
Abstract
Friction stir processing (FSP) is the most effective severe plastic deformation process for creating materials with very fine grains and good properties. The target of the present research is to investigate the influence of FSP on the microstructure and mechanical properties of homogenized 2024 aluminum alloy with and without rare-earth (RE) and thermomechanically treated conditions (TMT). The rare-earth elements used were Ce and La in the form of a master alloy containing (50% Ce + 50% La). The casting of 2024 aluminum alloys, both with and without (Ce + La), was carried out using the conventional stir cast technique. Part of the obtained alloys was homogenized, whereas the other part was thermomechanically treated (TMT). The homogenized 2024 material was exposed to FSP with multiple passes (one, two, and three) to obtain the suitable pass number. After that, the best pass number was performed on the 2024 aluminum alloy refined with RE (Ce + La) and TMT materials. The microstructures in different conditions (homogenized and stir friction) were examined by optical and scan microscopes attached with EDS and Map analyzer. At the same time, a tensile test was conducted to assess the mechanical properties. The findings indicated that the microstructures were significantly refined after adding RE (Ce + La) or applying the TMT technique. Whereas, the microstructures were greatly improved after applying FSP to both conditions. Ultra-fine grains were observed for both TMT and RE-containing alloys after FSP. On the other hand, the results of mechanical properties were significantly increased after applying multiple passes of FSP. The optimum results were obtained when two passes of stir friction were applied to the TMT alloy condition.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Friction Stir Processing has become an increasingly popular method of surface modification for enhancing the surface and mechanical properties of metals.1 It is considered a severe plastic deformation technique that evolved from Friction Stir Welding.2,3,4 Being a cold-forming process, the enhancement of strength using FSP will be better and free of any thermal damage. As an eco-friendly and solid-state surface technique, FSP is used in a wide range of industries such as automotive, energy, aerospace, aviation, and shipping.5 Also, it has been established as a grain refining approach that produces microstructures with extremely fine grains and high grain boundary (GB) misorientations.6,7,8 In FSP, a workpiece is inserted, and a rapidly rotating headpin is then moved across the workpiece directly on the top surface.9,10,11 Contact between the revolving tool and the sample causes heat to be generated.11,12,13 The resulting heat decreases the workpiece deformation resistance and transforms the metal near the tool to a softened state.11 Depending on processing conditions, tool geometry, and processed material, the rotating headpin's mechanical stirring action severely plastically deforms the softened workpiece by causing it to travel in quite intricate pathways around the tool.6,12,14 Then, dynamic recrystallization (DRX) resulting from severe plastic deformation causes a grain refinement in workpiece material.6,10,12 FSP has the ability to produce fine, equiaxed, completely recrystallized grains with sizes ranging from nano to micro.6 According to the Hall–Petch relation, the effective way to increase mechanical properties is grain refining. In addition, UFG materials display the superplasticity needed to produce parts with intricate designs.12
2024 alloy is among the greatest significant damage-tolerant aluminum alloys frequently utilized in the aerospace industry to make fuselage panels, tanks, and tiny structural components.15,16,17 Therefore, fabricating complex shapes from this alloy will be facilitated by achieving UFG, especially at high strain rates.18 It was reported that at a similar temperature and strain rate, the FSP material had a higher ductility value than those of the parent one, and its stir zone grain size was 3.9 µm.2,18 Also, it was claimed that FSP produced a 20% increase in tensile strength, with a slight loss in the yield strength relative to the raw alloy.2 Meanwhile, many researchers14 used a bottom-up technique to optimize the parameters of the process in order to produce material that was free of defects and had a strength of 93% of the base material. Their findings included analyses of the size of grains and precipitates using SEM, mechanical characteristics, and residual stress analysis. They also investigated the texture evolution and microstructure through single and multiple-pass FSP. According to their findings, DRX was the predominant mechanism that provided an average 4-5 µm equiaxed grain size at the stirred area. At the same time, particle-stimulated nucleation was an implicated mechanism of nucleation.
Grain refinement is often used to improve the strength and plasticity of the aluminum alloys and for grain sizes of the product above the nano-level. Refining the grains can improve the dislocation density and increase the strength of the material.19 In general, grain refinement plays a major role in improving the castability, mechanical properties, and corrosion behavior of the cast and wrought Al-alloys. Grain refinement can be achieved by one of these techniques: (i) thermal methods such as increasing cooling rate; (ii) chemical methods such as the addition of some elements that work as grain-size refiners promoting nucleation and obstructing growth; (iii) mechanical methods that include mechanical methods performed during the casting process, or mechanical methods implemented after casting process.20
Thus, understanding the effect of FSP on microstructure features and its impact on the mechanical properties of aluminum alloys. It was focused great attention in this research on investigating the influence of applied FSP with multiple passes on the microstructure and mechanical characteristics of 2024 in different conditions (homogenized alloy with and without RE (Ce and La), and TMT).
Experimental Procedure
Casting Procedure
Al–Cu–Mg (Type 2024) alloy with and without RE elements was cast using a conventional stir-casting procedure. 2 Kg of commercial materials were Melted in an electrical resistance furnace. The melting process was operated in a crucible fabricated from silicon carbide at 720 °C while using argon as a protective atmosphere. Rare earth elements (50% Ce-50% La) were added in the form of master alloy slices (about 1 mm thick) at the bottom of the crucible. To ensure the complete dissolution of necessary alloying elements, the melt was stirred using a mechanical stirrer (EUROSTAR digital IKA-WERKE) that was previously heated to 300 °C. The velocity of the stirrer increased gradually from 0 to 900 rpm for 10 min. A photograph of the stir-casting setup is shown in Figure 1. The melt temperature was maintained at 720 °C. The molten alloy was periodically skimmed before being poured into a 240*200*20 mm ductile cast iron mold that was already preheated to 250 °C. The pouring temperature was approximately 720 °C. The chemical analysis of obtained alloys is reported in Table 1. Finally, the obtained alloys were subjected to homogenization treatment at 500 °C for 4 hours and then, cooled in air.

