
Abstract
High-performance plastics, such as polyphenylene sulfide or polyphthalamide, are increasingly being used in highly stressed areas, primarily due to their outstanding thermal and mechanical properties. Due to the increasing demands on plastic components in terms of geometry, functional integration, etc., components produced by primary molding often have to be welded in an additional process step. Furthermore, there are often restrictions with regard to component cleanliness, which is why converting, non-contact welding processes are of great industrial interest. However, as a result of the changeover-step in these processes, the previously plasticized areas cool down. For materials with high melt temperatures this circumstance can lead to inadequate weld seam qualities.
The aim of the investigations was therefore to expand the understanding of the process of welding high-temperature-resistant plastics, to identify optimum welding parameters and to determine the mechanical short- and long-term properties of the welds. Furthermore, a comparison was made between the changeover welding processes and single-stage vibration welding in order to clarify the relevance of short changeover times.
It could be shown that a significant correlation exists between the changeover time, the melting temperature and the resulting weld strength. Furthermore, the selection of the welding process and thus the type of heat input seems to have an influence on the long-term properties of the welds at high test temperatures.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Thanks to the outstanding properties of plastics in terms of low weight and high mechanical properties, metallic components in automobiles are increasingly being replaced by plastic components in order to achieve efficient lightweight construction and reduce CO2 emissions. The need to save weight exists both for vehicles with conventional combustion engines and for those with electric motor drives, since the weight savings in both variants ensure significantly lower rolling, acceleration and gradient resistance. However, plastics are not only widely used in the automotive industry, but also in areas such as electrical engineering, medicine and packaging [1].
Plastic components are produced by primary forming, i.e. by means of extrusion, injection molding or additive manufacturing. Injection molding is mainly used for the series production of sophisticated components. However, not all geometries can be produced in a single process step using this type of primary forming production. Consequently, injection-molded components, such as half-shells for electrical engineering, must be joined together to generate complex, closed components. Due to the specific requirements for such components, such as media tightness and a high mechanical load capacity, material connections are preferred [2, 3].
Plastics are welded together to form a material bond. There are various processes for welding plastics, which differ from one another in terms of the type of heat input. Each process has advantages and disadvantages, for example with regard to the cycle time, the materials that can be welded or the investment costs, so that the welding process must be matched to the plastics to be welded [2,3,4].
High-temperature-resistant, fiber-reinforced thermoplastics are increasingly being used for components in areas subject to high thermal and mechanical loads, such as the engine compartment of an automobile (in conventionally powered variants) or the corresponding areas in vehicles powered by electric motors [5, 6]. For this reason, the focus of the investigations described here is on the welding of high-temperature-resistant thermoplastics and the characterization of the generated welds in terms of their short- and long-term properties.
2 Motivation
Due to the high melting points of the high-temperature-resistant plastics, major problems can arise in current series production as a result of the changeover times for infrared (IR) and hot gas (HG) heating. After heating, the IR emitter or the HG tool is moved out of the joining zone and the joining process is started. This changeover time can lead to unacceptably strong cooling of the previously heated joining zone. This circumstance can lead to low weld seam quality, especially with high-temperature-resistant plastics [7].
However, the basic prerequisite for the use of high-temperature resistant plastics in highly stressed areas is a long-term designed joint connection of the individual components. At present, however, it is not possible to make a statement about the long-term properties of high-temperature-resistant plastics. The importance of and need for research into the long-term properties and aging of welded joints were highlighted in a study by the “Schweißen und verwandte Verfahren e.V.” German Welding Research Association (DVS) entitled “Challenges for joining technology in lightweight construction and renewable energy applications”. In the process, companies and institutes from various industrial sectors were surveyed on future research fields and research needs in joining technology. Among the companies, there is a balance between small and medium-sized enterprises and large companies. The study shows that, in order to expand the area of application of plastics, especially in the engine compartment, quality testing and the temperature resistance of weld seams represent a central point in the need for research. The DVS study further proves that there is a broad need for research in the field of joining high-temperature-resistant thermoplastics, especially in welding, so that the technological advantages of high-temperature-resistant thermoplastics can also be exploited economically [8]. The welding of components made of high-temperature plastics thus represents a central problem and was therefore examined in greater detail in the investigations presented here.
