
Abstract
The environmental threat of discarded tires needs to be addressed through alternative applications with the enormous increase in the global vehicle population. When tire rubber particles are combined with environmentally friendly, and biodegradable natural fibers in polymer composites, such materials have a lot of potential for use in a variety of applications of insulating structures. The current work explores the effect of adding waste tire rubber particles (TRP) to natural fiber-based hybrid composites, on mechanical and acoustic properties and investigate the possibility of a potential insulating structural material. Tire rubber particles were employed as fillers and chopped banana fibers as reinforcing fibers (particle size less than 400 \(\upmu\)m) with epoxy resin as the matrix in this work. Five compositions were formulated in which the TRP content was varied from 0 to 36 wt.%, compensating for the fiber wt.%. The different compositions prepared by compression molding technique were subjected to compressive, impact, and acoustic characterization. In the natural fiber composites, the compressive strength was observed to dip with increase in TRP content while impact strength was found to rise till 15 wt.% TRP content. Beyond 15 wt.% TRP fillers, the impact strength and brittleness declined. The optimal acoustic response in terms of the sound transmission loss was observed for the composition with 15 wt.% TRP fillers. Polymer composites with natural fiber reinforcing and elastomeric fillers create excellent interior lining materials for buildings, automobiles, and aircrafts, because of their superior mechanical properties and acoustic proofing.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In many applications, fiber-reinforced polymer composites have become one of the most popular material groups replacing monolithic metallic structures. Fiber being a long, thin, continuous component that imparts reinforcement to the structure, is categorized as natural, semi-synthetic, and synthetic. Natural fibers, especially those with low density, high strength-to-weight ratio, high aspect ratio, and high strength, are widely available and less expensive than other fibers. Natural fibers have recently received a lot more attention in the composites industry due to their biodegradability and environmental friendliness. Natural fibers are thought of as an alternative to synthetic fibers since they are economical, non-toxic, non-abrasive, and lightweight. The composites industry is moving more and more toward lignocellulosic materials due to growing environmental concerns. Natural fibers such as jute, sisal, hemp, kenaf, and Borassus are popular as reinforcing materials in composites [10]. Natural fibers have shown traits of replacing glass and carbon fibers too in some applications [11]. The utilization of natural fibers would improve the environment by lowering waste, landfill, toxic, and greenhouse emissions [12, 13]. Natural fiber composites have been employed in a variety of industries, including packaging, consumer goods, military applications, building and construction (ceiling panels, partition boards), and transportation (automobiles, trains, and planes). In the car sector, natural fiber-reinforced composites are successfully replacing interior panels and seat cushion components that were formerly made of fiberglass PMC or polymeric foams. Numerous polymer composites based on easily accessible natural fiber have been created as a result [14]. Table 1 shows the summary of recent literatures on the different mechanical characterization and acoustic studies on natural fiber composites. For a long time, the aviation industry has focused on ecological effects of air travel. In the past 50 years, there has been a 70% decrease in fuel-burn/passenger-kilometer, and the aviation sector is committed to further reducing emissions, production effectiveness, and costs [15]. Environmentally friendly airplane fuels and manufacturing processes have been developed by the aviation industry and are still advancing. However, research and development for sustainable aircraft also include manufacturing methods in addition to biofuel research. Future aircraft generations are anticipated to have lower processing costs owing to the use of more composite materials, which do not require hazardous chemical metal surface finishers, and product enhancement, which improves existing aerospace materials when new ones become unaffordable. The utilization of lightweight materials, electric motor optimization, and carbon dioxide emission reduction are major concerns in the automotive industry. However, the end users are most influenced by the design’s appeal, robustness, and ergonomics. The use of natural fibers as interior replacement materials for cars contributes significantly to increased sustainability [16]. Natural fibers may be utilized to create a wide range of reinforcement composites, such as continuous and discontinuous unidirectional fibers and random fiber orientation for obtaining specific mechanical behavior [17].
Fillers are generally used to control the density of composite materials, improve mechanical properties, increase the material’s internal friction and influence the acoustic characteristics. To act as lining materials against acoustic absorption and soundproofing, building materials must also have favorable mechanical and acoustic properties [18,19,20,21,22,23]. Sound transmission loss (STL), one of the important factors in acoustic performance, is used to measure “Transmission” of acoustic energy that occurs when sound waves encounter a wall or other obstruction. As a result, when incident sound wave reaches a wall, some of the energy is reflected, some is absorbed inside the wall structure, and the remaining energy is transferred through the wall. Contrarily, sound absorptions include the transformation of acoustic energy into a different form of energy, typically heat. [24]. The study of the effect of elastomeric fillers on acoustic performance is an interesting domain, especially when the fillers are sourced from non bio-degradable, waste tires [25]. A new domain of acoustic metamaterials has emerged based on rubber based materials as coating layers, sandwiched layers, and scatterers, to incorporate modifications in the mass density, elastic modulus, and refractive index [26, 27]. This led to the usage of rubber-based particles in the current work. The term "Natural Fiber with Elastomeric Filler reinforced Composite (NFEC)" was used in this study to refer to five compositions of banana fiber-reinforced epoxy composites using TRP fillers. The prepared NFEC’s mechanical and acoustical properties were then assessed by the employing impact test, compression test, and impedance tube experiments.
2 Materials and methods
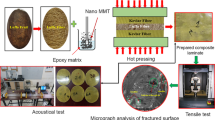
This section covers the pretreatment of banana fiber, ball milling and screening of the TRP fillers, fabrication of the composites through the compression molding route, and different mechanical and acoustic characterization techniques employed for evaluation as shown in Fig. 1.