Photograph of the stir casting setup.
Friction Stir Process
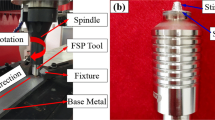
Part of the homogenized 2024 Al alloy was thermomechanically treated. At the same time, the other part was subjected to FSP in the air with different passes (one, two, and three passes) to obtain a suitable pass number condition. After that, the obtained pass condition was performed on the 2024 aluminum alloy modified with (Ce and La) rare earth elements and also on the TMT alloy condition. The homogenized plates were sectioned into 150 mm x 100 mm x 4 mm plates for FSP using a wire-cutting machine. The plates were processed using a vertical milling machine at a fixed distance. The cylindrical pin profile of the H13 (52 HRC) steel processing tool had a flat surface. The pin has dimensions of 4 mm diameter, 5 mm height, and 18 mm diameter shoulder, Figure 2a. A shoulder with a zero-tilt angle was used. 80 mm/min tool’s travel speed and 1000 rpm rotational speed were used in this work. The headpin was inserted into the workpiece until the sheet’s top surface was in contact with the shoulder of the headpin. The rotation axis of the tool was perpendicular to the workpiece’s top surface. A linear path was followed by the tool. Each pass was carried out with 100% overlap. During FSP, the multi-pass technique was employed to introduce uniform deformation to the stir zone. In the first pass, the pin was rotated clockwise, and anticlockwise in return pass. The linear path of the tool was carried out along the whole length of the plate, and the second pass was subjected completely to all the stir zone area. Then, the plate was cooled to room temperature in the air. Figure 2b revised the schematic of the FSP used in this study, Figure 2c shows the FSP equipment with a sample, and Figure 2d shows the sample prepared.

