
Abstract
The effect of vanadium nitride (VN) particles additives on microstructure and mechanical properties of the extruded AZ31 Mg alloy was systematically investigated. The experimental results revealed that the addition of 0.5 wt% VN decreased the average grain size of AZ31 Mg alloy from 6.4 to 4.9 µm. With the increase in VN content, the refining effect would weaken because excessive VN particles would negatively affect the dynamic recrystallization process of the alloys. The scanning electron microscopy and energy-dispersive spectroscopy indicated that AlN, VN and Al–V–N particles with different morphologies were distributed in the streamline along the extrusion direction during the extrusion process. The mechanical properties of AZ31 Mg alloy vary with the addition of VN. The extruded AZ31 + 0.5 wt% VN Mg alloy possesses an excellent combination of high strength and ductility. The yield strength and ultimate tensile strength of the extruded AZ31 + 0.5 wt% VN Mg alloy were increased without sacrificing ductility. This is mainly due to the grain refinement caused by double-heterogeneous nucleation particles. With a further increase in VN content, the presence of excessive VN particles increases the stress concentration, and the initiation source of microcracks in the alloy during alloy deformation makes the cracks more easily propagated and results in a decrease in the ductility of the extruded alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Magnesium (Mg) alloys, as the lightest metal structure material, are known as “green environmental engineering materials in the twenty-first century” [1]. Compared with other metal structural materials, Mg alloys have the advantages of low density, high specific strength, high creep resistance, and other beneficial properties [2,3,4], which have significant application value and broad application prospects in the fields of transportation, communication and electronics, aerospace, national defense industry and medical treatment [5,6,7].
Although Mg alloys have many advantages, their practical application is subject to many restrictions compared with Al alloys. Firstly, yield strength, ultimate tensile strength and high-temperature mechanical properties of Mg alloys are inferior to Al alloys. Secondly, Mg has a hexagonal close-packed (HCP) crystal structure, which determines that Mg has poor ductility and formability at room temperature [8, 9]. Therefore, the researchers aimed to improve the mechanical properties of Mg alloys by heat treatment [10, 11], the addition of particles [12, 13], and the addition of alloying elements [14, 15]. According to the Hall–Petch formula [16], reduction in grain size of the metal would increase its yield strength. Researches [17, 18] have obtained that reducing grain size can improve the ductility of Mg alloys but without sacrificing their strength. Therefore, various potential grain refiners are explored in Mg alloys, such as carbides and borides [12, 19, 20]. The fine particle can become the heterogeneous nucleation cores of the matrix, increasing the nucleation site. And the particles near the grain boundary can hinder the growth of the grains, which can play a role in the effect of grain refinement. Based on the classic Bramfitt model [21], the refining effect of heterogeneous nucleation particles mainly depends on the degree of lattice matching. The particles with lattice matching degree less than 12% can be the effective heterogeneous nucleation core of the matrix. Previous researchers added nano-SiC particles to AZ91 Mg alloy [12, 19]. SiC particles can not only promote heterogeneous nucleation during the solidification of Mg alloys, but also pin the grain boundaries and inhibit grain growth. The grain size of the alloy is significantly refined, and the mechanical properties are significantly improved. Xiao et al. [20] added Al–Ti–B to AZ91 Mg alloy, and the TiB2 phase formed by the reaction serves as the core of heterogeneous nucleation, which can effectively refine the grain size. In addition to carbides and borides, nitrides are also efficient candidates for grain refinement, which have received extensive attention and research by scholars.
At present, the research on nitrogen-containing refiners for Mg alloys mostly focuses on AlN and Mg3N2 particles [22, 23]. Fu et al. [24] added AlN particles directly into Mg–3Al, and thus, the grain size of Mg-3Al alloy with 0.5 wt% AlN particles decreased from 450 to 120 µm. Moreover, it is calculated that the minimum mismatch between AlN and α-Mg is 3.04% (< 12%), which acts as an efficient heterogeneous nucleation core during the solidification of the Mg matrix. Zhao et al. [25] added Mg3N2 particles into molten AZ31 Mg alloy, and AlN particles generated by the in situ reaction are effective heterogeneous nucleation cores for grains. Zhang et al. [23] used a liquid nitriding method to in situ synthesize nano-, sub-micron, and micron-sized AlN particles in an AZ91 matrix alloy, and the refinement effect is more obvious than the direct addition of AlN particles. It can be seen that under the same nucleation mechanism, different nucleation processes will lead to different refinement effects.
