
Abstract
One of the greatest environmental and health risks associated with electronic waste is toner waste. Only 20–30% of global toner waste is recycled, and the rest is deposited in landfills. Owing to the desirable endurance of toners, the sophisticated combination of chemicals, carbon black, and plastic particles makes recycling difficult. The present work deals with the recycling of toner waste and its use as a cutting fluid in the machining of Laser Metal deposition (LMD)-processed titanium alloy. Although Ti-6Al-4V (Ti64) is widely utilized in various industries, including aerospace, its machinability is adversely affected by the high amount of heat generated during machining. In this study, the performance of toner waste powder (TWP) dispersed in rice bran oil (RBO) was evaluated for milling operations on LMD-Ti64 workpieces and compared with different cooling conditions. The different wt.% (0–1.00) of TWP are disseminated in RBO with glycerine (GLY) to test the contact angle, dynamic viscosity and thermal conductivity. From the test results, it is clear that 0.75 wt% of TWP with RBO + GLY gives the better results in terms of thermo-physical properties. In addition, the TWP-enriched cutting fluid improves the machining performance and surface quality in milling operations, particularly in difficult-to-cut LMD processed Ti64. The TWP-MQL condition reduced the surface roughness (Ra) by 60–64%, respectively.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
The generation of waste from electrical and electronic equipments, generally known as e-waste, poses significant environmental and health challenges. Only 17.4% of this vast amount is recycled by formal means, highlighting a substantial gap in managing e-waste responsibly [1]. Printers and cartridges have emerged as notable contributors to e-waste streams despite the prevailing inclination toward digitization. Approximately one million printer cartridges are discarded globally each day. Within these cartridges, about eight percent of the toner produced by weight remains unused, resulting in the release of approximately 6000 tons of carbon powder into the environment [2]. The release of carbon powder, along with other hazardous materials, has severe implications for both the atmosphere and human health. Unsafe materials released during the disposal and decomposition of residual toner powder include heavy metals, plastics, and carcinogens such as resins and polycyclic aromatic hydrocarbons. These substances can contaminate the soil, water, and air, thereby posing a threat to the environment and human population. Moreover, the small particle size of toner waste powder (TWP), which becomes even smaller after use due to dust particles, contributes to air pollution. The inhalation of fine particles can lead to respiratory problems and other health issues [3]. Therefore, the impact of printer cartridges on air quality extends beyond the immediate release of the toner powder during disposal. The global e-waste statistics reveal a notable trend: developed countries tend to produce more e-waste per capita than their developing counterparts (Fig. 1a). In addition, the proportion of e-waste recycled by formal channels is higher in technologically advanced countries. This could be attributed to the more established waste management infrastructure and better regulatory framework. Global efforts are being made to improve the systematic collection, documentation, and recycling of e-waste through regulatory policies and legislation [4, 5]. Figure 1b presented the sustainable e-waste management model.

a Global statistics of e-waste generation and b schematic representation of a sustainable e-waste management model
Additive manufacturing (AM), also called 3D printing, is a technique that builds a product layer by layer by applying the fed material according to a digital 3D design [6, 7]. Owing to its high performance and ability to make topologically complicated net or near-net forms with unmatched design flexibility, metal AM has been used in aerospace, medical, oil and gas, defense, automotive, and tooling industries [8]. The energy source, feeding material type, and layer bonding technique can be used to classify several metal-AM methods [9]. AM processes use powders or wires to create metal AM components. Traditionally, directed energy deposition (DED) and powder bed fusion are the two most common AM methods for metal components, with powder-based AM technologies accounting for the vast majority of metal AM parts [10]. This method has a number of limitations, some of which include relatively poor deposition rates, increased material prices, and problems related to porosity. The degradation of powders containing metals such as titanium and aluminum through oxidation also results in a decrease in the quality of the production processes [11]. Metal wires can be used as feedstock for metal AM instead of powders. Wire-based metal AM is a DED method in which metallic wires are melted to produce beads. Weld beads can be piled horizontally and vertically to create 3D metal components [12]. Wire-LMDs have advantages over powder-based LMD. Wire-LMD has higher deposition rates because the wire feed continuously supplies the material. This can boost build speed and productivity. Owing to less waste, wire-based LMD often uses materials more efficiently than powder-based systems. The wire feed optimizes material handling and storage, decreasing time wastage [13]. Problems with surface quality in LMD-produced AM might be caused by irregularities in the laser power, inappropriate scanning speed, or contaminants in the material. These factors may cause rough textures, uneven surfaces, or other surface abnormalities, which may lower the overall aesthetic and functional qualities of the printed object [14]. Therefore, there is a need for a subtractive process such as machining to reduce the roughness [15].
Cutting fluids (CFs) are essential for lowering heat production and friction during machining [16]. Notwithstanding their technical benefits, they are outweighed by related expenses, environmental issues, and societal effects [17]. Sulfides and chlorides are unsafe for human health and are frequently found in traditional CFs [18]. Worker health concerns associated with these components include skin illnesses, which has prompted research into more environmentally friendly alternatives [19]. The MQL method is an eco-friendly lubrication/cooling (L/C) method that transfers a small volume (10–100 ml/h) of cutting oil using a nozzle and pressurized air [20, 21]. As very little fluid is supplied for cutting by the MQL system, the fluid almost entirely evaporates, leaving behind chips and a dry workpiece (W/p) [22, 23]. This greatly lessens the health issues caused by traditional CFs, which cause air dermatological disorders and pollution by avoiding inhalation and skin contact [24]. Furthermore, because it does not involve procedures such as coolant preparation, maintenance, inspection, and disposal, it also helps lower manufacturing costs [25, 26]. Despite the aforementioned improvements, the cooling performance of the MQL method is still subpar when compared to traditional coolants, particularly when heavy cutting is involved [27, 28].
