
Abstract
This paper suggests a typical scheme for substantially low cost machine upgrading with regard to research and manufacturing activities through the integration of mechanical, electronic and software technologies. Computer numerical controlled (CNC) multi-pass spinning process is considered state-of-the-art nowadays in critical applications such as aerospace and automotive industries but equipment cost is still an issue. For the sake of novelty, accuracy and repeatability of spun products, a conventional lathe machine has been converted into CNC spin-forming machine by retrofitting to generate automatic tool paths in two axes for multi-pass spinning. Actuators and sensors necessary to provide controlled motion of mechanical elements such as mandrel, roller, and holder are selected to cope with the requirements of this incremental metal forming process. A CNC controller is integrated to the system with software to generate the tool path and G-code required for producing cups using the retrofitted machine. Rotational speeds together with longitudinal and transverse axes movements are calibrated. Backlash in power screws is evaluated and considered in the displacement control. Different tool paths including involute path can be generated using the developed control system. The machine has been used successfully to produce cups with high processing speeds and superior surface quality to that reported in the available literature. Based on experimental investigation under lubricated condition, the geometrical and surface quality with productivity was improved and an optimum exists at 0.6 mm/rev. feed ratio, 200 RPM mandrel rotational speed, and seven spin-forming passes.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Retrofitting accounts for the condition where novel technology or features is incorporated into conventional systems to upgrade components and improve their capabilities. Objectives of retrofitting include incorporating new manufacturing processes, increasing productivity, excellent precision and accuracy, reducing machine idle time, higher speeds, reduced tool cost, and friendly operation. The total cost of retrofitting should be significantly less than purchasing a new system [1, 2].
Computerized system is the gate to machine tool integration with flexible manufacturing systems where controlled motors replace manual operation partly or completely [3]. As multi-axis control is provided to obtain variations in shape, CAD/CAM system integrated with numerical controlled (NC) machines should be utilized in some way; CAD refers to Computer Aided Design while CAM refers to Computer Aided Manufacturing. Both are integrated using suitable softwares.
The presented procedures are considered as an economical approach for small to medium production sizes [4]. The new system with the capability of tool path generation is more easily operated with lower cost changes of software [5]. Basically, operation in CNC mechatronic (mechanical-electronic) system is established by sensors and actuators linked to information processing elements such as CNC controller. Sampling of state variables is handled via sensors. After measurement, data processing decides the actions required to influence the system status in the desired way and actuators exert a suitable change on the mechanical system [6].
Sheet metal spinning is one of the oldest forming processes that produce axially symmetric sheet metal parts and can be used to manufacture components that cannot be produced by other processes such as deep drawing [7]. Due to the incremental nature of the process and simple flexible tooling, larger part sizes and complex geometries with lower cost are achieved using less forming forces. Many components do not require further processing, due to the accuracy in dimensions and geometry obtained in sheet spinning which can be applied for different fields such as aerospace, automotive industries, art objects and kitchen utensils. In spinning operation, a sheet blank is clamped by a holder/backplate against a rotating mandrel and is gradually formed over it with a roller [7, 8].
Generally, the roller traces a path that is used for single or multiple passes until the sheet resembles the mandrel geometry [7, 8]. Figure 1 shows the configuration of multi-pass spinning process. Different product shapes, such as cylindrical, conical or spherical can be formed using suitable mandrel geometries and roller paths [9,10,11]. Till now, roller paths design in metal spinning is an art practiced by trial and error so it is still an open research question [12]. The process can be fully automated by CNC machines provided that optimum factors are determined systematically so there is no need to highly skilled spinner. Operator-related uncertainties (errors) along with operator-to-operator variability are eliminated with high repeatability and accuracy. However, equipment cost is still an issue [13].