In our previous work [26], it was found that the addition of vanadium nitride (VN) can effectively refine the grain size of the as-cast AZ31 Mg alloy and improve its mechanical properties. According to the Bramfitt equation, the minimum mismatch between VN and α-Mg on the (0001) plane is 6.85% (< 12%), which can act as an effective heterogeneous nucleation core, as well. Recently work has revealed that the second-phase particles can manipulate grain size during dynamic recrystallization (DRX) process, but the internal relationship has not been illuminated clearly, yet [27, 28]. Therefore, in order to explore the effect of VN particles added to the hot extrusion process of AZ31 Mg alloy, we carried out the research in this paper to conduct microscopic characterization and performance tests of extruded AZ31 Mg alloy with different VN contents.
2 Experimental
Industrial Mg (> 99.9%), Al (> 99.9%), Zn (> 99.9%), Mn (> 99.9%), and the addition of VN particles (1 µm in diameter and wrapped with Al foil) were used to prepare AZ31 Mg alloy with 0, 0.5, 1 and 2 wt% VN particles. The melting and casting of as-cast ingots were performed in a medium frequency melting furnace with the protective atmosphere of carbon dioxide and sulfur hexafluoride mixed gas. Before hot extrusion, the as-cast alloy was solid solution treated at 673 K for 20 h followed by air cooling. Finally, the homogenized ingots are extruded into plates with a thickness of 3.39 mm using a horizontal extruder. The extrusion temperature was 673 K, and the extrusion ratio was 16.
The microstructure and compound composition of the alloys were examined by scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS). The samples used for SEM observation were initially ground with different grades of polishing paper, then polished with W0.5 µm diamond paste, and then etched in 1 ml concentrated nitric acid, 1 ml acetic acid and two spoons of solid oxalic acid and 100 ml distilled water. The grain morphology, orientation, and texture behavior were characterized using electron backscatter diffraction (EBSD). The EBSD samples were prepared by mechanical polishing to 2000-grit SiC paper and then electro-polishing at 25 V for 90 s using the 4% perchloric acid ethanol electrolyte. Based on EBSD data, some orientation-related graphics were obtained. The mechanical properties of the extruded specimens at room temperature were tested using a universal electronic testing machine. The tensile rate was 1 mm/min, and the size of the tensile specimen was determined according to the American standard ASTM E8, and 10 samples were tested in each group.
Since the three surfaces of the extruded alloy are anisotropic, the three-dimensional graphics are now divided into three directions, namely ED (extrusion direction) and TD (transverse direction) and ND (normal direction). The three surfaces are the ED-TD surface (denoted as ND surface), ED-ND surface (denoted as TD surface) and TD-ND surface (denoted as ED surface). Figure 1 shows three-dimensional schematic diagram of extruded alloy.

Three-dimensional schematic diagram of extruded alloy
3 Results and Discussion
3.1 Microstructure and Phase Analysis
Figure 2 shows the morphologies of the extruded alloys on three different surfaces. It can be seen that the grain sizes of all extruded alloys are significantly refined compared with solution-treated as-cast alloys (Fig. 3) [26], which is mainly attributed to the DRX behavior of the alloy during extrusion. In addition, it can be seen from Fig. 2a1–a3 that the small-sized grains in the extruded AZ31 Mg alloy are uniformly distributed, and there is no obvious un-dynamic recrystallization (Un-DRX) area. With the increase in VN content, the grain size first decreases and then increases. As shown in Fig. 2c2–c3, d1–d3, when the VN addition exceeds 1 wt%, some elongated Un-DRX coarse grains (yellow elliptical area) appear in the alloys. This demonstrates that this part of the grains does not completely undergo DRX. It is speculated that the addition of excessive VN particles hindered the DRX of the alloy during the hot extrusion process to some extent.