1.1 State-of-the-Art on Additives in Oil
The search for a sustainable and environmentally friendly coolant or lubricant is unavoidable as the requirements for environmental protection continue to increase [29, 30]. The factors affecting CFs with additives are shown in Fig. 2. Because of the thermal transfer and tribological qualities, the nanosized particles that can be added to the CF can greatly increase the system’s cutting efficiency by providing higher lubrication [31]. In other words, nano-particles decrease friction and wear while simultaneously boosting machining efficiency [32]. In most cases, this is accomplished by the homogenous spreading of metallic or nonmetallic additives into the base CF [33]. Numerous varieties of vegetable oils are commonly considered as renewable, biodegradable, and nontoxic. Vegetable oils primarily consist of triglycerides, which are esters of fatty acids and glycerol. The composition of fatty acids in oil can influence its chemical stability and performance as a CF [34].

Factors affecting the cutting fluids with additives
Nanoparticles (NPs) have the potential to significantly increase the thermal conductivity (TC) of the base liquid, reliant upon the characteristics of the nanomaterial [35]. Ceramic NPs are made of inorganic materials, most often metal oxides, nitrides, or carbides, and they have distinctive features owing to their nanoscale size [36]. Metal oxide particles are particularly inspiring because they are non-toxic, abundantly accessible, and exhibit advantageous physical and chemical features such as good chemical stability [37]. Kulkarni et al. [38] review work shows that while the majority of organic NPs—that is, carbon nanostructures with varying lattice arrangements—have distinct functionalities based on their dimensionality, almost all significantly boost heat conductivity. During the milling of 45 steel, Bai et al. [39] developed nanofluids (NF) by adding varying mass concentrations of Al2O3 NPs (0.00–2.00 wt%) to cotton seed oil. The results revealed that when the concentration was 0.5 wt%, the roughness value is the lowest (1.63 µm) [39]. Padmini et al. examined how well vegetable oil-based NFs affected the machining performance when turning AISI 1040 steel using MQL. Various NF samples are prepared by dispersing nano-MoS2 in canola, sesame, and coconut (CC) oils at diverse concentrations, and then their fundamental characteristics are examined. When compared to all lubrication conditions, 0.5 percent of CC + nano-MoS2 exhibited superior machining performance [40]. Hegab et al. [41] investigated an MQL-based nano-additive machining process for turning Inconel 718 using MWCNTs and Al2O3. The surface quality was improved more by the addition of nanotubes than by the addition of Al2O3 NPs [41]. Using various forms and quantities of hBN, graphite (GRT), and MoS2 NPs, Sirin and Kıvak [42] examined the machining performance of Inconel X-750 under three hybrid NF conditions (hBN/GRT, hBN/MoS2, and GRT/MoS2). Tests showed that the hBN/GRT hybrid NF surpassed the hBN/MoS2 and GRT/MoS2 environments in all performance categories [42]. Bhaumik et al. [43] examined the replacement of nonbiodegradable CFs with glycerol-based lubricants. Nanoreduced graphene oxide (RGO), Micro GRT, and ZnO additives were dissolved in glycerol (GLY). In the case of the GLY samples, the COF was 20–60% lower than that of CF. GRT (0.1 wt%)-dispersed GLY samples had the lowest COF, followed by RGO (0.1 wt%) and ZnO. (0.08 wt%). Furthermore, the unevenness of W/p after machining was comparable in the cases of CF (1.550 μm), 0.1 wt% of GRT (1.358 μm), and RGO (1.442 μm) dispersed glycerol [43].
Existing literature and prior research have not reported the utilization of TWP in combination with RBO + GLY as a CF in the cutting of materials. In contrast to other CFs, RBO + GLY exhibited a notably high flash point, rendering it compatible for milling under high-speed conditions involving extensive heat formation. Consequently, there is a compelling need to explore the potential advantages of employing TWP suspended in RBO + GLY for machining applications. This investigation focused on assessing the TC, wettability, and dynamic viscosity of RBO + GLY with varying concentrations of TWP. Additionally, this study explored the milling performance of AM LMD-Ti64. Key features, such as the evolution of temperature, cutter wear, and surface topography, are meticulously evaluated as integral components of the comprehensive assessment of machining performance.
2 Materials and Methods
2.1 Preparation of TWP Based CF
This study investigates the utilization of TWP collected from different toners employed in novel applications through its incorporation into mixtures with RBO + GLY. The properties of RBO and TWP are presented in Tables 1 and 2. The experimental process commenced with the collection of TWP, a byproduct likely originating from printing activities. The required amount of TWP were then dissolved in double-distilled water. The solution underwent sonication for an hour to effectively disperse and homogenize the TWP particles. Subsequent filtration was done to remove the larger particles and impurities from the sonicated TWP solution. The resulting precipitate was subjected to a drying process in an oven set at 60 °C for 24 h to eliminate residual water, yielding a dry powder. This dry TWP was subsequently introduced into vials containing fixed ratio of RBO (98 ml) + GLY (2 ml), providing a platform for assessing its properties and exploring potential applications. The addition of GLY increases the L/C property of the CF; lessen corrosion on the machined surface, when mixed with CF; and it can act as a good emulsifier [44]. The dried TWP powder with distinct concentration is thoroughly mixed with the GLY + RBO mixture, and the resulting blend undergoes magnetic stirring for a duration of 3 h at room temperature. Subsequently, the mixture is subjected to sonication for an additional 1h to ensure uniform dispersion and optimal integration of the particles. Throughout the process, the GLY and RBO mixture remains constant, while the proportion of TWP is systematically varied within the range of 0.25–1 wt%. Figure 3 presented the schematic of oil with TWP preparation under distinct Wt%. Figure 4 presented the SEM and EDS images of TWP. This approach aims to unveil potential synergies or unique characteristics arising from the combination of TWP with RBO + GLY. Subsequent analyses will delve into the physical, chemical, and structural attributes of these formulations, contributing valuable insights to the broader understanding of TWP utilization in sustainable and innovative applications.