(a) Tool of FSP, (b) FSP schematic, (c) FSP equipment with a sample, and (d) sample prepared.
Microstructure Characterization
For microstructural observations, specimens from homogenized plates 2024 with and without RE (Ce and La) elements and TMT were subjected to a metallographic procedure. Meanwhile, cutting was applied on FSP samples perpendicular to the traverse direction of the tool. The specimens were polished and ground according to standard metallographic procedures. Then, the samples in different conditions (homogenized, TMT, and stir friction) were etched with Kroll’s reagent (192 ml H2O, 6 ml HNO3, and 2 ml HF). The metallographic studies were executed using optical and scan microscopes, and phase analyzer EDS spectroscopy. The average grain size of each sample was measured by the linear intercept method. X-ray diffraction analysis for 2024 alloys with and without RE elements was carried out using an “X, PERT PRO” machine with a Cu Kα target.
Tensile Testing
Tensile samples were taken away from homogenized alloys with and without RE (Ce and La) addition and TMT alloy. The FSP tensile samples, however, were taken from the processed zone parallel to its longitudinal axis. So, the specimen gauge length must be from the stir zone. Wire-cutting machine was used to fabricate these specimens. Figure 3a and b provides the tensile specimen's dimensions and schematic of the longitudinal tensile test specimen. Figure 3c represents the position of a tensile sample on the stir zone. The tensile tests were performed at room temperature. A testing apparatus with a 10 KN capacity and a constant cross-head speed of 0.3 mm/min was used in this work.

Schematic illustration of (a) tensile specimen used in this work, (b) specimen preparation from friction stir processed zone, and (c) the position of a tensile test specimen on stir zone.
Results and Discussion
Microstructure Examination
Microstructure of Base Metal
The surface of homogenized plates 2024 with and without RE (Ce and La) was prepared for microstructure examinations. Optical and SEM micrographs of homogenized plate surface 2024 aluminum alloy are shown in Figure 4. The microstructure mainly displays coarse grains of α-solid solution matrix (the bright contrast) along with intermetallic phases. These intermetallic phases are precipitated at grain boundaries (GB) and have different morphologies (the dark contrast). Some of these intermetallic phases (Al2Cu and Al2CuMg) have a coarse plate-like morphology. Meanwhile, Chinese script morphology is recognized in the phase containing Fe. The average grain size is about 55 µm. A fine microstructure is observed by adding Ce and La RE elements. Also, as shown in Figure 5, fine precipitates at GB are indicated. At the same time, the AlCuMgRE-containing phase is recognized in the shape of plates. The typical grain size is approximately 30 µm. On the other hand, the microstructure of the TMT, Figure 6, appears as elongated grains parallel to the direction of rolling. While the morphology of plate-like precipitates was completely changed to fine particles. The XRD analysis of this alloy indicates the presence of these intermetallic phases, Figure 7.

Homogenized alloy (a) Optical, (b) SEM.

Homogenized alloy with RE elements (Ce and La) (a) Optical, (b) SEM.

TMT alloy condition (a) Optical, (b) SEM.

XRD pattern of the (a) 2024 homogenized sample and (b) Alloy refined with Ce and La RE elements.
Macro- and Microstructure After FSP
Figure 8 shows the surface of the processed sample After FSP passes. After processing, samples are extracted from the surface of the stir-processed zone for microstructure examination (Figure 8a at location 1). Figure 8b shows the macrostructure of the cross section perpendicular to the tool traverse direction of the specimen. It was observed that the processed zone is clearly visible. A confined boundary of the processed zone distinguishes it from other regions. It can be shown that the depth of the stir zone is approximately 1.5 mm.

