
Abstract
The brewing process consumes and releases a large amount of wastewater into the environment. The objective of this study was to determine optimum operating conditions for the treatment of brewery wastewater using the Electro-Fenton (EF) process. The EF process has been applied to a wide variety of pollutants due to its ability to remove complex and recalcitrant water contaminants. Brewery wastewater contains large amounts of biodegradable and non-biodegradable compounds which are suitable for the EF process. The effect of hydrogen peroxide (H2O2) concentration and reaction time (RT) on the biological oxygen demand and chemical oxygen demand of the EF process was investigated. The brewery wastewater with an initial BOD and COD of 423.76 mg/l and 854.86 mg/l respectively was subjected to changing H2O2 concentrations of 250, 500, 1000, 2000, 3000, and 4000 mg/l and reaction times of 30, 45, 60, 90, and 120 min. Other conditions such as ferric-sulfate catalyst concentration, voltage, electrode spacing, and pH were maintained constant. The BOD and COD showed considerable changes after applying the EF process. Removal efficiencies for BOD and COD were significant (p < 0.05), up to 96.91% (423.76–13.04 mg/l) and up to 93.16% (854.86–58.5 mg/l), respectively. Results further showed increasing concentrations of hydrogen peroxide and reaction time favored BOD and COD removal. The efficiency was analyzed using analysis of variance (ANOVA) and graphical plot. The optimum BOD and COD removal of 88.96% (46.79 mg/l) and 93.16% (58.51 mg/l) was observed at 2000 mg/l hydrogen peroxide and 120 min reaction time. Optimized experimental conditions and performance have been discussed in the literature. The analysis of the treated wastewater shows that there is a significant reduction of BOD and COD compared with the raw wastewater. Therefore, it is suggested that the EF process be applied in the treatment of brewery wastewater for removing BOD, COD, and some other complex pollutants. The treated water can be reused or safely disposed into the environment.
Similar content being viewed by others

Introduction
The world’s water is a finite and precious resource, constantly under industrial, agricultural, and domestic pressure. Water scarcity concerns have soared in recent years as more countries around the world have implemented more stringent regulations to meet their demands. Water scarcity coupled with rapid population growth in some of these countries has brought increased attention to appropriate water use and disposal practices. According to the [58] report, water demand in the last decade has increased by more than 100%, and projections show that it is expected to increase in countries with developing economies. Industrial and agricultural processing industries have played a vital part in the economic development of these countries in past years, and with large-scale development and population growth, it is also expected to increase in the coming years [57]. Water quality concerns have been raised by international and governmental bodies around the world largely due to the accumulation of organic and inorganic suspended matter and nitrate as well as soluble phosphorus in the natural water bodies [26]. Different studies have shown that only a few industries in developing regions have their wastewater treated before disposal into the aquatic environment [17, 58]. Many of these contain chemicals that pose a risk to human health and have often been associated with loss of biodiversity and ecological damage. Some of them are persistent, toxic, and partly biodegradable and hence are not easily removed by conventional wastewater treatment plants [2, 44]. With recent environmental pollution problems, there is therefore a need to monitor, control, and develop sustainable and economically efficient methods for the treatment of industrial wastewater before its disposal into the environment [1, 52].
The brewery industry is water-intensive as a large volume of water is required for the daily production of beer. For instance, an average of 6.0 hl is required to produce 1 hl of clear beer. In the brewing process, water not only serves as the main ingredient of the beer but is also used in steam raising, cooling, washing of floors, packaging, and cleaning during and after each batch operation [18]. The wastewater effluents from the brewery process also contribute to soil pollution in the cases of inappropriate treatment and land discharge [43]; it is also reported to cause inhibition of seed germination, reduction of soil alkalinity, loss of soil manganese, and damage in agricultural products [1, 52].
A wide range of conventional and advanced methods have been adopted for the treatment of brewery wastewater [52, 56]. Some of the conventional treatment methods include anaerobic treatment with the recovery of biogas, followed by aerobic treatment. However, some phenolic compounds have been reported in this type of wastewater [8, 25, 53] which are not readily biodegradable and therefore cannot be removed by conventional methods. Some other effective technologies have also been proposed for brewery wastewater treatment; however, for such technologies to be implemented, it would require environmental regulations which can be costly and relatively complex [27, 52].