Elements of multi-pass spinning
CNC spinning machine is similar to a conventional lathe with some differences in its operation. The motions in the longitudinal and transverse axes are synchronized to generate two-dimensional tool path for producing spun components. Lead screws motions are obtained using separate motors. A mandrel is installed on the lathe spindle and a roller is installed on the tool post. If all these modifications are performed, then spun parts can be successfully produced and this is the theme of this paper. The purpose of the retrofit is to make use of CNC system to achieve incremental forming with maximum possible speeds, valid applicable tool paths, and product accuracy maintaining minimum redundancy, force and energy. This introduces a reliable low cost solution for researchers and manufacturers as a renewal option of older systems.
2 Sequence of machine upgrading
A conventional center lathe machine has been selected as a good candidate for the CNC retrofit. The main spindle motor power is 7.5 kW and main spindle speed range is (12–1200) revolution per minute (RPM) which are quite satisfactory for a spinning process. Static acceptance tests are performed on the machine to ensure its mechanical accuracy. The test includes straightness and flatness of slideways, alignment of slideway and axes, alignment and true running of spindle, pitch error of lead-screws. The results are found to be within the acceptable limits given by Altozano [14]. A chart representing the sequence of retrofitting operations to convert the lathe into a CNC spinning system is shown in Fig. 2. This requires the addition of actuators, sensors, CNC controller, CNC software, and some mechanical elements.

Stages of CNC retrofitting procedure
2.1 Actuators and sensors
The actuator for the mandrel is the built-in AC motor with a gear box driving the lathe spindle with 7.5 kW power and (12–1200) RPM rotational speed. The feed gear box of the lathe had been dismantled and replaced by AC servo motors and power-screws to control and synchronize the movements of the forming roller in the axial and lateral directions (Fig. 3). AC servo motors have been utilized due to their high intermittent torque, high torque to inertia ratio, high speeds, good velocity control, less maintenance and quiet performance. Selected AC servo motors specifications are listed in Table 1. Power calculation has been checked in the longitudinal direction based on the axial spinning force (5 kN) and axial feed speed (800 mm/min.) which are found to be greater than both the radial force (2 kN) and feed speed in the transverse direction [15].

Transmitting motion from servo-motors to lead screws
To provide longitudinal motion, the carriage lead screw has been extended. Longitudinal and transverse motions could be achieved using AC servomotors connected to the lead screws via pulleys and timer belts (Fig. 3). Motion in each direction is controlled by drives and a CNC controller.
Two types of sensors have been used; limit switches (two for each axis) and proximity sensors (one for each axis). Limit switches are used for safety against exceeding work space limits, while proximity sensors are used to adjust the Home Position in the CNC control (Fig. 4). The Home Position is defined by the clearance between the roller and mandrel which equals the blank thickness. Wiring system of the actuators (motors) and sensors is illustrated in Figs. 5 and 6. The connections for both servomotors are the same, so only the wiring for Z-axis servomotor is presented.

Sensors installed

Z-axis servomotor wiring diagram

Spindle induction motor and safety buttons wiring diagram
2.2 CNC controller and software
A CPU5A Economy Series—USB CNC Controller connected to a personal computer (PC) using USB cable has been used. Using software integrated with the controller, full synchronization with the two servo motors moving the forming roller can be achieved. The system is equipped with safety buttons for emergency, start, stop, and a selector (ON/OFF) to enable the motors drives. A schematic diagram of the new CNC system is illustrated in Fig. 7 along with the control panel.

The new CNC system with control panel
The software used is Eding CNC Release 4.00.46 provided with the controller. The tool path is first drawn using CAD software (Fig. 8) and saved in (.dxf) format, then imported to the CNC software where a G-code is generated based on selected process parameters such as feed rate.

Simultaneous X–Z tool paths in forward and backward motion
2.3 Mechanical elements
Three cylindrical mandrels of tool steel D2 [15] with different diameters are designed and used to resemble the profile of the final component and support the sheet during deformation. The mandrel, in use, is clamped in the lathe chuck (Fig. 11). The three diameters give three spinning ratios 1.7, 1.48, and 1.26 respectively; spinning ratio (SR) is the ratio between sheet blank diameter (240 mm) to the mandrel diameter.
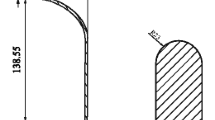
The roller is a rigid tool that forms the sheet over the mandrel. Music et al. [16] and Satpute et al. [17] introduced two equations for selection of roller diameter Dr, and nose radius ρr in terms of the blank diameter Do.
Blank diameter Do is 240 mm. For the roller design to be used in this work the selected roller diameter is 140 mm and roller nose radius is 9.5 mm. The roller tool is made of tool steel O1 to the desired shape, hardened to 60 HRC; Rockwell C Hardness Scale, and then polished. The complete assembly is shown in Fig. 9. The fork is used for mounting the roller on the tool post. The roller rotates around a tapered roller bearing [18] and a thrust ball bearing.

