
Abstract
The multifractal analysis (MFA) of the spatial microform area formed on the surface of steel C35 and aluminum alloy AA2024 at the face milling was implemented. The input information for the MFA was micro-images of the machined workpiece surface. Multifractal (MF) spectra and their main parameters are calculated for the surface of samples machined at various cutting conditions. Renyi’s numbers and fractal ordering parameters were chosen as the most informative MF parameters describing the surface structure. It is shown that the MF functions of the system correspond to their canonical forms. Quantitative relationships between the parameters of MF spectra for the surface area of microforms formed during machining surfaces of steel and aluminum alloy workpieces and the cutting conditions were obtained. The physical processes that are responsible for the formation of the observed MF spectra on the surface of the workpieces depending on feed and depth of cut at the face milling were discussed. The developed computational technique can be used to describe and analyze the state of spatial fractal structures formed on the surface of other materials.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Obtaining high-quality surfaces with the given parameters of surface relief are one important aspect in the mechanical processing of materials. Therefore, obtaining quantitative data on the surface topography after processing is an important practical task. An important theoretical problem, closely related to the previous one, is the choice and subsequent application of special mathematical methods for describing and obtaining quantitative characteristics of particular surface relief.
The traditional approach for obtaining quantitative characteristics of the periodic surface relief is associated with using harmonic analysis (Harte 2001; Constantoudis et al. 2022). Despite significant progress in the implementation of this mathematical approach, it is based on a series of harmonic functions (Fourier series) that have low rates of convergence. The latter makes the problem mathematically quite cumbersome and rather complicated. The authors’ experience in solving boundary problems, such as thermal conductivity and diffusion, shows that artificially limiting the number of terms in the Fourier series and ignoring its high-order terms leads to significant errors in the results and distorts the interpretation of the physical phenomena.
Methods based on the theory of power series and on the fractal treatment of the structure of the system can partially eliminate these difficulties. Indeed, it is quite possible that the use of the approach, when fractional dimensions are introduced into consideration to describe the geometry of a micro space, will subsequently make it possible to theoretically describe many phenomena that are difficult to interpret in the framework of classical geometric concepts.
Indeed, mathematical expressions, which are the result of statistical processing of experimental results and which contain power functions with fractional exponents, are widely used for choosing cutting conditions of materials. These mathematical expressions can reflect the appearance of fractal properties in the interacting workpiece-tool system. This situation stimulates the use of the fractal concept to describe the processes occurring during the cutting of the materials. Therefore, one of the natural expectations from the fractal geometry application to the description of the interaction zone between the tool edge and the workpiece should be considered the possibility of explaining the appearance of fractional degrees in the empirical formulas for calculating the cutting process characteristics.
One of the approaches to the problem of mathematical description of the state of the surface of a part is associated with the use of fractal analysis (FA) methods. Indeed, the use of simple mathematical expressions to describe complex geometric shapes observed experimentally on the surface of samples is unlikely to lead to success. At the same time, it does not seem rational to ignore the influence of the appearance of other symmetry forms, namely fractal ones, on the formation of the final mechanical and thermodynamic properties of the surface at the precision level of their studies.
The FA method for describing the periodic surface relief after face milling was used by the authors in Moskvin et al. (2017), Balytska et al. (2017). The use of standard software for calculating the fractal characteristics of the part surfaces of steel C35 and aluminum alloy AA2024 made it possible to discuss the particularities of applying fractal analysis to the description of a periodic surface relief, which is caused by the cyclic act of tool teeth on the workpiece and to calculate the fractal parameters of the surfaces.
At the same time, it is hardly reasonable to hope that the use of the Hausdorff dimension only will be sufficient for a complete description of the complex shape of the surface relief. In this regard, the use of MFA to describe such a complex surface, when the system is characterized by a whole spectrum of Renyi's numbers, may be preferable.
2 Literature review
According to the authors’ data, the pioneering works on the use of MFA in metal science should be recognized as a set of articles Vstovsky (1997), Mandelbrot et al. (1984), Majumdar and Tien (1990), Falconer (1990) apparently. This approach made it possible to calculate the parameters of the fractal state of the metal fracture surface. The latter, in its essence, meant the implementation of the so-called MF parameterization of this surface. At the same time, the MF parameterization was performed only for the analysis of plane cross-sections of the spatial surface relief. In this case, these sections were chosen arbitrarily on the photographic image of the workpiece surface and the spatial pattern of the relief was not taken into account. Such simplified modeling of the geometry of a real surface has led to the fact that the MF spectra of the system are difficult to interpret physically. The foregoing, first of all, refers to the values of Renyi’s numbers, which turned out to be less than “2” when describing the area of a non-planar, rough surface at the micro level. Naturally, Renyi’s numbers, which describe the dimension of the area of a non-planar, developed, loose surface, from general considerations, should be greater than two.
