
Abstract
This study represents the first application of multifractal analysis to characterize spatial microforms’ volumes resulting from face milling on flat surfaces, emphasizing its novelty. Photographs of samples of C35 steel and AA22024 aluminum alloy, subjected to various cutting conditions during milling, were utilized to apply the multifractal approach for describing the machined surface microrelief. Multifractal spectra and their key parameters were computed for the samples’ surfaces generated at various feed rates and cutting depths. It is demonstrated that the characteristic functions of the performed multifractal analysis align with their canonical forms. The results offer compelling evidence that machining results in the formation of a system exhibiting self-similarity and fractal symmetry properties on the specimen’s surface. The practical significance of this research lies in the establishment of quantitative dependences between the parameters of the multifractal spectrum of surface microforms generated during the face milling under varying cutting depths and feed rates. This facilitates the identification of technological and physical factors responsible for observed variations in surface fractal properties. The formation of the multifractal spectra from surface element volumes is discussed in connection with the underlying physical phenomena associated with cutting conditions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The microrelief that develops on the surface of products as a result of various processing methods plays a pivotal role in defining their fundamental functional properties at the micro level and is a determining factor at the micro level that sets their basic functional properties. Meeting the technical requirements for manufacturing products with precise surface textures poses a considerable challenge in terms of surface control. Consequently, the development of methods for experimental investigation and mathematical characterization of these surfaces at small spatial scales emerges as a vital theoretical and practical endeavor.
The non-trivial methods for describing surface state description should incorporate approaches rooted in the theory of power series and the concepts of fractal structure within the system. These methods enable the consideration of spatial characteristics of surface relief and are founded on the principle of self-similarity and more general types of symmetry.
One of the approaches to solving the problem of mathematically describing material surface conditions is related to the application of fractal analysis (FA). This approach demonstrated its effectiveness in a wide range of cases for describing various types of fractal systems (Yao et al. 2018; Mukhopadhyay et al. 2019), and surfaces after milling in particular (Zuo et al. 2017; Mao et al. 2017). However, expecting that the use of the Hausdorff dimension alone can be sufficient to fully describe the complex shape of surface relief is unlikely to be appropriate. In this regard, employing multifractal analysis (MFA) to describe such a complex surface, characterized by a range of Renyi’s numbers, proves advantageous (Balytska et al. 2023).
In previous studies by the authors (Moskvin et al. 2017; Balytska et al. 2023, 2024), the geometric parameter used for fractal parameterization of the surface relief was chosen to serve as the area of microforms on the product’s surface. Simultaneously, the volume of such formations is of great importance due to its geometric characteristics. It is quite natural that the aforementioned characteristic can also serve as an independent feature in its mathematical description. Certainly, the comprehensive analysis of fractal characteristics in any system, as conducted in Moskvin et al. (2014), reveals the lack of a direct correlation between the area and the volume of fractal geometric figures. This theoretical conclusion implies that the elementary volumes of fractal figures on the specimen’s surface form an independent set of measures. This enables its utilization, alongside the surface area, as an independent input variable when describing the surface microrelief.
The presence of a set of geometric relief parameters raises the question of which of the system parameters (microform volumes or areas) is preferable for practical application. Therefore, obtaining the quantitative information about MFA data for the distribution of microrelief forms will allow making informed recommendations regarding which of the specified geometric parameters of the system most completely and comprehensively reflect the surface state. This formulation of the task is primarily focused on solving the problem of determining which of the specified parameters is more susceptible to changes within the technological conditions of relief formation. As a result, this particular parameter can be effectively used to monitor and ensure the quality of the processed surface. The availability of such quantitative data will ensure that an unequivocal choice between these system characteristics can be made to effectively control the microrelief parameters of mechanically processed surfaces.
The importance of conducting FA to distribute microform volumes is further conditioned by the indispensable requirement for Hausdorff dimension data. Such data are essential for accurately calculating the molar surface energy of the fractal system. It is crucial to emphasize that this system component is necessary for analyzing potential transitions in phase equilibrium and changes in the pattern of phase transformations, particularly when involving phases that interact with fractal surfaces. Since this energy directly characterizes the thermodynamic state of the subsurface layer, the practical significance of attempting a quantitative description of its state is undeniable. As previously mentioned, this specific region of the specimen plays a crucial role in directly shaping its ultimate operational characteristics.
Based on the information mentioned above, the purpose of this study is to quantitatively demonstrate the presence of fractal symmetry and self-similarity phenomenon within the volumes of microforms that are formed as a result of face milling of specimens made of C35 steel and aluminum alloy AA2024. This is accomplished by applying MFA mathematical tools. The detection of this type of symmetry will provide a physical explanation for computing the parameters of MF spectra derived from the volumes of microforms formed within specimens after machining. Obtaining quantitative information about such values will enable the identification of dependences between MF parameters of the specimen’s surface and the conditions that contribute to its formation. One notable property for which the actual area and volume of microrelief elements are crucial is the wetting angle of surfaces. The latter will make it possible to identify technological and physical factors responsible for the observed variations in surface fractal properties.
