
Abstract
In this work, we present phase-field (PF) simulations directly coupled to thermodynamic and kinetic databases in three dimensions. The direct coupling allows consideration of the full alloy complexity of the CMSX-4 superalloy over a large range of temperatures. The simulation conditions are chosen for additive manufacturing utilizing Electron Beam Melting (EBM). Transformation of interdendritic liquid into eutectic \(\gamma '\) is considered. The simulation results confirm the unique segregation behavior of all the alloying elements. It is demonstrated that the treatment of the full complexity of alloy composition is superior to all approximations with quasi-binary or -ternary approximation and justifies the significantly increased computational effort. Our results demonstrate that multi-component simulations must become a standard for phase-field applications to real material systems.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Ni-based superalloys play a vital role in high-temperature applications such as aerospace and gas turbines due to their exceptional thermal and mechanical stability. These superior properties are a result of their two-phase microstructure with a high fraction of precipitates. Their high complexity in chemical composition land them into the class of Compositionally Complex Alloys (CCA) [32]. In addition, slow diffusing refractory elements such as tungsten (W), tantalum (Ta), and rhenium (Re) act as solute solution strengtheners [16]. Conventionally, directional solidification has been widely utilized for manufacturing of superalloys with several inherent drawbacks: directional solidification leads to as-cast microstructures with high Primary Dendritic Arm Spacing (PDAS) and significant solute segregation due to very low thermal gradients and low solidification velocities. Consequently, longer and more complex homogenization strategies are required for the as-cast components [16].
Additive manufacturing (AM) technologies currently receive high attention as alternatives to conventional manufacturing routes, offering unique advantages in the production of Ni-based superalloys. Among various AM technologies, Electron Beam Melting (EBM) is particularly suitable for the manufacturing of Ni-based superalloys. The utilization of an electron beam in EBM allows to attain high energy densities, facilitating the effective melting and fusion of high-temperature alloys, such as CMSX-4. Furthermore, in EBM, the substrate is preheated to temperatures above 900\(^{\circ }C\), which helps in minimizing residual stresses and reducing the likelihood of hot cracking.
CMSX-4 material finds its application in the turbine blades operating close to the melting temperature of this alloy. Applying the material close to its melting point requires precise control of final microstructure to prevent material’s failure in service. In this regard, the as-built microstructure, in particular, in AM process, plays a pivotal role in determining subsequent process requirements and the final mechanical strength of the component. Yet, understanding the influence of process parameters on the as-built microstructure during the AM process poses significant challenges, considering the finer length and time scales at which solidification occurs. To address this challenge, microstructure simulations, especially using the PF models, emerge as indispensable tools in understanding the complex solidification behaviour and resulting solute segregation in superalloys.
Historically, the application of PF simulations to investigate the microstructure evolution has been limited to binary or dilute multicomponent alloy systems due to the complexity associated with obtaining thermodynamic phase equilibrium data [8, 26]. However, such approach falls short when dealing with technical alloys such as CMSX-4, which consists of 10 alloying elements exhibiting strong interactions. Utilizing simple Linearized Phase Diagrams (LPD) is inadequate for such systems. In recent years, the development of multi-phase-field models coupled to CALPHAD thermodynamic databases has emerged as the standard approach for modeling the microstructural evolution of technical alloy systems. Such coupled models incorporate various relevant physical phenomena, including interface anisotropy, thermodynamics, phase transformation kinetics, curvature effects, solutal and thermal diffusion. By considering these aspects, the coupled models are capable of providing more accurate predictions, enabling a deeper understanding of microstructure evolution in complex alloy systems.
Grafe et al. [7] were the first to propose a multicomponent extension to a multi-phase-field model (PFM) [20, 21] by utilizing a general approach to obtain thermodynamic data from databases evaluated based on CALPHAD method [22]. One of the major limitations of the coupled approach is the computational time required for the PF model to access the thermodynamic database for every iteration. Eiken et al. [5] have addressed this issue in their subsequent works by proposing three different extrapolation schemes: simple diagonal approximation, multi-binary and multi-ternary [3] extrapolation schemes. Later, Warnken et al. [14] used a PF model with a CALPHAD-based thermodynamic database to simulate the as-cast microstructure evolution in an Ni-based superalloy. By employing a multi-binary extrapolation scheme, they have studied microstructure evolution of novel superalloy with 5 components Ni–Al–Cr–Ta–W. Recently, Nomoto et al. [15] made use of the multi-phase-field model coupled to CALPHAD database to understand the evolution of solidification microstructure in a nickel-based alloy produced through wire arc additive manufacturing (WAAM).