Advanced oxidation treatment processes have also been widely used in the treatment of distillery and brewery wastewater; they operate through the generation of hydroxyl radicals and other oxidant species to degrade organic compounds in wastewater [48]. Advanced oxidation process (AOPs) technologies can also be applied by a combination of hydrogen peroxide/ultraviolet irradiation (H2O2/UV), ozone/ultraviolet irradiation (O2/UV), and ozone/hydrogen peroxide (O2/H2O2), and ozone and hydroxyl radicals \(\Big({}{}^{\bullet } OH\Big)\), which are robust oxidants capable of oxidizing a wide range of organic compounds when dissolved in water [3, 10]. Several technologies have been successfully used in the removal of highly complex molecules that are bio-refractory in nature [9, 23, 29, 32]. AOPs offer an attractive approach owing to their high oxidation potential and hydroxyl radicals produced, which helps in the degradation and mineralization of pollutants [11, 21, 47].
Fenton’s oxidation process is a well-known AOPs based on the Fenton reaction. The Fenton process is a catalytic cycle of reaction between iron (Fe2+) and hydrogen peroxide (H2O2) to produce hydroxyl radicals. Fenton oxidation technology produces hydroxyl radicals (OH), with the reaction generally occurring in an acidic medium between pH 2 and 4 [37, 49] resulting in the precipitate formation and de-colorization of effluent [7]. Fenton technology produces a homogeneous reaction that is ecologically friendly. The efficiency of the Fenton reaction depends mainly on (H2O2) concentration, the Fe2+/H2O2 ratio [31], pH, and reaction time. In addition, the initial concentration of the pollutants and their character, as well as temperature, has a substantial influence on final efficiency [45, 46]. Fenton’s reagent is characterized by its cost-effectiveness, simplicity, and suitability for treating aqueous wastes with variable compositions [3, 9]. The Fenton pro cess involves the application of Fe2+ and H2O2 for the production of hydroxyl radicals. Ferrous ion is oxidized by H2O2 to ferric ion to hydroxyl radical, and a hydroxyl anion [9]. The reaction is shown in the following steps.
Ferric ion is reduced back (typically in the presence of irradiations) to ferrous ion, a peroxide radical, and a proton by the same H2O2 [37, 49]. The rate of reaction (1) is around 63 M−1 s−1, while the rate of reaction (2) is about 0.01–0.02 M−1 s−1 (Kang et al. 2002 [36, 48, 51];). This shows that the ferrous ions are consumed faster than they are being generated. The hydroxyl radicals then degrade the organic compounds in reaction (8), and H2O2 also reacts with Fe3+ via reaction (2) [20]. Fenton chemistry has been studied by many researchers for oxidation of different organic pollutants, including aromatic and phenolic compounds, pesticides, herbicides, and organic dyes [7, 12, 28, 30, 35, 36, 54, 59].
While the Fenton process has recorded success on a laboratory scale, the process still finds lesser application on an industrial scale largely due to its ineffectiveness in reducing certain refractory pollutants, such as acetic acid, acetone, carbon tetrachloride, methylene chloride, n-paraffins, maleic acid, malonic acid, oxalic acid, and trichloro-ethane, and also due to the high amount of total dissolved solids generated during the process [48, 51]. To manage and improve the quality of sludge generated using the Fenton reagent, the electro-Fenton (EF) process was developed from the principle of ionization, oxidation, and separation of wastewater constituents at the atomic level using electric currents [41]. The development of the EF process solved the problem of imbalance in the Fe/H2O2 ratio (which leads to a lower rate of oxidation) and extensive use of oxidants (such as H2O2) in the Fenton’s process [16].
The EF process reduces the quality of sludge generated by recycling the ferric back to ferrous salt electrochemically. The converted ferrous salt then participates in the oxidation process again, this recycling process can be done in two ways: (1) in situ recycling and (2) ex situ recycling. In in situ recycling, the quantity of the added ferrous catalyst is lower compared to the conventional Fenton process. During this process, the ferric salt formed after the Fenton process is converted back into ferrous salt at the cathode [6, 15]. This reaction process is also called the Fered Fenton process. The reaction taking place at the anode is:
while the reaction taking place at the cathode is:
The main advantage of the Fered Fenton process is the molar ratio of Fe ions and H2O2 available at any time in the reactor, which can be easily controlled and maintained at the optimal level; with this, the Fered Fenton process not only reduces the quantity of ferrous salt produced, but it also accelerates and increases the degradation of organic compounds compared to the conventional Fenton process [23, 29, 50, 60].
For the ex situ recycling process, the sludge recycling process takes place in the same reactor as the in situ recycling process. However, the sludge after the neutralization stage is acidified to the required pH and then passed through an electrochemical cell where the ferric is converted back to ferrous salt [48, 51].
However, despite the potential the EF process presents, there is still a need to seriously assess high-cost features such as the need to add and maintain appropriate ionic Fe concentrations, reaction time, the concentration of oxidant, and the requirement to remove the iron species and neutralize the acid of the aqueous effluent after treatment [14, 40].