Achieving the stated objectives involves addressing the following fundamental mathematical problems, which are integral to this study:
-
(1)
Adapt MFA mathematical and software tools to calculate MF parameters, enabling the description of surface microform volumes resulting from face milling of specimens.
-
(2)
Utilize the developed software to process photographic images of specimen surfaces following face milling under specified cutting conditions and perform calculations of MF spectra derived from microform volumes within C35 steel and aluminum alloy AA2024 specimens.
-
(3)
Identify dependences between MF parameters of the specimen surfaces and the conditions that contribute to the formation of such a surface. Detect the technological and physical factors responsible for the observed variations in surface fractal properties.
2 MFA implementation for microrelief volume elements
When conducting MFA, this study specifically focused on the volume of microelements on the specimen’s surface, which constitute its microrelief, among the available geometrical parameters of the spatial shapes formed on the specimen’s surface. This particular system parameter served as the fundamental set of measures for MFA calculations. This choice of a physical parameter enables the utilization of the quantitative information obtained from it for both comparative analysis of the surface conditions among various specimens and formal analysis of the surface energy of the fractal surface.
The implementation of the MFA followed the standard procedure (Feder 1988; Moskvin et al. 2014, 2016). As demonstrated in previous works by Moskvin et al. (2017) and Balytska et al. (2023), input data for MFA of microform volume on the specimen’s surface were obtained from microphotographs. To derive a measure for each spatial cell, the encompassing core set of spatial measures was divided into N cells. When measuring cells by volume \(\nu_{V,i}\), the relative value of microform volume that entered a splitting cell was considered
where \(V_{i}\) is the volume of a small selected element of the surface relief, \(V = \sum\nolimits_{i = 1}^{N} {V_{i} }\) is the volume of the entire analyzed surface, found from the data of its spatial image.
The paper focuses on selecting the size of the surface layer, with its volumetric characteristics taken into account. To illustrate this procedure, Fig. 1 shows a typical view of the surface relief profile with grooves after the passes of the cutting edge of a face mill. Naturally, when implementing the method of coarse partitions, it is crucial to consider the volumes that directly contribute to shaping the surface relief of the specimen. The entire volume of material, ranging from the depth of the deepest depression on the surface to the height of the highest peak, was included in such a base set. Such a choice, in essence, corresponds to the analysis of the state of the entire surface layer formed as a result of the machining of the specimen’s surface. Figure 1 presents this dimension as lmax.

Surface profile and 3D model of surface (1 × 1 mm) of the C35 steel (a) and aluminum alloy AA2024 (b) specimens after face milling (ap = 1 mm, n = 125 rpm, f = 100 mm/min)
The computation of MFA spectra necessitates the calculation of elementary volumes of material that fall within the specified spatial cell when implementing the method of coarse partitions. The volumes of prisms beneath elementary surface cells were computed using classical geometry formulas and equations for the surface. These equations were derived by approximating the digital image of the actual surface through the triangulation method.
The search for MF spectra parameters followed the standard procedure outlined in Feder (1988); Moskvin et al. (2014); Moskvin et al. (2016); and Vstovsky (1997). In this case, a generalized statistical sum for volumes was calculated for cells of the specified size.
where \(l_{k}\) is the normalized current length of the cube edge used at the current step in the coarse partition method; q is a magnifying number. The change in cell scales during calculations (enlargement of cube sizes) was performed based on the dependency \(\,l_{k + 1} = l_{k} \cdot 2\) (k = 1, 2, 3, …).
If there is fractal symmetry within the analyzed physical system, the resulting calculation dependences \(Z_{V} (q,l_{k} )\) on \(\ln \,l_{k}\) should form a set of points that are arranged along straight lines. Therefore, the accumulation and analysis of such information for each degree \(q\) within MFA are of fundamental importance, and this aspect receives primary attention in this paper. The calculated dependences \(Z_{V} (q,l_{k} )\) on \(\ln \,l_{k}\) were displayed on the screen during its operation to visually confirm data grouping along the corresponding straight lines. This was accomplished using the developed software. The MFA spectrum calculation proceeded only after confirming this property of the system.
The calculation of the linear regression parameters between the specified parameters of the system’s statistical sums was carried out using the least squares method for each of the selected values of the magnifying number \(q\). The data on the linear regression coefficient served as the basis for calculating all the functions that represent the MF spectrum of the system: \(\tau (q)\), \(f(\alpha )\) and \(D(q)\) (Feder 1988; Moskvin et al. 2014, 2016; Vstovsky 1997). All these functions were computed numerically.
The developed software used microphotographs of the surface of specimens made from C35 and AA22024 aluminum alloy as input data. These microphotographs were captured by face milling specimens under carefully controlled cutting conditions in the study.
