dense samples. The relative density of ATZ samples continued to increase with increasing sintering temperature. Nearly full densification was found when consolidated at 1500°C when the addition of 0.2 wt% CuO exhibited a relative density of 99.8%. A relative density of more than 98.5% can be obtained for the rest of the ATZ samples when sintered at 1500°C. The microwave sintering was effective in enhancing the diffusion of ions and thus enhancing the densification of ATZ composites.[24]
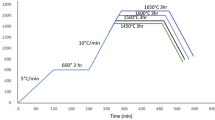
The high density obtained for the ATZs when sintered by microwave technology is encouraging in several aspects, the most important being the lower processing time and energy consumption when compared with those reported for conventional sintering of ATZ by other researchers. For instance, Freitas[25] found that the higher densification of the ATZ was only achieved when sintered at 1600°C for 2 h. Furthermore, Flores et al.[17] found that the highest relative density of sintered ATZ recorded was 99.2% when sintered conventionally at 1500°C with a holding time of 120 min. In addition, the authors confirmed that the ATZ samples that were microwave sintered at 1200°C for a holding time of 30 min could achieve higher densification of 99%. Rascon et al.[26] heated the green compacted (20 wt% Al2O3 + Y-TZP) under air atmosphere to 1250°C using a heating rate of 10°C/min and then to 1500°C at 6°C/min and maintained at this temperature during 2 h. They showed that the ATZ exhibited a relative density of ~ 97%.
The microstructural development of the polished, thermally etched, and microwave sintered ATZ samples at 1500°C is presented in Fig. 3. In general, the ATZs could accommodate the rapid heating via microwave sintering technique and did not exhibit any microcracks and the samples were all intact after sintering. All the ATZ composites were dense and exhibited a highly homogeneous microstructure consisting of finely distributed tetragonal and alumina grains in the composite matrix. It can also be observed that the tetragonal grains (light grains) have a smooth grain texture, whereas a rough texture and exaggerated with occasionally elongated grain morphology were observed for alumina grains (dark grains). It is worth noting that there is no agglomeration at this sintering stage, which reveals that these observations are consistent with the high relative density observed earlier. These grain characteristics are commonly observed in alumina–zirconia composites as reported by other researchers.[9,21,26,27]

FESEM micrographs of microwave sintered ATZ composites sintered at 1500°C. (a) undoped ATZ, (b) 0.2 wt% SS (c) 0.5 wt% Mn, and (d) 0.2 wt% CuO.
In our previous study,[21] the effect of copper oxide, manganese oxide, and stainless-steel addition on ATZ was investigated. It has been reported that the FE-SEM micrographs of the SS-ATZ composite exhibited cubic grains when sintered by the conventional sintering method. In comparison with the present study, cubic grains were not observed for the microwave sintered samples as shown in Fig. 3(b). This observation could be associated with the sintering mode. In the conventional sintering mode, the ceramic heating process is carried out by conduction, in which the external heat source initially transfers the heat to the ceramic surface, and then the heat is transferred to the core when the surface temperature increases. One of the downsides of this sintering technique is that heat conduction to the ceramic core from the ceramic surface requires time and thus delays the onset of densification. This type of sintering is considered to be non-uniform sintering[28] and because of the long residency period at high temperature in conventional sintering, this would promote phase partitioning of yttria in the composite, i.e., causing segregation of yttria among the tetragonal structure to form Y2O3-rich cubic grains.[29] In contrast, microwave radiation generates effective internal heat by providing direct energy through molecular interaction with an electromagnetic field that penetrates the ceramic. As a result, the body is heated from the inside by converting electromagnetic energy into thermal energy which leads to volumetric heating of the body within a shorter period.[30]
Table I presents the measured tetragonal and alumina grain sizes of the ATZ samples prepared by microwave method. As anticipated, the grain size of the ATZ samples increased with increasing sintering temperature. Therefore, all ATZ samples reached the highest grain size when sintered at 1500°C. The grain development of Y-TZP was hindered by the introduction of sintering additives in the ATZ ceramic composite. Doped ATZ samples were beneficial in reducing the grain size at higher sintering temperatures but at a lower rate. The undoped ATZ exhibited an average Y-TZP grain size of 0.38 µm as compared to doping samples where their average Y-TZP grain sizes fluctuated between 0.27 and 0.31 µm. The average Al2O3 grain size showed a similar trend. However, there was no significant difference in the Al2O3 grain size with dopant additions. As depicted in Table I that the Al2O3 grain size varied from 0.42 µm at a low sintering temperature (1250°C) to about 0.62 µm at a high temperature (1500°C).