The objective of this study is to analytically examine the influence and interaction of oxidant (H2O2) and reaction time on biological oxygen demand (BOD) and chemical oxygen demand (COD) removal efficiency during the EF process. The study looks into the overall removal efficiency of the EF process (by adding iron from external sources) on the treatment of brewery wastewater. The study also characterizes the interaction between the concentration of oxidant and reaction time during the EF process in a fully submerged electrolytic cell. The treatment of high-strength brewery wastewater can be further developed from the results this study presents.
Methods
Wastewater sampling
The wastewater used in this study was collected from a brewery factory along Omi-Asoro sawmill road in Ilesha, Southwest Nigeria. A large volume of effluent is discharged daily into a nearby river; the effluent generation is high due to the large volume of malts and beer produced. The collected brewery wastewater is observed to have a brownish color and strong odor which suggests it contains high levels of organic content. The wastewater used in this study was collected in 2-sterilized 25-l containers and stored at about 4–6°C to inhibit biological activity. The wastewater had a BOD and COD of 423.76 mg/l and 854.86 mg/l, respectively; other characteristic properties are shown in Table 1.
Chemicals and materials used
The following chemical reagents purchased from Merck chemicals (Germany) were used: ferrous-sulfate heptahydrate (analytical grade, 99%), hydrogen peroxide (analytical grade, 30%), sodium hydroxide (chemical purity grade, 95%), sulfuric acid (analytical grade, 95–98%), and potassium dichromate (analytical grade, 99.8%). Distilled water was used in cleaning and preparing the reagents during the experiments. Iron electrodes with diameter and length of 7.5 mm and 60 mm, respectively, were bought and a direct current (DC) power source (ISO-TECH-IPS30) was used.
Experimental setup
The experiments were conducted in a batch reactor containing a 1000-ml sample of the BW as shown in Fig. 1. The set-up consisted of a 1500-ml electrochemical cell, 2-iron electrode rods, electrode connectors, magnetic stirrer, and a DC power source. The iron electrodes were cleaned using distilled water and dried overnight at 50°C in an oven [15]. The experiment was carried out in an open reactor at room temperature (24 ± 2 °C). The iron electrodes were spaced 60 mm apart to allow effective oxidation and arranged in parallel connection to the DC power source at 15 V 2.0 A. 30% analytical grade, hydrogen peroxide was added to the cell containing a prepared sample of the collected BW. Before the EF process, the pH of the cell was adjusted to 3.5 ± 0.5 using 1M H2SO4 or 1M NaOH [62] to improve the generation of hydroxyl radical throughout the electrochemical cell [19, 33, 39]. The solution was stirred continuously throughout the process at 300 rpm using a magnetic stirrer. 0.002M of ferrous-sulfate heptahydrate catalyst was added to the cell to initiate the EF reaction.

Schematic diagram of the Electro-Fenton process
Analytical tests
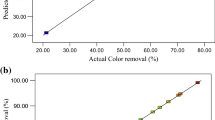
For this study, the concentration of hydrogen-peroxide was maintained at 250, 500, 1000, 2000, 3000, and 4000 mg/l and reaction times of 30, 45, 60, 90, and 120 min to investigate optimal removal of biological oxygen demand and chemical oxygen demand using the EF process (all experiments were carried out in triplicates to avoid error). At the end of each EF treatment, BOD and COD tests were carried out using APHA manual standard [4]. The data collected from the BOD and COD tests were then statistically analyzed using Microsoft Excel. A one-way analysis of variance (ANOVA) was used to compare the removal efficiency of the EF process in terms of BOD and COD (at 95% confidence interval). The result showing the relationship between the concentration of hydrogen peroxide and reaction time is as shown in Table 2. A graphical plot showing the removal efficiency of BOD and COD measured before and after the EF treatment process is shown in Figs. 2 and 3. The removal efficiency of the EF process was evaluated using (11).

