
Abstract
Recent breakthroughs resolving open questions in materials science by phase-field simulations are reported. They relate to solidification structure formation in additive manufacturing, carbon redistribution during bainitic transformation, and the onset of damage during high-temperature creep of superalloys. The first example deals with the balance between epitaxial growth and nucleation in solidification. The second relates to the controversy regarding diffusion control and dominance of massive transformation in bainite transformation. The third relates to directional coarsening (rafting) in superalloys as a diffusion-controlled phase transformation: loss of coherency of precipitates marks the onset of damage associated with rotation of the crystal lattice and topological inversion. Technical details of the phase-field method are reviewed as necessary, and limitations of the approach are discussed.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The multiphase-field method provides a thermodynamic and kinetic framework for the description of microstructural processes in technical materials at the mesoscopic scale. It is a generalization of the original two-phase-field method to multiple phases, which form junctions between phases and grains. It is applicable to eutectic, peritectic, eutectoid, monotectic, and other transformations, and to grain growth and coarsening of multigrain structures, where the orientation of different crystallites is treated as an order parameter. Coupled to advanced models for bulk phenomena such as multicomponent diffusion, viscous flow, elasticity, and crystal plasticity, this method becomes a versatile tool for investigating microstructural processes in applied materials. For reviews focusing on different aspects, see References 1,2,3,4,5,6. For a recent textbook with many references to the literature, including that related to competing approaches, see the Lectures on Phase Field7 by two of the present authors. Also coupling to temperature, which is relevant for the first two examples in this article, is discussed there, along the thermodynamically consistent model of Wang et al.8
In this article, we will not go into the details of how the method was developed, or into numerical aspects and software. Instead, we will concentrate on its application to solve materials science problems, some of which have been the subjects of long-standing debates. However, one general remark related to “phase field” should be made here: despite having a sound basis in thermodynamics, the phase field is primarily a front tracking or front propagation algorithm. In numerical applications, it is aimed at propagating moving interfaces during phase transformations and during microstructure evolution in general. This aspect of front propagation will be detailed in the “Phase field as front propagation method” section. We will discuss three examples where phase-field simulations help to solve real materials science problems. The first example will highlight the influence of morphological instability during alloy solidification on the solutal undercooling ahead of the growth front. It is demonstrated that in striking disagreement with common expectations, solutal undercooling is maximal for a slowly moving epitaxial front directly after the transition from melting to resolidification in additive manufacturing (“Morphological changes of the solidification front in additive manufacturing of superalloys” section). The “Bainitic transformation as the interplay between diffusion-controlled and displacive transformation” section elaborates on one long-standing debate: Is bainitic transformation in steel predominantly diffusion-controlled, or predominantly a massive transformation with successive redistribution of carbon? In principle, the approach is straightforward: take a phase-field model for martensitic transformation and add redistribution of carbon from the bainitic ferrite to the austenite. The challenges here are tremendous, in particular, because of the extremely fine microstructure and the extreme speed of transformation. A relatively easy example in contrast to bainite is the third example, presented in the “Onset of damage in high-temperature creep of Ni-based superalloys” section: rafting and topological inversion in high-temperature creep of superalloys. This process, also called directional coarsening, is clearly a diffusion-controlled phase transformation, but additional mechanisms such as plastic activity of dislocations, loss of coherency between matrix and precipitates, and coalescence of precipitates are of major importance. In the end, combining all these aspects, we can make a prediction on irreversible damage in the material. Although in all of these examples, the individual details of the simulation models and data used may be subject to considerable debate, the phase-field simulation results give clear evidence for the active materials-related mechanisms during the investigated processes.