For this reason, the following chapters will go into more detail on the welding technologies used, describe the machines and process parameters used and finally present the characterization of the welds in terms of short- and long-term properties. Within the scope of the investigations, two changeover welding processes (HG and IR) are considered and compared with vibration welding as a single-stage process. The purpose of this is to evaluate the influence of the changeover phase on the weld strength.
3 Welding processes
The welding processes used in the investigations summarized here are explained in detail below.
3.1 Vibration welding with infrared preheating
In vibration welding, the interfaces of two parts to be joined are heated by an oscillating frictional movement. The applied joining pressure and the resulting frictional heat plasticize the plastic so that the parts to be joined are bonded together. Based on the type of frictional movement, vibration welding can be divided into three process variants: linear vibration welding, biaxial vibration welding and angle welding [2, 9].
Linear vibration welding is characterized by the fact that the movement of one of the two joining partners by the amplitude (a) takes place in only one direction. This deflection, in conjunction with the applied joining force (FJ), leads to melt formation and its displacement into the weld bead. At the end of the vibration period, the pressure (holding pressure) is maintained and the joint cools down. The vibration welding process is operated with amplitudes from 0.25 to 2.5 mm and frequencies from 80 to 300 Hz. In addition to the joining pressure, amplitude and frequency, the holding pressure pH, the welding time (vibration time) tW, the welding path sW and the joining path sJ are further important process variables [2, 3, 9].
During the solid friction phase, particles can be generated during vibration welding, which are undesirable especially in media-carrying components. By using infrared preheating, the solid friction phase can be bypassed and particle formation minimized. The joining surfaces are heated to the melting temperature of the plastic using infrared emitters. This is followed by a changeover phase in which the infrared emitters are removed from the joining plane and the molten test specimens are brought into contact. This is done with low force so that the existing melt is not immediately displaced again from the joining plane. The vibration movement then starts and the second phase, transient melt formation, of vibration welding begins. The phases after the infrared heating are identical to the phases of linear vibration welding without preheating. The result of infrared preheating is the reduction of particle weight and an increase in cycle time [9, 10].
The welding tests regarding vibration welding of high-temperature resistant thermoplastics are carried out with the LVW2020 SE linear vibration welding system from KLN Ultraschall AG. The vibration system of the unit consists of two vibrating magnets and four high-performance metal springs. The system, which operates at a maximum frequency of 260 Hz, enables amplitudes of 0.35 to 1.0 mm (peak to peak: 0.7 to 2 mm).
3.2 Infrared welding
Maintenance-free and wear-free infrared beam welding is particularly characterized by high power density and high efficiency. In addition, as a mass product, it is inexpensive compared to other series welding processes. A disadvantage is that precise focusing by means of IR radiation is not readily possible, and, associated with this, reliable melting, especially with short-wave beams, is dependent on the material. Infrared radiation is the part of the electromagnetic spectrum in the wavelength range from 0.8 µm to 1.0 mm. IR radiation can thus be classified between visible light and microwave radiation. For joining technology, the thermal infrared range is of particular interest, since in plastics the highest absorption and thus the highest energy input occurs at a wavelength of 2 to 15 µm [3, 11, 12].
The investigations into infrared welding of high-temperature-resistant thermoplastics are carried out on a modified K 2150 series hot plate welding machine from the company bielomatik GmbH. For welding with infrared radiation, the heating element can be equipped with two glass tube emitters from Heraeus Noblelight GmbH (short-wave emitters) or with two metal foil emitters from Krelus (medium-wave emitters). The short-wave emitters have a maximum output of 1080 W, while the medium-wave emitters operate with a maximum output of 60 W. The welding machine and the setup of the IR emitters are shown in Fig. 1. With the welding machine, the changeover phase can be done in a very short time compared to other machines. The slides of the welding machine can accelerate at 45 m/s2, so speeds up to 2500 mm/s can be realized. Ultimately, however, the real changeover time depends on the mass to be moved, so that a minimum changeover time of 0.8 s is possible with the setup described.