The variation in the Vickers hardness of the microwave sintered ATZ samples is shown in Table I. In general, it has been observed that there is a good correlation between Vickers hardness and the relative density, which is also associated with increasing temperatures. This observation is in agreement with the study conducted by Flores et al.[17] They confirmed that the relative density and grain size of the ATZ had a significant impact on their hardness. Therefore, the increase in hardness was consistent with the increase in relative density. Moreover, the authors attributed the obtained highly dense samples to the microwave sintering technique used which resulted in excellent mechanical properties at low sintering temperature and shorter time. Similar appreciations have been reported by Rascon et al.[26] where their results showed that the Vickers hardness is affected by the final porosity and its distribution in addition to the potential inhomogeneities formed during mixing.
In the present study, the results revealed that the addition of dopants in ATZ was beneficial in enhancing the hardness regardless of the sintering temperature. The Vickers hardness of all ATZs increased with increased sintering temperature in the following order of efficacy: Cu-ATZ < Mn-ATZ < SS-ATZ < ATZ. Hardness as high as 13.15GPa was attained for the Cu-ATZ when sintered at a low temperature (1250°C) compared to undoped ATZ, which failed to obtain similar hardness even after sintered at a high temperature (1500°C). In addition to the high relative density obtained, this enhancement could also be associated with the improvement in the sintering, resulting in an overall finer-grained microstructure as shown in Fig. 3.
Table I depicts the variation of the fracture toughness of the ATZ composites with the sintering temperature. All ATZ samples revealed the same pattern, namely that the fracture toughness increased as the sintering temperature increased. For instance, the fracture toughness of the undoped ATZ gradually increased from 5.72 to 6.54 MPa·m1/2 when sintered at 1250°C and 1350°C, respectively, and then only had a minor increment to 6.63 MPa·m1/2 when fired at 1500°C. In general, the results revealed that the addition of dopants was beneficial in enhancing the toughness of the ATZ regardless of sintering temperature. Furthermore, the addition of 0.2 wt% CuO was the most effective in enhancing the fracture toughness of the sintered ATZ. The higher fracture toughness obtained for Cu-ATZ varied from 6.5 MPa·m1/2 when sintered at 1250°C and reached up to 7.27 MPa·m1/2 when sintered at 1500°C. These excellent values lead us to the fact that the method used for sintering the ATZ and the addition of dopants was good compared with that reported by other researchers.
For instance, Freitas et al.[25] obtained a fracture toughness of 3.6 MPa·m1/2 after conventionally sintered ATZ at 1400°C for 2 h subjected to a uniaxial press at 100 MPa for a 60 s. In another study conducted by Flores et al.[17], the ATZ powder was prepared by mixing 20 wt% Al2O3 + 80 wt % 3Y-TZP) and uniaxially pressed at 80 MPa. For comparison purposes, composites were subsequently sintered by conventional sintering in an air atmosphere at 1400°C/120 min to 1500°C/120 min with that produced by microwave sintering at 1200°C and 1400°C with the holding times of 10 and 30 min, respectively. The authors found that the microwave sintered samples obtained fracture toughness values slightly more significantly than those consolidated by a conventional method. The highest toughness of 5.5 MPa·m1/2 was obtained for ATZ when sintered conventionally at 1500°C for 2 h. While the most increased fracture toughness occurred when microwave sintering was employed and reached 5.7 MPa·m1/2 at a sintering temperature of 1300℃ using a holding time of 10 min. In comparison with the present work, a fracture toughness above 5.7 MPa·m1/2 could be obtained when undoped ATZ was sintered at 1250°C using a 5 min holding time. In addition, the incorporation of sintering additives in ATZ achieved a fracture toughness above 5.7 MPa·m1/2 at a low temperature without the need for a long holding time or the use of high temperatures.