Phase field as front propagation method
When we speak about a phase-field model at the mesoscopic scale, in what has been the standard interpretation since its original proposal by Langer in 1978,9 the phase field is mainly used for “front propagation” in numerical simulations. The phase-field solution, a hyperbolic tangent or similar profile of the front, dependent on the applied potential function, was originally derived as a soliton solution for a self-similar wavefront, a front that does not change its shape while traveling. This is a well-known phenomenon in wave mechanics, occurring, for example, in solutions of the Korteweg–de Vries equation10 or their integrals for the wavefront. It is helpful in numerical approaches to moving boundary problems, where the profile of the front is resistant to perturbations. In applications to dendritic growth, one of the early examples of use of the phase field,11 it is well established that capillarity and, in particular, interface energy anisotropy play a crucial role in the selection of the operating point of the dendrite tip. As a bonus, with the phase field, the evaluation of the mean curvature of the front comes at no extra computational cost, as was realized by Caginalp and Socolovsky.12 The numerical interface width, however, has to be chosen large compared with the atomic scale of a diffuse interface in order to resolve dendrites with tip radii of the order of several micrometers, and therefore we call this a “mesoscopic phase-field model.”6
Having the phase field available as a front propagation tool, one can use it for any kind of moving boundary. An early application was to grain envelope propagation,13 in a manner similar to cellular automaton modeling, with the envelope being wrapped around an equiaxed dendritic grain. In this case, the capillarity inherent to a phase-field model has no physical meaning and must be suppressed. It can be removed by an averaging algorithm in the normal direction through the front in order to evaluate the local curvature of the front and counterbalance the capillarity force (see Reference 13). By applying the envelope propagation approach, it was possible with the computer facilities available in 1999 to simulate tens of equiaxed dendrites interacting through their thermal field in three dimensions.13 Quantitative agreement with experiment was found, allowing predictions to be made about the collective behavior of equiaxed dendrites during the recalescence period after nucleation.14
The driving force \(\Delta g\) for the front movement in these grain envelope models is then defined by the desired velocity, v, of the front, coming from some kinetic model, rather than from thermodynamic considerations:
where \(M_\upphi ^{\textrm{envelope}}\) is the effective phase-field mobility. A special variant of the application of the phase field as a front propagation tool is Karma’s “thin interface limit.”15 In applications of the phase-field method to alloy solidification at low interface velocity, which is the relevant limit for traditional casting processes, the physical driving force at the interface becomes negligibly small compared with capillary forces (i.e., the atomistic interface relaxes to local thermodynamic equilibrium on a much smaller time scale than the characteristic time scale of interface evolution). Quantitative modeling of this local equilibrium limit requires that the phase-field equations be formulated in a way that includes an additional spurious driving force \(\Delta g = A v\) (with a constant \(A = 1 /M_\upphi ^{\textrm{envelope}}\)) that is derived from the transport solution of solidification. This driving force is related to the (spurious) deviation from thermodynamic equilibrium within the thin interface: the interface width used in simulations is significantly larger than the atomistic interface thickness. Thus, part of the diffusion profile ahead of the front is located within the interface, which is what causes the actual deviation from equilibrium.
Recently, envelope models have become popular again for additive manufacturing solidification scenarios (see Reference 16). In this application, secondary structures are not resolved by the phase-field contour, but the whole dendritic grain envelope is evolved by a cellular-automaton-type procedure. For a “front-propagation-type phase field” this is an easy example, working “out of the box.” Figure 1 shows “envelope propagation” using a phase-field model at a mesoscopic scale, resolving the grain evolution during additive manufacturing.

Envelope propagation simulation of resolidification in a single track. (a) Grain structure after resolidification; the melt is colored red. (b) Grain-boundary structure. (c) Temperature distribution. Courtesy Pankaj Antala, ICAMS.