Roller geometry and complete assembly of the tool
The sheet holder is a circular disk clamping the sheet against the mandrel face. It is flat to fit over the mandrel and further support the sheet while it is being formed. Figure 10 shows a sectional view through the components of sheet holder. The rod end is tapered to be mounted into the lathe tailstock. The holder is free to rotate on a thrust ball bearing to overcome friction. The connector makes it simple to change the holder according to mandrel shape and size. Figure 11 shows the mounting of mechanical components on the machine. Figure 12 shows the complete CNC spinning machine.

The holder design

Mechanical components mounted on the machine

Developed retrofitted CNC spinning machine
3 Evaluation of the retrofitted machine
3.1 Axis calibration
Axis displacement calibration is performed to set the relationship between the number of pulses sent by the controller to the servomotor and the corresponding displacement of the tool either in the Z or X direction; i.e. how many pulses the computer has to put out to move along an axis by 1 mm which are set in the CNC software by trial and error using a vernier caliper taking into account the pitch of the lead screw. The rotational speed of the spindle is calibrated using a laser tachometer which uses a laser beam to detect the number of revolutions per minute (RPM).
3.2 Backlash compensation
Backlash in power screws is measured for the X and Z axes with the help of a dial indicator (0.001 mm resolution). Backlash is an error in the displacement of mechanical elements. In this context, it refers to the axial clearance between the lathe carriage nut and the power screw engaged with it. The carriage (Z-axis) and the cross slide (X-axis) are separately moved incremental steps of 1 mm in forward direction, then the direction of motion is reversed to detect backlash. The procedure is repeated several times to assure repeatability. Backlash measurements are fed to the controller software and used to adjust movement in both directions without any manipulating action of the mechanical system. The maximum variation in backlash is 0.1 mm (Fig. 13).

Final calibration curves after backlash compensation
4 Test runs of the retrofitted system
In order to test the performance of the retrofitted CNC spinning machine, it is necessary to carry out a spinning process. Cylindrical cups are spun from circular blanks of Aluminum A-1050-O with 240 mm diameter and 2 mm thickness. The spindle speed is 800 RPM, and the feed rate 800 mm/min. The ratio of roller feed rate to mandrel rotational speed (feed ratio) is 1.0 mm/revolution. As predicted in spinning, roller path design process consumed several trials with different speeds to produce cups without defects or material failure.
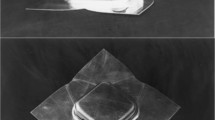
The roller path employed is shown in Fig. 8. It is based on involute curve in the forward pass and a linear backward pass. The involute path is recommended due to less force, stresses, and wrinkling [16]. Figure 14 shows the setup of the spinning process where the blank is clamped between mandrel and holder. The roller is tilted 25° to the original surface of the sheet and homed to the initial position relative to the blank. Figure 15 shows cup products manufactured by the CNC retrofitted machine with different mandrel diameters, hence variable spinning ratios. The experiments are performed under dry condition (no lubricant).

The spinning process setup

Different cups with varied spinning ratios (SR)
Percentage wall thickness variation from the original blank thickness, springback in the radial direction, surface roughness, and roundness error have been evaluated for produced cups, Table 2. Reported thickness variation values go in agreement with those obtained by Šugár et al. [19]. Springback values are in the accepted range reported by Essa and Hartley [20]. Springback refers to the radial gap between spun cup inner wall surface and the side surface of the mandrel. Surface quality was found to be superior to that achieved by El-Khabeery et al. [21], Chen et al. [22], and Takaishi [23]. Out-of-roundness values are within limits given by Kawai et al. [24]. Almost all the mentioned authors used numerical controlled (NC) spinning except Essa and Hartley [20] and El-Khabeery et al. [21] who used a modified center lathe. The recorded quality characteristics find applicability in industrial fans and blowers where the control of air flow is influenced by the surface finish and shape accuracy.
An investigation on the processing parameters was carried out under lubricated condition to optimize the geometrical accuracy and surface quality of the spun cups produced by the retrofitted machine. The experiments were based on three factors and three levels for each factor as stated in Table 3. The spinning ratio employed is 1.26. A full factorial design of experiments with two replicates for each run (total 54 runs) is implemented using Design-Expert 7 software.
The experimental results are listed in the “Appendix”. Out-of-roundness and average surface roughness (Ra) results are illustrated in the main (average) effect diagrams below. Feed ratio, number of spin-forming passes, and mandrel rotational speed all have significant effect on roundness error. Maximum roundness error is observed at lower feed ratios but, as the feed ratio increases the roundness error decreases considerably hitting a low at 0.6 mm/rev. feed ratio. Then the roundness error remains unchanged between 0.6 and 1 mm/rev. feed ratios (Fig. 16). The same trend is noticed for the effect of number of passes on roundness error where a high was recorded at 4 passes reaching a minimum at 7 passes remaining constant till approaching 10 passes (Fig. 17). Out-of-roundness near cup bottom is markedly influenced by mandrel speed (Fig. 18). It increases steadily from 200 RPM hitting a high at 500 RPM. Then a rapid decline takes place till reaching a minimum at 800 RPM. Surface roughness (Ra) is only affected by feed ratio and mandrel speed. As both parameters increase a steady increase in surface roughness is observed (Figs. 19, 20).