3 Specimens and features of surface imaging
The specimens for the study were prepared through dry machining on a horizontal milling machine model 6P12 using a 40 mm face mill. The face milling cutter was equipped with four indexable pentagonal carbide inserts coated with Titanium Nitride.
The machined specimens were plates made of normalized steel C35 and aluminum alloy AA2024 after heat treatment and aging. These materials are widely used in various industries and their cutting behavior is well understood. To demonstrate the applicability of MFA in describing the spatial microrelief of different products, samples made from materials with significantly different mechanical properties were selected. These materials considerably vary in terms of density, elastic and shear modulus, thermal conductivity, and linear expansion. Consequently, after machining, a micro profile with varying geometric characteristics is formed on the surfaces of these materials. The task of the study was to perform calculations of MF spectra derived from the volumes of microforms formed within samples of materials with distinct properties.
The spindle speed was maintained at a constant 125 rpm. The adjustable cutting parameters included the cutting depth ap ranging from (0.5–2.5 mm) and the feed rate f ranging from (25–400 mm/min). The milled samples of C35 steel exhibited roughness values ranging from 1.67 to 2.54 Ra, while the AA2024 aluminum alloy samples had roughness values ranging from 1.92 to 3.49 Ra.
A digital camera was directly mounted on the microscope XS-2610 MICROmed. Surface images were captured and photographed in reflected light. Uniform lighting of the specimen’s surface was achieved by utilizing a set of evenly positioned LEDs arranged on an annular holder around the specimen. For this study, a magnification of 40 times was employed for photography.
The properties of the materials to be processed, the experimental parameters, and the specifics of surface imaging are detailed in the authors’ previous articles (Balytska et al. 2023).
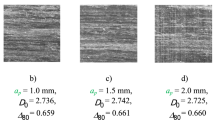
Figure 2 provides examples of photographs displaying the microstructure of specimens made from C35 (a) and AA2024 aluminum alloy (b) after face milling at a feed rate of f = 100 mm/min, cutting depth ap = 1.0 mm, and a spindle speed of n = 125 rpm. A total of 20 surface images of the specimens were processed using the MFA method and the developed software. This calculation aimed to identify relationships between the parameters of the milled surface state and the cutting conditions. Such data are essential for selecting optimal surface machining conditions to control the surface parameter products, ensuring the required performance characteristics.

Microphotographs of the surface of specimens made from C35 steel (a) and AA2024 aluminum alloy (b) after face milling (f = 100 mm/min, ap = 1.0 mm, n = 125 rpm)
The data shown in Fig. 2, combined with photographic images from Balytska et al. (2017) and (2023) constitute the comprehensive set of experimental results considered when implementing the MFA concerning the distribution of surface microform volumes.
4 Results and discussion
The most significant calculation results, which serve as compelling evidence for the presence of fractal symmetry between the volumes of surface microforms, are demonstrated in Fig. 3. The graph presents typical patterns depicting the statistical dependences of volume sums for microforms on the reduced edge length of the elementary space cell in the method of coarse partitions for a set of \(q\) numbers. It should be noted that the functions exhibit a decreasing trend for negative and zero values \(q\), whereas the statistical sums for positive values \(q\) show an increasing trend. This situation arises from the definitions of these values in the formulas (1 and 2).

Generalized statistical sums \(Z_{V} (q,l_{k} )\) within dependence on the microimage presented in Fig. 1a (steel C35, f = 100 mm/min, ap = 1.0 mm, n = 125 rpm)
Figure 3 demonstrates that the experimental data are distinctly grouped along straight lines. Typical values of correlation coefficients in the least squares method for the values of \(q < 4\), generally exceeded 0.92, naturally varying from specimen to specimen. It is well-established that the presence of a linear correlation between the analyzed geometric parameters within logarithmic coordinates is the primary evidence of self-similarity in the system (Feder 1988; Vstovsky 1997). It is evident here that the volumes of microforms are related to their linear scales by a power law. This finding strongly supports the notion that the microform system maintains fractal symmetry, even when a long-wavelength periodic relief is introduced on the surface due to the periodic action of the cutting edge.
The sufficiently high values of correlation coefficients for various values of the parameter \(q\) indicate the presence of fractal symmetry and self-similarity within the analyzed system. The MF spectrum is characteristic of the surfaces under consideration, and MFA appears to be a promising method for describing such systems. Therefore, it is recommended to utilize the MF parameters of the system for a comprehensive description of the surface conditions of specimens obtained under specified conditions.
The analysis of the results of MFA characteristic functions (\(\tau (q)\),\(f(\alpha )\),\(D(q)\) according to Feder (1988); Vstovsky (1997) demonstrated that they correspond to their canonical forms. This indicates that the sequence of Renyi’s numbers is decreasing, and the functions \(f(\alpha )\) reach a characteristic maximum, but the dependences \(\tau (q)\) show a distinct break, which is typical for MF. Among the specimens studied, no deviations were found in the behavior of the characteristic functions from what was predicted by the theory (Feder 1988; Vstovsky 1997; Moskvin et al. 2014). This result provides important evidence for the presence of self-similarity and fractal symmetry in the system of relief-forming microforms. Hence, the data obtained made it possible to utilize the developed MFA software for quantitatively describing fractal symmetry in the volumes of relief-forming microforms. Furthermore, calculations of MF spectra and their parameters were conducted for the surface images of C35 steel and AA2024 aluminum alloy after face milling.