However, it is worth noting that most of the multicomponent simulations that are available in the literature are either restricted to 2D [3, 11, 18], or do not include nucleation and growth of secondary phases [9, 15]. In the current work, we present for the first time 3D PF simulations of CMSX-4 superalloy under AM process conditions. Among others, the driving force and multicomponent diffusion matrix are obtained from direct coupling of PF model with both thermodynamic and kinetic databases. This advancement allows for a more comprehensive understanding of the complex microstructure evolution in Ni-based superalloys during AM processes. Furthermore, we simulate growth of both primary and secondary eutectic phases. The actual approach shall be applied in the future to re-investigate optimal process control for additive manufacturing of single crystals to take into account the influence of different alloying elements on the solidification process, as had been recently presented in quasi-binary approximation in [27].
2 Multi-phase-field model coupled to CALPHAD database
CALPHAD calculations are derived from empirical formulation of Gibbs energy of individual phases (as a function of pressure, temperature and composition). The polynomial equations are obtained from fitting the parametric coefficients to available experimental and/or ab-initio data [24]. The PF method ‘upgrades’ CALPHAD thermodynamics to consider interfaces between phases and grains, so-called capillarity effects, including kinetics of diffusion and non-equilibrium transformation [6]. By assigning a separate phase field operator \(\phi _\alpha\) to each thermodynamic phase or grain, PF model avoids the need for cumbersome interface tracking. In the diffuse interface set by the number of interface grid cells, \(\phi _\alpha\) varies from 1 to 0 where, 1 indicates bulk of the phase \(\alpha\) and 0 indicates the absence of phase \(\alpha\). The sum of all phase field variables is constrained by \(\sum \phi _\alpha = 1\).
In the current work we employ multi-phase-field model [20,21,22]. Unlike the phase-field model proposed by Wheeler et al. [34], in the current model framework total composition \(c^i\) within the interface is split into phase compositions \(c^i_\alpha\) of all the participating phases \(\alpha\). The separation of phase concentrations in the interface allows us to extend the simulations to micrometer scale and enables direct coupling to thermodynamic databases. The phase-field evolution equation with double obstacle potential and free energy contributions from interfaces and alloy chemistry, obtained from the principle of minimization of total energy is given by
and
where N is the number of phase fields which interact locally (\(N=2\) in dual interfaces, \(N=3\) in triple junctions and so on), \(I_{\gamma }\) is the generalized curvature, \(M_{\alpha \beta }\) is the interface mobility between phase \(\alpha\) and \(\beta\), \(\sigma ^*_{\beta \gamma }\) is the interface stiffness between the two phases \(\beta\) and \(\gamma\), \(\eta\) is the numerical interface width chosen based on the characteristic length scale of the problem, \(\Delta g_{\alpha \beta }\) is the interface driving force between phase pair \(\alpha\) and \(\beta\), \(\Delta T_{\alpha \beta }\) is the local undercooling resulting from solute distribution, \(m_{\alpha \beta }\) is the equilibrium slope obtained from local linearization of equilibrium surfaces of the phase diagram and \(c_\alpha\), \(c_\alpha ^{eq}\) are the local and equilibrium composition in phase \(\alpha\), respectively. The interface driving force is calculated from the condition of quasi-equilibrium approximation [5, 22], where the local undercooling is proportional to the local deviation of solute composition from the equilibrium composition schematically illustrated in Fig. 1.