Effect of feed ratio on roundness error

Effect of number of passes on roundness error

Effect of mandrel speed on roundness error

Effect of feed ratio on surface roughness

Effect of mandrel speed on surface roughness
It appears to be a conflict between the minimum roundness error and minimum surface roughness indicators. A compromise is necessary to optimize the spun cup quality in terms of both out-of-roundness and surface roughness together with the productivity (processing time). A min–max optimization approach was performed using Design-Expert 7 software. The objective function intended to achieve minimum out-of-roundness, minimum surface roughness, and maximum productivity (minimum processing time). The constrains were process factors and levels. The solutions were ordered by their desirabilities; desirability is a measure of achieving the target quality and processing parameters. Consequently, an optimum could be achieved at the maximum desirability. The optimum process condition was found to be at 0.6 mm/rev. feed ratio, 7 passes, and 200 RPM mandrel rotational speed with a desirability of 0.85 (Fig. 21). The corresponding out-of-roundness and surface roughness values are 70 μm and 1.18 μm with improvement of 65% and 26% respectively. These conditions are suitable for aerospace bearing cages.

Optimum solutions and highest desirability point
5 Conclusion
Regarding the cost basis, the present work is expected to be useful for the research community and manufacturers as well. A computer numerically controlled (CNC) spinning machine could be obtained from a conventional lathe machine through conducting a series of design modifications and applying a retrofitting technique. With the programmed machine, the motions in the longitudinal and transverse axes are synchronized automatically to generate involute and linear tool paths for multi-pass spinning. Backlash error was advantageously compensated for electronically rather than mechanically. It is possible to reach 800 mm/min feed speed in the axial direction. The value of lateral feed rate depends on the geometry and dimensions of the roller path. The recommended mandrel speeds for spinning process are from 200 to 800 RPM. The size capacity of the machine can accommodate 380 mm blank diameter, 300 mm maximum cup diameter, and 80 mm maximum cup height. Cost of the retrofitted machine is considerably lower than a newly purchased CNC spinning machine, but is higher compared to conventional manual spinning lathe which is compromised by the higher production rates. Trial runs showed that the machine can produce cups with surface roughness (Ra) in the order of 2 μm and roundness error of approximately 200 μm. Springback can be as small as 0.15 mm. Surface quality of the spun cups produced using the retrofitted machine was unexpectedly superior to the published research data and enhanced by further experiments under lubricated condition. Optimum out-of-roundness and surface quality with modest productivity were found to be at 0.6 mm/rev. feed ratio, 200 RPM mandrel rotational speed, and 7 spin-forming passes which are acceptable to aerospace bearing cages and industrial air flow equipment. Using the CNC retrofitted spinning lathe under optimum conditions, similar parts can be produced with high quality viably and economically.
References
Parmar PN, Gondalia VR, Mehta NC (2014) Review on advance automation of conventional lathe machine. Int J Eng Dev Res 2(2):2452–2456