According to the recommendations of Feder (1988) and Vstovsky (1997), the most informative parameters for providing a quantitative description of the fractal structure of a surface are Renyi’s numbers and the fractal ordering parameter \(\Delta = D_{1} - D_{q \to \infty }\) (indicating the degree of fractal symmetry violation). In a previous study by the authors (Moskvin et al. 2014), these parameters were precisely chosen for the analysis of a semiconductor film’s surface. When conducting MFA in this case, it was observed that the first Renyi’s numbers were nearly equal to each other: \(D_{0} \approx D_{1} \approx D_{2}\) when analyzing the distribution of elementary volumes across the surface of the nanofilm. This result can be attributed to the fact that, in this particular case, the analysis was performed on a relatively smooth natural relief of the film, utilizing elementary cubes of sufficiently small size. Consequently, the obtained surface approximations accurately represented the real surface, specifically within approximations for the degrees q = 0, 1, 2. This was evident in the close similarity of Renyi’s number values obtained.
Simultaneously, the analysis of the MF spectra, i.e., the functions \(D(q)\), obtained in this study for the analyzed surface images with observed grooves caused by the passage of the milling tool edges (periodic structure), demonstrated significant differences between the values of D0, D1, and D2. As an example, for the surface image presented in Fig. 2a, the corresponding Renyi’s numbers are as follows: D0 = 2.755, D1 = 2.609, D2 = 2.463. The provided data demonstrate that the differences between Renyi’s numbers exceed the values of their determination errors, which are estimated at the level of ± 0.01. Such differences raise the question of which of these numbers should take precedence when analyzing the fractal symmetry within a system with an artificially created periodic surface pattern.
According to the theory of MFA, Renyi’s numbers \(D_{V,0}\) are calculated by linearizing the dependence of the statistical sum \(Z_{V} (q = 0,l_{k} )\) on the cell size \(l_{k}\), where the filling fraction of the current cell \(\nu_{V,i}^{q = 0}\) is raised to the power of zero. Therefore, even if there is a small amount of material present in the current cell, the filling fraction is considered to be equal to one, which does not depend on the actual amount of filling. Such an approach can provide reliable information and is fully justified when the coarse partition method utilizes elementary cells of very small size, and the surface relief is represented as a continuous smooth function. A similar scenario was observed in Moskvin et al. (2014) during the analysis of the semiconductor film surface.
A slightly different situation arises during the analysis of matter distribution when regular periodic grooves on the surface are formed, and sharp changes in the surface profile are observed at their boundaries. Mathematically, this corresponds to the appearance of an effect resembling a discontinuity in the functions describing the surface relief. According to the authors, these anomalies were attributed to significant differences in the values of Renyi’s numbers.
This situation is partially alleviated by examining the behavior of Renyi’s number \(D_{V,1}\), obtained by setting q = 1 and linearizing the sum \(Z_{V} (q = 1,l_{k} ) = \sum\nolimits_{i = 1}^{K} {\nu_{V,i}^{1} }\). In this case, the calculations rely on the precise relative volume of material within the current cell. In this regard, it becomes evident why the number \(D_{1}\) is referred to as the information number (Feder 1988; Vstovsky 1997; Moskvin et al. 2014). Therefore, the utilization of the set of Renyi’s numbers \(D_{V,1}\) in addition to \(D_{V,0}\) is considered to be justified and beneficial when discussing the results of this study and for a comprehensive understanding of the properties of fractal symmetry.
It should also be noted, that similar to the findings in Balytska et al. (2017), the value of the parameter \(q\) in the presented study typically did not exceed 80 when calculating the MF spectra. The conducted calculations demonstrated that increasing the parameter \(q\) beyond 80 resulted in changes in the values of each subsequent Renyi’s number \(D_{V,q + 1}\) by less than 10–4 for the images obtained in this study, which contained no more than 300 pixels.
The obtained quantitative data on MF parameters of the specimen’s surface provide an opportunity to explore their correlations with cutting conditions. Figures 4 and 5 depict the complete set of relationships between Renyi’s numbers and the fractal ordering parameter \(\Delta_{80}\) for various milling conditions. To interpret the acquired data, it is crucial to remember that, within the framework of the fractal formalism, an ideal, fully material-filled volume adjacent to the surface corresponds to the values of numbers \(D_{V,0}\), \(D_{V,1}\) and is equal to ‘three’. The deviation of Renyi’s numbers from the specified value for a planar surface corresponds to the investigation of the dimensionality of a non-planar, porous, and microstructurally developed surface.