All simulations presented in this essay were performed using the software library OpenPhase17,18 and/or its commercial extension OPStudio.19
Morphological changes of the solidification front in additive manufacturing of superalloys
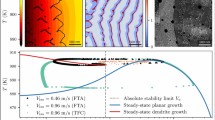
Here, the scenario under investigation is as follows: under additive manufacturing conditions, the generation of each layer of solid to be added starts with the melting of the added powder layer as well as the melting of a small surface layer of the last track to allow for continuous solidification of the as-built sample. While the focus of many investigations of additive manufacturing is the extremely high average solidification rate, the start of solidification is zero velocity after remelting. Now, in trying to produce directionally solidified “single crystals” of superalloys by additive manufacturing from a single-crystal base material, it was found that close to the melt pool boundary, the nucleation rate of new equiaxed grains was maximal.20,21 This was in clear contradiction with expectations, since solutal undercooling ahead of the solidification front, and thereby the likelihood of nucleating new crystals, should increase with solidification speed, but definitely not be maximal at the melt pool boundary with almost-vanishing solidification speed. As shown in Figures 2 and 3, phase-field simulations performed in a simplified setup with two-dimensional simulations of a binary model alloy immediately revealed the reason for the apparent contradiction: the epitaxial growth layer at the melt pool boundary has a quasi-one-dimensional diffusion profile normal to the melt front (see Figure 3). One-dimensional solidification builds up a long-range diffusion profile, with a maximum solutal undercooling of 8 K under the given conditions as shown in Figure 3a–c. As soon as the planar solidification front breaks up into cells or dendrites (see Figure 2c–d), the segregation is predominantly perpendicular to the growth direction into the interdendritic channels. This means that the long-range diffusion layer ahead of the originally planar front breaks down, supercooling reduces to around 4 K, and the solidification speed increases significantly. Having seen this behavior in phase-field simulations, which allow changes in morphology during the process, we can directly understand the underlying mechanism, which has been described in greater detail in Reference 22.
These simulations demonstrate a principle that we can directly understand, although it contradicts our initial intuition. It is also important to include the latent heat release during solidification in a consistent way, which significantly affects the cooling rate during solidification.22 As a rule of thumb, the cooling rate during ongoing solidification processes is typically a factor of 10 lower from what is often reported in the experimental literature, where the cooling rate is evaluated before or after solidification. This is an effect that must not be neglected. In the extreme case, the system even heats up during cooling, as known as “recalescense” in solidification. To obtain quantitative predictions, we must also consider three-dimensional and multicomponent systems. Figure 4 shows the simulation approach to additive manufacturing of single-crystal components of the commercial full-specification CMSX-4 superalloy, published in Reference 23, with experimental support from Reference 24.

Microstructural evolution during remelting and subsequent solidification of a homogenized SX sample. (a) Initial microstructure with complete homogenization. (b) Melting due to the presence of a heat source at the top. (c) Breakdown of planar front and start of subsequent solidification. (d) Later stage of solidification. (e) End of solidification, with interdendritic channels filled by the eutectic \(\upgamma^{\prime}\) phase.

(a) Spatial distribution of Al concentration and constitutional undercooling at the very beginning of solidification in the remelted zone of a homogenized SX sample. (b) Distribution of composition and constitutional undercooling at the intermediate stage of solidification. (c) Solute composition and constitutional undercooling (in [K]) at the later stage of solidification.

Three-dimensional phase-field simulations of full-specification CMSX-4 superalloy under electron-beam melting (EBM) process conditions. (a) Cubic samples of CMSX-4 printed with selective EBM. (b) Optical image of grain structure in crack-free part in polished condition. (c) Solidification microstructure with distribution of phases. (d) Distribution of alloying elements in a section normal to the growth direction (color not to scale). (a, b) Reprinted with permission from Reference 24 under the terms of the Creative Commons CC BY license.
Why phase field? “Solidification” is generally accepted to be a diffusion-controlled transformation at the mesoscopic scale and to be well described by the so-called Stefan problem of solidification. Scale selection during eutectic growth and during dendritic growth is well understood in terms of the theoretical Jackson–Hunt model25 and microscopic solvability theory,26 respectively. Sharp interface models, such as adaptive finite elements, or front propagation, such as cellular automata, are used to solve these problems numerically. Thus, the question arises: Why consider phase field? The answer is simply that no other technique to date has proven to be quantitatively applicable to problems with morphologically unstable interface motion, the effect that produces the turnover of solutal undercooling due to breakdown of planar solidification into cellular solidification. This is extremely relevant for nucleation in our example.