Schematic representation of Gibbs triangle of a hypothetical three component system. \(\bar{c}\) is the nominal composition of solutes which distributes into individual phase compositions \(c_{\alpha }\) and \(c_{\beta }\). \(c_{\alpha } ^{eq}\) and \(c_{\beta } ^{eq}\) are the equilibrium phase compositions at the given temperature
To model the evolution of dendrite microstructure, the phase-field evolution has to be coupled to macroscopic transport phenomena such as thermo-solutal interaction. One of the key requirement for a multicomponent system is a set of diffusion equations for all solute elements. The challenge arises from the fact that the diffusion equations are not completely independent. Instead, they are linked by cross terms. In the framework of MPF model, the evolution of the total solute composition is modelled by diffusion equation of the form:
with the sum constraint
In Eq. 5, \(D_{\alpha }^{ij}\) represents the diffusion matrix in phase \(\alpha\) obtained directly from the kinetic database (MOBNI5) and \(j_{\alpha \beta }^i\) is the anti-trapping current which minimizes the systematic deviation caused by the diffuse interface and variations in solute diffusivity in solid and liquid phases [4, 10, 13].
The anti-trapping current extended to multicomponent system is given by
To determine the phase concentrations from the mixture concentration and the phase fractions of the individual phases, as given by the phase fields, thermodynamic minimization is required. However, performing quasi-equilibrium calculations at every time step can be be computationally intensive. Hence, in order to improve the computational efficiency, quasi-equilibrium calculations are performed only after certain intervals depending on the nature of phase transformation. In the intervals between calculations, the calculated quasi-equilibrium is used to derive a local linearization of the equilibrium surfaces between phases. This allows obtaining the necessary thermodynamic quantities such as the driving force, equilibrium slopes, partition coefficients, and phase compositions. The extrapolation scheme employed in the current study is explained in detail in [14, 22].
In addition, the temperature of the system is updated following a frozen temperature approach with the given thermal gradient and cooling rate [12]. While solving the heat diffusion equation at the dendrite tip, considering the local heat extraction rate and the release of latent heat, can provide the most accurate solution for thermal evolution, such approach increases the computational load on the simulation. Therefore, in the current study, we simplified the thermal evolution by neglecting the release of latent heat. All the equations of the coupled phase-field model described above are implemented in the software library "OpenPhase" [25, 28].
3 Simulation setup and material input data
The nominal composition of CMSX-4 used in this study is given in Table 1. Thermo-Calc version 2020b with thermodynamic database of TCNI9 and kinetic database of MOBNI5 are employed to obtain the phase equilibrium and diffusion coefficients, respectively [29]. The equilibrium calculation using these databases confirms that \(\gamma\) is the primary solidification phase, followed by the eutectic \(\gamma '\) towards the end of solidification. This observation is also supported by experimental results of the as-built microstructure obtained from the EBM process by Ramsperger et al. [16].
The PF simulation domain highlighting the relative location and size is given in Fig. 2. As depicted with a yellow box in Fig. 2a, the PF domain is chosen such that it represent the bottom of the melt pool from which the epitaxial grain growth takes place. Owing to the computational limitations, currently, it is not possible to simulate the full section of melt pool in 3D with direct coupling to CALPHAD database. Figure 2b presents the initial state of simulation domain which is completely filled with liquid phase with the initial temperature set to 1667K. Nucleation of \(\gamma\) phase is allowed on the bottom wall to allow for epitaxial growth. The thermal gradient and cooling rate are selected based on experimental observations reported in [16, 17]. Other relevant process parameters and numerical parameters used in the PF simulations are given in Table 2.

PF simulation domain: a relative position of selected simulation domain in the whole system of melt pool and solid substrate. b Detailed view of the PF system with numerical grid along x, y and Z-directions; a grid spacing of \(1e-7 m\) is set along all the three directions. The initial temperature of the system is set to 1667K
4 Simulation results and discussion
4.1 Microstructure evolution
Microstructure evolution and solidification path of Ni-based superalloys, especially CMSX-4, have been widely studied under both directional solidification [19, 30, 31] and additive manufacturing process conditions [16]. In both cases, it is reported that the primary solidification starts with the nucleation of the \(\gamma\) phase and terminates with the transformation of supersaturated interdendritic liquid into the eutectic \( \gamma '\) . While equilibrium calculations performed with Thermo-Calc (version 2020b, TCNI9 database) estimate that the primary solidification terminates with a fully \(\gamma\) phase, classical Scheil–Gulliver calculations predict about 6 % volume fraction of \(\gamma '\). In addition, as reported in [19, 31], there is a significant difference in the solidification range calculated from equilibrium and Scheil–Gulliver solidification.