Optical morphologies of the extruded alloys: a1–d1 ND surface AZ31 + x wt% VN (x = 0, 0.5, 1, 2), a2–d2 ED surface AZ31 + x wt% VN (x = 0, 0.5, 1, 2), a3–d3 TD surface AZ31 + x wt% VN (x = 0, 0.5, 1, 2)

Optical microstructure of solution treated AZ31 + x wt% VN Mg alloys (x = 0 a, 0.5 b, 1 c, 2 d) [26]
Figure 4 shows the SEM image of the ND surface of AZ31 Mg alloys with different VN contents. Due to the 20 h solution treatment before extrusion, the second phase is almost invisible in AZ31 Mg alloy, and the grain boundaries are obvious. The grains of the extruded alloys on the ND surface are fine and uniform equiaxed grains, indicating that DRX occurs in the alloys during extrusion.

Microstructures of extruded alloys on ND surface of AZ31 + x wt% VN (x = 0 a, 0.5 b, 1 c, 2 d)
Figure 5 shows the grain size distribution diagram in the extruded AZ3l Mg alloys with different VN contents. It can be seen from the figure that the average grain size of AZ31 Mg alloy is 6.4 µm. After adding 0.5 wt% VN, the average grain size was refined from 6.4 to 4.9 µm. However, after adding 1 wt% VN, the average grain size was increased from 4.9 to 5.8 µm. After adding 2 wt% VN, the average grain size was increased from 5.8 to 5.9 µm. The grain size of VN modified AZ31 Mg alloy enlarges with the increase in VN content, but the grain size of the alloys containing VN particles is still smaller than that of the original AZ31 Mg alloy. When the added VN mass fraction increases from 0 to 2%, the grain size on the ND surface of AZ31 Mg alloy shows a trend of first decreasing and then increasing. The grain size of the AZ31 + 0.5 wt% VN Mg alloy is the smallest.

Grain size distribution of extruded AZ31 + x wt% VN Mg alloys on ND surface (x = 0 a, 0.5 b, 1 c, 2 d)
The grain size reduction of extruded Mg alloys is mainly attributed to the DRX phenomenon during extrusion. Mg alloys have different DRX characteristics under different deformation conditions. According to the deformation temperature, it can be divided into three categories, namely low-temperature zone (below 473 K), medium-temperature zone (473–573 K), and high-temperature zone (above 573 K) [29]. Considering the high temperature (673 K) during the extrusion process, according to Kaibyshev's DRX theory [30], the DRX mechanism of the alloy is continuous dynamic recrystallization (CDRX) and discontinuous dynamic recrystallization (DDRX). Therefore, the grain sizes of four extruded AZ31 Mg alloys are greatly reduced compared to the as-cast alloys.
The SEM images of the ED and TD surfaces of the extruded alloys are shown in Figs. 6 and 7, respectively. It can be seen that four extruded AZ31 Mg alloys have slight extrusion traces on the ED surface, which are discontinuous and disordered streamline. On the TD surface, the extrusion traces of four extruded AZ31 Mg alloys are more obvious, showing a continuous streamline. In addition, the traces of the extruded alloys with VN added on the TD and ED surfaces are more obvious than those without the addition. The different morphologies of extrusion traces might be ascribed to the different degree of deformation in the TD direction and ED direction during the extrusion process. Moreover, the hard phases in the alloy may destroy the integration of the alloy, in which a more obvious streamline can be seen following the extrusion traces. On the TD and ED surfaces, the grain boundaries of AZ31 Mg alloys are obvious, and there is only a small amount of Al-Mn phase on the surface. With the addition of VN particles, a large number of second-phase particles with different sizes and irregular shapes were observed on both the TD and ED surfaces.