(a) Friction stir processing of the sample, (b) macrograph of FSP region.
The microstructure underwent a significant change during the FSP, as shown by Figures 9, 10, and 11. As seen in Figure 9, the parent material's coarse grains have been replaced by nearly equiaxed fine grains after the first pass of the FSP. The tool pin rotates at the material surface during FSP. The mixture has to flow around the tool pin as a result of the stirring action. During the action of the traverse tool, the materials move to the back of the pin and cause plastic deformation. As the tool moves across the surface of the workpiece, the alloy is subjected to severe breaking, and the precipitates are redistributed beneath the tool.21 While, compared to the base metal, the microstructure after the second pass, Figure 10, reveals an increased number of small recrystallized grains and a significant amount of GB precipitations. These findings suggest that severe plastic deformation at the tool-work interface occurred, which caused DRX in the processed sample’s stir zone and produced fine grains.22,23 The formation of the equiaxed grain structure after FSP is attributed to the dissolving and quicker re-precipitation of second-phase particles and Al2CuMg precipitates in this alloy, as well as to their homogeneous distribution along the GBs.14,24 Despite the fact that the temperature created by FSP is much higher than is required for aberrant grain growth to occur, this prevents grains from growing any further.14 After the third pass, Figure 11, the microstructure still consists of equiaxed and fine recrystallized grains compared with the homogenized alloy. Little coarsening is recognized in the microstructure rather than in the two-pass condition. The relatively high temperature produced as a result of the contact between the sample and tool shoulder is the cause for the higher volume fraction of precipitates that follow FSP.

Homogenized alloy after one pass FSP, (a) Optical, (b) SEM.

Homogenized alloy after two passes FSP, (a) Optical, (b) SEM.

Homogenized alloy after three passes FSP, (a) Optical, (b) SEM.
After applying the optimum two-pass friction stir process on the alloy modified with RE (Ce and La) and TMT, Figures 12 and 13, respectively, the microstructures of the given alloys were significantly improved, and UFG size was generated through the FSP (grain size ranges from 5 to 8 µm). Following FSP, throughout the matrix, fine secondary particles are homogeneously distributed. The fine particle size ranges from 1 to 4 µm for RE and TMT alloys after FSP. It was reported that FSP breaks down the coarse secondary phases into ultra-fine particles through severe plastic deformation. Thus, it recommends FSP as a highly effective microstructure refinement technique.24

Alloy with RE elements after two passes FSP, (a) Optical, (b) SEM.

TMT alloy condition after two passes FSP (a) Optical, (b) SEM.
The study led to the conclusion that multi-pass FSP refines the microstructure with small variations in grain size and a considerable quantity of GB precipitation. It was reported that FSP passes significantly affect the distribution of grain structure and precipitates. DRX in the processed region, along with the accumulation of heat due to multiple FSP passes, led to a notable rise in equiaxed grain sizes featuring high-angle grain boundaries. Grain size improvement is greatly influenced by multi-pass FSP.25 However, the fine-scale particles can still be observed.
Mapping Analysis
Figure 14 displays the mapping analysis results for various elements, including Al, Cu, Mn, Mg, and Fe, as well as their distribution in various alloys both before and after the FSP. These maps showed that these elements were distributed heterogeneously before the FSP. Following FSP, there was a noticeable improvement in the distribution of these alloying elements. The uniform distribution of the various elements was clearly visible. The FSP tool caused the matrix to deform plastically and mixed the different elements, producing their uniformity in the stir region.26 Optimum uniform dissolved elements distribution was produced through the two-pass FSP of the alloy refined with (Ce + La) and the TMT alloy. Iron-contained phases were clearly dissolved and uniformly distributed through the alloy.