Statistical analysis is performed to determine the difference between the hardness (H) and fracture toughness (KIc) among the three sintering temperatures by using ANOVA: general linear model of Minitab-16 software. The results of the analysis, including simulated values, are presented in Table II.
The ANOVA analysis revealed that both the temperature and the tested samples had P-values lower than the standard value of 0.05, indicating their significant impact on both hardness (H) and fracture toughness (KIc). The ANOVA tables further demonstrated that the temperature factor had higher F-values of 22.94 for hardness and 111.72 for fracture toughness compared to the tested samples’ F-values of 18.82 and 34.57, respectively. These results indicate that temperature is the most critical factor among all the input factors, emphasizing its strong influence on the observed variations in hardness and fracture toughness.
The R-sq values of 94.46% for hardness (H) and 98.20% for fracture toughness (KIc) indicated that the adopted regression model could effectively explain the variability in these properties. This high level of compatibility of fit validated the adequacy of the regression model. The coefficients tables revealed that among all the tested samples, CuO-ATZ exhibited the highest T-values for both hardness (H) and fracture toughness (KIc), making it the most critical and significant sample for improving these properties in ATZ. The developed regression equations for hardness and fracture toughness are provided in Table II. In addition, the interaction plots and normal probability graphs are presented in Fig. 4.

Interaction and normal probability plots for responses H & KIc.
The interaction plots for both hardness (H) and fracture toughness (KIc) revealed that CuO-ATZ sample (ATZ sample doped with CuO) exhibited the highest mean values among all the samples, indicating its significant role in improving both H and KIc across all temperature conditions. Furthermore, the normal probability graphs presented in Fig. 4 demonstrated that the predicted values obtained from the model were closely aligned with the experimental values. This strong correlation between the input factors and the predicted values of hardness (H) confirms the model's effectiveness in accurately estimating the response values.
Conclusion
This study demonstrates the feasibility of using minimal amounts of copper oxide, manganese oxide, and stainless steel to facilitate the low temperature densification of ATZ using the microwave method. It was found that the addition of sintering additives was beneficial in aiding the densification of ATZ without causing grain coarsening. In addition, it was revealed that regardless of dopant addition, all sintered samples exhibited a dual microstructure comprising tetragonal zirconia (major) and alumina (minor) phases. There was no monoclinic phase formation after sintering, thus indicating that the stability of the tetragonal phase was not disrupted by the dopant addition, alumina addition, and microwave sintering method.
The addition of these dopants was beneficial in enhancing densification, Vickers hardness, and fracture toughness of ATZ regardless of sintering temperatures. In particular, the addition of 0.2 wt% CuO was most effective in aiding the low temperature sintering of ATZ with a relative density over 99%, high hardness of above 13 GPa, and fracture toughness of higher than 7 MPam1/2 when sintered at 1500°C. In contrast, the undoped ATZ required a high temperature to obtain similar results as the CuO-doped ATZ samples.
The statistical analysis revealed that the CuO-doped ATZ sample exhibited the highest mean values for both hardness (H) and fracture toughness (KIc) among all the tested samples. This indicates that the CuO-doped ATZ sample is highly significant and effective in improving H and KIc across all temperature conditions.
Although zirconia ceramic is widely used, particularly in dentistry, there are still unanswered questions regarding its long-term stability under different environmental conditions. Therefore, further detailed analytical studies are required to validate the accuracy of these ceramic material results before recommending them for further biomedical applications.
Data availability
The data used to support the findings of this study are included within the article.