Graphical plot of % BOD removal with a hydrogen peroxide concentration and b reaction time

Graphical plot of % COD removal with a hydrogen peroxide concentration and b reaction time
where Craw is concentration in the raw sample
Ci is concentration in the treated sample
Results and discussion
BOD and COD removal efficiency
The BOD and COD removal efficiency was investigated at 0, 250, 500, 1000, 2000, 3000, and 4000 mg/l of H2O2 while maintaining constant pH, current, and ferrous-sulfate concentrations at 3, 2.5 A, and 0.002M respectively. The results are shown in Table 2. In the absence of H2O2, BOD removal efficiency of 4.82%, 6.81%, 8.76%, 10.25%, and 11.025% was observed at 30, 45, 60, 90, and 120 min reaction time, respectively. The low removal efficiency is due to the insufficient generation of hydroxyl radicals at the anodic end of the EF system. Gümüş and Akbal [22] compared the Fenton and EF processes for the oxidation of phenol, and they observed 18.96% removal of phenol at 5 min reaction time in the absence of H2O2 in the electrochemical cell. They also suggested that low removal efficiency in the system is due to insufficient generation of H2O2 (oxidizing agent) for the degradation of organics in the BW as shown in Eqn. (12). With iron used as anode in the EF process, Fe2+ is dissolved from the iron anode, while hydroxide ions and H2 gas are generated at the cathode end of the reactor. Rahmani et al. [47] noted that an increase in the presence of hydrogen peroxide in the EF process will lead to improving the generation of Fe3+ in the system.
The COD removal was also investigated similarly to BOD, and removal of 4.82 %, 6.81 %, 8.76 %, 10.25 %, and 11.03 was observed at 30, 45, 60, 90, and 120 min reaction time, respectively. The COD removal without the addition of hydrogen peroxide was also low due to the insufficient generation of hydroxyl radicals. Zhang et al. [61] studying the removal of COD from landfill leachate also reported that the EF process alone could only remove 10% of COD from the leachate without the addition of hydrogen peroxide.
Effects of hydrogen peroxide
The concentration of H2O2 is crucial to deciding the overall efficiency of BW degradation using the EF process. The removal of BOD and COD in the EF process was evaluated in three replicate samples before and after application of EF treatment. The EF process combines the Fenton and electrocoagulation methods to improve the degradation of organic compounds in the BW as presented in terms of BOD and COD removal. Maximum BOD and COD removal was observed up to 96.9% and 93.16% in the replicate treatments without any significant change (p > 0.05). The results of the mean composition of the raw and treated BW samples are presented in Table 2. The raw BW contained 423.76 mg/l and 854.86 mg/l of BOD and COD, respectively.
Analysis of variance ANOVA showed that both BOD and COD after the EF process were much lower compared to that of the raw BW concentration values (p < 0.05). Removal efficiencies calculated using Eq. (11) showed considerable removal efficiencies for BOD (53–96%) and COD (67–93%) at varied oxidant doses (i.e. 250, 500, 1000, 2000, 3000, and 4000 mg/l). Comparing results to other previous studies showed that the average BOD and COD reduction was 70.8% and 75%, respectively, in the treatment of olive mill wastewater using high power ultrasound and EF method [38]. The removal efficiencies in the present study are also substantiated by previous studies on removal of fatty acids from palm-oil effluent by combined EF and biological oxidation process, and the EF process showed removal of 86% COD and 85% BOD [7]. Furthermore, it was reported that the EF process presented reasonable removal efficiencies of 72% for COD [5] for landfill leachate treatment. During the analysis, COD concentrations after the EF process were lowest at 250 mg/l (67.77 %) H2O2 concentration, and concentration of 2000mg/l (96%) showed the highest COD removal.
Figures 2b and 3b show that increased oxidant dose from 0 to 2000 mg/l was favorable to BOD and COD removal in the BW following the EF process. However, in Fig. 3b, further addition of H2O2 (> 2000 mg/l) showed reduced COD removal till 4000 mg/l. This reduction was described as related to the insufficient ferrous-sulfate catalyst and a scavenging effect [24]. An increase in the H2O2 dose will usually improve the overall efficiency in the process [24] due to the increase of OH•, but large quantities of H2O2 unused reduce removal efficiency by scavenging generated OH• or recombining OH•. In a related study, it was noted that unused portion of H2O2 with its reductive ability consume chemical oxidant during COD analysis thus leading to an overestimation of COD values. Hence, the degradation rate of organic compounds in BW increases with increasing concentration of hydrogen peroxide; however, excess amount of hydrogen peroxide should be avoided, as excess addition contributes to COD. Matavos-Aramyan [34] noted that the presence of hydrogen peroxide in water released to the environment is harmful to many organisms and will affect the overall degradation efficiency of the treatment process.
Effects of reaction time
The effect of reaction time on BOD and COD removal was investigated at 0, 250, 500, 1000, 2000, 3000, and 4000 mg/l H2O2 to determine the duration needed for optimum operation of the EF process. The reaction time was observed at 30, 45, 60, 90, and 120 min. The results from Figs. 2a and 3a showed that organic materials were rapidly degraded in the first 30 min but maintained a gradual reduction as the reaction time increased during the EF process. At 30 min reaction time, BOD5 was reduced from 423.76 mg/l to 198.46, 183.45, 171.27, 152.35, 135.11, and 123.02 mg/l at 250, 500, 1000, 2000, 3000, and 4000 mg/l H2O2 concentration, respectively. At 120 min reaction time, BOD was reduced from 423.76 to 46.8 mg/l at 2000 mg/l H2O2. The reduction in the BOD concentration after EF treatment indicated that an increase in reaction time improved BOD removal in the BW. Figure 2b shows the relationship between reaction time and percentage removal of BOD in the BW. Similar studies on the bio-electro-Fenton process [13] have shown that an increase in reaction time with H2O2 concentration improved biodegradability in enhanced medicinal herbs wastewater.