Dependences of the Renyi’s numbers \(D_{V,0}\) and \(D_{V,1}\) for microform volumes in MFA on the depth of cut (f = 100 mm/min, n = 125 rpm)

Dependences of the Renyi’s numbers \(D_{V,0}\) and \(D_{V,1}\) in MFA on the feed rate f (ap = 1 mm, n = 125 rpm)
Thus, the data presented in Fig. 4 clearly illustrate the dependence observed between Renyi’s numbers for microform volumes and the cutting depth at a constant feed rate (f = 100 mm/min). The straight lines on the graphs were obtained by averaging the experimental dependences of the analyzed MF parameters on the cutting depth using the method of least squares. Essentially, the results presented are recommended to be interpreted as evidence of how the cutting depth influences the variations in self-similarity parameters of microforms on the specimen’s surface.
Regarding the overall trends observed in the dependences presented in Fig. 4, their global interpretation appears to be quite natural. Furthermore, as the depth of a cut increases, there is a transition from the cutting conditions typically associated with achieving a final surface to those commonly encountered in rough machining processes. This means that as the cutting depth of the studied materials increases, surface roughness and complexity increase. The surface becomes more non-planar, and Renyi’s numbers for the volume elements of the surface decrease, deviating further from the value of “three”, which indicates the presence of an increasing amount of unfilled volume on the specimen’s surface.
The phenomenon of such a clear dependence has a fairly straightforward interpretation within the framework of the concept of the formation of an artificial periodic relief on the surface, as a result of the passage of the cutting edge of the tool. Increasing the depth of cut at a constant feed rate does not affect the frequency of long-wave oscillations of the surface relief. As a result, it has negligible impact on the configurational entropy of the surface. It should be remembered that Renyi’s numbers are closely related to the entropy component of the system’s free energy (Feder 1988; Vstovsky 1997; Moskvin et al. 2016). Simultaneously, increasing the depth of cut leads to an increase in the volume of material to be cut. These factors contribute to an increase in surface roughness due to the higher energy impact on the machined material during the cutting process. This is demonstrated in the trends shown in Fig. 4 regarding the behavior of the respective Renyi’s numbers as the depth of cut increases. This conclusion aligns with the trends in the dependence of Renyi’s numbers concerning the surface area of microforms (\(D_{S,0}\)), as noted by Balytska et al. (2023), which showcases a tendency to increase as the depth of cut grows. In this regard, it can be stated that the data on Renyi’s numbers for the areas and volumes of the surface of the microform complement each other, presenting a cohesive picture of fractal symmetry within the system.
The mentioned tendencies are observed in both steel and aluminum alloy milling. However, while this trend is quite distinct in the case of steel, the similar data for aluminum alloy present a more substantial degree of variation. It should be noted that in the case of the volumes of microforms \(D_{V,0}\), similar to what was previously observed for the number \(D_{S,0}\) (Balytska et al. 2023), a significant deviation of the experimental Renyi’s number value from the general tendency of its variation becomes apparent at small depths of cut (ap = 0.5 mm), as demonstrated in Fig. 4. As mentioned previously (Balytska et al. 2023), such an anomalous result is due to the increasing influence of oscillations within the workpiece-tool-machine system, whose contribution to the overall system entropy becomes more intense at a smaller depth of cut. The transition in the predominant oscillation types is expected to result in changes in the entropy components of Renyi’s numbers within the given range of cutting mode variations.
Figure 4 presents the data for Renyi’s number \(D_{V,0}\) alongside the results of similar calculations for Renyi’s number \(D_{V,1}\). The necessity of considering the behavior of this parameter was previously highlighted. It can be inferred from Fig. 4 that the parameter under consideration changes in a manner similar to that of \(D_{V,0}\). However, there is a significant quantitative difference between the values of the zero and the first Renyi’s number, as previously mentioned. It is observed that the slopes of the dependences \({\raise0.7ex\hbox{${\partial D_{V,0} }$} \!\mathord{\left/ {\vphantom {{\partial D_{V,0} } {\partial \,t}}}\right.\kern-0pt} \!\lower0.7ex\hbox{${\partial \,t}$}},{\raise0.7ex\hbox{${\partial D_{V,1} }$} \!\mathord{\left/ {\vphantom {{\partial D_{V,1} } {\partial \,t}}}\right.\kern-0pt} \!\lower0.7ex\hbox{${\partial \,t}$}}\) for materials vary, which is entirely expected. However, when comparing the mentioned values for the same material, it becomes evident that the respective derivatives, including the derivative for Renyi’s number regarding the surface volume of microforms \({\raise0.7ex\hbox{${\partial D_{S,0} }$} \!\mathord{\left/ {\vphantom {{\partial D_{S,0} } {\partial \,t}}}\right.\kern-0pt} \!\lower0.7ex\hbox{${\partial \,t}$}}\) (Balytska et al. 2023), are nearly equal to each other in absolute value. This alignment of the experimental outcomes was achieved during the construction of graphs using the least squares method.