Schematic of oil with TWP preparation under distinct Wt%

Presented the a SEM image and b EDS of TWP
2.2 Characterization of TWP and TWP Based CF
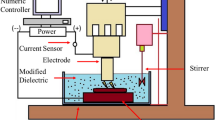
Eins-Sci make sonicator was employed to ensure the uniform dispersion of particles, promoting homogeneity in the samples. The magnetic stirrer played a pivotal role in achieving consistent mixing, Hei-PLATE Mix ‘n’ Heat Core + equipment was employed to stir with a high degree of precision. The contact angle measuring device provided insights about surface wettability, shedding light on the interaction between different substances. An experiment was conducted utilizing a contact angle goniometer to determine the wetting capabilities of RBO + GLY with varying wt% of TWP. A micrometer syringe was used to deliver a droplet onto a substrate, and the contact angle was then evaluated at room temperature. Utilizing a rheometer (NETZSCH) and a Thermal Property Analyzer (TEMPOS), RBO + GLY with varying concentrations of TWP properties were evaluated. With the transient hot wire approach, TEMPOS determines TC. By immersing a wire by a known resistance in the fluid mixture, the transient hot wire method measures the temperature rise those results in the identification of TC. In parallel, the rheometer measures dynamic viscosity by subjecting the mixture of fluid to controlled strain or shear stress. The dynamic viscosity is determined by the pressure needed for extrusion. These methods are important for comprehending and finalizing which TWP concentration with RBO + GLY is best for using as a CF under MQL cutting strategy.
2.3 Machining Experiment Details
This study focuses into the milling process applied to LMD-Ti64, employing a specific cutting tool—tungsten carbide inserts with a TiAlN coating. The choice of this tool is pivotal for enhancing both durability and performance during the milling of LMD-Ti64. Ensuring stability and optimal functionality of the tool, a suitable tool holder was utilized alongside with the WC insert. LMD-Ti64 finds crucial applications in aerospace industries for manufacturing lightweight and high-strength components, contributing to improved fuel efficiency and structural integrity in automotive and spacecraft. Detailed information on relevant milling parameters are found in Table 3, providing a comprehensive outline of the experimental setup. The radial depth of cut (DOC) is set at 12 mm, while the axial DOC is taken as 0.5 mm for all the experimental trials. The cutting parameters for the milling process were determined based on guidelines from the WC insert manufacturer and insights from prior research in the field. A visual representation of the experimental setup is depicted in Fig. 5, offering an overview of the instruments utilized in measuring of CFs with additives, milling setup and measuring instruments after milling.

Instruments for measuring CF with TWP, milling setup and measuring instruments after milling
2.4 Measurement of Machining Responses
Fluke made thermal camera was used to measure the cutting temperature at the machining area. To guarantee the precision and dependability of the roughness assessment for diverse cutting conditions, the SE-3500 roughness tester underwent calibration using slip gauges prior to the commencement of testing. Three measurements were taken at different places of the milled surface, and the average of three values were considered for each trial. Non-contact 3D roughness profiles of the milled surfaces were subsequently acquired using a Taylor Hobson profilometer. Post each cutting trial, meticulous attention was given to the removal of the cutting insert from the holder. Evaluation of tool wear was carried out with precision utilizing the 2010F video measurement system. With its high resolution of 0.5 µm, adjustable magnification from 0.7 to 4.5X, and image analysis software, this device allowed for precise and repeatable measurements. To capture detailed images of tool wear, a JEOL scanning electron microscope (SEM) was employed.
3 Cooling Conditions with Mechanism
Figure 6 presented the mechanism of heat dissipation with distinct conditions. In the dry cooling condition, machining is performed without the use of any external coolant or lubricant. The absence of a cooling medium poses challenges in dissipating the heat created during the cutting process. Heat is primarily transferred through conduction, convection, and radiation. The TC of the W/p plays a crucial role in determining how efficiently heat is conducted away from the cutting area. In this case, Fourier’s Law of Heat Conduction becomes essential in understanding the heat transfer mechanism, with TC being a key factor influencing the rate at which heat is conducted through the material. MQL is a lubrication technique that involves the minimal application of a lubricating and cooling fluid directed to the cutting area. The primary purpose is to lessen friction amid the W/p-tool junction and dissipate heat created during the cutting progression. The cooling mechanism in MQL is based on the fluid's capacity to absorb and carry away heat from the cutting area. The TC of the lubricating fluid becomes crucial in this context, as it determines the fluid’s effectiveness in conducting heat away from tool-W/p junction. The application of MQL aims to strike a balance amid preventing tool wear, reducing friction, and enhancing the TC of the lubricating fluid to improve cooling efficiency. In the TWP-MQL condition, a novel cooling medium, TWP is introduced in conjunction with the MQL technique. TWP known for its fine particle size and insulating properties, presents a unique approach to enhancing the cooling efficiency of MQL. The mechanism involves the TWP absorbing heat generated during cutting, preventing it from accumulating in the cutting area. The TC of the TWP influences its capability to transfer heat away from the tool-W/p contact area. Additionally, interactions amid the lubricating fluid in MQL and the TWP may result in synergistic effects on the overall cooling performance. Understanding the TC of both the lubricating fluid and TWP is crucial in evaluating the effectiveness of this cooling approach with metal cutting application.