Modified welding machine for radiation welding (bielomatik GmbH, Heraeus Noblelight GmbH)
The welding machine described here can be used for welding with a maximum joining force of approx. 500 N, so that maximum welding pressures of 1.30 MPa (AJ = 390 mm2) or 3.33 MPa (AJ = 150 mm2) can be selected depending on the joining area AJ to be welded. In contrast, minimum welding pressures of less than 0.5 MPa can be set, so that all industrially relevant pressure ranges can be covered with regard to the welding pressure.
The welding pressures to be selected must be adapted to the melt viscosity, since the temperature distribution in the welding area decisively determines the properties of the seam. Since the mechanisms for welding with infrared radiation can generally be compared with other two-stage welding processes, the selection of joining pressures can be based on these processes [13].
3.3 Hot gas butt welding
Hot gas butt welding (HG) is an alternative to ultrasonic, vibration and hot plate welding and offers a low-emission and particle-free process. Like IR-beam welding, it is a series welding process based on hot plate welding and enables non-contact heating of the joining surfaces. The physical principle of heating is convection. By means of hot gas welding, the two main disadvantages of hot plate welding can be compensated. On the one hand, long cycle times can be avoided, and on the other hand, low-viscosity, high-temperature polymers can be welded. HG-beam welding makes it possible to join high-temperature thermoplastics with optically good weld seams at high strength. Furthermore, hot gas welding allows shorter heating times than IR welding [7, 14,15,16].
Hot gas butt welding is also performed on the modified hot plate welding machine from bielomatik. In contrast to infrared welding, however, the heating element including the mounted IR emitters is replaced by a hot gas tool from KVT Bielefeld GmbH. The process gas, which in the context of the investigations presented here is nitrogen, is passed through the tool, which is temperature-controlled by means of heating cartridges, and thus heated. The heated gas can then be directed through the round nozzles shown in Fig. 2 onto the surfaces to be plasticized.

Modified welding machine for hot gas butt welding (bielomatik GmbH, KVT Bielefeld GmbH)
When welding with hot gas, different parameters can be varied with regard to heating. These include the gas temperature, the volume flow and the heating time. By combining these parameters, melt layer thicknesses of different depths can be generated. As previously described, the changeover time is significantly influenced by the mass to be moved. Due to the greater weight of the hot gas tool compared to the heating element, a minimum changeover time of only 0.9 s was achieved in the hot gas butt welding process described here.
4 Experimental setup
In order to investigate the heating and changeover behavior of high-temperature thermoplastics, it is necessary to manufacture suitable test specimens. Requirements for this test specimen are, on the one hand, the possible weldability with the series welding processes used and, on the other hand, the possibility of analyzing the strength with the aid of the tensile test. The aim in selecting the suitable test specimen is a simple and cost-effective tooling technique. Specimens in the form of rectangular plates meet these criteria. These plates can be produced by primary forming and welded by means of vibration, infrared radiation or with hot gas. In addition, tensile bars can be taken from the joined plates, which can then be used to characterize the welds by means of short-term tensile testing. The injection-molded specimens, which measure 130 × 70 × 3 mm3, have weld areas of 390 mm2. The welding tests are then carried out on the welding machines described above.
In addition to the short-term tensile strengths, the welded specimens are to be investigated with regard to their long-term properties. The creep tensile test is to be used to register the strains at constant load and the fracture times. The classic creep tensile test is performed according to DIN EN 12814–3.
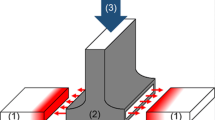
Since the classic creep tensile test under the influence of media is limited in terms of the maximum test temperature and the high-temperature-resistant plastics are used in a significantly higher temperature range, the test setup was modified. With the test setup shown schematically in Fig. 3, the welded joints can be tested at test temperatures above 100 °C in a manner that is close to the application. The surrounding medium in this case is the ambient air.