Presently, there are a small number of publications devoted to the development and application of MFA to the description of part surfaces after machining (He et al. 2010; Talu et al. 2021). The main discussion in these works is concentrated both on equipment issues and features of obtaining high-quality micro-images of the surface after machining, and on the analysis of various methods of preliminary processing the initial information for its subsequent correct application in the FA or MFA methods. The problems of obtaining high-resolution photographs for their subsequent mathematical processing are mainly solved using modern equipment and photographic methods. The problems of photography processing to obtain quantitative information about the surface state after the cutting process require a more specific discussion.
So in Talu et al. (2021) the MF method was used for the description of the surfaces of cylindrical bars from synthetic quartz after their ultrasonically machined. The surface profile analyzed in Talu et al. (2021) could not be interpreted as periodically strictly regular, since the tool in this type of processing does not leave sufficiently deep and distinct tracks of its movement along the workpiece surface. Therefore, the periodic wave perturbations of the surface profiles associated with this process are not clearly observed. At the same time, all the obtained surface reliefs were characterized by their profile quasi-periodicity. It is a consequence of the oscillatory nature of the cutting process itself, which, first of all, is determined by the periodical and mutual movements of the cutting tool and workpiece during machining. Naturally, this component of oscillatory processes is set by the cutting conditions and the mechanical properties of the interconnected machine-tooling-cutting tool-part system.
Experimental confirmation of the existence of a relationship between the fractal parameters of the relief after machining and the properties of the material of the part can be found by conducting a comparative analysis of the data from Talu et al. (2021) and He et al. (2010). So in He et al. (2010) the MF spectra from the surface of a carbon-based composite material were obtained and the relationship between the parameters of such a spectrum and the topography of the machined surface was found. At the same time, experimental data (Talu et al. 2021; He et al. 2010) were obtained for materials with fundamentally different mechanical properties and other methods of mechanical processing. Therefore, the direct transfer of the obtained quantitative results of fractal analysis for the surface state to the description of the processing of other materials and by other technological methods is unlikely to be justified. Indeed, the fact that the mechanical properties of the part material largely determine the values of the surface fractal parameters is currently undeniable now. In the absence of fundamental studies on the search for the influence of the machined material properties on the features of the formation of the parts’ surface micro profile, the implementation of its fractal description should be recognized as an important step in solving this problem. Certainly, the accumulation of experimental results and data from their processing by various modern mathematical methods can create an appropriate basis for such studies.
Regarding the influence of cutting conditions on roughness and the corresponding fractal characteristics of the surface, the articles (Zuo et al. 2016; Mukhopadhyay et al. 2019; Petropoulos et al. 2006) should be highlighted among the most information-intensive works in this scientific section. Thus, in Zuo et al. (2016), a study of the steel parts surface obtained by turning was made. It should be noted that in these works, the length of the surface profile line was chosen as the initial parameter for fractal parameterization. There is no doubt that the material surface profile at the micro level can be considered a fractal mathematical characteristic. At the same time, the choice of such a system parameter for its fractal parameterization does not seem to be entirely successful. However, it is not entirely clear in which physical models of the cutting process this parameter can be used. In addition, it is necessary to control and set the direction of the profile measurement relative to the tool feed direction during the experiments. The noted circumstances may be a reflection of the difficult-to-interpret effect found in Zuo et al. (2016), namely an increase in the part surface roughness, while the fractal dimension of the surface profile simultaneously decreases. Similar effects are also reported in Mukhopadhyay et al. (2019), Petropoulos et al. (2006), when the maximum fractal dimension corresponds to the minimum value of the roughness parameter \(R_{{\text{a}}}\). In addition, the authors of Petropoulos et al. (2006) failed to find a significant relationship between the fractal dimension and the surface roughness of the part after turning. Therefore, they do not recommend using fractal analysis to describe the surface profile after machining. As the possible reason for this, in our opinion, premature conclusion, we can point out at least the following.
In effect, the fractal dimension of the length of the surface profile line was in the range from 1.05 to 1.43 in the mentioned studies. It means that the fractal dimension was calculated on the base of the analysis of two-dimensional (plane) profile images and did not take into account the entire spatial pattern of the relief. At the same time, the data (Niu et al. 2018) can partially substantiate the negative result obtained for the existence of a direct correlation between the surface fractal parameters of the part and the cutting conditions.
The data (Niu et al. 2018) can partially explain the negative result obtained when looking for a direct relationship between the surface parameters of the part and the cutting conditions. So the use of fractal analysis to describe the surface area after turn-milling made it possible to detect the relationship between the fractal dimension of the surface area and the processing conditions. It should be noted that the results (Niu et al. 2018) are also well interpreted in the framework of the modern provisions of the theory of cutting. There is a similar situation with the use of the fractal method to describe the part surfaces from various materials after end milling (Mao et al. 2017; Zuo et al. 2017).
The importance of choosing a geometric parameter of a system for its fractal parameterization is pointed out by the authors of Moskvin et al. (2014). In this case, the priority in choosing the geometric parameter of the system is given to the surface area of the part after its machining. In addition (Liu et al. 2021), the fractal dimension of the machined surface area is even recommended for use as an additional parameter in describing the surface relief of a composite material (SiCp/Al) after milling, along with Sq.