Methodology adapted for the analysis of the banana fiber-reinforced epoxy composites
2.1 Treatment and microscopic characterization of the banana fibers
The extracted banana fibers were first treated for an hour at ambient temperature and atmospheric pressure with 5% concentration of NaOH solution (alkali treatment) as shown in Fig. 2. After that, the fibers were cleaned with distilled water and dried in the sun for 24 h to remove the moisture [28, 29]. The process aimed to remove hydroxyl groups from the fiber to reduce hydrophilicity and promote adhesion between the fiber surface and the polymer matrix. This also boosts fiber strength and decreases water absorption, which aids in bonding and improves the composites’ mechanical properties and dimensional stability [30]. The morphology of the fiber, such as aspect ratio and fiber diameter, was determined using scanning electron microscopy (SEM) on a treated strand of banana fiber (Fig. 3). The average diameter of the banana fiber was found to be 128.7 \(\mu\)m.

a Untreated banana fiber b banana fiber soaked in alkali c treated banana fiber

SEM micrographs of the banana fiber at random locations a Spot 1 b Spot 2
2.2 Preparation of tire rubber particles
The tire particles were fed to the ball grinder (Fig. 4a) and spun at 300 RPM for 30 min for creating finer and consistent-sized particles. The finer particles were then transferred to a stack of mechanical sieves (Fig. 4b) [31,32,33], with mesh sizes decreasing from 400 to 70 µm. The sieve was then agitated for 15 min before collecting the separated particles separately.

a Ball grinder with TRPs b Sieving stack for size-wise segregation of TRPs
2.3 Fabrication of the composites
Table 2 shows the constituent weight fractions designated for the different compositions. Theoretical density was computed using Eq. 1, which was based on the Agarwal and Broutman equation [4]. The actual density was measured as per ASTM D792 standard [34]. The porosity of each composition was determined using Eq. 2 [4]. The computed values of the porosity are shown in Table 2 which varied from 4.39 to 5.68%. With increase in the TRP content, the porosity was observed to increase. The treated banana fibers chopped into a uniform size of 20 mm length (Aspect ratio \(\sim\) 155:1) [35]. Mild steel molds were fabricated for the mechanical characterization (Fig. 5a) and acoustic characterization (Fig. 5b) using vertical milling machine for the former and wire-electric discharge machining for the latter.
The banana fibers were weighed and placed randomly into the respective molds as per the corresponding composition. Later, the TRP particles were also added uniformly throughout the mold cavity so that they could seep throughout between the banana fiber layers [36]. Dry compaction was carried out on a hydraulic press for 10 min to achieve the maximum attainable volume fraction under pressure for each composition. The epoxy resin (CT/E-556 resin with CT/AH-951 polyamine hardener) in weighed amount was then transferred to the mold as per the composition and the fabrication of the composites was accomplished on a compression molding machine. A curing time of 24 h was allowed before extracting the composites.