Schematic structure of the modified creep tensile test
Following DIN EN ISO 527, tensile tests can be performed on welded plastic specimens. The short-time test method allows conclusions to be drawn about the weld seam strength via the necessary tensile force. Particularly in the case of glass fiber-reinforced materials, fracture in the weld seam is to be expected [2, 17]. With the determined tearing force, a weld factor (SF) can be calculated via the weld seam strength, which sets the strength of the weld seam (σW) of the specimen in relation to the base material strength (σM) [2]:
If the weld factor reaches the value 1, the weld strength is equal to the base material strength. The smaller the welding factor, the lower the weld strength [3]. Accordingly, high welding factors are to be preferred so that the weld seam does not represent a weak point in the bond and a high component safety can be guaranteed.
Within the scope of the investigations presented here, the following high-temperature resistant thermoplastics were investigated with regard to weldability:
-
Polyphthalamide with 35% glass fibers and organic heat stabilizer (PPA EF GF35), Tm = 301.04 °C.
-
Polyphthalamide with 35% glass fibers and inorganic heat stabilizer (PPA HSL GF35), Tm = 301.00 °C
-
Polyphenylene sulfide with 40% glass fibers (PPS GF40), Tm = 282.50 °C
-
Polyamide 6.6 with 30% glass fibers and heat stabilizer (PA66 GF30), Tm = 262.40 °C
-
Polyamide 6.6 with 20% carbon fibers and heat stabilizer (PA66 CF20), Tm = 263.00 °C
4.1 Preliminary investigations
In order to be able to calculate the welding factors and ultimately evaluate the quality of the welded joint, the unwelded test specimens are first tested for short-term tensile strength. The results of the mechanical tests are summarized in Table 1. This table shows the mean \(\stackrel{\mathrm{-}}{\text{x}}\), standard deviation s and variance ν of the studied target variables.
In the context of the investigations presented here, a detailed examination of the heating and changeover behavior of the above-mentioned materials is carried out in order to ultimately be able to generate high-strength welds. The aim of these investigations was to identify parameters for welding high-temperature-resistant thermoplastics which form optimum welds in terms of short- and long-term properties. For this reason, following the characterization of the base materials, an analysis of the strength-determining parameters in hot gas series, infrared and vibration welding with infrared preheating was carried out. According to POTENTE ET AL. and EHRENSTEIN ET AL., the following parameters are the most important for the changeover welding processes [2, 3]:
-
The melt layer thickness L0,
-
the changeover time tc
-
and the joining or welding pressure pJ.
For vibration welding, according to the relevant literature, the following parameters have a significant influence on the seam design and, consequently, on the strengths of the welds:
-
welding time tw,
-
amplitude a
-
and the joining or welding pressure pJ.
For the welding tests, a test plan is created using the Design-Expert software. This is a test plan of the Central Composite Design (CCD). The CCD describes a two-stage test plan consisting of a “cube” and a “star”. With the chosen experimental design, the different influences of the welding parameters on the formation of the weld seam and the resulting seam strengths can be determined.
However, some preliminary investigations are indispensable for preparing the welding tests. In particular for the different melt layer thicknesses, which are to be varied within the scope of the test plan, various investigations of the plasticizing behavior are necessary, since the melt layer in infrared welding depends, among other things, on the distance between the emitter and the component, the emitter power and the heating time. In hot gas series welding, the melt layer thickness is directly dependent on the distance between the nozzles and the component, the temperature of the gas, the heating time and the volumetric flow rate with which the gas is directed onto the component surfaces. The heating phase of the multi-stage processes (hot gas butt welding and IR welding) was monitored by means of a thermal imaging camera so that, on the one hand, material damage can be ruled out and, on the other hand, the influence of the changeover process can be mapped. This requires the determination of temperature-dependent emission coefficients, which were also determined during the investigations.
The next step of the preliminary investigations focuses on the heating or plasticization of the different materials during IR and hot gas series welding. During IR welding, the mask and emitter temperatures increase with increasing operating time (depending on the emitter operating time and emitter type). As a result, the surfaces to be welded plastify differently during the ongoing process. For this reason, investigations are first carried out to determine a state of equilibrium with respect to the mask and emitter temperature in order to enable reproducible plasticization. In IR welding, the type of emitter (short-wave, medium-wave), the emitter-component distance, the emitter power and the heating time are varied with regard to the heating investigations. By means of a thermal imaging camera, it is further ensured that the decomposition temperature of the material is not exceeded during the heating phase. After determining the optimum heating parameters and selecting a suitable emitter type, the material-specific melt layer thickness L0 can be determined as a function of the heating time. The same principle is used to determine the melt layer thickness as a function of the heating time for hot gas series welding.