Bainitic transformation as the interplay between diffusion-controlled and displacive transformation
In solid-state transformations, besides temperature and solute redistribution, we have to consider also the effect of lattice strain: if one material point transforms from one phase to another, we have a volumetric and, in many cases, also a deviatoric change of the lattice parameters. The resulting stress and strain field is long-range and thus significantly influences the formation of microstructure. It is reported that Armen Khachaturyan, a pioneer of the phase field (in his time called time-dependent Ginzburg–Landau theory) developed his concept of microelasticity27 to solve the problem of the equilibrium shape of a martensitic needle in a surrounding austenite matrix. For pearlitic transformation, it has been shown that lattice strain also significantly alters the kinetics of transformation through the effect of chemo-mechanical coupling (i.e., that a stress gradient drives diffusion fluxes).28,29
This section explores the complexities of bainitic transformation, drawing insights from phase-field simulations. The bainite formation is a solid-state transformation observed in steel alloys, leading to a microstructure consisting of bainitic ferrite, cementite, and often a small amount of retained austenite. During the bainitic transformation, bainitic ferrite subunits are nucleated from the parent austenite grain. These subunits then grow into bainitic ferrite sheaves, resulting in a microstructure composed of bainitic ferrite and cementite. Carbon atoms are continuously expelled and redistributed throughout the bainitic transformation process. The exact mechanisms of this transformation have been the subject of extensive research and debate within the metallurgical community. There are two primary schools of thought regarding the mechanism of the bainitic transformation. One school suggests that the transformation is diffusion-controlled, whereas the other proposes a displacive mechanism. The diffusion-controlled perspective proposes that the bainitic transformation occurs through the diffusion of carbon atoms away from the growing bainite, enabling the transformation to continue. On the other hand, the displacive mechanism theory proposes that the transformation occurs through a coordinated movement of atoms, with diffusion playing a negligible role. This theory suggests that the transformation proceeds through massive deformation, which causes a coordinated movement of atoms, leading to the formation of bainitic ferrite. There are good arguments for both views, but why should they not simply be combined? Let the system decide by itself into which mode it wants to operate, depending on the external quenching conditions: slow quenching will lead to “upper bainite,” with significant redistribution of carbon happening already during transformation. We utilize Newton’s Law of heat extraction and include the impact of latent heat release to perform a practical simulation related to the heat extraction process occurring during quenching:
The temperature of the sample is given by T(t), assumed isotropic in the sample. The temperature of the cooling medium is denoted by \(T_{\rm s}\). The heat extraction coefficient \(k = \frac{A}{V} \frac{\upalpha }{\uprho c_{p}} \quad [\frac{1}{s}]\) depends on the surface to volume ration \(\frac{A}{V}\) and the heat-transfer coefficient \(\upalpha\) between the sample and the cooling medium, normalized by the heat capacity of the material \(\uprho c_{\rm p}\). The heat extraction coefficient considers the cooling medium, air, oil, or water cooling. The rate of phase change, averaged over the sample volume, is denoted by \({\dot{f}}\). High quenching rates will lead to “lower bainite,” resulting in an almost-martensitic structure with subsequent redistribution of carbon. In the simulations presented here, we also consider release of latent heat (i.e., the quenching rate then is a result of the simulations where the bath temperature and the heat-transfer coefficient is the only process input). Figure 5 compares two bainitic structures with medium and high heat extractions, respectively, bath temperature 725 K. The cooling curve in Figure 6a shows recalescence after the onset of transformation at roughly 820 K and 780 K, respectively. Figure 6b shows the corresponding virtual dilatometer curves, which can be directly compared with experiment. The most important results, however, are summarized in Figure 6c–d, showing the number count of numerical cells with a specific carbon content at the end of transformation. Figure 6c shows a bimodal distribution, where the cells with lower carbon content can be attributed to the bainitic ferrite, while the peak value corresponds to martensitic islands with the original carbon content of the sample. Figure 6d, by contrast, shows a monomodal distribution with no clear distinction between ferritic and martensitic structures.