a Vertical milling machine with mold for mechanical test samples in inset b Wire-EDM with mold for acoustic test samples in inset
2.4 Mechanical characterization
To investigate the response of the different compositions, compressive tests on the specimens were conducted on a servo-hydraulic testing machine UNITEK®9450 at a displacement rate of 1 mm/min as per ASTM 695-15 standard [37, 38]. For each composition, five specimens were tested to assess the compressive behavior. Figure 6a shows the compressive test setup with the specimen dimensions in the inset. The Young’s modulus, compressive strength, and respective failure strains were measured for the specimens. The impact strength of the composites were determined by the Charpy impact test as per ASTM 6110-10 standard [39]. Charpy tests determine the degree of energy absorption under dynamic loading conditions. Five specimens of each composition were subjected to the impact test. Notched specimens with aspect ratio of 6:1, were subjected to the impact test on the setup shown in Fig. 6b. The impact strength was calculated using Eq. 3. The brittleness of the composite ’B’ is related to the impact strength ’\(I_s\)’ by the Eq. 4 as given in [40]. The values of the parameters are given as, \(a_c=-0.64\),\(b_c=1.63\).

a Compression test setup b Charpy impact test setup
2.5 Acoustic characterization
The acoustic characterization of the different compositions was carried out on the impedance tube (Make: BSWA Tech) setup in adherence to ISO 10534-2:1998 standard [41]. The apparatus comprises two different-sized tubes of inner diameters 30 mm (high frequency tube) and 100 mm (low frequency tube), respectively, requiring separate specimens of each composition to measure the transmission loss characteristics for the system frequency range of 63-6300 Hz. Using a transfer function technique and four 1/4-inch microphones with sensitivities of 55.6 mV/Pa, 56.2 mV/Pa, 56.9 mV/Pa, and 55.6 mV/Pa, transmission loss in the frequency range of 63 Hz and 6300 Hz were recorded. Transmission loss is a good indicator of the acoustic absorption since higher the transmission loss (in dB), better is the sound absorption capacity. The data were acquired by NI-9234 DAQ hardware. Figure 7 shows the impedance tube setup. The sound transmission loss is computed from transmission coefficient ’\(\tau\)’ using Eqs. 5 and 6.

Impedance tube schematic with the specimens fitted inside respective tubes
3 Results and discussion
3.1 Mechanical response
3.1.1 Compression test behavior of the compositions
Figure 8 shows the variation of the true compressive stress with true compressive strain across the compositions. Figure 9 depicts the variation in compressive strength for the different sets of the composite fabricated. The pattern indicates a gradual decline in the compressive strength from 0 to 36 wt.% of TRP fillers. However, the compressive modulus was observed to vary between 0.4 and 0.55 GPa for NFEC-I to NFEC-V. With the addition of TRP, the composite’s compressive strength gradually decreases, which could be attributed to the following causes [42,43,44,45,46].
-
Lack of adequate TRP and epoxy bonding. This results in a non-uniform load distribution
-
Rubber has a lower specific gravity than epoxy, resulting in a non-homogeneous TRP concentration
-
TRP has a lower stiffness than banana fiber, lowering the overall composite stiffness and load bearing capability
-
The soft aggregate-like behavior of TRP is regarded to have a stronger impact on compressive strength than the other two
-
Due to its bonding with epoxy, the unequal sizes of TRP (< 400 \(\upmu\)m) have a key influence in the composite’s compressive strength. Greater the size of the TRP, lower is the composite’s compressive strength
Table 3 shows the mechanical properties of the compositions.

True stress versus true strain plots for the different compositions from compression tests