Parmar PN, Mehta NC, Trivedi MV (2014) Investigation on automation of lathe machine. Int J Emerg Technol Adv Eng 4(5):524–529
Colin A, Jin-Cheng D, Miller J (1985) Retrofitting machine tools with computer control. Microprocess Microsyst 9(8):378–385
Suh S-H, Noh S-K, Choi Y-J (1995) A PC-based retrofitting toward CAD/CAM/CNC integration. Comput Ind Eng 28(1):133–146
Ratson PAS, Ward TL (1988) Adaptive control of machine tools: the past and projected role of numerical control computers. Comput Ind Eng 14(2):85–94
Neugebauer R, Denkena B, Wegener K (2007) Mechatronic systems for machine tools. CIRP Ann Manuf Technol 56(2):657–686
Essa K (2011) Finite element prediction of deformation mechanics in incremental forming processes, Ph.D. thesis, University of Birmingham Research Archive, e-theses repository. http://etheses.bham.ac.uk/1726/2/Essa_11_PhD.pdf. Accessed 25 Dec 2016
Wang L (2012) Analysis of material deformation and wrinkling failure in conventional metal spinning process, Durham theses, Durham University. Available at Durham E-Theses Online. http://etheses.dur.ac.uk/3537/. Accessed 22 Aug 2017
Chen M-D, Hsu R-Q, Fuh K-H (2005) Effects of over-roll thickness on cone surface roughness in shear spinning. J Mater Process Technol 159:1–8
Kong Q, Yu Z, Zhao Y, Wang H, Lin Z (2017) A study of severe flange wrinkling in first-pass conventional spinning of hemispherical part. Int J Adv Manuf Technol 91:1–16
Kong Q, Yu Z, Zhao Y, Wang H, Lin Z (2017) Theoretical prediction of flange wrinkling in first-pass conventional spinning of hemispherical part. J Mater Process Technol 246:56–68
Polyblank JA, Allwood JM (2015) Parametric toolpath design in metal spinning. CIRP Ann Manuf Technol 64(1):301–304
Rentsch B, Manopulo N, Hora P (2017) Numerical modelling, validation and analysis of multi-pass sheet metal spinning processes. IntJ Mater Form 10(4):641–651
Altozano EG (2015) Acceptance testing and machine tools maintenance by condition. Linkedin Web Site. https://www.linkedin.com/pulse/acceptance-testing-machine-tools-maintenance-ernst-guillamo-altozano/. Accessed 13 Jan 2018
Tapase M, Patwardhan MB, Gurav KV (2014) Metal spinning-design consideration and parameter of spinning process and its terminology. Int J Eng Dev Res 2(3):3004–3009
Music O, Allwood JM, Kawai K (2010) A review of the mechanics of metal spinning. J Mater Process Technol 210(1):3–23
Satpute A, Shirbhate S, Bomale R, Sharma A (2016) Design and fabrication of metal spinning components. Int J Res Sci Eng 2(Special Issue: 1-ICRITE):28–33
Ahmed KI, Gadala MS, El-Sebaie MG (2015) Deep spinning of sheet metals. Int J Mach Tools Manuf 97:72–85
Šugár P, Šugárová J, Petrovič J (2016) Analysis of the Effect of Process Parameters on Part Wall Thickness Variation in Conventional Metal Spinning of Cr-Mn Austenitic Stainless Steels. Strojniški vestnik - Journal of Mechanical Engineering 62(3):171–178
Essa K, Hartley P (2010) Optimization of conventional spinning process parameters by means of numerical simulation and statistical analysis. Proc Inst Mech Eng Part B J Eng Manuf 224(11):1691–1705
El-Khabeery MM, Fattouh M, El-Sheikh MN, Hamed OA (1991) On the conventional simple spinning of cylindrical aluminium cups. Int J Mach Tools Manuf 31(2):203–219
Chen M-D, Hsu R-Q, Fuh K-H (2001) Forecast of shear spinning force and surface roughness of spun cones by employing regression analysis. Int J Mach Tools Manuf 41(12):1721–1734
Takaishi K (2009) Development of numerical control spinning technology for manufacturing an axisymmetric cup with necked edges. J Jpn Soc Technol Plast 50(585):956–958 (in Japanese)