Mechanism of heat dissipation with distinct conditions
4 Results and Discussion
4.1 Contact Angle
The contact angle of a liquid on a solid surface is depicted in Fig. 7 for RBO with GLY and varying Wt% of TWP, is crucial for heat transfer efficiency. An increased contact angle, indicative of reduced fluid spreading, hinders effective heat dissipation. This limitation arises from the diminished contact amid the liquid and the solid surface, leading to decreased fluidity and, consequently, a decrease in overall heat transfer efficacy. After the droplet had stabilized on the surface, the contact angle was measured. It was found that the RBO + GLY without TWP had a significantly higher contact angle of 47.81°. The incorporation of TWP with RBO + GLY led to a notable reduction in the contact angle. The contact angle exhibited a decrease from 29.96° to 24.48° with a rise in TWP concentration. This reduction in contact angle is pivotal, as it substantially diminishes the surface energy required for comprehensive wetting of the tool. Effective wetting is achieved by minimizing the contact angle, and facilitating improved interaction. However, meticulous inspection reveals that beyond 0.75 wt%, TWP stability diminishes, resulting in aggregation or uneven dispersion within the RBO + GLY base fluid, ultimately leading to settling. Because of TWP's higher density and weight, the oil molecules at the contact surface are strongly compressed, leading to clustering and an increase in the contact angle. This phenomenon adversely impacts the wettability of RBO + GLY, potentially contributing to increased friction, degraded surface quality, and elevated cutting temperatures during the machining of the W/p.

Contact angle at distinct concentration
4.2 Thermo-Physical Properties
Dynamic viscosity stands as a pivotal thermo-physical attribute essential for comprehending the deformation response of CF to shear stress. It gauges the fluid's capacity to undergo deformation in the presence of either shear or extensional stress, providing insights into the resistance encountered during internal flow. This characteristic holds substantial sway over the convective heat transfer coefficient, exerting a profound impact on both the fluid's flow dynamics and the efficiency of heat transfer process. Figure 8a, illustrates the correlation between the increase of TWP in RBO + GLY and an associated rise in viscosity. Nevertheless, the dynamic viscosity of RBO + GLY demonstrates an escalating trend with increasing TWP concentration until it reaches a saturation point. This viscosity increase is ascribed to the introduction of TWP, which increases the fluid's resistance to flow. As established earlier, an excessive presence of TWP within RBO + GLY results in suboptimal dispersion, leading to the formation of clusters. Consequently, higher concentrations of additives prove undesirable due to their adverse impact on fluid dynamics.

a Dynamic viscosity and b thermal conductivity at distinct concentrations
The assessment of TC across different concentrations of TWP offers valuable understandings about how the inclusion of additives impacts the heat conduction capacity of the CF. A heightened TC is advantageous, as it enhances the CF's efficiency in heat transfer. When additives disperse within RBO + GLY, they create supplementary ways for heat transfer. These additives exhibit superior heat conductivity compared to RBO + GLY in isolation, chief to an overall increase in TC. The TC experienced an increase up to a concentration of 0.75 wt% of TWP; however, with a further increment in TWP concentration, conductivity exhibited a decline. As depicted in Fig. 8b a discernible divergence in conductivity is evident with varying wt% of TWP in RBO + GLY. The decrease in TC of the CF beyond a specific TWP concentration can be attributed to several factors. As previously highlighted, elevated TWP concentration may lead to particle agglomeration, forming insulating barriers that hinder efficient heat transfer between particles, thereby reducing overall TC, as observed in Fig. 9. At higher concentration, increased resistance to movement within the base fluid could be encountered by TWP due to heightened particle interactions. This impeded particle mobility and reduced dispersion hold the potential to curtail the overall enhancement of TC.

a Properly dispersed TWP in the oil drop and b agglomerated TWP in the oil drop
4.3 Effect on Cutting Temperature
Effective temperature control during machining processes is a pivotal factor in optimizing material properties and ensuring the longevity of cutting tools [45]. This research investigates the thermal dynamics associated with machining LMD-Ti64 that are widely employed in aerospace and biomedical applications. Figure 10 presented the varying temperature with distinct speed-feed combo. Three distinct environmental conditions were explored: dry machining, MQL, and TWP-MQL. Maintaining a balance amid efficient material removal and controlled temperatures is critical for achieving superior dimensional accuracy and surface quality. TWP-MQL reduced the cutting temperature by 70–73% over dry condition and 39–46% over MQL cutting strategy. In the dry cutting, the recorded temperature peaked at 309 °C when operating at a fr of 0.10 mm/rev and a Vc of 120 m/min. This elevated temperature is indicative of heightened friction and heat generation due to the absence of lubrication. In the context of MQL exhibiting higher temperatures at elevated Vcs during machining processes, this can be attributed to the intricate balance amid the lubrication mechanism and the increased frictional forces at higher speeds. MQL supply limited quantity of lubricant straight to the cutting region, aiming to lessen friction and dissipate heat generated during the cutting [46]. However, at elevated Vc, the demand for effective lubrication intensifies due to the rapid interaction amid the cutting tool and the W/p material. The lubricant, being delivered in minimal quantities, may experience challenges in providing sufficient cooling and lubrication at higher Vc, leading to a relatively higher temperature. Additionally, the faster chip formation and material removal rates at elevated Vc contribute to increased heat generation. Therefore, the efficacy of MQL in temperature control may become more pronounced at moderate Vc, where the lubrication system has a better opportunity to effectively mitigate frictional forces and dissipate heat, ultimately resulting in improved thermal management during the cutting processes [23]. In contrast, the TWP-MQL condition exhibited remarkable thermal management, with the lowest temperature recorded at 78 °C under a fr of 0.08 mm/rev and a Vc of 90 m/min. This innovative approach involves the introduction of TWP as a solid lubricant, enhancing lubrication efficiency and reducing friction-induced heat. These findings underscore the significance of tailored environmental conditions in mitigating thermal challenges during LMD-Ti64 machining, providing insights for enhancing both the precision and sustainability of manufacturing processes in diverse industries.