Figure 5 presents the dependences of Renyi’s numbers \(D_{V,0}\) and \(D_{V,1}\) on the feed rate during face milling of steel and aluminum alloy.
A comprehensive analysis of the complete array of experimental results allows asserting the following. At significant feed rates, the obtained data, as anticipated, clearly demonstrate the tendency to produce a distinct non-planar surface, which is typical when utilizing “rigid, rough” cutting conditions. Naturally, in such cases, both Renyi’s numbers, namely \(D_{V,0}\), and \(D_{V,1}\), decrease as the feed rate increases, deviating further from the value of “three”. Fundamentally, there is an effect of achieving a more pronounced surface due to the increase in energy impact on the system during the cutting process.
Simultaneously, a notable deviation in the behavior of Renyi’s number dependences on the cutting conditions becomes evident at low feed rates, similar to low depths of cut (Fig. 4). This observation primarily pertains to the experimental results obtained for the smallest values of both feed (Fig. 5) and depth of cut (Fig. 4).
In the works by Balytska et al. (2023, 2017) during the analysis of Renyi’s numbers for the microrelief surface volume, it was demonstrated that the observed deviations can be attributed to the competitive interaction of long-wave periodic processes associated with the formation of surface relief through the action of the cutting edge of the tool, and short-wavelength processes induced by oscillations within the workpiece-tool-machine system. Simultaneously, the development of a distinct, artificially produced long-wavelength texture is observed at higher feed rates and depths of cut. These cutting conditions involve the removal of significant micro-areas of material, resulting in the formation of distinct traces (grooves) caused by the passage of the cutting edges. These traces, in turn, compromise the planarity of the machined surface, leading to increasing deviations of Renyi’s numbers \(D_{V}\) from the value of “three”. These modes correspond to rough machining conditions. This mentioned effect is notably observed in the decrease in Renyi’s numbers \(D_{V,0}\) and \(D_{V,1}\), as presented in Figs. 4 and 5.
As the feed rate and depth of cut decrease, i.e., when transitioning to finishing machining conditions (as shown in Figs. 4 and 5), the influence of the long-wavelength periodic relief on the fractal symmetry of the microform’s surface also decreases. In such a scenario, the impact of short-wave oscillations in the technological machining system becomes more prominent. This shift toward a new dominance of oscillations was observed by the authors in their previous works (Balytska et al. 2017, 2023) when analyzing the distribution of microform area on the specimen’s surface. This shift is manifested as a significant increase in the specimen’s surface area dimensionality specifically about parameter \(D_{S,0}\) from the feed rate at its lower values. Subsequently, as the feed rate increased, the discussed experimental relationship transitioned to another linear trend rather quickly. This line is characteristic of this type of self-similarity, which is associated with long-wave periodic processes, and is positioned below. It was reasonable to expect a similar transition in the considered dependences for Renyi’s numbers \(D_{V}\), which describe the volumetric characteristics of microforms. Figure 5 illustrates the opposite trend, considering only the experimental data for the smallest feed rates (25, 50 mm/min). The dependences related to the presence of fractal symmetry due to the predominant short-wave oscillations in the applied technological system under finishing conditions are depicted in Fig. 5 with dashed lines. To elucidate the physical factors contributing to these results, dedicated experimental analyses on the surfaces of specimens obtained under finishing cutting conditions using precision metal cutting equipment and various tooling are crucial.
Let us point out that the obtained dependences of Renyi’s numbers for the materials under study (as shown in Figs. 4 and 5), which exhibit significant differences in their physical and mechanical properties, behave similarly. This similarity is evidenced by consistent trends in fractal parameter changes. However, the slope values of the liner dependences for each of the materials turned out to be different. The dependences exhibit a steeper slope in the case of less hard material, namely an aluminum alloy. A similar trend in the variation of Renyi’s numbers dependences’ slopes on process parameters for different materials was previously observed by the authors of this study in Balytska et al. (2017) and (2023). It was only in Balytska et al. (2023) that this characteristic feature was highlighted when analyzing similar dependences for the distribution of elementary areas on their surfaces.
The outcomes obtained after analyzing Renyi’s numbers, for both the surface area microforms [Balytska et al. 2023] and their volumes, allow suggesting the following recommendations regarding the utilization of MFA for the specified purposes. To comprehensively analyze the material surface state under cutting conditions and provide conclusive suggestions, it is recommended to utilize the complete set of MFA parameters for both the surface areas and volume characteristics of surface microforms. It is only through their joint collaborative examination that we can identify the physical causes responsible for their formation and develop recommendations on how to correct surface properties. In cases where there are data limitations or a lack of a comprehensive dataset, insights into the distribution of surface microform areas can be more informative and therefore more valuable in the preliminary stages of research. Consequently, these outcomes should be obtained and prioritized for utilization in the selection of machining conditions when conducting MFA.
Another equally influential parameter in the MF spectrum affecting the volume of its surface microforms is the parameter of fractal ordering \(\Delta_{V}\). Data illustrating the relationship between this parameter and the feed rate as well as the depth of cut during face milling are presented in Figs. 6 and 7 for the two materials under consideration.