Microstructures of extruded alloys on ED surface of AZ31 + x wt% VN (x = 0 a, 0.5 b, 1 c, 2 d)

Microstructures of extruded alloys on TD surface of AZ31 + x wt% VN (x = 0 a, 0.5 b, 1 c, 2 d)
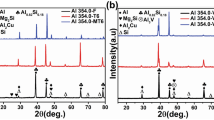
As mentioned above, few second phases are observed in the extruded AZ31 Mg alloy. Zn elements dissolved in the Mg alloy matrix, leaving only a small amount of sporadic Al-Mn phase, as shown in Figs. 6a and 7a. A few of granular second phases appear in the AZ31 + 0.5 wt% VN Mg alloy. Most of the fine particles are A1-Mn phase, AlN phase and Al-N-V phase, and a small part of the particles are VN particles, as shown in Figs. 6b and 7b. Besides, a large number of irregular-shaped second-phase particles with different sizes can be observed on the TD and ED surfaces of the AZ31 + 1 wt% and AZ31 + 2 wt% VN Mg alloys, which are distributed in flakes parallel to the extrusion surface, as shown in Figs. 6c, d and 7c, d. Figure 8a illustrates the SEM image of the AZ31 + 0.5 wt% VN Mg alloy, and Fig. 8b shows the point scanning result of the second phase in Fig. 8a, which indicates that the phase is essentially unreacted VN particle. Figures 9 and 10 illustrate the surface scanning element distribution maps of the AZ31 + 0.5 wt% and AZ31 + 1 wt% VN Mg alloys, respectively. It revealed that these particles are enriched in Al, N and V. It can be determined that these particles are AlN, Al–V–N, and unreacted VN particles.

a SEM image of extruded AZ31 + 0.5 wt% VN Mg alloy, b EDS analysis results of spots in image a

a SEM image of extruded AZ31 + 0.5 wt% VN Mg alloy on the ED surface, b–e surface scanning elements distribution in image a

a SEM image of extruded AZ31 + 1 wt% VN Mg alloy on the TD surface, b–e surface scanning elements distribution in image a
Therefore, the change in the grain size of the extruded VN modified AZ31 Mg alloys can be explained by the following aspects. Firstly, both the in situ formed AlN phase and the unreacted VN phase in the alloy can act as the heterogeneous nucleation cores during the solidification process of α-Mg, promoting grain refinement. Secondly, the grains of four AZ31 Mg alloys undergo DRX, and the grains are significantly refined after hot extrusion. Finally, the DRX of Mg alloys was inhabited by VN particles during the hot extrusion process. It is reported that the pinning effect of a large number of second-phase particles inhibits grain boundary nucleation during DRX [31]. Therefore, the negative effect of the AZ31 + 2 wt% VN Mg alloy grains is greater than the refining effect, and the grain size increases.
Figure 11 shows the inverse pole figures (IPF) and pole figures (PF) of the extruded AZ31 Mg alloy with different VN contents on the ND plane, in which high-angle grain boundaries (HAGBs) and low-angle grain boundaries (LAGBs) are marked with different lines. In IPF, fine equiaxed grains with serrated grain boundaries can be observed, and the content of HAGBs in all alloys is above 80%. The high proportion of HAGBs in most grains during extrusion indicates that DRX occurs [32]. The traits of DRX nucleation closely depend on the grain boundary sliding during hot deformation [33]. The serrated grain boundary occurs by high strain hinders the grain boundary sliding, resulting in the nucleation of DRX nuclei at grain boundaries, and then LAGBs transformed into HAGBs through the absorption of strain [34]. Meanwhile, it can be seen from the figure that the addition of different contents of VN has little effect on the grain orientation of AZ31 Mg alloy. The (0002) basal plane texture of all alloys has no obvious optimal orientation. The basal texture intensity of the alloys gradually decreases with the increase in VN content. The texture intensity of the (0002) basal plane decreased from 11.9 of AZ31 Mg alloy to 9.8 of the AZ31 + 2 wt% VN Mg alloy. It is reported that the weak intensities of deformation textures are accompanied by a high content of second-phase particles in alloy matrix [35]. Therefore, for the texture change in the alloy, it is mainly attributed to the change of the second phase in the alloy. During the extrusion process, VN, AlN and Al–N–V phases in VN modified AZ31 Mg alloys can pin grain boundaries and hinder the migration of grain boundaries, thus weakening the texture intensity.