The authors of Namazi et al. (2019) point out the need to obtain reliable data on the fractal dimensions of the geometric parameters of microforms on the surfaces of parts after machining. These parameters are used in the analysis of cutting forces, which determine the quality of the machined surface. The possibility of such use of FA results stimulates extensive research in this direction.
The principal feature of the surface relief of parts obtained by cutting is its periodicity, which is associated with the cyclical nature of the cutting process itself. This means that the part surface in this case is formed by the imposition of a periodic field due to the cutting tool passage, and vibrations associated with oscillatory interaction in the machine tool-cutting tool-workpiece technological system. Naturally, in this case, the main surface pattern, as a rule, is determined by the first of these components, which is the dominant one.
In a situation where one of the oscillations is dominant, it is not an easy task to separate and describe the second oscillation process with the given accuracy. In Zuo et al. (2016) the solution to the task of identifying the relief component associated with the oscillatory nature of the cutting process itself was carried out by subtracting from the experimental profile of the Fourier series harmonics, causing the main long-wave oscillations. At the same time, the use of the Fourier series in calculations with their low rate of convergence involves the use of a significant number of terms to achieve the required accuracy of calculations. Therefore, the approximation obtained in Moskvin et al. (2014, 2016) may not have the accuracy necessary for subsequent fractal analysis, even despite the significant computational costs and difficulties in its implementation.
It should be added to the mentioned above that the subtraction of vibrational harmonics, of course, will allow excluding the dominant vibrations type from consideration. However, such an approach will in no way exclude harmonics of oscillations from the modernized relief, which appear due to the interaction of the main oscillation with other oscillatory processes that exist in the entire technological system. Therefore, the method associated with the preliminary transformation of the initial profile of the surface relief did not use in the present article. The task of a fractal description of a complex periodic field formed by several oscillatory processes was solved by choosing this size of a photographic image (its scale), where both long-wave oscillations from the tool passage and short-wave oscillations of the technological system. This approach, despite the simplicity of its implementation, will reflect the combined action of all oscillatory processes.
In a series of the authors’ works Moskvin et al. (2014, 2016), MFA was used to describe the state of the semiconductor materials surfaces. In the developed software special attention was paid to the correctness of the input data formation for the implementation of the MFA. The input data for the calculations were the approximation results of both the real surface area and the nanoforms volumes. The availability of such software opens up the prospects for carrying out MFA of the surface after face milling.
Thus, the purposes of this work are
-
1.
Obtaining photo images of the surface of the sample after face milling under specified technological conditions and which are suitable for subsequent application of MFA to them.
-
2.
Calculate the MF spectra from the surface area of microforms that formed on samples of steel 35 and aluminum alloy AA2024 after face milling.
-
3.
Find the relationship between the MF parameters of the surface of the samples and the conditions for the formation of the surface with such parameters. Reveal the technological and physical reasons responsible for the observed variations in the fractal properties of surfaces.
3 Implementation of the MFA for parameterization of the surface area
The fundamental position in the MFA application to the description of the part surface state is the specific choice of that physical parameter which mostly fully characterizes it and is subject to fractal parameterization.
Among the possible geometric parameters of the spatial forms formed on the milled surface and the determination of which corresponds to the purpose of calculating the physical characteristics of the system, the surface area of the sample at its micro level was chosen. It is this parameter of the system that formed the base set of the measure in the implementation of the MFA. Such a clear identification of a physical parameter will allow using the quantitative information obtained about it in a further comparative analysis of the surface’s state.
The implementation of the MFA method was carried out in accordance with the standard procedure (Moskvin et al. 2014, 2016). The input information for the MFA of the milled surface area was obtained from micrographs.
The generation of the measure of each cell of the space was carried out by dividing the space covering the base set of the measure into \(N\) cells. As a cell measure \(\nu_{i}\), the relative value of the surface area that fell into a given splitting cell was taken,
where \(S_{i}\) is the area that falls within the selected elementary cell of space. \(S\) is the area of the all analyzed surface, found from the data of its spatial image.
The calculation of the areas of elementary cells was carried out by approximating the digital image of a real surface by the triangulation method.
The search for the parameters of the MF spectra was carried out by the coarse partitions method according to the standard procedure (Feder 1988; Moskvin et al. 2014, 2016). In this case, the generalized correlation function was formed for given size cells,
where \(l_{{\text{k}}}\) is the normalized current length of the cube edge used at the current step in the coarse partitions method. Changing the cell scale in the calculations (the cube size increasing) was carried out according to the dependence \(l_{{{\text{k}} + {1}}} = l_{k} \cdot 2\), k = 1, 2, 3,…,K; \(q\) is a magnifying number in MFA.
If there is fractal symmetry in the analyzed physical system, the dependence \(\ln Z\left( {q,l_{k} } \right)\) on \(\ln \,l_{k}\) should be a set of points that are grouped along a straight line. The calculation of the linear regression parameters between the specified system parameters was carried out by the least squares method for each of the selected parameter \(q\) values. The data on the linear regression coefficient became the basis for calculating all the functions that represent the MF spectrum of the system (Moskvin et al. 2014, 2016). All these functions were calculated numerically.