Compressive strength and compressive modulus of the compositions

Failure modes of the compositions during compression tests
3.1.2 Fractographic analysis of compressive test specimens
The failure pattern analysis was conducted for all the compression test samples as shown in Fig. 10. It was observed that the samples with higher banana fiber content (NFEC-I and II) underwent multiple modes of failure comprising axial splitting, crushing, and microbuckling. This behavior was due to the random orientation of the chopped banana fibers. Delamination buckling failures result from gradual interlaminar crack propagation and buckling of the layers [42]. In case of NFEC-III, all the samples showed wedge splitting mode of failure. A delamination caused by the growth of the tensile crack along two shear planes would cause wedge splitting failure [46]. NFEC-IV showed multiple failure modes of delamination buckling with axial splitting. NFEC-V showed multiple fractures with shearing failure along a 45°plane. When the composite’s compression stress surpasses the fiber’s intrinsic crushing strength, crushing mode failure occurs. Owing to the random orientation of the fibers and increasing TRP content, the failure stresses may vary fiber to fiber. Multiple fractures along different planes occur as a result.
3.1.3 Impact test behavior of the compositions
As seen in Fig. 11, increasing the TRP content till 15 wt.% greatly enhanced the composite’s impact strength, reaching a peak value for NFEC-III. Additional increase in the TRP content resulted in a drop in the composite’s impact strength. A bell-curve behavior was observed for the impact strength with increasing TRP content. This pattern of energy absorption as a function of TRP concentration may be explained by seeing energy absorption as a trade-off between the composite’s flexibility and strength [4]. At low-to-medium TRP concentration levels, the low stiffness of the TRP allowed the fiber composite to have a reasonable amount of flexibility, allowing the fiber composite to absorb a significant amount of energy. The fiber composite becomes weaker when the TRP content is increased because large stresses are formed during loading, limiting the material’s ability to absorb energy. Studies involving natural fiber (vetiver grass in polypropylene matrix) composites with rubber fillers conducted by Ruksakulpiwat et al. [47] showed that the impact strength and elongation improved for the composites with rubber content \(\sim\) 20 wt. %. Higher rubber content led to a reduction in the strength and modulus of the composites. Ethylene propylene diene monomer (EPDM) rubber compositions showed superior mechanical properties compared to natural rubber compositions. The deterioration in mechanical properties of natural rubber filled hemp fiber-reinforced composites with higher rubber content was also observed in [48].In comparison to natural rubber, tire rubber particles show greater resistance to microbial degradation [49, 50].
3.1.4 Fractographic analysis of the impact test specimens
Figure 12 shows the failed specimens of the various compositions during Charpy impact tests. The failure modes for the notched specimens comprised tensile fracture origination near the tip of the notch [51] in all compositions. The micro-scale fracture leads to a build-up of in-plane shear stresses, which when shoots beyond the inter-laminar shear strength (ILSS) leads to delamination failure. NFEC-I, NFEC-II and NFEC-III, containing a high banana fiber content displayed delamination failures initiated from the fracture location at the notch tip. In the compositions NFEC-IV and NFEC-V, the high TRP content and high Brittleness led to the crack propagation along the direction of the notch causing complete rupture of the specimens. Additionally, the low degree of bonding between TRP particles and the binder would have led to interfacial debonding in the last two compositions [51].

Impact strength and brittleness variation of the compositions

Failure modes of the compositions during Charpy impact tests
3.2 Acoustical response of the compositions
The acoustic response of the different compositions was assessed using the sound transmission loss (STL) as the key metric, expressed in ‘dB,’ the expression is given in Eq. 7. Figure 13 shows the variation of the STL for all the compositions, for the frequency between 63 and 6300 Hz. The compositionwise STL variation is shown in Fig. 14.

STL response of each composition at the specified frequencies
The frequency specific STL variation for all the sequences is displayed in Fig. 15. At low-frequency range (63–500 Hz), NFEC-II shows lowest Sound Transmission Loss (STL) value (16.7 dB), NFEC-III shows the highest STL value (30.37 dB), followed by NFEC-I (28.6 dB), NFEC-V (27.2 dB), and NFEC-IV (20.3 dB). At medium-frequency range (500–1600 Hz), STL value of NFEC-I was highest among all compositions (33–35 dB), followed by NFEC-IV (27–28 dB), NFEC-III (26.4–33.5 dB) and NFEC-II (20–21.2 dB). NFEC-V showed the lowest STL in this frequency range. For the high-frequency range (1600–6300 Hz), the STL values for NFEC-I and NFEC-II were found to be the highest, followed by NFEC-V. NFEC-I and NFEC-II having the high values of density among the sequences contributed to the high transmission loss [52]. NFEC-III and NFEC-IV showed a diminished acoustic response through consistently lower STL values in the high-frequency range. The acoustic impedance values of banana fibers (\(\sim 10^5\) Ns/m\(^3\)), TRP (\(\sim 1.1 \times 10^6\) Ns/m\(^3\)), and epoxy (\(\sim 2.96 \times 10^6\) Ns/m\(^3\)) [53] play an important role in the attenuation of acoustic energy. When the lining materials are exposed to air (acoustic impedance \(\sim\) 418 Ns/m\(^3\)) on one side, the relative volume fractions, distribution and location of the natural fiber whiskers and TRP fillers augment the STL values till 15 wt.% of TRP. Elastomeric materials are known for their ability to absorb and dampen vibrations, which is relevant in the context of reducing the influence of sound-induced vibrations by using elastomeric TRP fillers.