The PF results obtained for evolution of solidification microstructure and phase fractions under AM process conditions is shown in Fig. 3a–c. As outlined in the simulation setup, the system initially consists of a complete liquid phase. To facilitate epitaxial growth from previously built layers, nucleation of the primary \(\gamma\) phase is allowed at the bottom surface. Due to the imposed cooling rate and thermal gradient along the Z-direction, the primary \(\gamma\) phase is expected to grow with a cellular dendritic morphology along the Z-direction, without the presence of secondary dendritic arms.
Figure 3a displays the early stage of solidification, where the liquid phase begins to form the primary \(\gamma\) dendrites. The dendrites are close to cellular structures, showing no side branches. Later, Fig. 3b at 3.0 ms, shows pronounced spacing selection. Within the calculation domain it is not clear whether this is already the stable spacing for the given conditions. But additive manufacturing is a very non-stationary process, in general, staring from 0 velocity after the melting state and ending with vanishing thermal gradient at the melt pool surface [27]. At this stage no \(\gamma '\) phase has nucleated.
Towards the end of solidification, Fig. 3c depicts the solidification morphology, where the supersaturated interdendritic liquid undergoes transformation into the eutectic \(\gamma '\) phase. From the PF simulation we estimate that the volume fraction of the eutectic \(\gamma '\) phase at the end of primary solidification is approximately 2.35% which lies between the predictions obtained from the equilibrium and Scheil–Gulliver calculations. This is due to back diffusion considered in the simulations, which is significant for the small cell structures even during the short process times. The dendrite arm spacing is determined to be 2 mm, which is close to the experimental values obtained for CMSX-4 under different process conditions [16]. However, it is worth noting that accurate prediction of equilibrium spacing requires that the system is in steady state. This can be achieved either by employing a larger simulation box or extending the simulation run time using the moving frame technique, which allows for longer simulations allowing to reach a steady-state conditions. In the current simulation, it took approximately 14 days to complete the solidification process. The simulation was performed on a single workstation equipped with 8 cores, with each core having 4GB of memory.

Evolution of microstructure at different stages of solidification. Liquid is shown in red, \(\gamma\) phase in cyan and \(\gamma '\) phase in blue. a Distribution of phases at 1,0 ms (\(T_{avg}\)= 1660K): the majority of system is liquid, competitive growth can be seen between primary \(\gamma\) dendrites. Cellular morphology of the \(\gamma\) dendrites is already visible. b Distribution of phases at 3.0 ms (\(T_{avg}\)= 1626K): Most of the liquid is transformed into primary \(\gamma\) phase forming interdendritic liquid channels. At this stage, no \(\gamma '\) is observed. c Distribution of phases at 6.2 ms (\(T_{avg}\)= 1604K): some of the remaining interdendritic liquid is transformed into \(\gamma '\) phase
4.2 Distribution of alloying elements
Multicomponent segregation plays a crucial role in further processing of an as-built component as it influences the degree of homogeneity and the formation of secondary phases. In the case of CMSX-4, there are significant variations in the segregation behavior of different alloying elements. As a result, the distribution of the alloying elements can be highly in-homogeneous between the dendritic core and interdendritic regions. For multicomponent alloy systems, solute segregations are commonly estimated using CALPHAD software tools that utilize classical 1D solidification models, such as the lever rule (equilibrium calculation) or classical/modified Scheil–Gulliver models (with back diffusion in the primary solid phase or with solute trapping under rapid solidification conditions). However, these 1D solidification models do not consider the effects of interface curvature and crystal anisotropy. In this context, a PF model coupled with a CALPHAD database offers a more accurate description of elements segregation by considering these additional factors.