Inverse pole figures and pole figures of extruded AZ31 + x wt% VN Mg alloys (x = 0 a, 0.5 b, 1 c, 2 d)
3.2 Mechanical Properties
Figure 12a, b illustrates the engineering stress–strain curves of the extruded Mg alloys along the extrusion direction (ED direction) and perpendicular to the extrusion direction (TD direction). Mechanical properties at room temperature are shown in Fig. 12c, d.

Engineering stress-engineering strain curves and corresponding mechanical properties of extruded AZ31 + x wt% VN (x = 0, 0.5, 1, 2) alloys at room temperature: a, c ED direction; b, d TD direction
It can be seen from the figure that the yield strength of AZ31 Mg alloy in the ED and TD directions is 154.7 MPa and 173.4 MPa, respectively. The ultimate tensile strength is 257.3 MPa and 262.5 MPa, respectively, and the elongation is 24.1% and 22.4%, respectively. In general, the yield strength and ultimate tensile strength in the TD direction are slightly higher than those of ED direction. The yield strength of the AZ31 + 0.5 wt% VN Mg alloy in the ED and TD directions is 185.4 MPa and 209.8 MPa, respectively. Compared with AZ31 Mg alloy, the yield strength is increased by 19.8% and 21%, respectively. The ultimate tensile strength is 279.6 MPa and 286.5 MPa, respectively. Compared with AZ31 Mg alloy, the ultimate tensile strength is increased by 8.7% and 9.2%, respectively. The elongation is 21.6% and 23.7%, respectively. Compared with AZ31 Mg alloy, the elongation is reduced by 10.4% in the ED direction and 5.8% in the TD direction. The yield strength of the AZ31 + 1 wt% VN Mg alloy in the ED and TD directions is 201.3 MPa and 225.1 MPa, respectively. Compared with AZ31 Mg alloy, the yield strength is increased by 30.1% and 29.8%, respectively. The ultimate tensile strength is 293.2 MPa and 306.4 MPa, respectively. Compared with AZ31 Mg alloy, it is enhanced by 14% and 16.7%, respectively. The elongation is 19.8% and 17.4%, respectively. Compared with AZ31 Mg alloy, the elongation is reduced by 17.8% and 22.3%, respectively. The yield strength of the AZ31 + 2 wt% VN Mg alloy in the ED and TD directions is 190.7 MPa and 213.3 MPa, respectively. Compared with AZ31 Mg alloy, it is enhanced by 23.3% and 23.1%, respectively. The ultimate tensile strengths are 285.2 MPa and 296.2 MPa, respectively, which is 10.8% and 12.8% higher than those of AZ31 Mg alloy. The elongation is 16.1% and 13.3%, respectively. Compared with AZ31 Mg alloy, the elongation is reduced by 33.2% and 40.6%, respectively.
In general, the yield strength and ultimate tensile strength of the extruded VN modified AZ31 Mg alloy are higher than those of the extruded AZ31 Mg alloy. And with the increase in VN content, the strength first increased and then decreased. The yield strength and ultimate tensile strength of the AZ31 + 1 wt% VN Mg alloy reach their peaks. The elongation of the AZ31 + 0.5 wt% VN Mg alloy is not much different from AZ31 Mg alloy, but the elongation is significantly reduced when the VN content is further increased. Therefore, it can be concluded that the strength of the AZ31 + 1 wt% and AZ31 + 2 wt% VN Mg alloys have been improved, while a part of the ductility has been sacrificed.