(a, b) Bainitic microstructure, (c, d) retained austenite, and (e, f) carbon composition at heat extraction rates of 0.2 s\(^{-1}\) (a, c, e) and 0.5 s\(^{-1}\) (b, d, f).

(a) Cooling curves and (b) dilatometer curves calculated with heat extraction coefficients of 0.2 s−1 and 0.5 s−1. (c, d) Normalized bins of carbon composition calculated with heat extraction coefficients of 0.2 s−1 and 0.5 s−1, respectively. Bins are normalized by the total number of bins.
Why phase field? Bainitic transformation, in general, can be characterized as “mixed mode,” for example, the transformation front between the phases cannot, in general, be treated as being in local equilibrium. We need a theory that provides a thermodynamically consistent description of individual regions in our system that are out of equilibrium and subject to dynamical transformation. We have to couple to temperature and latent heat release, solute diffusion, and redistribution. Finally, we need to include transformation strain, long-range elasticity, and plasticity. There is hardly a better method than the phase field that can cope with all these phenomena simultaneously and consistently!
Onset of damage in high-temperature creep of Ni-based superalloys
Ni-based superalloys are ideal for high-temperature applications owing to their exceptional strength, resistance to oxidation and corrosion, and long fatigue life, as a result of which they are widely used in the power sand aerospace industries and, in particular, in turbine blades. The exceptional creep properties of these superalloys are linked to their two-phase microstructure, where \(\upgamma^{\prime}\)-phase precipitates are embedded in the \(\upgamma\)-phase matrix. Superalloys employed in diverse applications undergo exposure to high temperatures and substantial mechanical loads, leading to the occurrence of creep deformation. The creep phenomenon induces loss of coherency, and diffusion-controlled directional coarsening of the \(\upgamma^{\prime}\) phase take place, also known as rafting.30,31 The need for full replacement of components by new ones can be avoided through a type of repair process called “rejuvenation.” Here, crept blades are heat-treated above the \(\upgamma^{\prime}\) solvus temperature to dissolve the precipitates and recover the dislocation networks. After a second precipitation heat treatment, the material should have a similar quality to new material. However, it has been found experimentally32 that full rejuvenation is only possible for materials that have not been crept beyond approximately 0.6%, which corresponds to the creep minimum at the given process conditions of 950°C and a stress of 350 MPa. What kind of “locks” could prevent recovery of dislocation networks after the precipitates have been dissolved?
To understand the limits of the rejuvenation process, phase-field simulations of creep deformation are performed on single-crystal Ni-based superalloys. The initial sample is tilted with 5° to simulate the service conditions of the superalloys, which are never perfectly aligned with the loading direction. A creep simulation is carried out on around 500 \(\upgamma^{\prime}\) precipitates. Figure 7a–b are the initial microstructure of \(\upgamma^{\prime}\) and \(\upgamma\) phase, respectively. The microstructure resulting from the simulation of creep at 350 MPa tensile stress and 950°C is displayed in Figure 7c–d.