In this work, the developed computer software is used to calculate the MF parameters for the area at micro level on parts surfaces of steel C35 and aluminum alloy AA2024, which were obtained by face milling.
4 Experimental technique and features of surface imaging obtaining
Specimens for research were obtained by dry face milling on a vertical milling machine 6P12. An indexable face milling cutter with four five-sided hard alloy inserts (coated with titanium nitride) had a diameter of 40 mm. The cutting inserts were changed after each 35 mm pass.
To demonstrate the applicability of MFA to describe the spatial microrelief of different products, samples were selected whose materials have significantly different mechanical properties. The machined specimens were plates made of normalized steel C35 and aluminum alloy AA2024 after heat-treating and aging. Their chemical compositions and mechanical properties are specified in Tables 1 and 2.
It is logical that the surface microrelief, as a periodic trace of the tool's cutting edge across the machined surface, depends primarily on the feed rate and depth of cut. The feed rate determines the distance between the traces along the surface and the depth of cut determines their height. The constant parameters in the studies were chosen as the cutting speed V = 130 m/min (125 rpm), the variable parameters of the surface cutting process where the depth of cut ap (0.5… 2.5 mm) and the feed f (25…400 mm/min) (see Table 3).
The digital camera Sunny P5v04a Raspberry Pi Model B + was mounted directly on the microscope XS-2610 MICROmed. The surface was photographed in reflected light. Uniformity of lighting of the specimen surface was ensured using a set of LEDs, which were located evenly on a ring holder around the sample. This design of the illuminator ensured the minimum possible amount of shadowing from the relief peaks and distortions of the true surface picture. The conditions for taking the images were chosen such that the entire scope of the surface relief was in the focus of the photo, and each relief part was photographed at the same microscope magnification. These conditions made it possible to minimize the grayscale distortion effect when obtaining the photographic surface image in the visible range of the spectrum with a few microns resolution.
The MFA processing obtained photographs characterized by sufficiently distinct surface fragments where there were no significant deviations in the periodic field of the surface topography.
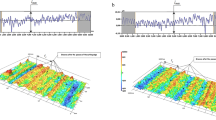
Figures 1 and 2 show photographs of the microstructure of the specimens’ surface obtained for various feeds and depths of cut. The coordinate axes X, Y lie on the sample surface, and the Z axis is directed normally to the surface. The presented images were processed by MFA methods using the developed software to search for relationships between the surface state parameters and the cutting conditions.

Micrographs of the specimens surface of steel C35 after face milling with a constant feed f = 100 mm/min and different depths of cut

Micrographs of the specimens surface of alloy AA2024 after face milling with a constant feed f = 100 mm/min and different depths of cut
The data presented in Figs. 1 and 2, together with surface photographic from Moskvin et al. (2017), which correspond to milling modes with a variable feed rate, form the entire set of experimental results taken into account and which were proceeding by MFA.
5 Results and discussions
The approach described above made it possible to calculate the MF spectra and parameters for the images shown in Figs. 1 and 2. In accordance with the recommendations (Moskvin et al. 2014, 2016; Feder 1988), the Renyi’s numbers \(D_{0}\) and the fractal order parameter (degree of fractal symmetry breaking)\(\Delta_{q \to \infty } = D_{1}^{{}} - D_{q \to \infty }\) were chosen as the most informative MF parameters describing the surface structure. The typical value of the parameter \(q\) usually did not exceed \(q\)= 80 in the calculations of this work. The performed calculations showed that for the images obtained in the work, containing a number of pixels not more than 300, an increase in the parameter \(q\) by more than 80 led to a change in the values of each subsequent Renyi dimension \(D_{q + 1}\) by less than 10–4.
The performed calculations of the MFA characteristic functions \(\tau \left( q \right)\),\(f\left( \alpha \right)\),\(D\left( q \right)\) in accordance with Moskvin et al. (2014, 2016), Feder (1988) showed that they correspond to their canonical forms. This means that the sequence of Renyi's numbers is decreasing and the function \(f\left( \alpha \right)\) has a characteristic maximum. It is important to note that when processing photographic images of the surface obtained under different conditions, not a single result was obtained that would be described by the so-called pseudospectrum for Renyi's numbers. Such spectra are characterized by \(D_{0} \le D_{1} \le \cdots \le D_{q}\), i.e., the discussed sequence of Renyi dimensions increasing, and the probability density function for fractal dimensions \(f\left( \alpha \right)\) has an obvious minimum. With the help of developed program, such spectra were obtained only if a measure \(\nu_{i}\) was generated in a situation where a plane section of the image is used as the basic set. In this case, the surface relief is taken into account by logical zeros and ones, which corresponded to the location of the real surface below and above the selected level. This result allows an assumption to be made about the importance of the stage at which the choice of the measure generation method is made. Indeed, incorrect execution of this stage of calculations can lead not only to a quantitative difference in the values of the MF parameters of the system but also to change the very course of the MF characteristic functions.