Mapping of elements, (a) Homogenized 2024, (b) Two pass FSP 2024 alloy, (c) Homogenized alloy refined with RE, (d) Two pass 2024 alloy with RE, (e) TMT alloy, (f) TMT alloy after two pass FSP.
EDS Analysis
Figure 15 shows the EDS analyses for different alloy conditions. It was noted that, EDS analysis of the parent material and stir zone shows that the chemical composition complies with the requirements of Table 1. As is evident, coarse S-phase precipitates can be identified as a result of higher concentration of Al, Cu, Mg and Mn elements in homogenized alloys. S-phase precipitates in two-pass as well as three-pass FSP specimens appear finer in the microstructure. These particles are created as a result of the Guinier–Preston (GP-zone) dissolving and re-precipitating in the base alloy during the FSP approach.25 The homogenized alloy containing (Ce + La) has (AlCuMgMnCe, La) and Fe containing phases with Chinese script and plate like morphologies.



EDS analysis for (a) and (b) Homogenized alloy, (c) Homogenized alloy after two pass FSP, (d), (e) and (f) Homogenized alloy with RE elements (g) Alloy with RE elements after two pass FSP, (h) TMT alloy, (i) TMT alloy after two pass FSP.
After FSP, more homogeneity in the distribution of the alloying elements is clearly evident, especially in alloy refined with (Ce + La) after two passes. It can be concluded that the alloying elements dissolute during FSP and then re-precipitate as one phase with different composition.
Tensile Properties
Figure 16 displays yield strength (YS) and ultimate tensile strength (UTS) of homogenized and FSP alloys. The FSP tensile samples were taken from the stir processed zone in longitudinal direction (Figure 2b). The tensile test results are the average of three test specimens. For 2024 homogenized alloy, the YS and UTS were 92 and 147 MPa, respectively (Table 2). After FSP, the tensile properties significantly improved. After one-pass FSP, the YS and UTS increased with ratio up to 30 % and 72% more than the homogenized alloy, respectively. Meanwhile, after two passes of FSP, UTS experienced a twofold increase compared to the homogenized material, whereas the YS increased by up to 53%. It was demonstrated that the improvement was occurred due to grain refinement in the microstructure with increases the passes number. On the other hand, after three passes of FSP, even though the tensile properties are significantly improved compared to they were in the homogenized condition, the UTS decreased by 13%, while YS decreased by 28% compared with the two passes condition. The elongation percent of homogenized and FSP alloys is shown in Figure 17. The homogenized alloy has 4.5% elongation. The ductility significantly increased under the FSP conditions. After one-pass FSP, the elongation increased to 8%. The elongation increased to 16% after two FSP passes, which was threefold higher than that of homogenized one. On the other hand, after three passes of FSP, although there is a significant improvement in the elongation value than the homogenized alloy, the elongation decreased to 12% compared with the two-pass FSP condition. The reduced value of UTS, YS and ductility for homogenized condition were mainly a result of coarse grains and the grain boundary secondary phases. It was noted that multi-pass FSP improved mechanical characteristics. This enhancement was credited to both homogeneous multi-pass processed regions and uniformly fine precipitate distribution in the matrix. It was demonstrated that the tool rotation speed significantly influences mechanical properties and microstructure refinement as a result of higher heat input, causing the rotating tool pin’s softening and intense stirring action. This causes better grain refinement, leading to improved mechanical properties.27,28,29,30 According to Mishra et al.31, FSP increases strength and elongation by decreasing the porosity content of the homogenized sample. While GP-precipitates dissolution and coarse S-phase formation are the causes of decreasing UTS, YS, and ductility in the three-pass sample compared to the two-pass FSP sample. It should be observed that the three-pass sample exhibits greater effects of GP-precipitation dissolution and coarsening of S-phase particles than two passes specimen. This may be related to heat input resulting through FSP in three passes sample. According to Bousqet et al.32, the reduction in hardness during the FSP of Al 2024 alloy is related to S-phase coarsening. Adding Ce and La to the 2024 alloy resulted in increasing the tensile properties. Compared with the conventional alloy, the UTS, YS and elongation increased by 6, 15 and 33%, respectively. The grain refinement occurred due to addition of Ce and La additives can be attributed to the grain growth restriction by RE additives in solid solution. The RE elements act as nucleation sites leading to grain growth inhibiting. The fine precipitates not only affect the diffusion of the atom in the alloy but also restrict the movement of the interfaces. Thus, it will act as an obstacle for the grain to grow. Grain boundaries are effective delphinium to the dislocation motion, and therefore small grained materials will have higher grain boundaries density per unit volume.20 Thus, the decreasing of grain size leads to increasing the tensile strength. After the application of FSP, a substantial enhancement in tensile properties was achieved. YS increased by 47% while UTS and elongation increased up to 2 times compared with the alloy before FSP. This enhancement in mechanical properties is due to the maximum refining in microstructure and the modification of the morphological of the Chinese script and plate-like phases. On the other hand, TMT condition reveals the maximum tensile properties. The UTS and YS increased by 76 and 30%, respectively, and increased more than 6 times for ductility compared with the conventional alloy. Meanwhile, the UTS and YS increased by 46 and 58 %, respectively, while ductility decreased compared with the alloy before FSP. The presence of fine-sized particles in the microstructure resulting from FSP is responsible for the enhancement in tensile properties.