The solute segregation of all alloying elements towards the end of solidification (at 6.2 ms) is depicted in Fig. 4, while the corresponding microstructure can be observed in Fig. 3c. One of the key advantages of the PF model is its ability to accurately simulate the elements distribution in 3D space. In Fig. 4, it is evident that alloying elements such as Al, Ti, and Ta, which are known as \(\gamma '\) stabilizers, exhibit higher enrichment in the interdendritic region. Conversely, refractory elements like W, Re, and Co, which act as \(\gamma\) stabilizers, show depletion in the interdendritic region. With a partition coefficient greater than one, the refractory elements tend to segregate more into the dendritic core region compared to the interdendritic region. Notably, Ta displays strong segregation behavior, followed by refractory elements W and Re, although they segregate more into the dendrite core. In addition, Cr exhibits a unique segregation behavior, which is discussed in detail below.
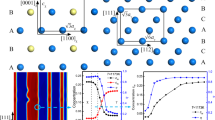
PF simulations enable us to track the evolution of solute segregation at various stages of solidification. Line scans in Figs. 5 and 6 depict the elements distribution at the interface between the \(\gamma\) dendrite and the interdendritic region. Figure 5 illustrates the distribution of alloying elements in the core of the \(\gamma\) dendrite and the interdendritic liquid, while Fig. 6 focuses on the elements distribution between \(\gamma\) and the eutectic \(\gamma '\) phase. In both figures, the line scan plots (Figs. 5c, d and 6c, d) are divided into two sections to analyze the segregation behavior of \(\gamma\) and \(\gamma '\) stabilizers separately.
Cr is included in the Fig. 5d due to its distinctive segregation behavior at the interdendritic region. While the interdendritic region is predominantly liquid, Cr tends to segregate more into the liquid phase. However, as shown in Fig. 6d, as the interdendritic liquid transforms into the eutectic \(\gamma '\) phase, the segregation of Cr in the interdendritic region diminishes. This observation aligns with experimental findings reported in [33]. In addition, the line scans reveal the extent of microsegregation within the dendritic core. Due to the fine microstructural length scale, the dendrite core exhibits a uniform composition of lighter elements such as Al and Cr. On the other hand, heavier elements like W and Ta demonstrate microsegregation within the dendrite core, as also observed experimentally in [16].

Concentration distribution of all solute elements of CMSX-4 at time = 6.2 ms. Corresponding microstructure with phase information is included at the bottom right. Al and Cr, with equilibrium partition coefficient close to one, exhibit weaker segregation behaviour. Ta and Ti enrich more into interdendritic region. Re, W and Co with partition coefficient greater than one segregate more into the dendritic core region. Cr is enriched in interdendritic liquid but depleted in the eutectic \(\gamma '\) phase

Line scan of solute segregation at the interface between \(\gamma\) and interdendritic liquid. a Corresponding microstructure highlighting \(\gamma\) and interdendritic liquid at the line scan (shown by a white line). b Solute distribution of Re. Red arrow indicates the location and direction of line scan. c Segregation of Al, Ta, Ti, Hf and Mo which segregate more into interdendritic liquid. d Segregation of W, Re, Co and Cr. Except for Cr, all the remaining elements deplete in the interdendritic liquid. Cr has relatively higher composition in the interdendritic liquid

Line scan of solute segregation at the interface between \(\gamma\) and eutectic \(\gamma '\) phase. a Corresponding microstructure highlighting \(\gamma\) and \(\gamma '\) phase at the line scan (shown by a white line). b Solute distribution of Re. Red arrow indicates the location and direction of line scan. c Segregation of Al, Ta, Ti, Hf and Mo which continue to segregate more into interdendritic region. d Segregation of W, Re, Co and Cr. In the presence of eutectic \(\gamma '\) phase, all the elements including Cr, deplete in the interdendritic region
4.2.1 Comparison of elements distribution: PF simulations vs. classical 1D solidification models
As shown in Table 3, the solute segregations obtained from the PF simulations are compared to 1D linear solidification models available in Thermo-Calc. These models include equilibrium calculation, classical Scheil–Gulliver model, Scheil with back diffusion in the primary solid phase (calculated from the diffusivity values obtained from the coupled kinetic database), and finally Scheil with solute trapping, which is most suitable for the additive manufacturing process. For the Scheil with back diffusion model, the kinetic database of MOBNI5 is selected. Furthermore, for the Scheil with solute trapping model, the scanning velocity is adjusted to achieve the imposed solidification velocity \(\left( v = \frac{\dot{T}}{G_z}\right)\) of 0.1 m/s.