The COD removal efficiency from Fig. 3b shows that as the reaction time increased COD removal in the EF process improved. During the first 30 min of treatment, the wastewater was rapidly degraded. Umar et al. [55] described a similar initial rapid degradation in landfill leachate as largely due to the easily degradable organics. After the first 30 min, the degradation then gradually slowed down, following a steady trend through the EF treatment. Umar et al. [55] also described the reaction time to be mainly dependent on H2O2 dose, and Zhang et al. [61] also showed that an increase in reaction time improved on COD removal efficiency in removal of landfill leachate using the EF process.
Conclusions
In this study, the electro-Fenton (EF) process was applied to the treatment of brewery wastewater. The effects of some of its operational parameters were examined to determine the efficiency of the EF process. The study observed effects the hydrogen peroxide and reaction time was observed on BOD and COD removal. The study was performed at 30 to 120 min reaction time and 0 to 4000 mg/l hydrogen peroxide. The results indicated that 93.15% COD removal was achieved at optimal conditions of pH 3, catalyst dosage 0.002M of ferrous sulfate, a voltage of 20 V, and electrode spacing of 6cm. The maximum COD removal was observed at 2000 mg/l hydrogen peroxide and 120 min reaction time from 854.86 to 93.16 mg/l. Maximum BOD removal was also observed at 4000 mg/l at 120 min reaction time. However, due to harm posed to water organisms and the scavenging effect caused by excess hydrogen peroxide, an optimum level of hydrogen peroxide at 2000 mg/l was accepted. At the 2000 mg/l hydrogen peroxide (88.95%), removal was observed in the EF treatment system. Results from the study showed that the EF process is promising in the removal of BOD and COD from BW, and this also suggests the EF process may be suitable for the treatment of high-strength industrial wastewater. The application of this process is also suggested to the treatment of high-strength BW.
Availability of data and materials
The datasets supporting the conclusions of this article are included within the article.
Abbreviations
- AOPs:
-
Advanced oxidation process
- BW:
-
Brewery wastewater
- EF:
-
Electro-Fenton
- BOD:
-
Biological oxygen demand
- COD:
-
Chemical oxygen demand
- DC:
-
Direct current
- ANOVA:
-
Analysis of variance
References
Akbarzadeh R, Adeniran JA, Lototskyy M, Asadi A (2020) Simultaneous brewery wastewater treatment and hydrogen generation via hydrolysis using Mg waste scraps. J Cleaner Prod 276(2020):123198 https://doi.org/10.1016/j.jclepro.2020.123198
Akbarzadeh R, Ghole VS, Javadpour S (2016) Durable titania films for solar treatment of biomethanated spent wash. Russ J Phys Chem. 90(10):2060e2068 https://doi.org/10.1134/S0036024416100228
Amenorfenyo DK, Huang X, Zhang Y, Zeng Q, Zhang N, Ren J, Huang Q (2019) Microalgae brewery wastewater treatment: potentials, benefits and the challenges. Int J Environ Res Public Health 2019(16):1910. https://doi.org/10.3390/ijerph16111910
American Public Health Association (APHA) (2012). American Water Works Association (AWWA) & Water Environment Federation (WEF). Standard methods for the examination of water and wastewater, 22nd edition.