References
H. Nishihara, M. Haro Adanez, W. Att, Current status of zirconia implants in dentistry: preclinical tests. J. Prosthodont. Res. 63, 1–14 (2019)
T. Ayode Otitoju, P. Ugochukwu Okoye, G. Chen, Y. Li, M. Onyeka Okoye, S. Li, Advanced ceramic components: materials, fabrication, and applications. J. Ind. Eng. Chem. 85, 34–65 (2020)
A.O. Zhigachev, V.V. Rodaev, A.V. Umrikhin, Y.I. Golovin, The effect of silica content on microstructure and mechanical properties of calcia-stabilized tetragonal zirconia polycrystalline ceramic. Ceram. Int. 45, 627–633 (2019)
J. Han, B. Göksel, S. Mohajernia, M.S. Killian, J. Vleugels, A. Braem, S. Castagne, Ultrashort pulsed laser ablation of zirconia toughened alumina: Material removal mechanism and surface characteristics. Appl. Surf. Sci. 615, 156407 (2023)
D. Duraccio, F. Mussano, M.G. Faga, Biomaterials for dental implants: current and future trends. J. Mater. Sci. 50, 4779–4812 (2015)
D. Duraccio, V. Strongone, G. Malucelli, F. Auriemma, C. De Rosa, F.D. Mussano, T. Genova, M.G. Faga, The role of alumina-zirconia loading on the mechanical and biological properties of UHMWPE for biomedical applications. Compos. Part B Eng. 164, 800–808 (2019)
M.K.G. Abbas, S. Ramesh, T. Wu, U. Sutharsini, L.T. Bang, Hydrothermal ageing of alumina-toughened zirconia. AIP Conf. Proc. 2643, 050018 (2023)
E. Gregorová, L. Semrádová, I. Sedlářová, V. Nečina, S. Hříbalová, W. Pabst, Microstructure and Young’s modulus evolution during re-sintering of partially sintered alumina-zirconia composites (ATZ ceramics). J. Eur. Ceram. Soc. 41(6), 3559–3569 (2021)
M.K.G. Abbas, S. Ramesh, K.Y. Sara Lee, Y.H. Wong, C.Y. Tan, U. Johnson Alengaram, P. Ganesan, F. Musharavati, E. Zalnezhad, Densification of copper oxide doped alumina toughened zirconia by conventional sintering. Ceram. Int. 48(5), 6287–6293 (2022)
C.G. Soubelet, M.P. Albano, M.S. Conconi, Sintering, microstructure and hardness of Y-TZP- 64S bioglass ceramics. Ceram. Int. 44, 4868–4874 (2018)
R. Benavente, M.D. Salvador, F.L. Penaranda-Foix, E. Pallone, A. Borrell, Mechanical properties and microstructural evolution of alumina-zirconia nanocomposites by microwave sintering. Ceram. Int. 40, 11291–11297 (2014)
R.R. Mishra, A.K. Sharma, Microwave-material interaction phenomena: heating mechanisms, challenges and opportunities in material processing. Compos. Part A Appl. Sci. Manuf. 81, 78–97 (2016)
S. Ramesh, K.Y. Sara Lee, C.Y. Tan, Y.H. Wong, U. Johnson Alengaram, F. Tarlochan, S. Ramesh, W.D. Teng, U. Sutharsini, A.A.D. Sarhan, Effect of microwave sintering on the properties of copper oxide doped Y-TZP ceramics. Ceram. Int. 44, 19639–19645 (2018)
S. Ramesh, N. Zulkifli, C.Y. Tan, Y.H. Wong, F. Tarlochan, S. Ramesh, W.D. Teng, I. Sopyan, L.T. Bang, A.A.D. Sarhan, Comparison between microwave and conventional sintering on the properties and microstructural evolution of tetragonal zirconia. Ceram. Int. 44, 8922–8927 (2018)
W. Huang, Y. Zhang, J. Lu, L. Gao, F. Zhang, J. Chen, M. Omran, G. Chen, Effect of sintering time on the microstructure and stability of Al2O3–ZrO2 composite powders under microwave-assisted sintering. Ceram. Int. 49, 8993–8999 (2023)
M.K.G. Abbas, S. Ramesh, S.F.H. Tasfy, K.Y.S. Lee, Effect of microwave sintering on the properties of copper oxide doped alumina toughened zirconia (ATZ). J. Mater. Res. Technol. 25, 1041–1054 (2023)