From Table 3, it can be seen that all the Scheil models predict higher levels of partitioning into the interdendritic region. In contrast, the equilibrium calculation provides the lower limit of partitioning. As expected, the segregation levels obtained from the PF simulations lie between both extremes. Interestingly, for Hf, the segregation level obtained from the PF simulation is even lower than the equilibrium calculation.
4.2.2 Comparison of elemental distributions: pf simulations vs. experiments
Next, we compare the elements distribution obtained from the PF simulations to the electron probe microanalysis (EPMA) mappings derived from single-line melting experiments conducted by Alexander Rausch et al. [17]. These experiments investigated the behavior of single crystal CMSX-4 under EBM process conditions. Figure 7 presents the distribution of major alloying elements of CMSX-4 obtained from the PF simulations, while Fig. 8 displays the corresponding experimental results. In order to facilitate a meaningful comparison, we align the concentration variations by matching the minimum and maximum values.
Despite the EPMA mapping having a larger length scale compared to the simulation, it is evident that the simulated concentration distribution qualitatively agrees with the experimental findings for most elements. However, there are minor deviations observed. Specifically, the PF model tends to overestimate the solute segregation behavior of Ti and Ta, whereas it underestimates the level of segregation for Cr. This deviation can be explained by the equilibrium solute partitioning implemented in the utilized model. By including the effects of solute trapping through non-equilibrium solute distribution models such as the finite interface dissipation model [23, 35], we can minimize the deviation between PF model prediction and experimental observation.

Distribution of alloying elements in a selected slice cut parallel to XY-plane. Location of the slice and the corresponding phase distribution is shown at the bottom right. The minimum and maximum of the concentration distribution is adjusted to match with the experimental values

Section of microprobe mappings of major alloying elements (Ti, Al, Co, Cr, Ta, W, Re) observed in the remelted part of single crystal CMSX-4 sample. Further details of process conditions and characterization are given in [17]. Corresponding grain morphology is given at the bottom right
5 Summary and conclusions
To summarize, in this study, the solidification microstructure of CMSX-4 under EBM process conditions is investigated using the multi-phase field model coupled with a CALPHAD thermodynamic database. In addition, coupling to kinetic database allows us to consider the effects of multicomponent diffusion by calculating the diffusion matrix as a function of local composition. Based on the results obtained from the 3D phase-field simulations of CMSX-4 solidification under EBM process conditions and the analysis of microstructure evolution and multicomponent segregations, the following conclusions can be drawn:
-
Simulation results obtained for the microstructure evolution demonstrate that, under the chosen process conditions, solidification results in the formation of a cellular dendritic morphology of the primary \(\gamma\) phase along the growth direction, without secondary dendritic arms. Further on, super saturation of interdendritic liquid results in formation of eutectic \(\gamma '\) phase, which is consistent with experimental observations. A quantification of the fraction of eutectic is given depending of alloy composition and cooling conditions.
-
The elemental distribution analysis reveals significant variations in the segregation behavior of different alloying elements in CMSX-4. Alloying elements such as Al, Ti, and Ta, which act as \(\gamma '\) stabilizers, exhibit higher enrichment in the interdendritic region. Conversely, refractory elements like W, Re, and Co, which act as \(\gamma\) stabilizers, show depletion in the interdendritic region. Although this behavior is mainly owed to the thermodynamic data incorporated from the databases, we couple it to kinetics of diffusion and capillarity. More work is needed to quantify the differences from equilibrium dependent on the processing conditions.
-
Analysis of line scans at the interface between \(\gamma\) dendrites and the interdendritic region illustrates the distinctive segregation behavior of Cr, with higher segregation into the liquid phase in the interdendritic region, which reduces again as the interdendritic liquid transforms into eutectic \(\gamma '\).
-
Furthermore, the model is able to capture the elemental segregations of minor alloying elements such as Hf and Mo. This can be key importance in studying Columnar Equiaxed Transition (CET) behaviour in the presence of nucleation enhancers.