Effect of cutting temperature with diverse cutting strategies at a fr = 0.08 mm/rev and b fr = 0.10 mm/rev
4.4 Effect on Surface Roughness
Surface quality in machining processes is fundamentally governed by a complex interplay of physical phenomena. Figure 11 presented the varying Ra with distinct speed-feed combinations. Dry condition produces higher Ra of 2.12 µm for the fr and Vc of 0.10 mm/rev and 90 m/min, respectively; the lowest produced under TWP-MQL, 0.71 um, for the fr and Vc of 0.08 mm/rev and 120 m/min, respectively. Overall, TWP-MQL condition reduces the Ra by 60–64% over dry and 34–38% over MQL cutting strategy. Under dry machining, the absence of any lubricant results in elevated friction amid the W/p and tool. High temperatures generated during machining contribute to thermal softening of the material and accelerated tool wear, leading to a less refined surface finish. The excessive heat can also induce thermal expansion in the W/p, causing dimensional inaccuracies [47]. In the MQL condition, the application of lubricant aids in reducing friction and dissipating heat. This lubrication mechanism facilitates effective chip evacuation, mitigates tool wear, and promotes a smoother material removal process, ultimately improving the surface finish [48]. The TWP-MQL configuration introduces solid lubricant particles with the minimal oil, further enhancing lubrication efficiency. The particles act as a physical barrier, reducing frictional forces and heat generation, resulting in a superior surface finish. Understanding these physical mechanisms is crucial for optimizing machining parameters and environmental conditions to achieve the desired surface quality in LMD-Ti64.

Effect of surface roughness with diverse cutting strategies at a fr = 0.08 mm/rev and b fr = 0.10 mm/rev
The evaluation of 3D topography (Fig. 12) is crucial for understanding the quality of machined surfaces. TWP-MQL stands out with its superior surface profiles, showcasing fewer peaks and valleys. The TWP-MQL appears to contribute significantly to reducing surface irregularities, ultimately enhancing the overall surface finish. This underscores the importance of lubrication methods in not only extending tool life but also in achieving finer and more precise surface textures in machining applications.

3D surface topography of the milled surface at a fr of 0.10 mm/rev and a Vc of 120 m/min
4.5 Effect on Flank Wear
Minimizing Vb in machining operations is essential for enhancing tool longevity, cost-effectiveness, and the precision of machined components [49]. This research investigates the examination of environmental influences—specifically, dry, MQL, and TWP-MQL on Vb during the machining of LMD-Ti64. Figure 13 presented the varying Vb with distinct speed-feed combinations. Dry condition reduces the Vb by 44–47% and the MQL lessen the Vb by 16–29% in comparison with TWP-MQL. In the dry machining scenario, the recorded Vb shows 0.174 mm for the fr and Vc of 0.10 mm/rev and 120 m/min, respectively, which is the highest. The lack of lubrication under dry environment led to increased friction, increased heat production, and faster tool-to-W/p adhesion, which quickly wore down the tool. Surprisingly, the observed trend of increased Vb at elevated Vcs under MQL conditions unveils the intricate dynamics of lubrication efficacy in machining operations. Generally perceived to lessen friction and heat, MQL involves the application of a tiny quantity of lubricant directly at the cutting area. However, at higher Vcs, the lubricant’s ability to effectively mitigate frictional forces and dissipate heat may face challenges due to the rapid interaction amid W/p and tool. From the previous studies it is understood that because of higher heat evolved at the cutting area, the oil droplets evaporate before it reaches the tool-W/p junction, which may result in insufficient L/C, ultimately leading to increased Vb [50]. This unexpected behavior prompts a closer examination of the complex interplay amid cutting parameters and lubrication effectiveness. Conversely, the TWP-MQL condition demonstrated exceptional control over Vb, registering the lowest value of 0.087 mm for the fr and Vc of 0.08 mm/rev and 90 m/min, respectively. By combining TWP, a solid lubricant with MQL, this novel method successfully reduced frictional forces, reduced heat-induced wear, and increased tool life. In order to enhance machining operations for advanced materials like LMD-Ti64, these results highlight the critical relevance of customized environmental conditions.

Effect of flank wear with diverse cutting strategies at a fr = 0.08 mm/rev and b fr = 0.10 mm/rev
Figure 14 presented the SEM images of cutting tool under diverse cutting strategies. The absence of a lubricating medium allows for greater adhesion of W/p material to the cutting tool, leading to the formation of built-up edge (BUE) and increased abrasion on the tool surface. While MQL provides some level of lubrication, the observed tool wear, including BUE and abrasion, may still be notable. The lubrication, though limited, helps reduce friction and heat compared to the dry condition, but it might not offer sufficient shield against wear. The reason behind is, at elevated Vc the generation of heat will be more, the oil droplets evaporates before it reaches the cutting region. Therefore, it is almost similar to dry cutting strategy, the same was clarified by Ross et al. [51]. In the TWP-MQL cooling condition, where TWP is introduced along with MQL. The TWP acted as a solid lubricant, forming a protective layer that lessen friction and adhesion between the W/p and tool. This results in a significant reduction in both BUE and abrasion, showcasing the synergistic benefits of TWP and MQL in enhancing the cooling condition and preserving the tool’s longevity during metal cutting.