Dependence of the ordering parameter \(\Delta_{V}\) on the feed rate f (ap = 1 mm, n = 125 rpm)

Dependence of the ordering parameter \(\Delta_{S}\) on the depth of cut (f = 100 mm/min, n = 125 rpm)
The obtained results allow us to conclude that, in general, the width of the fractal spectrum (parameter \(\Delta_{V}\)) increases when transitioning to more energy-intensive machining conditions, as commonly encountered in rough milling operations. Specifically, the absolute width of the MF spectrum concerning the volume of its surface elements after machining is somewhat larger for less hard material, such as aluminum alloy. This is illustrated in Fig. 6.
A sharp narrowing of the MF spectrum regarding the volume of its surface elements is observed at a feed rate of f = 400 mm/min for both materials. This result contrasts with the linear dependences for smaller feed rates; however, it is analogous to the dependences seen in the MFA spectrum on the surface area of microforms (Balytska et al. 2023). This phenomenon can be explained by the formation of a surface periodic texture primarily as a trace produced by the tool’s cutting-edge passage, rather than by oscillations of the machining system itself.
Figure 7 illustrates the dependence of the ordering parameter on the depth of cut for each of the materials under study.
To obtain a comprehensive analysis, it is essential to consider an anomalous deviation in the experimental outcomes of the values of parameters \(\Delta_{V}\) at a small depth of cut (ap = 0.5 mm) and low feed rates from the overall linear trend observed in these dependences. A similar result has already been observed when examining analogous dependences for Renyi’s numbers at small feed values (Fig. 4). The presence of such characteristics in the broadening of the fractal spectrum also indicates a more significant contribution of oscillations from the machining system to the overall periodic pattern formed on the specimen’s surface microrelief.
It is also important to emphasize the relatively weak functional dependences of the MF spectrum width on the depth of cut observed for each of the materials. These findings can be explained within the context of geometric concepts regarding the formation of surface microrelief. When the cut depth varies and the feed rate remains constant, the fundamental periodic field remains largely unchanged, with alterations primarily affecting the surface microrelief component. This is reflected in the minor variation of Renyi’s numbers based on the depth of the cut.
Special attention should also be given to the relatively high typical value of the fractal ordering parameter which corresponds to a significant width of the fractal spectrum in the volumes of surface elements. The obtained data for this parameter present an average value of approximately 0.75. In contrast, a similar parameter does not exceed 0.35 for sufficiently smooth and homogenous surfaces of polycrystalline epitaxial film (Moskvin et al. 2016). It is reasonable to assume that such high values of the ordering parameter are a result of the periodic microrelief artificially created on the specimen’s surface during the cutting process.
5 Conclusion
In this study, the presence of the phenomenon of fractal symmetry and self-similarity within the volumes of microforms formed as a result of the face milling of samples made of C35 steel and aluminum alloy AA2024 has been for the first time quantitatively demonstrated. This has been achieved by applying developed MFA mathematical tools to surface image processing of the milled specimens, which distinguishes this work from previous research in the area. The MF spectra of the volumes of microforms formed on the specimen surface are calculated and analyzed for various cutting conditions (at depths of cut of 0.5–2.5 mm and feed rates of 25–400 mm/min).
The characteristic patterns of statistical sums for microform volumes as they depend on the reduced edge length of the elementary space cell in the coarse partition method for a given set of numbers provide the most compelling evidence for the presence of fractal symmetry within surface microform volumes. The experimental data form clear groupings along straight lines, with typical values of least squares correlation coefficients for the q values, generally exceeding 0.92. The presence of a linear correlation between the analyzed geometric parameters in logarithmic coordinates is the primary indication of self-similarity in the system. Furthermore, the analysis of the results of the MF characteristic functions demonstrates their alignment with their canonical forms. Fractal symmetry is observed even within a system whose fractal surface is periodic due to the action of the cutting tool edge.
It has been demonstrated that Renyi’s numbers and ordering parameters exhibit a strong correlation with the cutting conditions applied to materials with diverse properties. Specifically, Renyi’s numbers for microform volumes in MFA exhibit a decreasing trend as the depth of cut increases. This trend suggests that there is a reduction in the volume of microrelief elements as the depth of cut is increased.
At significant feed rates (100–400 mm/min), the obtained data clearly demonstrate the tendency to produce a distinct non-planar surface, which is typical when utilizing rough cutting conditions. In such a case, Renyi’s numbers decrease as the feed rate increases, deviating further from the value of “three”. Notably, a significant deviation in the behavior of Renyi’s number dependences on cutting conditions becomes evident at low feed rates (25–50 mm/min) and low depths of cut (0.5–1.0 mm). As the feed rate and depth of cut decrease, i.e., when shifting to finishing machining conditions, the impact of long-wavelength periodic relief on the fractal symmetry of the microform’s surface also decreases. Consequently, in such a scenario, the influence of short-wave oscillations in the technological machining system begins to occur.