Combined plot of the variation of STL with frequency for all the compositions

STL response of different compositions at specific frequencies
Considering the overall acoustic performance, NFEC-I showed the highest average STL, followed by NFEC-III and NFEC-II. NFEC-IV and NFEC-V showed low transmission losses which indicate that content of TRP >15 wt.% does not improve the acoustic properties of the banana fiber composites.
4 Conclusion
The current work looked at developing banana fiber-reinforced hybrid composites with waste tire rubber particle fillers in varied weight fractions. Five compositions were subjected to the mechanical and acoustical characterization. The following conclusions were drawn:
-
Increasing the content of TRP fillers led to a drop in the compressive strength, although the compressive modulus was not affected to a great extent.
-
The compressive failure mode changed from wedge splitting to multiple fractured mode, owing to the increasing brittleness of the compositions at high content of TRP fillers.
-
The impact strength increased initially with TRP content and then was found to drop. The highest impact strength was noted for NFEC-III containing 15 wt.% TRP fillers. Accordingly, the brittleness was minimum for NFEC-III and was found to increase steeply for higher TRP content.
-
The high brittleness of NFEC-IV and NFEC-V led to abrupt fracture of the impact specimens without displaying any delamination, which was augmented by the lower content of reinforcing banana fibers.
-
From the acoustic response, NFEC-III showed high sound transmission loss for the low frequency range (60–1600 Hz), while NFEC-I displayed high sound transmission loss for the high frequency range (1600–6300 Hz). Addition of TRP fillers beyond 15 wt.% was not beneficial for acoustic performance of the hybrid composites.
Abbreviations
- \(I_{\rm s}\) :
-
Impact strength (\(\textrm{kJ}/\textrm{m}^2\))
- \(E_s\) :
-
Uncorrected breaking energy absorbed during impact (J)
- \(A_0\) :
-
Cross-sectional area below the notch (\(\textrm{m}^2\))
- B :
-
Brittleness of the composite
- \(a_c\), \(b_c\) :
-
Empirical parameters relating brittleness and impact strength
- \(\tau\) :
-
Transmissivity or transmission coefficient
- \(I_{\rm inc}\) :
-
Incident sound energy (J)
- \(I_{\rm tran}\) :
-
Transmitted sound energy (J)
- STL:
-
Sound transmission loss (dB)
- \(W_p\) :
-
Weight fraction of the TRP filler
- \(W_{\rm f}\) :
-
Weight fraction of banana fiber
- \(W_{\rm m}\) :
-
Weight fraction of matrix
- \(\rho _{\rm m}\) :
-
Matrix density (\(\textrm{kg}/\textrm{m}^3\))
- \(\rho _{\rm p}\) :
-
TRP filler density (\(\textrm{kg}/\textrm{m}^3\))
- \(\rho _{\rm f}\) :
-
Banana fiber density (\(\textrm{kg}/\textrm{m}^3\))
- \(\rho _{\rm c}\) :
-
Theoretical density of the composite (\(\textrm{kg}/\textrm{m}^3\))
- \(\rho _{\rm ac}\) :
-
Actual density of the composite (\(\textrm{kg}/\textrm{m}^3\))
References
Balaji A, Purushothaman R, Udhayasankar R, Vijayaraj S, Karthikeyan B (2020) Study on mechanical, thermal and morphological properties of banana fiber-reinforced epoxy composites. J Bio- Tribo-Corros 6(2):1–10. https://doi.org/10.1007/s40735-020-00357-8
Nguyen TA, Nguyen TH (2021) Banana fiber-reinforced epoxy composites: mechanical properties and fire retardancy. Int J Chem Eng 2021(1973644):1–9. https://doi.org/10.1155/2021/1973644
Wijianto RMD, Adityarini Ibnu H (2019) Effect of naoh concentration treatment on tensile strength, flexure strength and elasticity modulus of banana fiber reinforced polyester resin. Mater Sci Forum 961 MSF:10–15. https://doi.org/10.4028/www.scientific.net/MSF.961.10
Pai A, Padmaraj NH, Chethan KN, Vibhor S (2017) Mechanical response of fine laterite-modified polyester matrix composites. Mater Res Innov 21(2):115–121. https://doi.org/10.1080/14328917.2016.1192716
Hegde S, Padmaraj NH, Siddesh V, Sunaya TS, Adithya Kini K, Sanil VK (2021) Experimental investigation of mechanical sustainability and acoustic performance of fly ash cenosphere/epoxy polymer composites. J King Saud Univ Eng Sci. https://doi.org/10.1016/j.jksues.2021.11.002