Figure 8 displays the microstructure, which consists of a single precipitate undergoing creep deformation of 1.0% under tensile stress. We should mention here that in the model, and (we think) in reality, during the initial stages of creep, a dislocation network is formed around the precipitates and compensates for the misfit strain between dislocations and matrix. In our simulations, full loss of coherency coincides with the creep minimum. We apply a dislocation-based crystal plasticity model coupled to the phase-field simulation of the rafting of the precipitates; for details, see Reference 33. Most strikingly, after coherency has been lost, local crystal lattice rotation of the matrix sets in (see Figure 8). This rotation can be identified uniquely with the local density of geometrically necessary dislocations (GNDs). In Figure 8, the arrows show the axis-angle representation of local rotations in the \(\upgamma\) matrix, also known as “Schmidt rotation,” and they are nonuniform owing to symmetry breaking in the originally 5°-tilted sample.
The GNDs are associated with the unequal number of positive and negative dislocations in the \(\upgamma\) matrix. If the rejuvenation procedure is applied to such a superalloy material, the \(\upgamma^{\prime}\) precipitates will be dissolved, but GNDs will be unable to recover completely, ultimately resulting in irreversible damage to the material. Thus, the creep minimum can be uniquely identified with the loss of coherency between precipitate and matrix, and with the onset of irreversible damage in superalloys under high-temperature creep conditions, as described in Reference 34.

(a, b) Initial microstructure of Ni-based superalloys, showing \(\upgamma^{\prime}\) and \(\upgamma\) phases, respectively. (c, d) \(\upgamma^{\prime}\) and \(\upgamma\) phases, respectively, at 1% creep strain under a tensile stress of 350 MPa at a temperature of \(950^\circ\)C. (e, f) Spatial distributions of local rotation angle and geometrically necessary dislocations (GNDs), respectively, at 1% creep strain.

Single precipitate of \(\upgamma^{\prime}\) phase at 1% creep strain. Arrows show an axis-angle representation of the local rotations in the \(\upgamma\) phase. The tensile stress is applied along the X direction.
Why phase field? As we have already mentioned, rafting is a diffusion-controlled phase transformation. Interfaces can be treated in local equilibrium. The morphology of precipitates and rafts changes, also leading to topological inversion. However, this process is, in comparison with solidification, a “slow” process without the aspect of morphological instability. Why, then, should it not be treated with a sharp interface model, for example utilizing adaptive finite elements? We will then be faced with the contact problem when precipitates coalesce and junctions appear between two or more \(\upgamma^{\prime}\) precipitates and the \(\upgamma\) matrix, which will be a challenge. Although, for the phase field this problem is also not at all trivial,35,36 the multiphase-field theory has a sound basis for dealing with these kinds of problems and for providing reliable numerical solutions, and therefore we use it.
Methods
All simulation results presented here are based on the multiphase-field theory as developed by the authors with many contributions from collaborators worldwide. The simulations are performed using the software library OpenPhase,17,18 which constitutes an open-source platform for multiphase-field simulations, together with extensions for coupling to thermodynamic and kinetic databases and for large strain plasticity in the bulk phases. These extensions are available by subscription; see Reference 19.
Conclusion
In this article, we have presented three examples, namely, solidification, heat treatment, and in-service degradation, where phase-field simulations provide new insights into the intriguing mechanisms that mutually interact during these processes. We have only reported our own work as performed in our department at Ruhr-Universität Bochum, Germany. The examples demonstrate clearly how advanced simulation techniques, in our case applying the multiphase-field method as implemented in the open-source library OpenPhase17,18 and its commercial extension OPStudio,19 can help to reveal mechanisms that are hard to extract from experiment. This is possible by following the full process in incremental time steps instead of having a postmortem analysis. Also, we “know” which processes are active: those that are implemented. And we know which fields influence other fields: only those where an interaction is allowed. Also, we are aware that we will never be able to reveal every microstructural element in every detail, because in all simulations there are missing data, necessary approximations, or limited computational resources. Nonetheless, as long as the relevant mechanisms are considered, we can make predictions of a quantitative nature, with the help of experiments for calibration and verification. A recent example, where methods of artificial intelligence have also been applied to match simulation and experiments, is presented in Reference 37.
Data availability
Not applicable.