The practical relevance of this study lies in obtaining quantitative dependences between the parameters of the multifractal spectrum of the surface microforms formed during the face milling of samples with varying cutting depths and feed rates. The analysis enables the identification of technological and physical factors responsible for the observed variations in surface fractal properties.
The application and advancement of MFA of images of milled surfaces will facilitate the utilization of quantitative MF parameters to describe various physical phenomena in the future. An illustrative physical property where the precise measurement of microrelief element area and volume is crucial is the wetting angle of surfaces. Consequently, this work establishes a foundational framework for further research in this domain.
Data availability
Data sets generated during the current study are available from the corresponding author on reasonable request.
References
Balytska N, Kryzhanivskyy V, Melnychuk P, Moskvin P, Rudnitskyi V (2017) Multifractal analysis of the surface relief of planes formed after face milling. In: Proceedings of the 17th international scientific and technical seminar: Modern problems of production and repair in industry and transport, February 20–24, 2017, Svaliava–Kyiv, Ukraine, 29–30
Balytska N, Penter L, Ihlenfeldt S, Kryzhanivskyy V, Melnychuk P, Moskvin P (2023) Multifractal parameterization of a periodic surface microrelief formed at the face milling. 1. The distribution of elements area of surface relief. Multiscale Multidiscip Model, Exp Des. https://doi.org/10.1007/s41939-023-00160-1
Balytska N, Kryzhanivskyy V, Melnychuk P, Vyhovskyi H, Moskvin P (2024) The multifractal analysis of periodic surface relief of parts after face milling. In: Advanced Manufacturing Processes V. InterPartner 2023. Lecture notes in mechanical engineering. Springer, Cham, pp 117–126. https://doi.org/10.1007/978-3-031-42778-7_11
Feder J (1988) Fractals. Springer, New York. https://doi.org/10.1007/978-1-4899-2124-6
Mao H, Jiao L, Yi J, Peng Z, Liu Z, Yan P, Wang X, Gao S (2017) Surface quality evaluation in meso-scale end-milling operation based on fractal theory and the Taguchi method. Int J Adv Manuf Technol 91(1–4):657–665. https://doi.org/10.1007/s00170-016-9708-8
Moskvin P, Kryzhanivskyy V, Rashkovetskyi L, Lytvyn P, Vuichik N (2014) Multifractal parameterization of space forms on surfaces of ZnxCd1-xTe-Si(111) heterocompositions and its relationship to the conditions of layer synthesis. Russ J Phys Chem 88(8):1375–1381. https://doi.org/10.1134/S0036024414080196
Moskvin P, Kryzhanivskyy V, Lytvyn P, Rashkovetskyi L (2016) Multifractal spectrums for volumes of spatial forms on surface of ZnxCd1−xTe–Si (111) heterostructures and estimation of the fractal surface energy. J Cryst Growth 450:28–33. https://doi.org/10.1016/j.jcrysgro.2016.05.035
Moskvin P, Balytska N, Melnychuk P, Rudnitskyi V, Kyrylovych V (2017) Special features in the application of fractal analysis for examining the surface microrelief formed at face milling. EEJET 2(1–85):9–15. https://doi.org/10.15587/1729-4061.2017.96403
Mukhopadhyay A, Barman M, Sahoo P (2019) Optimization of fractal dimension of turned AISI 1040 steel surface considering different cutting conditions: fractal dimension of turned steel surface. IJSEIMS 7(2):19–33. https://doi.org/10.4018/IJSEIMS.2019070102
Vstovsky GV (1997) Transform information: asymmetry breaking measure. Found Phys 27(10):1413–1444. https://doi.org/10.1007/BF02551520
Yao B, Imani F, Yang H (2018) Markov decision process for image-guided additive manufacturing. IEEE Robot Autom Lett 3(4):2792–2798. https://doi.org/10.1109/LRA.2018.2839973
Zuo X, Zhu H, Zhou Y, Yang J (2017) Estimation of fractal dimension and surface roughness based on material characteristics and cutting conditions in the end milling of carbon steels. Proc Inst Mech Eng, Part b: J Eng Manuf 231(8):1423–1437. https://doi.org/10.1177/0954405415598275
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
NB and PM: main authors, conceptualization, review, manuscript preparation, conducting the experiments. LP and SI: theory validation, examining and analysis of empirical results. VK and LP: methodological development. OM and VS: overall analysis, detailed review, and editing. The manuscript was written by the contribution of all authors. All authors discussed and reviewed the results and approved the final version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Balytska, N., Penter, L., Kryzhanivskyy, V. et al. Multifractal parameterization of a periodic surface microrelief formed at the face milling. 2. Distribution of elements volume of surface relief. Multiscale and Multidiscip. Model. Exp. and Des. 7, 1781–1791 (2024). https://doi.org/10.1007/s41939-023-00295-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41939-023-00295-1