Kawai K, Yang L-N, Kudo H (2001) A flexible shear spinning of truncated conical shells with a general-purpose mandrel. J Mater Process Technol 113:28–33
Acknowledgements
The authors gratefully acknowledge the Academy of Scientific Research and Technology which financially supported this project. We also acknowledge the appreciated effort of Eng. Mohamed Omran (at Birla Carbon, Egypt) in building the control and wiring system for the CNC spinning machine.
Funding
This work was supported by the Academy of Scientific Research and Technology (EG) under Grant No. Q20.
Author information
Authors and Affiliations
Contributions
MA-A carried out the retrofitting process, performed the spinning experiments, performed analysis studies, and wrote the paper, MHA hacked the funding, supervised the retrofitting process, discussed the results, and reviewed the paper, MAY provided mechatronics advice, conceived and designed spinning experiments.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Availability of data and material
The experimental data are attached to the submission as supplementary materials.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Appendix: Experimental results
Appendix: Experimental results
Run | Feed ratio (mm/rev.) | Number of passes | Mandrel speed (RPM) | Surface roughness (Ra) (μm) | Out-of-roundness (μm) |
|---|---|---|---|---|---|
1 | 0.6 | 10 | 800 | 1.03 | 62 |
2 | 0.2 | 10 | 500 | 0.93 | 115 |
3 | 0.6 | 10 | 800 | 1.29 | 122 |
4 | 0.6 | 4 | 200 | 1.44 | 40 |
5 | 1 | 10 | 200 | 1.03 | 70 |
6 | 0.6 | 7 | 200 | 1.59 | 76 |
7 | 0.6 | 10 | 200 | 1.28 | 131 |
8 | 1 | 10 | 800 | 1.56 | 61 |
9 | 0.2 | 10 | 200 | 0.99 | 83 |
10 | 0.6 | 10 | 200 | 0.93 | 58 |
11 | 1 | 10 | 500 | 1.44 | 88 |
12 | 0.2 | 10 | 200 | 1.26 | 83 |
13 | 0.2 | 7 | 800 | 1.30 | 55 |
14 | 1 | 10 | 800 | 1.44 | 60 |
15 | 1 | 4 | 200 | 1.38 | 120 |
16 | 0.2 | 7 | 200 | 1.00 | 119 |
17 | 0.2 | 10 | 200 | 1.08 | 63 |
18 | 0.6 | 7 | 200 | 1.24 | 58 |
19 | 1 | 10 | 500 | 1.25 | 56 |
20 | 1 | 10 | 200 | 1.55 | 115 |
21 | 1 | 4 | 200 | 1.45 | 94 |
22 | 1 | 7 | 200 | 1.03 | 86 |
23 | 0.6 | 10 | 500 | 1.38 | 65 |
24 | 0.6 | 4 | 500 | 1.21 | 109 |
25 | 0.2 | 4 | 800 | 1.15 | 265 |
26 | 1 | 4 | 500 | 1.20 | 103 |
27 | 0.2 | 4 | 500 | 1.50 | 280 |
28 | 0.6 | 4 | 200 | 1.23 | 94 |
29 | 0.2 | 7 | 800 | 1.13 | 111 |
30 | 1 | 7 | 200 | 1.24 | 62 |
31 | 0.6 | 10 | 500 | 1.10 | 99 |
32 | 0.6 | 7 | 500 | 1.31 | 87 |
33 | 0.2 | 10 | 500 | 0.91 | 95 |
34 | 0.2 | 7 | 500 | 1.28 | 65 |
35 | 1 | 7 | 500 | 1.39 | 71 |
36 | 0.2 | 7 | 500 | 1.06 | 93 |
37 | 0.6 | 7 | 500 | 1.50 | 94 |
38 | 1 | 4 | 500 | 1.15 | 88 |
39 | 0.2 | 4 | 500 | 1.49 | 227 |
40 | 0.2 | 4 | 800 | 1.05 | 193 |
41 | 1 | 4 | 800 | 1.44 | 80 |
42 | 1 | 4 | 800 | 1.61 | 115 |
43 | 0.2 | 4 | 200 | 0.78 | 356 |
44 | 0.6 | 4 | 500 | 1.45 | 142 |
45 | 1 | 7 | 800 | 1.48 | 83 |
46 | 0.2 | 10 | 800 | 1.08 | 89 |
47 | 0.6 | 7 | 800 | 1.21 | 80 |
48 | 0.6 | 4 | 800 | 1.48 | 95 |
49 | 1 | 7 | 800 | 1.43 | 93 |
50 | 0.2 | 4 | 200 | 0.78 | 219 |
51 | 0.2 | 7 | 200 | 1.08 | 78 |
52 | 0.6 | 7 | 200 | 1.03 | 101 |
53 | 0.6 | 4 | 800 | 1.33 | 55 |
54 | 1 | 7 | 500 | 1.29 | 113 |
Rights and permissions
About this article

Cite this article
Abd-Alrazzaq, M., Ahmed, M.H. & Younes, M.A. A computer numerical control (CNC) multi-pass spinning solution to a center lathe retrofit. SN Appl. Sci. 1, 15 (2019). https://doi.org/10.1007/s42452-018-0007-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-018-0007-x