Useful physical information about the distribution of area in a system can be extracted by considering the behavior of functions \(Z\left( {q,l_{k} } \right)\). So Fig. 3, for example, shows the dependence of generalized correlation functions for set values of parameter \(q\) on the reduced length of the cell edge in the method of coarse partitions. It should be noted that for negative and zero values of \(q\), the functions are descending, while for positive values of q correlation functions increase. Such behavior of these functions follows directly from their definition in accordance with formulas (1–3). On Fig. 3 shows that the experimental data are clearly grouped along the corresponding straight lines. The typical values of the correlation coefficients in the least squares method for values of \(q\) < 4, as a rule, exceeded 0.9, naturally varying from sample to sample. Sufficiently high values of the correlation coefficients in the considered linear dependencies for various values of the parameter q are weighty proof of the presence of fractal symmetry and the phenomenon of self-similarity in the system. It also follows from the above results that it is the MF spectrum that is typical for the surfaces under consideration, and it is its analysis that seems promising for the mathematical description of such systems.

Dependences of generalized correlation functions \(Z\left( {q,l_{k} } \right)\) on \(l_{k}\) for the micro image presented in Fig. 1c (steel C35, f = 100 mm/min, ap = 1.5 mm, V = 130 m/min)
It seems useful to compare the values of the most informative Renyi's numbers, namely the numbers \(D_{0}\), \(D_{1}\) and \(D_{2}\), which were obtained in the calculations. It is known (Harte 2001; Feder 1988) that within the framework of the multifractal formalism they are, respectively, Hausdorff’s \(D_{0}\), information \(D_{1}\) and correlation \(D_{2}\) dimensions of the system. The numerical values of these parameters are the final results of the MFA application to describe the research object state.
A comparative analysis of the numerical values of the Renyi’s numbers obtained in the present work for q = 0, 1, 2 shows that it values differ slightly from each other. This is confirmed by the following example. When milling aluminum alloy AA2024 with a cutting depth of 1.0 mm and a feed rate of 100 mm/min, the values of the discussed Renyi's numbers are, respectively: \(D_{0}\) = 2.696, \(D_{1}\) = 2.682, \(D_{2}\) = 2.675, and for the same cutting conditions for steel C35 – \(D_{0}\) = 2.736, \(D_{1}\) = 2.714, \(D_{2}\) = 2.695. It is important to note that this situation does not contradict the MFA theory [5, 6]. However a priori, before the calculations, it was assumed that the differences between Renyi’s numbers \(D_{0}\), \(D_{1}\) and \(D_{2}\) would be more substantial. At the current stage of calculations, this situation can apparently be explained by the use in the method of coarsened partitions of initially very small cells, which were parameterized the surface quite accurately already at \(q = 0\). Therefore, taking into account the MFA statistical basis and, accordingly, the accuracy of determining the indicated values, the authors of the given paper can assume the possibility of using each of these parameters in further comparative and thermodynamic analysis.
It is necessary to note that the magnitudes of Renyi’s numbers \(D_{0}\), \(D_{1}\) and \(D_{2}\) exceed “two” in magnitude. This result corresponds to the solution to the problem of finding the dimension of the surface, which is non-planar, developed, and loose at the micro level.
The obtained quantitative data on the MF parameters of the specimen surface make it possible to search for it relationships with the cutting conditions. The set of such relationships between Renyi's numbers \(D_{0}\) and the fractal ordering parameter \(\Delta_{80}\) for various cutting modes are shown in Figs. 4, 5, 6 and 7. The data in Fig. 4 show the relationship between Renyi's numbers (Hausdorff dimension) and depth of cut at constant feed (f = 100 mm/min.). Figure 5 shows the evolution of mentioned parameters for the specimen surface at the variable feed and the constant depth of cut (ap = 1 mm). Straight lines on the graphs were drawn by averaging the experimental dependences of MF parameters under consideration on the corresponding cutting conditions using the least squares method. For comparison, the results of the fractal analysis applied to the machined surfaces from Moskvin et al. (2017), Balytska et al. (2017) are also presented there. These data have been some adjusted in relation to those published earlier. Such a correction was necessary because in the authors’ works Moskvin et al. (2017); Balytska et al. (2017), the cube method was used to approximate the real surface of the part (Gwiddion software). Recall that in this work, this procedure was performed by the triangulation method. It is important to note that the triangulation method provides much higher approximation accuracy compared to the cube method. Therefore, this method was preferred in our calculations. According to direct calculations of the Hausdorff dimension for the same input data using the compared methods, it can be found that the value of such a correction is at the level of + 0.065, which is quite significant. The use of this correction enabled the authors to reasonably compare the MFA results obtained in the work with the data of Moskvin et al. (2017).