References
W.J. Boettinger, J.A. Warren, C. Beckermann, A. Karma, Annu. Rev. Mater. Res. 32, 163 (2002). https://doi.org/10.1146/annurev.matsci.32.101901.155803
L.Q. Chen, Annu. Rev. Mater. Res. 32, 113 (2002). https://doi.org/10.1146/annurev.matsci.32.112001.132041
N. Moelans, B. Blanpain, P. Wollants, CALPHAD 32, 268 (2008)
I. Steinbach, Model. Simul. Mater. Sci. Eng. 17, 073001 (2009). https://doi.org/10.1088/0965-0393/17/7/073001
Y.W.J. Li, Acta Mater. 58, 1212 (2010). https://doi.org/10.1016/j.actamat.2009.10.041
I. Steinbach, Annu. Rev. Mater. Res. 43, 89 (2013). https://doi.org/10.1146/annurev-matsci-071312-121703
I. Steinbach, H. Salama, Lectures on Phase Field (Springer, Cham, 2023). https://doi.org/10.1007/978-3-031-21171-3
S.-L. Wang, R.F. Sekerka, A.A. Wheeler, B.T. Murray, S.R. Coriell, R.J. Braun, G.B. McFadden, Physica D 69, 189 (1993)
J. Langer, Unpublished research notes, 1978. See Appendix in W. Kurz, D.J. Fisher, R. Trivedi, Int. Mater. Rev. 64(6), 311 (2019). https://doi.org/10.1080/09506608.2018.1537090
D. Korteweg, G. de Vries, Philos. Mag. 5, 422 (1895). https://doi.org/10.1080/14786449508620739
R. Kobayashi, Physica D 63(3–4), 410 (1993). https://doi.org/10.1016/0167-2789(93)90120-P
G. Caginalp, E. Socolovsky, SIAM J. Sci. Comput. 15(1), 106 (1994). https://doi.org/10.1137/0915007
I. Steinbach, C. Beckermann, B. Kauerauf, J. Guo, Q. Li, Acta Mater. 47(3), 971 (1999). https://doi.org/10.1016/S1359-6454(98)00380-2
I. Steinbach, H.J. Diepers, C. Beckermann, J. Cryst. Growth 275(3–4), 624 (2005). https://doi.org/10.1016/j.jcrysgro.2004.12.041
A. Karma, Phys. Rev. Lett. 87, 115701 (2001). https://doi.org/10.1103/PhysRevLett.87.115701
A.F. Chadwick, P.W. Voorhees, IOP Conf. Ser. Mater. Sci. Eng. 1274, 012010 (2023). https://doi.org/10.1088/1757-899X/1274/1/012010
OpenPhase: Open source software for phase-field simulation (2023). https://openphase.rub.de. Accessed 30 Oct 2023
M. Tegeler, O. Shchyglo, R.D. Kamachali, A. Monas, I. Steinbach, G. Sutmann, Comput. Phys. Commun. 215, 173 (2017). https://doi.org/10.1016/j.cpc.2017.01.023
OPStudio software (2023). http://openphase-solutions.com/. Accessed 30 Oct 2023
A.M. Rausch, M.R. Gotterbarm, J. Pistor, M. Markl, C. Körner, Materials (Basel) 13(23), 5517 (2020). https://doi.org/10.3390/ma13235517
A.M. Rausch, J. Pistor, C. Breuning, M. Markl, C. Körner, Materials (Basel) 14(12), 3324 (2021). https://doi.org/10.3390/ma14123324
M. Uddagiri, O. Shchyglo, I. Steinbach, B. Wahlmann, C. Koerner, Metall. Mater. Trans. A 54(5), 1825 (2023). https://doi.org/10.1007/s11661-023-07004-0
M. Uddagiri, O. Shchyglo, I. Steinbach, M. Tegeler, Prog. Addit. Manuf. (2023). https://doi.org/10.1007/s40964-023-00513-9
M. Ramsperger, R.F. Singer, C. Körner, Metall. Mater. Trans. A 47(3), 1469 (2016). https://doi.org/10.1007/s11661-015-3300-y
K. Jackson, J. Hunt, Trans. Metall. Soc. AIME 236, 1129 (1966)
E. Brener, Physica A Stat. Mech. Appl. 263(1–4), 338 (1999). https://doi.org/10.1016/S0378-4371(98)00488-9