UTS and YS for different alloy conditions.

Elongation for different alloy condition.
Conclusions
The current investigation carefully examines the multi-pass FSP effect on microstructure and mechanical characteristics of 2024 aluminum alloy with and without (Ce + La) or applying TMT technique. The conclusions are outlined as follows:
-
1.
Incorporating RE (Ce + La) elements into the alloy or employing TMT leads to microstructure refinement and improved mechanical properties.
-
2.
FSP significantly enhances the microstructure, precipitate morphologies, and mechanical properties of homogenized aluminum 2024 alloy, regardless of whether RE addition or TMT alloy is utilized.
-
3.
The microstructure refinement in the processed zone is prominently observed with two passes of FSP, featuring a finer structure and a more even distribution of alloying elements.
-
4.
The mechanical properties are improved by two passes of FSP. This improvement is a result of the uniform processed region achieved through multi-pass FSP and the even dispersion of ultra-fine precipitates within the matrix.
-
5.
The optimum combination of microstructure and mechanical properties is revealed for the TMT alloy after applying two passes FSP technique.
Data Availability
On reasonable request, the corresponding author will provide the information supporting the study’s conclusions.
References
J. Joel, P. Jeyapandiarajan, A. Xavior, R. Harshitha, R. Sreekumar, P. Raju, Surface modification of hBN reinforced aluminum alloy Al 2024 through friction stir processing. J. Phys. Conf. Ser. 2198, 012047 (2022). https://doi.org/10.1088/1742-6596/2198/1/012047
M. Regev, S. Spigarelli, Study of mechanical, microstructural and thermal stability properties of friction stir processed aluminum 2024-T3 alloy. Kovove Mater. 57, 229–236 (2019). https://doi.org/10.4149/km-2019-4-229
N. Sun, D. Apelian, Friction stir processing of aluminum alloy A206: part II- tensile and fatigue properties. Int. J. Metalcast. 13(2), 244–254 (2019). https://doi.org/10.1007/s40962-018-0268-6
S. Caizhi, L. Hui, W. Feng et al., Study on the microstructure and mechanical properties of ZrB2/AA6111 particle-reinforced aluminum matrix composites by friction stir processing and heat treatment. Int. J. Metalcast. (2023). https://doi.org/10.1007/s40962-023-01029-2
I.G. Papantoniou, P. Karmiris-Obratański, B. Leszczyńska-Madej, D.E. Manolakos, The effect of friction stir processing on the hydrogen susceptibility of AA5083 specimens after hydrogen cathodic charging. Int. J. Adv. Manuf. Technol. 125, 4399–4413 (2023). https://doi.org/10.1007/s00170-023-10971-8
N. Sun, D. Apelian, Friction stir processing of aluminum alloy A206: part I- microstructure evolution. Int. J. Metalcast. 13(2), 234–243 (2019). https://doi.org/10.1007/s40962-018-0263-y
A.P. Agrawal, M.A. Ali, S. Rathore et al., Mechanical properties of friction stir processed B4C/Gr-reinforced hybrid composite fabricated through stir casting method. Int. J. Metalcast. (2023). https://doi.org/10.1007/s40962-023-01078-7
M.K. Abbass, J.G. Abdulkader, Effect of friction stir processing on microstructure and mechanical properties of TIG welded aluminum alloy 2024-T3. Test Eng. Manag. 83, 7222–7234 (2020)