Atmaca E (2009) Treatment of landfill leachate by using electro-Fenton method. J Hazard Mater. 163:109e114 https://doi.org/10.1016/j.jhazmat.2008.06.067
Anotai J, Sairiam S, Lu MC (2011) Enhancing treatment efficiency of wastewater containing aniline by electro-Fenton process. Sustain Environ Res 21:141–147
Babu BR, Meera KS, Venkatesan P, Sunandha D (2010) Removal of fatty acids from palm oil effluent by combined electro-Fenton and biological oxidation process. Water Air Soil Pollut 2010(211):203–210. https://doi.org/10.1007/s11270-009-0292-5
Barbosa-Pereira, L., Bilbao, A., Vilches, P., Angulo, I., LLuis, J., Fité B., Paseiro-Losada P., Cruz JM., Brewery waste as a potential source of phenolic compounds: optimization of the extraction process and evaluation of antioxidant and antimicrobial activities, Food Chemistry (2013), https://doi.org/10.1016/j.foodchem.2013.08.033
Barbusinski K (2009) The full-scale treatment plant for decolourisation of dye wastewater. Arch Civil Eng Environ 2:89–94
Bes-Piá A, Mendoza-Roca JA, Roig-Alcover L, Iborra-Clar A, Iborra-Clar MI, Alcaina-Miranda MI (2003) (2003) Comparison between nanofiltration and ozonation of biologically treated textile wastewater for its reuse in the industry. Desalination 157:81–86 https://doi.org/10.1016/S0011-9164(03)00386-2
Bhandari VM, Juvekar VA, Patwardhan SR (1992) Sorption studies on ion exchange resins. Ind Eng Chem Res 31:1060–1073
Bigda RJ (1996) Fenton’s chemistry: an effective advanced oxidation process. Nat Env J.6(3):36–39
Birjandi N., Younesi H., Ghoreyshi A. A., Rahimnejad M., (2020). Enhanced medicinal herbs wastewater treatment in continuous flow bio-electro-Fenton operations along with power generation. https://doi.org/10.1016/j.renene.2020.04.013
Brillas E, Casado J (2002) Aniline degradation by electro-Fenton and peroxi-coagulation processes using a flow reactor for wastewater treatment. Chemosphere 47(3):241–248
Davarnejad R, Azizi J (2016) Alcoholic wastewater treatment using electro-Fenton technique modified by Fe2O3 nanoparticles. J Environ Chem Eng 4:2342–2349 https://doi.org/10.1016/j.jece.2016.04.009
Davarnejad R, Bakhshandeh M (2017) Olefin plant spent caustic wastewater treatment using electro-Fenton technique. Egypt J Petroleum. https://doi.org/10.1016/j.ejpe.2017.08.008
Edokpayi J. N., Odiyo J. O., Durowoju D. S. (2017). Impact of wastewater on surface water quality in developing countries: a case study of South Africa https://doi.org/10.5772/66561
Enitan AM, Adeyemo JA, Kumari S, Swalaha FM, Bux F (2015) Characterization of brewery wastewater composition. World Academy of Science, Engineering and Technology. Int Sch Sci Res Innov 9(9):2015 scholar.waset.org/1307-6892/10002210
Espinoza-Quiñones FR, Dall’Oglios IC, Roberta de Pauli A, Romani M, Modenes AN, Goes Trigueros DE (2021) Insights into brewery wastewater treatment by the electro-Fenton hybrid process: how to get a significant decrease in organic matter and toxicity. Chemosphere 263(2021):128367 https://doi.org/10.1016/j.chemosphere.2020.128367
Alvarez-Gallegos AA, Silva-Martinez S (2017) Modelling of the electro-Fenton process: new trends and scale-up, Hdb Env Chm https://doi.org/10.1007/698_2017_73
Geissen V, Mol H, Klumpp E, Umlauf G, Nadal M, Van der Ploeg M, Van de Zee SEATM, Ritsema CJ (2015) Emerging pollutants in the environment: a challenge for water resource management. Int Soil Water Conserv Res 3:57e65 https://doi.org/10.1016/j.iswcr.2015.03.002
Gumus D, Akbal F (2016) (2016) Comparison of Fenton and electro-Fenton processes for oxidation of phenol. Process Saf Environ Prot S0957-5820(16):30147–30141 https://doi.org/10.1016/j.psep.2016.07.008
Haung GH, Huang YH, Lee SN, Lin SM (2000) Method of wastewater treatment by electrolysis and oxidization, US Patent 6126838 A
He H, Zhou Z (2017) Electro-Fenton process for water and wastewater treatment, Critical Reviews in Environmental Science and Technology. 47(21):2100–2131. https://doi.org/10.1080/10643389.2017.1405673
Herrmann AP, Janke HD (2001) Cofermentation of rutin and hesperidin during two-stage anaerobic pre-treatment of high-loaded brewery wastewater. Water Res 35(11):2583e2588. https://doi.org/10.1016/S0043-1354(00)00575-3