3.3 Fracture Analysis of Extruded Alloy Tensile Test
Figure 13 depicts the fracture morphologies of four extruded Mg alloys. As shown in Fig. 13a–f, the fracture surfaces of the extruded AZ31 + x wt% VN (x = 0, 0.5, 1) Mg alloys tested at room temperature are mainly composed of dimples and tear ridges, which indicates the fracture mode is a typical ductile fracture. In spite of the smaller grain size, the depth and average diameters of dimples in Fig. 13d are close to those of in Fig. 13b, which suggest that the AZ31 + 0.5 wt% VN Mg alloy would undergo a similar plastic deformation process compared with AZ31 Mg alloy, which is consistent with the tensile test. The result indicates that second-phase particles played an important role on deformation before fracture. Besides, as shown in Fig. 13f, some microscopic voids are observed in the surface, and there are flocculent particles in the middle of the voids, which were AlN phase and Al-N-V phase. In Fig. 13g, it can be seen that there are not only large numbers of dimples, but also some microcracks and microscopic voids. There are also flocculent substances in the voids, which is consistent with Fig. 13c. Microscopic holes become the source of microcrack initiation during tensile deformation. And the rapid growth of microcracks will lead to the formation of smooth cleavage planes [36], as shown in Fig. 13h. Therefore, it can infer that the fracture mechanism of the AZ31 + 2 wt% VN Mg alloy is a mixed mechanism of ductile fracture and brittle cleavage fracture.

SEM morphologies of the tensile fracture of the extruded alloys: a, b AZ31, c, d AZ31 + 0.5 wt% VN, e, f AZ31 + 1 wt% VN, g, h AZ31 + 2 wt% VN
3.4 Correlation Between Mechanical Properties and Microstructure
The influence mechanism of the addition of VN particles on the mechanical properties of AZ31 Mg alloy can be explained from the following aspects.
The grain sizes of the AZ31 + 0.5 wt% VN Mg alloy are smaller and more uniform than that of AZ31 Mg alloy. According to the Hall–Petch formula [16], a significant reduction in the grain size improves the yield strength of the alloy. Moreover, a large number of second phases with different morphologies were observed in the AZ31 + 1 wt% VN Mg alloy. The pinning effect of second-phase particles can effectively improve the yield strength of alloy [37, 38]. The VN and AlN particles are gathered near the grain boundaries, which inhibit the dislocation movement during alloy deformation. Therefore, the increased yield strength of AZ31 Mg alloy with VN particles is the combined effect of grain refinement strengthening and the second-phase particles strengthening.
Many agglomerated particles are observed in the AZ31 + 1 wt% VN Mg alloy as shown in Fig. 7. Higher amounts of additives result in the formation of agglomerations, which may have a negative impact on the mechanical properties of the alloy [39]. The presence of particles increases the stress concentration in the alloy during deformation, and increases the initiation source of microcracks in the alloy, making the cracks grow more easily. Therefore, cracks make the alloy easier to break during deformation. When the increased in ductility caused by grain refinement and the decreased in ductility caused by particles offset each other, the ductility decreases with the increase in VN particle content.
Finally, with the increase in VN content, the texture intensity of the alloys gradually weakened. The research [40] shows that the weakening of texture intensity can effectively improve the room temperature ductility of Mg alloys. However, the experimental results suggest that with the increase in VN content, the ductility of the alloys gradually decreases. The reason for this phenomenon may be that the positive effect on the ductility caused by texture weakening is lower than the negative effect caused by agglomerated particles during the deformation. Therefore, the ductility of the alloy gradually decreases with the increase in VN content.
4 Conclusions
-
1.
The grain size of the extruded AZ31 + x wt% VN (x = 0, 0.5, 1, 2) Mg alloys first decreased and then increased with the increase in VN content. The extruded AZ31 + 0.5 wt% VN Mg alloy has the smallest average grain size, which is reduced to 4.9 µm.
-
2.
When the VN particles were added, AlN, VN and Al–V–N second phases were formed in the alloy. These second phases were migrated and distributed in the extruded alloys in the streamline parallel to the extrusion surface. Moreover, with the increase in VN content, the morphology of AlN phase was transformed from the granular to the flake.
-
3.