-
A last comment shall be given to the applicability of quasi-binary approximations. Though these approximations may be applicable to isothermal processes with a fixed equilibrium fraction of \(\gamma '\), as under constant temperature creep conditions [1, 2], for changing temperatures, as during solidification, it will be almost impossible to find a quasi-binary representation with a realistic trend in the \(\gamma '\) fraction. Then, full coupling to thermodynamics is indispensable.
In conclusion, with the help of coupled model, we are able to observe and analyze the formation of various microstructural features, including dendritic growth, solute segregations, and the distribution of secondary phases. The insights gained from PF simulations regarding the as-built microstructure and solute segregations are of key importance in designing subsequent processes, such as homogenization heat treatments, that are characteristic of Ni-based superalloys.
Data availability
The data presented in this study are available on request from the corresponding author.
Change history
21 November 2023
A Correction to this paper has been published: https://doi.org/10.1007/s40964-023-00541-5
References
Ali MA, López-Galilea I, Gao S et al (2020) Effect of \(\gamma\) precipitate size on hardness and creep properties of ni-base single crystal superalloys: Experiment and simulation. Materialia 12:100–692
Ali MA, Shchyglo O, Stricker M et al (2023) Coherency loss marking the onset of degradation in high temperature creep of superalloys: phase-field simulation coupled to strain gradient crystal plasticity. Comput Mater Sci 220:112069
Böttger B, Eiken J, Apel M (2015) Multi-ternary extrapolation scheme for efficient coupling of thermodynamic data to a multi-phase-field model. Comput Mater Sci 108:283–292
Echebarria B, Folch R, Karma A et al (2004) Quantitative phase-field model of alloy solidification. Phys Rev E 70(6):061–604
Eiken J, Böttger B, Steinbach I (2006) Multiphasefield approach for multicomponent alloys with extrapolation scheme for numerical application. Phys Rev E. https://doi.org/10.1103/PhysRevE.73.066122
Fries SG, Boettger B, Eiken J et al (2009) Upgrading calphad to microstructure simulation: the phasefield method. Int J Mater Res 10(3139/146):110013
Grafe U, Böttger B, Tiaden J et al (2000) Coupling of multicomponent thermodynamic databases to a phase field model: application to solidification and solid state transformations of superalloys. Scripta Mater 42(12):1179–1186
Gunasegaram DR, Steinbach I (2021) Modelling of microstructure formation in metal additive manufacturing: Recent progress, research gaps and perspectives. Metals 11(9):1425
Hariharan V, Nithin B, Ruban Raj L et al (2023) Modeling microsegregation during metal additive manufacturing: Impact of dendrite tip kinetics and finite solute diffusion. Curr Comput-Aided Drug Des 13(5):842
Karma A (2001) Phase-field formulation for quantitative modeling of alloy solidification. Phys Rev Lett 87(11):115–701
Keller T, Lindwall G, Ghosh S et al (2017) Application of finite element, phase-field, and calphad-based methods to additive manufacturing of ni-based superalloys. Acta Mater 139:244–253
Keller T, Lindwall G, Ghosh S et al (2017) Application of finite element, phase-field, and calphad-based methods to additive manufacturing of ni-based superalloys. Acta Mater 139:244–253
Kim SG (2007) A phase-field model with antitrapping current for multicomponent alloys with arbitrary thermodynamic properties. Acta Mater 55(13):4391–4399
Ma D, Drevermann A, Fries S et al (2009) Phase-field modelling of as-cast microstructure evolution in nickel-based superalloys. Acta Mater 57(19):5862–5875
Nomoto S, Kusano M, Kitano H et al (2022) Multi-phase field method for solidification microstructure evolution for a ni-based alloy in wire arc additive manufacturing. Metals 12(10):1720
Ramsperger M, Singer RF, Körner C (2016) Microstructure of the nickel-base superalloy CMSX-4 fabricated by selective electron beam melting. Metall Mater Trans A 47(3):1469–1480
Rausch AM, Pistor J, Breuning C et al (2021) New grain formation mechanisms during powder bed fusion. Materials 14(12):3324