Jhansi SC, Mishra SK (2013) Wastewater treatment and reuse: sustainability options. Consilience, No. 10. Columbia University, pp 1–15 https://www.jstor.org/stable/26476137
Kanagachandran K, Jayaratne R (2006) Utilization Potential of Brewery Waste Water Sludge as an Organic Fertilizer. Journal of the Institute of Brewing 112:92–96 https://doi.org/10.1002/j.2050-0416.2006.tb00236.x
Karci A, Arslan-Alaton I, Olmez-Hanci T, Bekbo¨ let M. (2012) Transformation of 2,4 dichlorophenol by H2O2/UV-C, Fenton and photo-Fenton processes: oxidation products and toxicity Evolution. J Photochem Photobiol A Chem. 230(1):65–73
Kin KT, Tang HS, Chan SF (2005) Water treatment reactor for simultaneous electro-coagulation and advanced oxidation processes, US Patent 20050224338 A1
Kusic H, Koprivanac N, Srsan L (2006) Azo dye degradation using Fenton type processes assisted by UV irradiation: a kinetic study. J Photochem Photobiol A Chem. 181(2–3):195–202
Lin SH, Lo CC (1997) Fenton process for treatment of desizing wastewater. Water Res 31(8):2050–2056
Lin SH, Lin CM, Leu HG (1999) Operating characteristics and kinetic studies of surfactant wastewater treatment by Fenton oxidation. Water Res. 33(7):1735–1741
Lopez A, Pagano M, Volpe A, Di Pinto AC (2004) Fenton’s pre-treatment of mature landfill leachate, Chemosphere, vol 54, pp 1005–1010
Matavos-Aramyan S, Moussavi M (2017) Advances in Fenton and Fenton based oxidation processes for industrial effluent contaminants control-a review. Int J Environ Sci Nat Res 2(4):IJESNR.MS.ID.555594. https://doi.org/10.19080/IJESNR.2017.02.555594
Ma J, Song W, Chen C, Ma W, Zhao J, Tang Y (2005) Fenton degradation of organic compounds promoted by dye-sunder visible irradiation. Environ Sci Technol 39(15):5810–5815
Martinez N, Fernandez J, Segura X, Ferrer A (2003) Pre-oxidation of an extremely polluted industrial wastewater by the Fenton’s reagent. J Hazard Mater B 101(3):315–322
Masomboon N, Ratanatamskul C, Lu MC (2009) Chemical oxidation of 2,6-dimethylaniline in the Fenton process. Env Sci Tech 43(22):8629–8634
Mostafa H, Iqdiam BM, Abuagela M, Marshall MR, Pullammanappallil P, Goodrich-Schneider R (2018) Treatment of olive mill wastewater using high power ultrasound (HPU) and electro-Fenton (EF) method. Chem Eng Process S0255-2701(18):30176–30174 https://doi.org/10.1016/j.cep.2018.07.015
Munoz M, Pliego G, De Pedro ZM, Casas JA, Rodriguez JJ (2014) Application of intensified Fenton oxidation to the treatment of sawmill wastewater. Chemosphere 109:34e41 https://doi.org/10.1016/j.chemosphere.2014.02.062
Nidheesh PV, Gandhimathi R (2012) Trends in electro-Fenton process for water and wastewater treatment: an overview. Desalination 299:1–15. https://doi.org/10.1016/j.desal.2012.05.011
Ogbiye AS, Omole DO, Ade-Balogun KD, Olakunle O, Elemile OO (2018) Treatment of brewery wastewater using electro-Fenton and granulated activated carbon. Cogent Eng 5:1447224
Pala A, Erden G (2005) Decolorization of a baker’s yeast industry effluent by Fenton oxidation. J Hazard Mater 127:141–148. https://doi.org/10.1016/j.jhazmat.2005.06.033
Pant D, Adholeya A (2007) Biological approaches for treatment of distillery wastewater: a review. Bioresour Technol. 98(12):2321e2334 https://doi.org/10.1016/j.biortech.2006.09.027
Patwardhan AD (2017) Industrial wastewater treatment. PHI Learning Pvt. Ltd. http://refhub.elsevier.com/S0959-6526(20)33243-1/sref28
Pushpalatha M, Krishna BM (2017) Electro- Fenton Process for Wastewater Treatment – A Review. International Journal of Advance Research, Ideas and Innovations in Technology 3(1):439–451
Rabbani D, Rezaeimofrad MR, Mazaheri A, Mosayebi M (2015) Efficiency of electrochemical, Fenton, and electro-Fenton processes on COD and TSS removal from Leachate. J Environ Sci Technol 8(5):207–215. https://doi.org/10.3923/jest.2015.207.215
Rahmani A, Hossieni E, Poormohammadi A (2015) Removal of chromium (VI) from aqueous solution using Electro-Fenton process. Environ Process. 2015(2):419–428. https://doi.org/10.1007/s40710-015-0068-4
Ranade V. V., Bhandari V. M., (2014). Industrial wastewater treatment, recycling, and reuse: an overview, ISBN 9780080999685, https://doi.org/10.1016/B978-0-08-099968-5.00001-5.