M.K. Abbass, N.A.B. Sharhan, Optimization of friction stir processing parameters for aluminum alloy (AA6061-T6) using Taguchi method. Al Qadisiyah J. Eng. Sci. 12, 1–6 (2019). https://doi.org/10.30772/qjes.v12i1.580
V. Sharma, S. Kumar, Y. Dewang et al., Post-processing of stir casted Al–Si12Cu metal matrix composite by friction stir processing. Int. J. Metalcast. 16, 1985–1994 (2022). https://doi.org/10.1007/s40962-021-00737-x
M.K. Abbass, N.A. Baheer, Effect of SiC Particles on microstructure and wear behavior of AA6061-T6 aluminum alloy surface composite fabricated by friction stir processing, in 3rd International Conference on Engineering Sciences, IOP Conference Series: Materials Science and Engineering, vol 671 (2002), p. 012159
Y.J. Kwon, I. Shigematsu, N. Saito, Production of ultra-fine grained aluminum alloy using friction stir process. Mater. Trans. 44(7), 1343–1350 (2003)
A. Mamgain, A.P. Singh, V. Singh, Welding investigation on AA6063-T6 aluminium alloy during friction stir welding process. J. Kejuruter. 35(2), 411–419 (2023). https://doi.org/10.17576/jkukm-2023-35(2)-12
N. Nadammal, S.V. Kailas, S. Suwas, A bottom-up approach for optimization of friction stir processing parameters; a study on aluminium 2024-T3 alloy. Mater. Des. 65, 127–138 (2015). https://doi.org/10.1016/j.matdes.2014.09.005
P. Ashwath, J. Joel, H.G.P. Kumar, M.A. Xavior, A. Goel, T. Nigam, M. Rathi, Processing and characterization of extruded 2024 series of aluminum alloy. Mater. Today Proc. 5, 12479–12483 (2018)
H.J. Choi, B.H. Min, J.H. Shin, D.H. Bae, Strengthening in nanostructured 2024 aluminum alloy and its composites containing carbon nanotubes. Compos. Part A 42(10), 1438–1444 (2011). https://doi.org/10.1016/j.compositesa.2011.06.008
A. Djili, B. Bezzazi, N. Zioui, M. Haboussi, Effect of natural aging on the tensile properties and the toughness of friction stir welds of 2024-T3 aluminum alloy. J. Adv. Join. Process. 8, 100153 (2023). https://doi.org/10.1016/j.jajp.2023.100153
I. Charit, R.S. Mishra, High strain rate superplasticity in a commercial 2024 Al alloy via friction stir processing. Mater. Eng. A 359, 290–296 (2003). https://doi.org/10.1016/S0921-5093(03)00367-8
S. Liu, T. Zhao, J. Fu, Q. Zu, Development of inoculants for aluminum alloy: a review. Materials 16, 5500 (2023). https://doi.org/10.3390/ma16155500
A.A. Al-Bakoosh, J. Idris, Impact of rare earth elements Ce and Pr addition on grain refinement of AA5083 alloy. J. Chem. Technol. Metal 53(5), 916–923 (2018)
A.I. Abdel-Aziz, A.S.A. AbouTaleb, Z.M. El-Baradie, A.I.Z. Farahat, Effect of friction stir processing on the microstructure and mechanical properties of A384 aluminum alloy. Key Eng. Mater. 786, 23–36 (2018). https://doi.org/10.4028/www.scientific.net/KEM.786.23
M.V.N.V. Satyanarayana, A. Kumar, Effect of heat treatment on AA2014 alloy processed through multi-pass friction stir processing. J. Phys. Conf. Series 1240, 012077 (2019). https://doi.org/10.1088/1742-6596/1240/1/012077