Influence of the depth of cut on fractal parameters \(D_{S0}\) (the Renyi’s number in MFA and the Hausdorff dimension in FA)

Influence of the feed on Renyi’s number \(D_{S0}\) (the Renyi's number in MFA and the Hausdorff dimension in FA)

Influence of the feed f on the ordering parameter \(\Delta_{{\text{S}}}\) in MFA (ap = 1 mm, n = 125 min−1)

Influence of the depth of cut ap on the ordering parameter \(\Delta_{{\text{S}}}\) in MFA (f = 200 mm/min, n = 125 min−1)
Concerning the general tendencies of dependences presented in Figs. 4, 5, their global interpretation seems understandable. Obviously, with an increase in both the feed and the depth of cut, take place a transition from the soft cutting conditions characteristic of surface finishing to the hard ones typical of roughing. This means that as the feed and depth of cut increase, the roughness (the “development”) of the studied surface increases also. It becomes more and more non-planar and its first Renyi's numbers (\(D_{0} \approx D_{1} \approx D_{2}\)) rise.
Such a trend in variations of the fractal dimensions of the machined surfaces is most clearly observed in the dependence for Renyi's numbers on the depth of cut than on the feed rate (Figs. 4, 5). Indeed, the grouping of the obtained data both in accordance with the MFA and the FA from Moskvin et al. (2017) along the corresponding lines is observed for the dependence of Renyi's numbers on the depth of cut quite clearly.
The appearance of such a clear dependence is fairly easy to interpret. An increase in the depth of cut at a constant feed does not change the parameters of long-wave oscillations of the surface relief, since they are formed by traces from the passage of the cutting tool along the part surface, and therefore, do not significantly affect the configurational entropy of the surface. At the same time, an increase in the depth of the cut leads to a rise in the surface area, because the lateral surface area of the groove increases. This makes the surface more developed and has the effect of magnification the Renyi number, which becomes more and more deviated from the number "2". It is worth noting that such a trend is observed both in the face milling of steel and aluminum alloy. However, if for steel this trend is quite distinct, then similar data for aluminum alloy are characterized by a more significant scatter.
The data in Figs. 4 and 5 allow a comparison of the results of calculating Renyi's numbers found in accordance with the MFA with the Hausdorff dimensions calculated in Moskvin et al. (2017). This comparison shows that these results are quite close to each other while maintaining the general trends in the variations of these dependencies. This confirms the reliability and applicability of the developed MFA computational program for describing the surface state with a periodic relief. At the same time, the observed differences in the absolute values of the surface parameters point to the need for indicating both the methods for calculation of the fractal spectra parameters and the description of the experimental methods for obtaining photographic images for subsequent fractal analysis in each particular case.
More complex dependencies of Renyi's numbers are observed when the process variable is the feed rate. Such data are presented in Fig. 5. In addition to the MFA results, new data on using FA for the dependence under discussion and obtained by the method of Moskvin et al. (2017) are also given. A general analysis of the whole set of results allows the following conclusions to be drawn. The data obtained, as expected, quite clearly illustrate the increase of the dimensions for the surface area at low feed rates. This reflects the effect of an increase in the energy impact on the system with the formation of large areas with a developed surface that is formed after cutting. At the same time, a further increase in the feed led to a sharp decrease in Renyi's numbers and a significant deviation of the obtained results from the previously observed straight lines.
From geometric considerations, the noted effect can be explained by the following considerations. The fractal analysis of the surface relief (Moskvin et al. 2017; Balytska et al. 2017) showed that its geometry is formed mainly by the superposition of long-wave periodic processes associated with the passage of the tool edge, and short-wave ones, due to oscillations of the entire machine–tooling–cutting tool–part processing system.
At the same time, it can be assumed that as the feed rate increases, a greater number of cutter passes begin to appear in the photograph. The latter means that a new, artificially created and, of course, the self-similar structure begins to form on the surface of the sample. In this case, only 1–2 traces from the cutting tool passage get into the image for processing by the program.
Due to strict periodicity, this structure begins to play a predominant role compared to the short-wavelength structure. The new long-wavelength structure observed at high feed rates has a smaller surface area compared to the surface area that is formed by the short-wavelength vibrations. The transition to a new type of dominant oscillations was reflected in a rather sharp decrease in the dimension for the specimen micro surface area, or, in other words, in the transition of the analyzed dependence to another straight line, which is characteristic of this type of self-similarity and which is located lower. Dependences corresponding to the stated hypothesis for steel and aluminum alloy are also shown in Fig. 5 by corresponding straight dotted lines. It should be also noted that the considered dependences of the Renyi's numbers on the feed rate at low values, calculated using the MFA and FA, correlate well with each other on absolute value (Fig. 5).
An important parameter of the system fractal spectrum is the parameter of fractal ordering \(\Delta_{{\text{S}}}\). Data on the dependence of this parameter on the feed rate during face milling for the two materials in question are shown in Fig. 6. The results obtained show that, in general, in the transition to more energy-intensive processing modes, which are typical for rough milling, the width of the fractal spectrum (parameter \(\Delta_{{\text{S}}}\)) increases. At the same time, for a less hard material (aluminum alloy) the absolute width of the MF spectrum from the elements of its surface is slightly bigger (Fig. 6). Thus, the trends in changing these surface parameters with increasing feed rate are approximately the same for materials with significantly different mechanical properties. The last statement followed from Fig. 6, which shows an almost parallel position of the two dependences under consideration.