As already described, the melt layer thickness is to be varied during the welding tests in order to determine its influence on the weld seam quality. In order to realize different melting depths, the heating time is changed with otherwise constant settings and the resulting melt layer thicknesses are determined. The results with regard to heating by medium-wave IR emitters are shown in Fig. 4. According to the relevant guidelines, a ratio of the melt layer thickness L0 to the thickness d of the test specimens of 0.2 to 0.4 is optimal (d = 3 mm).

Formation of different melt layer thicknesses during infrared welding due to the variation of the heating time
The melt layer thickness is also to be varied in the investigations with regard to hot gas series welding. For this reason, investigations are also carried out into the plasticizing behavior of the materials. The results of the investigations can be found in Fig. 5. When comparing radiation and convection heating, clear differences can be identified. The influence of heating on weld quality will be examined in more detail in the following investigations.

Formation of different melt layer thicknesses during hot gas butt welding due to the variation of the heating time
In the further course, the parameters described above are varied by using statistical experimental design and the respective parameter influence on the weld quality is analyzed in order to identify optimum welding parameters.
4.2 Welding experiments
As already described, the parameters of the welding processes were varied by means of statistical experimental design, so that significant parameter influences on the weld strength could be identified. The influence of the respective welding process (single-stage or multi-stage) on the weld quality can be seen. Especially for the polyphthalamides, the negative influence of the changeover phase (IR and HG) on the weld quality was evident, since the plasticized surfaces cool down considerably due to the changeover process.
On the basis of initial welding tests, further optimization steps were taken to generate higher weld strengths. Optimization steps include reducing the changeover time so that unacceptable cooling of the material is avoided, or adapting the joining pressure to the specific material (e.g. displacing damaged material into the weld bead). The maximum weld strengths realized are shown in Fig. 6. In particular, optimization potential was identified for materials with comparatively high melting points (PPA above 300 °C). Optimization was achieved by adjusting individual welding parameters. In this way, it was possible to double the strength, especially in the case of multi-stage welding of the polyphthalamides. Despite the parameter optimization (including minimization of the changeover time), it was not possible to generate welds at the highest level for these materials with the multistage processes. The changeover process cannot prevent cooling of the plasticized surfaces, resulting in reduced weld quality. Furthermore, a difference between IR and hot gas series welding of the polyphthalamides was observed. Using IR welding, higher weld strengths could be achieved in all cases than with hot gas series welding. This correlation can be explained by the higher melt temperatures after IR plastification. The areas melted by IR radiation cool less than the components plasticized by gas due to the higher initial temperature, so that a greater proportion of molten material is present during the welding process.

Comparison of the maximum determined weld strengths with the base material strengths
The low weld strengths of the polyphthalamides in hot gas series welding may also be due to the joining direction. Since the research project was carried out on a modified hot plate welding machine with a horizontal joining direction, the joining direction does not correspond to the conventional system configuration. Normally, commercially available hot gas welding machines weld vertically. The stack effect, in which the gas is transported away upwards due to the lower density, can result in heterogeneous fusion layer thicknesses, which in turn can have a negative effect on the welding result. It can be assumed that higher weld strengths can be achieved for the polyphthalamides with the high melting temperatures when using vertically operating machines. This effect has already been demonstrated by the material manufacturers.
It can be assumed that optimum joint properties have been generated for most materials and welding processes, and that with the horizontally operating machine, it is not possible to achieve higher strengths of the seams during repositioning welding. Consequently, the best parameter combinations are used to produce welds that are tested in the subsequent investigations with respect to long-term properties. In the long-term investigations, the focus was primarily on selected materials (PPS HSL, PPS and PA 66 GF).