SEM images of the tool at a fr of 0.10 mm/rev and a Vc of 120 m/min
5 Conclusions
This study assesses the TC, contact angle, and dynamic viscosity of RBO + GLY at various TWP concentrations. Milling experiments were conducted using dry, MQL, and 0.75 wt% of TWP-MQL condition. The purpose of the study is to enhance the surface quality of LMD-Ti64. The results are as follows:
-
The increase in TWP wt% decreases the contact angle consistently. The contact angle reached its minimum value when the TWP concentration was 0.75 wt%, indicating a uniform distribution throughout the base CF.
-
The TC of the RBO + GLY mixture experiences a notable increase with the incorporation of TWP. At TWP concentration of 0.75 wt%, the TC value reached 0.292 W/mK in this study. This trend is mirrored in dynamic viscosity, with the maximum value recorded under a 0.75 wt% concentration of TWP (65.2 mPa.s). Elevated TWP concentrations positively influenced both dynamic viscosity and TC of the CF. However, it is notable that clustering of TWP resulted in a reduction of the thermo-physical properties at higher wt%.
-
The implementation of TWP-MQL demonstrated consistently lower Ra values across all speed-feed combinations. In comparison to both dry and MQL conditions, TWP-MQL resulted in a reduction of Ra by 60–64% and 34–38%, respectively. Examination of the 3D surface topography under the TWP-MQL milling approach revealed a smoother surface with reduced variation in peaks and valleys. This outcome is attributed to the combined L/C effects provided by TWP-MQL at the W/p and tool junction.
-
Compared to other investigated cutting methods, the dry cutting strategy exhibited the maximum Vb. However, the use of TWP-MQL when milling resulted in a decrease in Vb. Under the TWP-MQL condition, Vb was reduced by 44–47% and 16–29% compared to dry and MQL conditions, respectively. The exceptional heat dissipation in the cutting region under the TWP-MQL condition significantly diminished friction and heat at the W/p-tool junction, leading to rapid mitigation of tool wear.
-
Abrasion and BUE were observed on the crater face of the cutter. The effectiveness of RBO + GLY + 0.75 wt% lies in its ability to provide L/C at the cutting area, which lessen the wear on the crater face. This, in turn, contributes to an extension of the tool lifespan. The incorporation of this specific combination, with its cooling and lubricating properties, acts as a protective measure against the adverse effects of abrasion and BUE, ultimately enhancing the durability and performance of the cutting tool.
Availability of Data and Materials
Not applicable.
References
Ahirwar, R., & Tripathi, A. K. (2021). E-waste management: a review of recycling process, environmental and occupational health hazards, and potential solutions. Environment Nanotechnology, Monitor Management, 15, 100409. https://doi.org/10.1016/j.enmm.2020.100409
Parthasarathy M (2021) Challenges and emerging trends in toner waste recycling: a review. Recycling. https://doi.org/10.3390/recycling6030057
Vučinić, A. A., Vujević, D., Mujkić, K., & Novak, M. (2013). Recycling of waste toner in the republic of Croatia—An environmentally friendly approach. Chemical Engineering Transactions, 34, 121–126. https://doi.org/10.3303/CET1334021
Vishwakarma, S., Kumar, V., Arya, S., et al. (2022). E-waste in information and communication technology sector: Existing scenario, management schemes and initiatives. Environmental Technology and Innovation, 27, 102797. https://doi.org/10.1016/j.eti.2022.102797
Shahabuddin, M., Uddin, M. N., Chowdhury, J. I., et al. (2023). A review of the recent development, challenges, and opportunities of electronic waste (e-waste). International Journal of Environmental Science and Technology, 20, 4513–4520. https://doi.org/10.1007/s13762-022-04274-w
Korkmaz, M. E., Gupta, M. K., Waqar, S., et al. (2022). A short review on thermal treatments of Titanium & Nickel based alloys processed by selective laser melting. Journal of Materials Research and Technology, 16, 1090–1101.
Gupta, M. K., Korkmaz, M. E., Shibi, C. S., et al. (2023). Tribological characteristics of additively manufactured 316 stainless steel against 100 cr6 alloy using deep learning. Tribology International, 188, 108893.