K. Li, X. Liu, Y. Zhao, Research status and prospect of friction stir processing technology. Coatings 9, 129 (2019). https://doi.org/10.3390/coatings9020129
V. Patel, W. Li, A. Vairis, V. Badheka, Recent development in friction stir processing as a solid-state grain refinement technique: microstructural evolution and property enhancement. Crit. Rev. Solid State Mater. Sci. 44(5), 376–425 (2019). https://doi.org/10.1080/10408436.2018.1490251
D. Ghanbari, M.K. Asgarani, K. Amini, F. Gharavi, Influence of heat treatment on mechanical properties and microstructure of the Al2024/SiC composite produced by multi–pass friction stir processing. Measurement 104, 151–158 (2017). https://doi.org/10.1016/j.measurement.2017.03.024
Z.Y. Ma, Friction stir processing technology: a review. Metall. Mater. Trans. A 39(3), 642–658 (2008). https://doi.org/10.1007/s11661-007-9459-0
A. Devaraju, A. Kumar, A. Kumaraswamy, B. Kotiveerachari, Influence of reinforcements (Sic and Al2O3) and rotational speed on wear and mechanical properties of aluminum alloy 6061-T6 based surface hybrid composites produced via friction stir processing. Mater. Des. 51, 331–341 (2013). https://doi.org/10.1016/j.matdes.2013.04.029
O.S. Salih, H. Ou, W. Sun, D.G. McCartney, A review of friction stir welding of aluminum matrix composites. Mater. Des. 86, 61–71 (2015). https://doi.org/10.1016/j.matdes.2015.07.071
H.J. Liu, H. Fujil, K. Nogi, Friction stir welding characteristics of 2017-T351 aluminum alloy sheet. J. Mater. Sci. 40, 3297–3299 (2005)
R. Moshwan, F. Yusof, M.A. Hassn, S.M. Rahmat, Effect of tool rotational speed on force generation, microstructure and mechanical properties of friction stir welded Al–Mg–Cr–Mn (AA 5052-O) alloy. Mater. Des. 66, 118–128 (2015). https://doi.org/10.1016/j.matdes.2014.10.043
R.S. Mishra, Z.Y. Ma, Friction stir welding and processing. Mater. Sci. Eng. 50(1–2), 1–78 (2005). https://doi.org/10.1016/j.mser.2005.07.001
E. Bousquet, A. Poulon-Quintin, M. Puiggali, O. Devos, Relationship between microstructure, microhardness and corrosion sensitivity of an AA 2024-T3 friction stir welded joint. Corros. Sci. 53, 3026–3034 (2011). https://doi.org/10.1016/j.corsci.2011.05.049
Acknowledgements
This research was financially supported by CMRDI Fund, Egypt, Project Grant No. ID: 1/2022-2023. The authors thank everyone who contributed to conducting the experiments for this research, Prof. Ahmed Ismail Plastic Deformation dept., Eng. Ahmed Abdel-Meguid, and technician Mahmoud Shehata Non-Ferrous dept CMRDI.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There are no conflicts of interest, according to the authors.
Ethical Approval
None of the authors of this article conducted any studies on animals. Furthermore, none of the authors' studies involving human subjects are included.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
El-Shorbagy, R.M., El-Baradie, Z.M. & Abdel-Aziz, A.I. Microstructure and Mechanical Properties of 2024 Aluminum Alloy with and Without Rare-Earth and Thermomechanical Treatment After Multi-pass Stir Friction Processing. Inter Metalcast 18, 2508–2524 (2024). https://doi.org/10.1007/s40962-023-01191-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-023-01191-7