The yield strength and ultimate tensile strength of the extruded alloys were improved with the addition of VN particles. The extruded AZ31 + 0.5 wt% VN Mg alloy exhibited the relatively best comprehensive mechanical properties, the yield strength, ultimate tensile strength, and elongation of the alloy are 209.8 MPa, 286.5 MPa, and 23.7% in the TD direction, respectively. However, as the VN content further increased, the ductility of the extruded alloys decreased.
-
4.
The fracture analysis of the extruded alloys indicated that the fracture mechanism of the AZ31 + x wt% VN (x = 0, 0.5, 1) Mg alloys was ductile fracture, and the AZ31 + 2 wt% VN Mg alloy was mixture of ductile fracture and brittle cleavage fracture.
References
P.D. Hou, F. Li, Y. Wang, R.Z. Wu, R.H. Gao, A.X. Zhang, Mater. Des. 219, 110696 (2022)
D. Wang, S.J. Liu, R.Z. Wu, S. Zhang, Y. Wang, H.J. Wu, J.H. Zhang, L.G. Hou, J. Alloys Compd. 881, 160663 (2021)
S. Jayasathyakawin, M. Ravichandran, N. Baskar, C. Anand Chairman, R. Balasundaram, Mater. Today 27, 909 (2020)
W.G. Zhang, K. Li, R.Q. Chi, S.S. Tan, P.J. Li, J. Mater. Sci. Technol. 91, 40 (2021)
Y.J. Kim, Y.M. Kim, S.G. Hong, D.W. Kim, C.S. Lee, S.H. Park, J. Mater. Sci. Technol. 93, 41 (2021)
S.Y. Jin, X.C. Ma, R.Z. Wu, T.Q. Li, J.X. Wang, B.L. Krit, L.G. Hou, J.H. Zhang, G.X. Wang, Int. J. Miner. Metall. Mater. 29, 1453 (2022)
X.C. Ma, S.Y. Jin, R.Z. Wu, J.X. Wang, G.X. Wang, B. Krit, S. Betsofen, Trans. Nonferrous Met. Soc. China 31, 3228 (2021)
W.X. Fan, Y. Bai, G.Y. Li, X.Y. Chang, H. Hao, Trans. Nonferrous Met. Soc. China 32, 1119 (2022)
U.M. Chaudry, T.H. Kim, S.D. Park, Y.S. Kim, K. Hamad, J.G. Kim, Mater. Sci. Eng. A 739, 289 (2019)
G.L. Bi, Y.X. Han, J. Jiang, Y.D. Li, D.Y. Zhang, D. Qiu, M. Easton, Mater. Sci. Eng. A 760, 246 (2019)
L. Liu, X.J. Zhou, S.L. Yu, J. Zhang, X.Z. Lu, X. Shu, Z.J. Su, J. Magnes. Alloy. 19, 35 (2020)
S. Ganguly, A.K. Mondal, Mater. Sci. Eng. A 718, 377 (2018)
P. Xiao, Y.M. Gao, C.C. Yang, Z.W. Liu, Y.F. Li, F.X. Xu, Mater. Sci. Eng. A 710, 251 (2018)
S.C. Jin, J.W. Cha, J.H. Bae, H. Yu, S.H. Park, J. Magnes. Alloy. 20, 58 (2020)
X.Y. Wang, Y.F. Wang, C. Wang, S. Xu, J. Rong, Z.Z. Yang, J.G. Wang, H.Y. Wang, J. Mater. Sci. Technol. 49, 117 (2020)
H.H. Yu, Y.C. Xin, M.Y. Wang, Q. Liu, J. Mater. Sci. Technol. 34, 248 (2018)
S.E. Lee, M.S. Kim, Y.W. Chae, H. Guim, J. Singh, S.H. Choi, J. Alloys Compd. 897, 163238 (2022)
J. Xu, B. Guan, Y.C. Xin, X.D. Wei, G.J. Huang, C.L. Liu, Q. Liu, J. Mater. Sci. Technol. 99, 251 (2022)
K.B. Nie, K.K. Deng, X.J. Wang, T. Wang, K. Wu, Mater Charact. 124, 14 (2017)
P. Xiao, Y.M. Gao, X.R. Yang, F.X. Xu, C.C. Yang, B. Li, Y.F. Li, Z.W. Liu, Q.L. Zheng, J. Alloys Compd. 764, 96 (2018)