Yogeshwaran S, Natrayan L, Udhayakumar G, Godwin G, Yuvaraj L (2020) Effect of waste tyre particles reinforcement on mechanical properties of jute and abaca fiber—epoxy hybrid composites with pre-treatment. Mater Today Proc 37(Part 2):1377–1380. https://doi.org/10.1016/j.matpr.2020.06.584
Singh VK, Mukhopadhyay S (2022) Banana fibre-based structures for acoustic insulation and absorption. J Ind Text 51(9):1355–1375. https://doi.org/10.1177/1528083720901823
Hassan T, Jamshaid H, Mishra R, Khan MQ, Petru M, Tichy M, Muller M (2021) Factors affecting acoustic properties of natural-fiber-based materials and composites: a review. Textiles 1(1):55–85. https://doi.org/10.3390/textiles1010005
Elkhaoulani A, Arrakhiz FZ, Benmoussa K, Bouhfid R, Qaiss A (2013) Mechanical and thermal properties of polymer composite based on natural fibers: Moroccan hemp fibers/polypropylene. Mater Des 49:203–208. https://doi.org/10.1016/j.matdes.2013.01.063
Rohit K, Dixit S (2016) A review—future aspect of natural fiber reinforced composite. Polym Renew Resour 7(2):43–60. https://doi.org/10.1177/204124791600700202
Chand N, Fahim M (2021) Tribology of natural fiber polymer composites, second. Woodhead Publishing, Sawston
Campilho R (2016) Natural fiber composites, first. CRC Press, Boca Raton. https://doi.org/10.1201/9781351050944-1
Ronald Aseer J, Sankaranarayanasamy K, Jayabalan P, Natarajan R, Priya Dasan K (2013) Morphological, physical, and thermal properties of chemically treated banana fiber. J Nat Fibers 10(4):365–380. https://doi.org/10.1080/15440478.2013.824848
Ticoalu A, Aravinthan T, Cardona F (2010) A review of current development in natural fiber composites for structural and infrastructure applications. In: South. Reg. Eng. Conf. 2010, SREC 2010—Inc. 17th Annu. Int. Conf. Mechatronics Mach. Vis. Pract. M2VIP 2010
Ramirez-peña M, Mayuet PF, Batista M, Vazquez-martinez JM (2020) Sustainability in the aerospace, naval, and automotive supply chain 4.0: descriptive review. Materials (Basel) 13(5625):1–23
Wellbrock W, Ludin D, Röhrle L, Gerstlberger W (2020) Sustainability in the automotive industry, importance of and impact on automobile interior? Insights from an empirical survey. Int J Corp Soc Responsib. https://doi.org/10.1186/s40991-020-00057-z
Khalid MY, Al Rashid A, Arif ZU, Ahmed W, Arshad H, Zaidi AA (2021) Natural fiber reinforced composites: sustainable materials for emerging applications. Results Eng 11:100263. https://doi.org/10.1016/j.rineng.2021.100263
Arumugam H, Krishnasamy B, Perumal G, Abdul Aleem M, Muthukaruppan A (2021) Bio-composites of rice husk and saw dust reinforced bio-benzoxazine/epoxy hybridized matrices: thermal, mechanical, electrical resistance and acoustic absorption properties. Constr Build Mater 312:125381. https://doi.org/10.1016/j.conbuildmat.2021.125381
Verstrynge E, Van Steen C, Vandecruys E, Wevers M (2022) Steel corrosion damage monitoring in reinforced concrete structures with the acoustic emission technique: a review. Constr Build Mater 349:128732. https://doi.org/10.1016/j.conbuildmat.2022.128732
Ali M, Alabdulkarem A, Nuhait A, Al-Salem K, Iannace G, Almuzaiqer R, Al-turki A, Al-Ajlan F, Al-Mosabi Y, Al-Sulaimi A (2020) Thermal and acoustic characteristics of novel thermal insulating materials made of Eucalyptus Globulus leaves and wheat straw fibers. J Build Eng 32(April):101452. https://doi.org/10.1016/j.jobe.2020.101452
Ali M, Alabdulkarem A, Nuhait A, Al-Salem K, Almuzaiqer R, Bayaquob O, Salah H, Alsaggaf A, Algafri Z (2021) Thermal analyses of loose agave, wheat straw fibers and agave/wheat straw as new hybrid thermal insulating materials for buildings. J Nat Fibers 18(12):2173–2188. https://doi.org/10.1080/15440478.2020.1724232
Ali M, Alabdulkarem A, Nuhait A, Al-Salem K, Iannace G, Almuzaiqer R (2021) Characteristics of agro waste fibers as new thermal insulation and sound absorbing materials: hybrid of date palm tree leaves and wheat straw fibers. J Nat Fibers 19(13):6576–6594. https://doi.org/10.1080/15440478.2021.1929647
Alabdulkarem A, Ali M, Iannace G, Sadek S, Almuzaiqer R (2018) Thermal analysis, microstructure and acoustic characteristics of some hybrid natural insulating materials. Constr Build Mater 187:185–196. https://doi.org/10.1016/j.conbuildmat.2018.07.213