A sharp narrowing of the MF spectrum observed at high feeds should be recognized as one of the confirmations of the previously stated hypothesis about the mechanism of the surface relief formation as a consequence of the imposition of two oscillatory processes. This applies to the position of the experimental data on the parameter \(\Delta_{S}\) for f = 400 mm/min for both steel and aluminum alloy (Fig. 6). Actually, these data are in sharp disagreement with the practically linear dependence observed for small feed rates.
The dependences of the ordering parameter \(\Delta_{{\text{S}}}\) on the depth of cut are shown in Fig. 7 for each of the materials. The observed rather weak functional dependences of the MF spectra width on the depth of cut can be explained within the framework of the same geometric concepts as follows. With a variation in the depth of cut, when the feed remains constant, the main periodic field practically does not change. The changes mainly concern only the components of the surface relief, associated with oscillations of the all-processing system. This is reflected in a slight variation of both the Renyi's numbers depending on the depth of cut, compared with a similar dependence on the feed rate, and the corresponding parameters \(\Delta_{{\text{S}}}\).
It should also be noted that the typical values of the fractal ordering parameter \(\Delta_{{\text{S}}}\) are relatively high, which corresponds to a significant width of the fractal spectrum of the machined surface. In fact, the obtained data on this parameter show its typical value at the level of 0.65, while for sufficiently high-quality and homogeneous surfaces of a polycrystalline epitaxial film, the same parameter does not exceed 0.35 (Moskvin et al. 2014). Since such high values of the ordering parameter are observed for all the studied cutting modes, it is most likely that the observed effect reflects the features of the face milling process, namely, significant periodic fluctuations in cutting forces. Such oscillatory phenomena can be intensified under the influence of the run out of the technological system elements, inaccuracies in their installation, tool wear, and other factors. Apparently, the decrease in the parameters \(\Delta_{{\text{S}}}\), i.e. narrowing the fractal ranges for geometric microform that are found on the surface, can lead to the formation of more planar surfaces with higher quality.
6 Conclusions
The MFA method was applied to surface image processing of the specimens made of steel C35 and aluminum alloy AA2024 after face milling. The MF spectra are calculated and analyzed from the surface area of geometric microforms formed on the sample surfaces during machining. Conclusions can be drawn as follows:
-
The kind of dependences of generalized correlation functions \(Z\left( {q,l_{k} } \right)\) for a set of values of parameter q on the reduced length of the cell edge in the method of coarse partitions was analyzed. Sufficiently high values of the correlation coefficients for various values of parameter q allow asserting the presence of fractal symmetry and self-similarity in the system. It is the MF spectrum that is typical for the surfaces under consideration, and it is the MFA that seems to be a promising method for describing such systems.
-
Data on the relationship between the MF parameters for the samples surface and the feed rate and the depth of cut was obtained. It is shown that Renyi's numbers and order parameters are in close correlation with the cutting modes for both materials. As the feed and depth of cut increase the roughness of the milled surface increases also, it becomes more non-planar and therefore Renyi's numbers rise. This trend is changing the fractal dimensions of the machined surfaces is most clearly observed in the dependence of Renyi's numbers on the depth of cut than on the feed rate.
-
It has been hypothesized about the physical processes that are responsible for the formation of the MF spectra obtained for the samples surface area, depending on the cutting conditions. It is shown that the micro geometry of the surface relief is formed mainly due to the superposition of long-wave periodic processes associated with the passage of the cutting tool edge and short-wave processes associated with natural vibrations of the entire system of the cutting machine.
-
With an increase in the feed rate, a new artificially created self-similar structure begins to form on the surface. This structure begins to play a predominant role compared to the short-wavelength structure on total surface fractal structure formation. The transition to a new type of dominant oscillation is reflected in a rather sharp change in values of Renyi's numbers for the sample surface micro area and on a change in the slopes of the dependences of the surface fractal parameters on the conditions of the face milling.
Data availability
The data that support the findings of this research are available from the corresponding author upon reasonable request.