Y.U. Wang, Y.M. Jin, A.G. Khachaturyan, J. Appl. Phys. 92, 1351 (2002). https://doi.org/10.1063/1.1492859
I. Steinbach, M. Apel, Acta Mater. 55(14), 4817 (2007). https://doi.org/10.1016/j.actamat.2007.05.013
J. Park, R.D. Kamachali, S.D. Kim, S.H. Kim, C.S. Oh, C. Schwarze, I. Steinbach, Sci. Rep. 9, 3981 (2019). https://doi.org/10.1038/s41598-019-40685-5
F.R.N. Nabarro, Metall. Mater. Trans. A 27(3), 513 (1996). https://doi.org/10.1007/BF02648942
M. Kamaraj, Sadhana 28(1–2), 115 (2003). https://doi.org/10.1007/BF02717129
B. Ruttert, O. Horst, I. Lopez-Galilea, D. Langenkämper, A. Kostka, C. Somsen, J.V. Goerler, M.A. Ali, O. Shchyglo, I. Steinbach, G. Eggeler, W. Theisen, Metall. Mater. Trans. A 49(9), 4262 (2018). https://doi.org/10.1007/s11661-018-4745-6
M.A. Ali, W. Amin, O. Shchyglo, I. Steinbach, Int. J. Plast. 128, 102659 (2020). https://doi.org/10.1016/j.ijplas.2020.102659
M.A. Ali, O. Shchyglo, M. Stricker, I. Steinbach, Comput. Mater. Sci. 220, 112069 (2023). https://doi.org/10.1016/j.commatsci.2023.112069
J.V. Görler, S. Brinckmann, O. Shchyglo, I. Steinbach, Philos. Mag. Lett. 95(11), 519 (2015). https://doi.org/10.1080/09500839.2015.1109716
J.V. Görler, I. López Galilea, L. Mujica Roncery, O. Shchyglo, W. Theisen, I. Steinbach, Acta Mater. 124, 151 (2017). https://doi.org/10.1016/j.actamat.2016.10.059
Y. Jiang, M.A. Ali, I. Roslyakova, D. Bürger, G. Eggeler, I. Steinbach, Model. Simul. Mater. Sci. Eng. 31(3), 035005 (2023). https://doi.org/10.1088/1361-651X/acc089
Funding
Open Access funding enabled and organized by Projekt DEAL. The results summarized in this essay have multiple funding resources. For these, we refer to the original publications as cited. For the Bainite section the support from the German Research Foundation (DFG) under Grant SH 657/3-1 is highly acknowledged.
Author information
Authors and Affiliations
Contributions
I.S. compiled the essay, including introduction and placement compared to the state of the art. M.U. is responsible for the results on additive manufacturing in the “Morphological changes of the solidification front in additive manufacturing of superalloys” section. H.S. and M.A.A. completed the simulations of bainitic transformation, “Bainitic transformation as the interplay between diffusion-controlled and displacive transformation” section. M.A.A. is the leading scientist for creep simulations in Ni-based superalloys, “Onset of damage in high-temperature creep of Ni-based superalloys” section. O.S. is responsible for the OpenPhase code development and contributed with code improvements, discussions, and writing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Steinbach, I., Uddagiri, M., Salama, H. et al. Highly complex materials processes as understood by phase-field simulations: Additive manufacturing, bainitic transformation in steel and high-temperature creep of superalloys. MRS Bulletin 49, 583–593 (2024). https://doi.org/10.1557/s43577-024-00703-y
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43577-024-00703-y