Mobarak, M. H., Islam, M. A., Hossain, N., et al. (2023). Recent advances of additive manufacturing in implant fabrication—A review. Applied Surface Science Advances, 18, 100462. https://doi.org/10.1016/j.apsadv.2023.100462
Laleh, M., Sadeghi, E., Revilla, R. I., et al. (2023). Heat treatment for metal additive manufacturing. Progress in Materials Science, 133, 101051. https://doi.org/10.1016/j.pmatsci.2022.101051
Chen, J., Wei, H., Zhang, X., et al. (2021). Flow behavior and microstructure evolution during dynamic deformation of 316 L stainless steel fabricated by wire and arc additive manufacturing. Materials and Design, 198, 109325. https://doi.org/10.1016/j.matdes.2020.109325
Slotwinski, J. A., Garboczi, E. J., Stutzman, P. E., et al. (2014). Characterization of metal powders used for additive manufacturing. Journal of Research of the National Institute of Standards and Technology, 119, 460–493. https://doi.org/10.6028/jres.119.018
Tomar, B., Shiva, S., & Nath, T. (2022). A review on wire arc additive manufacturing: Processing parameters, defects, quality improvement and recent advances. Materials Today Communications, 31, 103739. https://doi.org/10.1016/j.mtcomm.2022.103739
Oliari, S. H., D’Oliveira, A. S. C. M., & Schulz, M. (2017). Additive manufacturing of H11 with wire-based laser metal deposition. Soldag Inspeção, 22, 466–479. https://doi.org/10.1590/0104-9224/si2204.06
Shi, X., Yan, C., Feng, W., et al. (2020). Effect of high layer thickness on surface quality and defect behavior of Ti-6Al-4V fabricated by selective laser melting. Optics & Laser Technology, 132, 106471. https://doi.org/10.1016/j.optlastec.2020.106471
Şap, S., Usca, Ü. A., Tarih, Y. S., et al. (2024). Novel use of cellulose based biodegradable nano crystals in the machining of PPS composites: An approach towards green machining. International Journal of Precision Engineering and Manufacturing-Green Technology, 11, 1–19. https://doi.org/10.1007/s40684-023-00529-0
Cai, C., Liang, X., An, Q., et al. (2021). Cooling/lubrication performance of dry and supercritical CO2-based minimum quantity lubrication in peripheral milling Ti-6Al-4V. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 405–421. https://doi.org/10.1007/s40684-020-00194-7
Masoudi, S., Esfahani, M. J., Jafarian, F., & Mirsoleimani, S. A. (2023). Comparison the effect of MQL, wet and dry turning on surface topography, cylindricity tolerance and sustainability. International Journal of Precision Engineering and Manufacturing-Green Technology, 10, 9–21. https://doi.org/10.1007/s40684-019-00042-3
Korkmaz ME, Gupta MK, Ross NS, Sivalingam V (2023) Implementation of green cooling/lubrication strategies in metal cutting industries: A state of the art towards sustainable future and challenges. Sustainable Materials and Technologies e00641
Gajrani, K. K., Suvin, P. S., Kailas, S. V., & Sankar, M. R. (2019). Hard machining performance of indigenously developed green cutting fluid using flood cooling and minimum quantity cutting fluid. Journal of Cleaner Production, 206, 108–123. https://doi.org/10.1016/j.jclepro.2018.09.178
Babu, M. N., Anandan, V., Parthasarathi, N. L., et al. (2022). Performance analysis in turning of D3 tool steel using silver nanoplatelets as additives under MQL. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 44, 591. https://doi.org/10.1007/s40430-022-03909-w
Huang, S., Lv, T., Wang, M., & Xu, X. (2018). Effects of machining and oil mist parameters on electrostatic minimum quantity lubrication–EMQL turning process. International Journal of Precision Engineering and Manufacturing-Green Technology, 5, 317–326. https://doi.org/10.1007/s40684-018-0034-5
Iyappan, S. K., & Ghosh, A. (2020). Small quantity lubrication assisted end milling of aluminium using sunflower oil. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 337–345. https://doi.org/10.1007/s40684-019-00081-w
Sen, B., Mia, M., Krolczyk, G. M., et al. (2021). Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: A review on the perception of sustainable manufacturing. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 249–280.
Anandan, V., Naresh Babu, M., Vetrivel Sezhian, M., et al. (2021). Influence of graphene nanofluid on various environmental factors during turning of M42 steel. Journal of Manufacturing Processes, 68, 90–103. https://doi.org/10.1016/j.jmapro.2021.07.019
Szczotkarz, N., Mrugalski, R., Maruda, R. W., et al. (2020). Cutting tool wear in turning 316L stainless steel in the conditions of minimized lubrication. Tribology International, 156, 106813.
Gupta, M. K., Niesłony, P., Korkmaz, M. E., et al. (2023). Potential use of cryogenic cooling for improving the tribological and tool wear characteristics while machining aluminum alloys. Tribology International, 183, 108434. https://doi.org/10.1016/j.triboint.2023.108434
Pervaiz, S., Anwar, S., Qureshi, I., & Ahmed, N. (2019). Recent advances in the machining of titanium alloys using minimum quantity lubrication (MQL) based techniques. International Journal of Precision Engineering and Manufacturing - Green Technology, 6, 133–145.
Gupta, M. K., Niesłony, P., Sarikaya, M., et al. (2023). Studies on geometrical features of tool wear and other important machining characteristics in sustainable turning of aluminium alloys. International Journal of Precision Engineering and Manufacturing - Green Technology. https://doi.org/10.1007/s40684-023-00501-y
Lee, C. M., Choi, Y. H., Ha, J. H., & Woo, W. S. (2017). Eco-friendly technology for recycling of cutting fluids and metal chips: A review. International Journal of Precision Engineering and Manufacturing - Green Technology, 4, 457–468.