Tan WH, Sin CF (2018) Sound transmission loss analysis on building materials. Int J Automot Mech Eng 15(4):6001–6011. https://doi.org/10.15282/ijame.15.4.2018.20.0457
Pai A, Subramanian S, Sood T (2020) Tribological response of waste tire rubber as micro-fillers in automotive brake lining materials. Friction 8(6):1153–1168. https://doi.org/10.1007/s40544-019-0355-6
Gao N, Tang L, Deng J, Lu K, Hou H, Chen K (2021) Design, fabrication and sound absorption test of composite porous metamaterial with embedding i-plates into porous polyurethane sponge. Appl Acoust 175:107845
Gao N, Zhang Z, Deng J, Guo X, Cheng B, Hou H (2022) Acoustic metamaterials for noise reduction: a review. Adv Mater Technol 7(6):2100698
Dress GA, Woldemariam MH, Redda DT (2021) Influence of fiber orientation on impact resistance behavior of woven sisal fiber reinforced polyester composite. Adv Mater Sci Eng. https://doi.org/10.1155/2021/6669600
Parre A, Karthikeyan B, Balaji A, Udhayasankar R (2020) Investigation of chemical, thermal and morphological properties of untreated and NaOH treated banana fiber. Mater Today Proc 22:347–352. https://doi.org/10.1016/j.matpr.2019.06.655
Bin Bakri MK, Jayamani E, Heng SK, Hamdan S, Kakar A (2016) An experimental and simulation studies on sound absorption coefficients of banana fibers and their reinforced composites. Nano Hybrids Compos 12:9–20. https://doi.org/10.4028/www.scientific.net/nhc.12.9
Pai A, Shetty R, Nh P, Kini C (2021) Effect of carbonising temperature on mechanical response of coconut endocarp ash reinforced epoxy composites. Mater Res Innov 25(6):380–386. https://doi.org/10.1080/14328917.2021.1915589
Pai A, Sharma SS, Silva RED, Nikhil R (2015) Effect of graphite and granite dust particulates as micro-fillers on tribological performance of al 6061–t6 hybrid composites. Tribol Int 92:462–471. https://doi.org/10.1016/j.triboint.2015.07.035
Sharma S, Pai A, Gowrishankar M (2017) Potentiality of artificially aged aluminium 6061 hybrid composites reinforced with granite and graphite micro-fillers for structural applications: Potenzial von künstlich gealterten, mit granit und graphit verstärkten aluminium-(6061) hybrid-verbundwerkstoffen für konstruktive anwendungen. Materialwiss Werkstofftech 48(11):1082–1092. https://doi.org/10.1002/mawe.201700028
Tapkin S (2008) The effect of polypropylene fibers on asphalt performance. Build Environ 43(6):1065–1071. https://doi.org/10.1016/j.buildenv.2007.02.011
Peponi L, Biagiotti J, Torre L, Kenny JM, Mondragon I (2008) Statistical analysis of the mechanical properties of natural fibers and their composite materials. I. Natural fibers. Polym Compos 23(2):313–320
Rajesh M, Pitchaimani J, Rajini N (2016) Free vibration characteristics of banana/sisal natural fibers reinforced hybrid polymer composite beam. Procedia Eng 144:1055–1059. https://doi.org/10.1016/j.proeng.2016.05.056
Garcia-Gonzalez D, Rusinek A, Jankowiak T, Arias A (2015) Mechanical impact behavior of polyether-ether-ketone (PEEK). Compos Struct 124:88–99. https://doi.org/10.1016/j.compstruct.2014.12.061
Garcia-Gonzalez D, Rodriguez-Millan M, Rusinek A, Arias A (2015) Investigation of mechanical impact behavior of short carbon-fiber-reinforced PEEK composites. Compos Struct 133:1116–1126. https://doi.org/10.1016/j.compstruct.2015.08.028
Tanks J, Sharp S, Harris D (2016) Charpy impact testing to assess the quality and durability of unidirectional CFRP rods. Polym Test 51:63–68. https://doi.org/10.1016/j.polymertesting.2016.02.009
Brostow W, Hagg Lobland HE (2010) Brittleness of materials: implications for composites and a relation to impact strength. J Mater Sci 45(1):242–250. https://doi.org/10.1007/s10853-009-3926-5
Dieckmann E, Dance S, Sheldrick L, Cheeseman C (2018) Novel sound absorption materials produced from air laid non-woven feather fibres. Heliyon 4(9):e00818. https://doi.org/10.1016/j.heliyon.2018.e00818
Opelt C, Cândido G, Rezende M (2018) Compressive failure of fiber reinforced polymer composites-a fractographic study of the compression failure modes. Mater Today Commun 15:218–227
Vuure AWV, Baets J, Wouters K, Hendrickx K (2015) Compressive properties of natural fibre composites. Mater Lett 149:138–140. https://doi.org/10.1016/j.matlet.2015.01.158