References
Balytska N, Kryzhanivskyy V, Melnychuk P, Moskvin P, Rudnitskyi V (2017) Multifractal analysis of the surface relief of planes formed after face milling. In: Proceedings of the 17th International Scientific and Technical Seminar: Modern problems of production and repair in industry and transport, February 20-24, 2017, Svaliava–Kyiv, Ukraine, pp 29–30
Constantoudis V, Ioannou-Sougleridis I, Dimou A, Ninou A, Chatzichristidi M, Makarona E (2022) A symmetry-based approach to the characterization of complex surface morphologies: application in CuO and NiO nanostructures. Micro and Nano Engineering 16:100148. https://doi.org/10.1016/j.mne.2022.100148
Falconer KJ (1990) Fractal geometry mathematical foundation and application. Wiley, New York
Feder J (1988) Fractals. Springer US, New York. https://doi.org/10.1007/978-1-4899-2124-6
Harte D (2001) Multifractals: theory and applications. Chapman and Hall/CRC, New York. https://doi.org/10.1201/9781420036008
He W, Wang Y, Zhao F, Zhou P (2010) Evaluation method for 3D topography of CFRP cutting surfaces based on multifractals spectrum and wavelet. In: MACE 2010, pp 2354–2357
Liu J, Cheng K, Ding H, Chen S (2021) An investigation of influence of cutting parameters on three-dimensional surface topography in micromillingSiCp/Al composites. Proc Inst Mech Eng Part B J Eng Manuf 235(5):829–838. https://doi.org/10.1177/0954405420971098
Majumdar A, Tien CL (1990) Fractal characterization and simulation of rough surfaces. Wear 136(2):313–327. https://doi.org/10.1016/0043-1648(90)90154-3
Mandelbrot BB, Passoja DE, Paullay AJ (1984) Fractal character of fracture surfaces of metals. Nature 308:1571–1572
Mao H, Jiao L, Yi J, Peng Z, Liu Z, Yan P, Wang X, Gao S (2017) Surface quality evaluation in meso-scale end-milling operation based on fractal theory and the Taguchi method. Int J Adv Manuf Technol 91(1–4):657–665. https://doi.org/10.1007/s00170-016-9708-8
Moskvin P, Kryzhanivskyy V, Rashkovetskyi L, Lytvyn P, Vuichik N (2014) Multifractal parameterization of space forms on surfaces of ZnxCd1-xTe-Si(111) heterocompositions and its relationship to the conditions of layer synthesis. Russ J Phys Chem 88(8):1375–1381. https://doi.org/10.1134/S0036024414080196
Moskvin P, Kryzhanivskyy V, Lytvyn P, Rashkovetskyi L (2016) Multifractal spectrums for volumes of spatial forms on surface of ZnxCd1−xTe–Si (111) heterostructures and estimation of the fractal surface energy. J Cryst Growth 450:28–33. https://doi.org/10.1016/j.jcrysgro.2016.05.035
Moskvin P, Balytska N, Melnychuk P, Rudnitskyi V, Kyrylovych V (2017) Special features in the application of fractal analysis for examining the surface microrelief formed at face milling. EEJET 2(1–85):9–15. https://doi.org/10.15587/1729-4061.2017.96403
Mukhopadhyay A, Barman M, Sahoo P (2019) Optimization of fractal dimension of turned AISI 1040 steel surface considering different cutting conditions: fractal dimension of turned steel surface. IJSEIMS 7(2):19–33. https://doi.org/10.4018/IJSEIMS.2019070102
Namazi H, Farid AA, Chang TS (2019) Decoding of the relation between fractal structure of cutting force and surface roughness of machined workpiece in end milling operation. Fractals 27(4):1950042. https://doi.org/10.1142/S0218348X19500543
Niu Z, Jiao L, Chen S, Yan P, Wang X (2018) Surface quality evaluation in orthogonal turn-milling based on box-counting method for image fractal dimension estimation. Nanomanuf Metrol 1(2):125–130. https://doi.org/10.1007/s41871-018-0015-x
Petropoulos G, Bouzid W, Pandazaras C, Dramalis D (2006) Fractal geometry of metal surfaces obtained by turning. Mater Technol 21(3):163–169. https://doi.org/10.1179/mte.2006.21.3.163
Talu S, Guzzo PL, Astinchap B, Ghanbaripour H (2021) Multifractal analysis of ultrasonically machined surfaces of cylindrical quartz crystals: The effect of the abrasive grits. Surf Topogr Metrol Prop 9:045051. https://doi.org/10.1088/2051-672X/ac459c
Vstovsky GV (1997) Transform information: a symmetry breaking measure. Found Phys 27(10):1413–1444. https://doi.org/10.1007/BF02551520
Zuo X, Zhu H, Zhou Y, Ding C, Sun G (2016) Development of fractal dimension and characteristic roughness models for turned surface of carbon steels. Fractals 24(4):1650042. https://doi.org/10.1142/S0218348X16500420
Zuo X, Zhu H, Zhou Y, Yang J (2017) Estimation of fractal dimension and surface roughness based on material characteristics and cutting conditions in the end milling of carbon steels. Proc Inst Mech Eng Part B J Eng Manuf 231(8):1423–1437. https://doi.org/10.1177/0954405415598275
Acknowledgements
This work was supported by the Volkswagen Foundation's Funding Program.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
NB and PM: main authors, conceptualization, review, manuscript preparation, conducting the experiments. LP and SI: theory validation, examining and analysis of empirical results. VK: methodological development. PM: overall analysis, detailed review and editing. The manuscript was written by the contribution of all authors. All authors discussed and reviewed the results and approved the final version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Balytska, N., Penter, L., Ihlenfeldt, S. et al. Multifractal parameterization of a periodic surface microrelief formed at the face milling. 1. The distribution of elements area of surface relief. Multiscale and Multidiscip. Model. Exp. and Des. 6, 561–572 (2023). https://doi.org/10.1007/s41939-023-00160-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41939-023-00160-1