Faga, M. G., Priarone, P. C., Robiglio, M., et al. (2017). Technological and sustainability implications of dry, near-dry, and wet turning of Ti-6Al-4V alloy. International Journal of Precision Engineering and Manufacturing - Green Technology, 4, 129–139. https://doi.org/10.1007/s40684-017-0016-z
Çamlı, K. Y., Demirsöz, R., Boy, M., et al. (2022). Performance of MQL and nano-MQL lubrication in machining ER7 steel for train wheel applications. Lubricants, 10, 48. https://doi.org/10.3390/lubricants10040048
Wang, Y., Li, C., Zhang, Y., et al. (2018). Processing characteristics of vegetable oil-based nanofluid MQL for grinding different workpiece materials. International Journal of Precision Engineering and Manufacturing - Green Technology, 5, 327–339. https://doi.org/10.1007/s40684-018-0035-4
Ganesan, K., Naresh Babu, M., Santhanakumar, M., & Muthukrishnan, N. (2018). Experimental investigation of copper nanofluid based minimum quantity lubrication in turning of H 11 steel. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 40, 1–17. https://doi.org/10.1007/s40430-018-1093-9
Tiwari, S., Amarnath, M., & Gupta, M. K. (2023). Synthesis, characterization, and application of Al2O3/coconut oil-based nanofluids in sustainable machining of AISI 1040 steel. Journal of Molecular Liquids, 386, 122465. https://doi.org/10.1016/j.molliq.2023.122465
Özbek, O. (2023). Evaluation of nano fluids with minimum quantity lubrication in turning of Ni-base superalloy UDIMET 720. Lubricants. https://doi.org/10.3390/lubricants11040159
Shah, P., Khanna, N., Zadafiya, K., et al. (2020). In-house development of eco-friendly lubrication techniques (EMQL, Nanoparticles+EMQL and EL) for improving machining performance of 15–5 PHSS. Tribology International, 151, 106476. https://doi.org/10.1016/j.triboint.2020.106476
Arafat, R., Köhn, C., Jean-Fulcrand, A., et al. (2023). Physical-chemical properties and tribological characterization of water-glycerine based metal oxide nanofluids. Journal of Materials Research and Technology, 25, 2112–2126. https://doi.org/10.1016/j.jmrt.2023.06.073
Kulkarni, H. B., Nadakatti, M. M., Patil, M. S., & Kulkarni, R. M. (2017). A review on nanofluids for machining. Current Nanoscience. https://doi.org/10.2174/1573413713666170623094121
Bai, X., Jiang, J., Li, C., et al. (2023). Tribological performance of different concentrations of Al2O3 nanofluids on minimum quantity lubrication milling. The Chinese Journal of Mechanical Engineering. https://doi.org/10.1186/s10033-022-00830-0
Padmini, R., Vamsi Krishna, P., & Krishna Mohana Rao, G. (2016). Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribology International, 94, 490–501. https://doi.org/10.1016/j.triboint.2015.10.006
Hegab, H., Salem, A., Rahnamayan, S., & Kishawy, H. A. (2021). Analysis, modeling, and multi-objective optimization of machining Inconel 718 with nano-additives based minimum quantity coolant. Applied Soft Computing, 108, 107416. https://doi.org/10.1016/j.asoc.2021.107416
Şirin, Ş, & Kıvak, T. (2021). Effects of hybrid nanofluids on machining performance in MQL-milling of Inconel X-750 superalloy. Journal of Manufacturing Processes, 70, 163–176. https://doi.org/10.1016/j.jmapro.2021.08.038
Bhaumik, S., Paleu, V., Sharma, S., et al. (2020). Nano and micro additivated glycerol as a promising alternative to existing non-biodegradable and skin unfriendly synthetic cutting fluids. Journal of Cleaner Production, 263, 121383. https://doi.org/10.1016/j.jclepro.2020.121383
Ganesh, S., Harish, B., Shashank, V., et al. (2023). Performance evaluation of glycerol and coconut oil added cutting fluid in EN31 turning process. Materials Today: Proceedings. https://doi.org/10.1016/j.matpr.2023.11.147
Bhirud, N. L., & Gawande, R. R. (2017). Measurement and prediction of cutting temperatures during dry milling: Review and discussions. Journal of the Brazilian Society of Mechanical Sciences and Engineering., 39, 5135–5158.
Mathonsi, T. N., & Laubscher, R. F. (2023). Machining grade 4 titanium alloy by minimum quantity lubrication for enhanced sustainable manufacturing. International Journal of Advanced Manufacturing Technology, 128, 1077–1087. https://doi.org/10.1007/s00170-023-11837-9
Abukhshim, N. A., Mativenga, P. T., & Sheikh, M. A. (2006). Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. International Journal of Machine Tools and Manufacture, 46, 782–800. https://doi.org/10.1016/J.IJMACHTOOLS.2005.07.024
Dhar, N. R., Kamruzzaman, M., & Ahmed, M. (2006). Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. Journal of Materials Processing Technology, 172, 299–304. https://doi.org/10.1016/j.jmatprotec.2005.09.022
Korkmaz, M. E., Gupta, M. K., Boy, M., et al. (2021). Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. The Journal of Manufacturing Processes, 69, 112–124. https://doi.org/10.1016/j.jmapro.2021.07.039
Ross, N. S., Ganesh, M., Srinivasan, D., et al. (2022). Role of sustainable cooling/lubrication conditions in improving the tribological and machining characteristics of Monel-400 alloy. Tribology International, 176, 107880. https://doi.org/10.1016/j.triboint.2022.107880
Ross, N. S., Gopinath, C., Sivaraman, V., et al. (2023). A new approach of measurement and analysis of PVD - TiAlN coated carbide tools in machining of Monel 400 alloy under hybrid cooling conditions. Measurement: Journal of the International Measurement Confederation, 221, 113428. https://doi.org/10.1016/j.measurement.2023.113428
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
Nimel Sworna Ross: investigations, data analysis, writing and review; Peter Madindwa Mashinini: supervision, funding, writing and review; Dhanasekar Vinayagamoorthy: data analysis, writing and review; Ritu Rai: data analysis, writing and review; Viswanathan Sivaraman: data analysis, writing and review; Belsam Jeba Ananth: conceptualization, data analysis, writing and review; D. Satish Kumar: data analysis, writing and review, M.K. Gupta: conceptualization, data analysis, writing and review.
Corresponding authors
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest.
Ethical Approval
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ross, N.S., Mashinini, P.M., Vinayagamoorthy, D. et al. Performance Evaluation of Cutting Fluids Formulated with Recycled Toner Waste and Rice Bran Oil in Sustainable Machining of LMD Processed Ti64 Alloy. Int. J. of Precis. Eng. and Manuf.-Green Tech. (2024). https://doi.org/10.1007/s40684-024-00640-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40684-024-00640-w