B.L. Bramfitt, Metall. Mater. Trans. B 7, 1987 (1970)
H.Z. Ye, X.Y. Liu, B. Luan, Mater. Lett. 58, 2361 (2004)
B. Zhang, C.L. Yang, D.C. Zhao, Y.X. Sun, X.B. Wang, F. Liu, Mater. Sci. Eng. A 725, 207 (2018)
H.M. Fu, M.X. Zhang, D. Qiu, P.M. Kelly, J.A. Taylor, J. Alloys Compd. 478, 809 (2009)
H.L. Zhao, Z.X. Zhou, X.D. Liu, S.K. Guan, J. Cent, South Univ. 4, 459 (2008)
W. Qiu, Z.Q. Liu, R.Z. Yu, J. Chen, Y.J. Ren, J.J. He, W. Li, C. Li, J. Alloys Compd. 781, 1150 (2019)
J.D. Robson, D.T. Henry, B. Davis, Mater. Sci. Eng. A 528, 4239 (2011)
L. Liu, X.J. Zhou, S.L. Yu, J. Zhang, X.Z. Lu, X. Shu, Z.J. Su, J. Magnes. Alloy. 10, 501 (2022)
A. Galiyev, R. Kaibyshev, G. Gottstein, Acta Mater. 49, 1199 (2001)
R. Kaibyshev, O. Sitdikov, Phys. Met. Metallogr. 89, 384 (2000)
N.Y. Zhu, C.Y. Sun, Y.L. Li, L.Y. Qian, S.Y. Hu, Y. Cai, Y.H. Feng, Comput. Mater. Sci. 200, 110858 (2021)
A. Sharma, Y. Morisada, T. Nagaok, H. Fujii, Mater. Char. 188, 111914 (2022)
H. Miura, T. Sakai, R. Mogawa, J. Jonas, Philos. Mag. A 87, 4197 (2007)
T. Sakai, A. Belyakov, R. Kaibyshev, H. Miura, J.J. Jonas, Prog. Mater. Sci. 60, 130 (2014)
X. Li, F. Jiao, T. Al-Sammana, S. Ghosh Chowdhury, Scr. Mater. 66, 159 (2012)
X.F. Zhang, G.H. Wu, W.C. Liu, W.J. Ding, Trans. Nonferrous Met. Soc. China 22, 2883 (2012)
Y. Zhou, Z. Chen, J. Ji, Z. Sun, Mater. Sci. Eng. 707, 110 (2017)
J.D. Robson, D.T. Henry, B. Davis, Mater. Sci. Eng. 528, 4239 (2011)
K. Neh, M. Ullmann, R. Kawalla, Mater. Today: Proc. 2, 219 (2015)
H. Zhang, G. Huang, L.F. Wang, H.J. Roven, F.S. Pan, J. Alloys Compd. 575, 408 (2013)
Acknowledgements
The authors gratefully acknowledge the financial supports from the National Natural Science Foundation of China (Nos. 52171099, 52105140, and 51301025), the Natural Science Foundation of Hunan Province (No. 2021JJ40583), the Natural Science Foundation of Changsha City (No. kq2014096), the Open Research Fund of Science and Technology Innovation Platform of Key Laboratory of Efficient & Clean Energy Utilization, and the Education Department of Hunan Province (No. 2018NGQ004).
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors state that there are no conflicts of interest to disclose.
Additional information
Available online at http://link.springer.com/journal/40195.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Qiu, W., Xie, W., Li, QF. et al. Effect of Vanadium Nitride (VN) Particles on Microstructure and Mechanical Properties of Extruded AZ31 Mg Alloy. Acta Metall. Sin. (Engl. Lett.) 36, 237–250 (2023). https://doi.org/10.1007/s40195-022-01476-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-022-01476-6