Khanam PN, Reddy MM, Raghu K, John K, Naidu SV (2007) Tensile, flexural and compressive properties of sisal/silk hybrid composites. J Reinf Plast Compos 26(10):1065–1070. https://doi.org/10.1177/0731684407079347
John K, Naidu SV (2004) Sisal fiber/glass fiber hybrid composites: the impact and compressive properties. J Reinf Plast Compos 23(12):1253–1258. https://doi.org/10.1177/0731684404035270
Weclawski BT, Fan M, Hui D (2014) Compressive behaviour of natural fibre composite. Compos Part B 67:183–191. https://doi.org/10.1016/j.compositesb.2014.07.014
Ruksakulpiwat Y, Sridee J, Suppakarn N, Sutapun W (2009) Improvement of impact property of natural fiber-polypropylene composite by using natural rubber and EPDM rubber. Compos Part B Eng 40(7):619–622. https://doi.org/10.1016/j.compositesb.2009.04.006
Moonart U, Utara S (2019) Effect of surface treatments and filler loading on the properties of hemp fiber/natural rubber composites. Cellulose 26(12):7271–7295. https://doi.org/10.1007/s10570-019-02611-w
Stelescu MD, Manaila E, Craciun G, Chirila C (2017) Development and characterization of polymer eco-composites based on natural rubber reinforced with natural fibers. Materials (Basel) 10(7):1–20. https://doi.org/10.3390/ma10070787
Roy K, Debnath SC, Pongwisuthiruchte A, Potiyaraj P (2021) Recent advances of natural fibers based green rubber composites: properties, current status, and future perspectives. J Appl Polym Sci 138(35):1–17. https://doi.org/10.1002/app.50866
Batch GL, Cumiskey S, Macosko CW (2002) Compaction of fiber reinforcements. Polym Compos 23(3):307–318. https://doi.org/10.1002/pc.10433
Pai A, Shenoy BS, Kini RC, Hegde S (2023) The scope of acoustic impedance matching of hybrid fiber metal laminates for shielding applications. J King Saud Univ-Eng Sci 35(7):512–522. https://doi.org/10.1016/j.jksues.2021.07.002
Fu Y, Kabir II, Yeoh GH, Peng Z (2021) A review on polymer-based materials for underwater sound absorption. Polym Test 96:107115. https://doi.org/10.1016/j.polymertesting.2021.107115
Acknowledgements
The authors thank the Department of Aeronautical and Automobile Engineering, Manipal Institute of Technology for granting access to the fabrication setup, mechanical testing and acoustic characterization setup. The authors also thank the Department of Mechanical and Industrial Engineering, Manipal Institute of Technology for helping out with the Wire-EDM and Vertical milling machine equipment for the mold manufacturing.
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal.
Author information
Authors and Affiliations
Contributions
Authors’ contributions were provided by AP writing review & editing, validation, methodology, investigation, formal analysis, data curation, and conceptualization. KMS did methodology, investigation, composite fabrication, conducting experiments, and data curation. NP carried out methodology, investigation, composite fabrication, conducting experiments, and data curation. AB presented methodology, investigation, composite fabrication, conducting experiments, and data curation. GMC prepared writing, review & editing, validation, and supervision. SH contributed acoustic experimentation, writing—review & editing, validation, and supervision.
Corresponding author
Ethics declarations
Declarations
This section contains the necessary declarations related to the work and studies covered in this article.
Conflict of interest
The authors declare that they have no known competing interests or personal relationships that could have appeared to have influenced the work reported in this paper.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All the authors have given their agreement for publication of the work.
Additional information
Technical Editor: Marcelo Areias Trindade.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pai, A., Shah, K.M., Namezeno, P. et al. Effect of elastomeric filler content on the acoustic and mechanical response of natural fiber-based hybrid composites. J Braz. Soc. Mech. Sci. Eng. 46, 180 (2024). https://doi.org/10.1007/s40430-024-04748-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-024-04748-7