L. Gil-Flores, M.D. Salvador, F.L. Penaranda-Foix, A. Dalmau, A. Fernández, A. Borrell, Tribological and wear behaviour of alumina toughened zirconia nanocomposites obtained by pressureless rapid microwave sintering. J. Mech. Behav. Biomed. Mater. 101, 103415 (2020)
N. Khalile, C. Meunier, C. Petit, F. Valdivieso, B. Coppola, P. Palmero, Microwave sintering of dense and lattice 3Y-TZP samples shaped by digital light processing. Ceram. Int. 49, 7350–7358 (2023)
Á. Presenda, M.D. Salvador, F.L. Penaranda-Foix, J.M. Catalá-Civera, E. Pallone, J. Ferreira, A. Borrell, Effects of microwave sintering in aging resistance of zirconia-based ceramics. Chem. Eng. Process. Process Intensif. 122, 404–412 (2017)
E.T. Thostenson, T.W. Chou, Microwave processing: fundamentals and applications. Compos. Part A Appl. Sci. Manuf. 30, 1055–1071 (1999)
M.K.G. Abbas, S. Ramesh, K.Y.S. Lee, Y.H. Wong, P. Ganesan, U.J. Alengaram, W.D. Teng, J. Purbolaksono, Effects of sintering additives on the densification and properties of alumina-toughened zirconia ceramic composites. Ceram. Int. 46, 27539–27549 (2020)
H. Toraya, M. Yoshimura, S. Somiya, Calibration curve for quantitative analysis of the monoclinic-tetragonal ZrO2 system by X-ray diffraction. J. Am. Ceram. Soc. 67, 119–121 (1984)
D.K. Shetty, I.G. Wright, On estimating fracture toughness of cemented carbides from Palmqvist crack sizes. J. Mater. Sci. Lett. 5, 365–368 (1986)
M. Oghbaei, O. Mirzaee, Microwave versus conventional sintering: a review of fundamentals, advantages and applications. J. Alloys Compd. 494, 175–189 (2010)
B.X. de Freitas, M.F.R.P. Alves, C. Santos, A.S. Ramos, E.C.T. Ramos, K. Strecker, Mechanical properties of biocompatible Y-TZP/Al2O3 composites obtained from mechanically alloyed powders. J. Brazilian Soc. Mech. Sci. Eng. 42, 1–12 (2020)
A. Nevarez-Rascon, A. Aguilar-Elguezabal, E. Orrantia, M.H. Bocanegra-Bernal, On the wide range of mechanical properties of ZTA and ATZ based dental ceramic composites by varying the Al2O3 and ZrO2 content. Int. J. Refract. Met. Hard Mater. 27, 962–970 (2009)
S. Patil, D.R. Patil, I.C. Jung, J. Ryu, Effect of cooling rates on mechanical properties of alumina-toughened zirconia composites. Ceram. Int. 48, 21048–21053 (2022)
K. Rajeswari, U.S. Hareesh, R. Subasri, D. Chakravarty, R. Johnson, Comparative evaluation of spark plasma (SPS), microwave (MWS), two stage sintering (TSS) and conventional sintering (CRH) on the densification and micro structural evolution of fully stabilized zirconia ceramics. Sci. Sinter. 42, 259–267 (2010)
X.W. Huang, J.C. Yu, Q. Li, X.D. Huang, X.Q. Li, X.L. Liu, Microstructure and mechanical properties of 3Y-TZP/Al2O 3 composites fabricated by liquid phase sintering. J. Mater. Sci. 40(7), 1693–1697 (2005)
D. Agrawal, Microwave sintering of ceramics, composites and metal powders, in Sintering of Advanced Materials. (Elsevier, Amsterdam, 2010)
Funding
Open Access funding provided by the Qatar National Library.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abbas, M.K.G., Ramesh, S., Tasfy, S.F.H. et al. Effect of sintering additives on the properties of alumina toughened zirconia (ATZ). MRS Communications 13, 618–626 (2023). https://doi.org/10.1557/s43579-023-00400-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43579-023-00400-y