Schaar H, Steinbach I, Tegeler M (2021) Numerical study of epitaxial growth after partial remelting during selective electron beam melting in the context of ni-al. Metals 11(12):2012
Seo S, Lee J, Yoo Y et al (2011) A comparative study of the \(\gamma\)/\(\gamma\) eutectic evolution during the solidification of ni-base superalloys. Metall Mater Trans A 42:3150–3159
Steinbach I (2009) Phase-field models in materials science. Modell Simul Mater Sci Eng 17(7):073–001
Steinbach I, Pezzolla F, Nestler B et al (1996) A phase field concept for multiphase systems. Physica D 94(3):135–147
Steinbach I, Böttger B, Eiken J et al (2007) Calphad and phase-field modeling: a successful liaison. J Phase Equilib Diffus 28:101–106
Steinbach I, Zhang L, Plapp M (2012) Phasefield model with finite interface dissipation. Acta Materialia. https://doi.org/10.1016/j.actamat.2012.01.035
Sundman B, Lukas H, Fries S (2007) Computational thermodynamics: the Calphad method. Cambridge University Press, Cambridge
Tegeler M, Shchyglo O, Kamachali RD et al (2017) Parallel multiphase field simulations with openphase. Comput Phys Commun 215:173–187
Tourret D, Sturz L, Viardin A, et al (2020) Comparing mesoscopic models for dendritic growth. In: IOP conference series: materials science and engineering. IOP Publishing
Uddagiri M, Shchyglo O, Steinbach I, et al (2023) Phase-field study of the history-effect of remelted microstructures on nucleation during additive manufacturing of ni-based superalloys. Metall Mater Trans A 1–18
OpenPhase Academic. https://openphase.rub.de/. Accessed on 04 august 2022
Thermo-Calc Software TCNI9 Nickel based-alloys database. https://thermocalc.com/products/databases/nickel-based-alloys/. Accessed 15 June 2023
Walter C, Hallstedt B, Warnken N (2005) Simulation of the solidification of cmsx-4. Mater Sci Eng, A 397(1–2):385–390
Wang F, Ma D, Zhang J et al (2015) Solidification behavior of a ni-based single crystal cmsx-4 superalloy solidified by downward directional solidification process. Mater Charact 101:20–25
Wang X, Liu P, Ji Y et al (2019) Investigation on microsegregation of in718 alloy during additive manufacturing via integrated phase-field and finite-element modeling. J Mater Eng Perform 28(2):657–665
Warnken N (2007) Simulation of Microstructure formation during solidification and solution heat treatment of a novel single crystal superalloy. Shakers. https://books.google.de/books?id=r18VKgAACAAJ
Wheeler AA, Boettinger WJ, McFadden GB (1992) Phase-field model for isothermal phase transitions in binary alloys. Phys Rev A 45(10):7424
Zhang L, Steinbach I (2012) Phasefield model with finite interface dissipation: extension to multicomponent multiphase alloys. Acta Materialia. https://doi.org/10.1016/j.actamat.2012.02.032
Acknowledgements
We gratefully acknowledge the support of Alexander Rausch and Benjamin Wahlmann of WTM, FAU Erlangen for providing the EPMA mappings of CMSX-4 sample. We also thank Carolin Koerner for offering processing inputs and discussion of results. Furthermore, we thank Yuxun Jiang for his help in preparing the visualizations.
Funding
Open Access funding enabled and organized by Projekt DEAL. The research was funded by the Deutsche Forschungsgemeinschaft (DFG) via projects C5 and B2 of the collaborative research center SFB/103 “From Atoms to Turbine Blades”.
Author information
Authors and Affiliations
Contributions
Conceptualizations: MU and IS; methodology: MU and IS, software: MU, OS and MT; model validation: MU, OS and MT; formal analysis: MU and IS; investigation: MU and IS; visualizations: MU; supervision: OS and IS; project administration: MU and IS; funding acquisition: IS.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interest or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: The logos were missing in the figures.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Uddagiri, M., Shchyglo, O., Steinbach, I. et al. Solidification of the Ni-based superalloy CMSX-4 simulated with full complexity in 3-dimensions. Prog Addit Manuf 9, 1185–1196 (2024). https://doi.org/10.1007/s40964-023-00513-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00513-9