Rodriguez ML, Timokhin VI, Contreras S, Chamarro E, Esplugas S (2003) Rate equation for the degradation of nitrobenzene by ‘Fenton-like’ reagent. Adv Environ Res 7(2):583–595
Roshini P. S., Gandhimathi R., Ramesh S. T., Nidheesh P. V., (2017). Combined electro-Fenton and biological processes for the treatment of industrial textile effluent: mineralization and toxicity analysis https://doi.org/10.1061/(ASCE)HZ.2153-5515.0000370
Saharan VK, Pinjari DV, Gogate PR, Pandit AB (2014) Chapter 3 - advanced oxidation technologies for wastewater treatment: an overview, industrial wastewater treatment, recycling and reuse, pp 141–191 ISBN 9780080999685, https://doi.org/10.1016/B978-0-08-099968-5.00003-9
Simate GS, Cluett J, Iyuke SE, Musapatika ET, Ndlovu S, Walubita LF, Alvarez AE (2011) The treatment of brewery wastewater for reuse: state of the art. Desalination 273(2011):235–247. https://doi.org/10.1016/j.desal.2011.02.035
Shah MP, Rodriguez-Couto S (eds) (2019) Microbial wastewater treatment. Elsevier https://doi.org/10.1361/105497102770332180
Sun JH, Sun SP, Fan MH, Guo HQ, Qiao LP, Sun RZ (2007) A kinetic study on the degradation of p-nitroaniline by Fenton oxidation process. J Hazard Mater 148(1–2):172–177
Umar M, Aziz HA, Yusoff MS (2010) Trends in the use of Fenton, electro-Fenton and photo-Fenton for the treatment of landfill leachate. Waste Manag. 30:2113–2121 https://doi.org/10.1016/j.wasman.2010.07.003
Werkneh AA, Beyene HD, Osunkunle AA (2019) Recent advances in brewery wastewater treatment; approaches for water reuse and energy recovery: a review. Environ Sustainability 2:199–209 https://doi.org/10.1007/s42398-019-00056-2
Worku A, Tefera N, Kloos H, Benor S (2018) Bioremediation of brewery wastewater using hydroponics planted with vetiver grass in Addis Ababa, Ethiopia. Bioresour Bioprocess 5:39 https://doi.org/10.1186/s40643-018-0225-5
WWAP (United Nations World Water Assessment Programme) (2017) The United Nations World Water Development Report 2017. Wastewater: The Untapped Resource. UNESCO, Paris
Xue X, Hanna K, Deng N (2009) Fenton-like oxidation of Rhodamine B in the presence of two types of iron (II, III) oxide. J Hazard Mater 166(1):407–414
Yao-Hui H, Gaw-Hao H, Shan-Shan C, Huey-Song Y, Shwu-Huey P (2000) Process for chemically oxidizing wastewater with reduced sludge production, US Patent 6143182
Zhang H, Zhang D, Zhou J (2006) Removal of COD from landfill leachate by electro-Fenton method. J Hazard Mater B135(2006):106–111. https://doi.org/10.1016/j.jhazmat.2005.11.025
Zhonga AY, Jin X, Qiao R, Qi X, Zhuang Y (2009) Destruction of micro-cystin-RR by Fenton oxidation. J Hazard Mater 167(1–3):1114–1111
Acknowledgements
The authors acknowledge Adams Salami of the Crop Processing Laboratory, Agricultural, and Environmental Engineering, Obafemi Awolowo University, Nigeria, for the technical support provided during the experiment. The authors are also thankful to the Department of Agricultural and Environmental Engineering, Obafemi Awolowo University, for laboratory support and for allowing the development of the experimental setup in its laboratory. We also acknowledge the Department of Botany, Obafemi Awolowo University, for the support provided during the laboratory tests.
Funding
No funding was obtained for this study.
Author information
Authors and Affiliations
Contributions
OA wrote up the manuscript and conducted the laboratory experiments. KA and DO supervised the laboratory experiment and structured, edited, read, and approved the final manuscript. All authors read and approved the final manuscript.
Authors’ information
KA is currently a professor of soil, water, and environmental engineering at Obafemi Awolowo University OAU, Ile-Ife. DO is an associate professor of soil, water, and environmental engineering OAU, Ile-Ife. OA is currently an undergraduate student of agricultural and environmental engineering OAU, Ile-Ife.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
Afolabi, O.A., Adekalu, K.O. & Okunade, D.A. Electro-Fenton treatment process for brewery wastewater: effects of oxidant concentration and reaction time on BOD and COD removal efficiency. J. Eng. Appl. Sci. 69, 42 (2022). https://doi.org/10.1186/s44147-022-00089-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s44147-022-00089-1