4.3 Long-term properties
In addition to the short-term tensile strengths, the long-term properties of the generated welds are the focus of the investigations presented here. In this context, the welded specimens are tested in creep tensile tests at two different load levels (15 and 20 MPa). During the test, both the strain and the time of failure are recorded. Figure 7 shows the results of the creep tensile test for the glass fiber reinforced polyamide 66 at the load levels of 15 and 20 MPa. It can be seen that comparable elongations can be determined for the specimens of the same loading level, regardless of the type of welding. For example, an average elongation at break of 5.65% was measured for the 15 MPa load level. In contrast to the elongation, clear differences between the individual welding methods can be identified when considering the fracture times. Specimens welded by means of infrared radiation and by means of hot gas are significantly more likely to fail compared to the single-stage welded specimens. This impressively demonstrates the differences between the short-time tensile tests and the long-term observations, since the highest possible weld strengths were achieved in the short-time tensile tests for all welding processes (welding factor = 1). These investigations once again illustrate that conclusions should not be drawn from short-term to long-term properties of welds. The type of heat input has a significant influence on the long-term behavior of the welds under static load, so that changeover-welded specimens fail significantly earlier than single-stage welds. This circumstance, in addition to the greater elongation of approx. 8%, can also be demonstrated at the higher load level.

Long-term behavior of welded test specimens made of polyamide 66
Figure 8 shows the behavior of the welded PPA HSL GF35 specimens during the creep tensile test. In contrast to the PA66 welds, which show a similar level with regard to the short-term tensile strengths, the same weld strengths cannot be achieved for all welding processes. Due to the high melting temperatures and the cooling of the initially generated melt layers as a result of the changeover phase, comparatively lower strengths can be achieved for both hot gas and infrared welding than for vibration welding.

Long-term behavior of welded test specimens made of polyphthalamide
The behavior indicated in the short-term tensile test is also evident in the long-term testing of the welds. Both the IR and HG welds with a 15 MPa load and the welds tested at 20 MPa fail early (in less than 2 h), so that no meaningful creep curves can be determined for these welds and load levels. Only the vibration-welded seams with a load of 15 MPa defy the load over a longer period. Accordingly, creep curves can also be determined there. The seams welded by vibration have an elongation at break of 5.3% and fail on average after 725 h.
The polyphenylene sulfide with a melting temperature of approx. 280 °C can be welded well with all the processes considered. Accordingly, high welding factors are the result. Thus, short-term strengths at the level of the unreinforced base material can be determined. This high weld level is also reflected when considering the long-term behavior (see Fig. 9). Creep curves can be recorded for both the 15 MPa load level and the 20 MPa load level, and similar elongation behavior can be noted (the exception being the vibration welds at the 20 MPa load level). Particularly at the low load level, very long test times are recorded (infrared: approx. 380 h; vibration: approx. 315 h; hot gas: 862 h), with elongation between 4 and 4.5%. As with the PA66 welds, however, the fracture times of the different welding processes also differ. This shows once again that the type of heat input appears to have a significant influence on the long-term properties of the welds.

Long-term behavior of welded test specimens made of polyphenylene sulfide
5 Summary and conclusion
The welding of plastics to create complex components is often one of the last process steps in the manufacture of semi-finished products and products. Since the weld seam must not represent a weak point in the overall composite, it must be given the utmost attention during design. In the automotive industry, for example, minimum service lives of 15 years apply, which is why, in addition to short-term strength, the long-term strength of weld seams is of extraordinary relevance. High temperatures are often encountered both in automobiles with conventional drives and in variants with electric motor drives. Since temperature has a significant influence on the mechanical properties of a welded joint, high-performance plastics or heat-stabilized engineering plastics are increasingly being used in these areas. These materials are characterized, among other things, by high melting temperatures, which are advantageous in the real environmental conditions that occur in automobiles, but can pose major challenges when multi-stage welding processes are used.
For this reason, different high-temperature resistant thermoplastics were analyzed in terms of weldability in the investigations summarized here. The focus was on two changeover welding processes (hot gas and infrared welding) and a single-stage process (vibration welding with infrared preheating). In the course of the investigations, optimal process parameters were identified by means of statistical experimental design and the heating and changeover behavior of these materials were examined in more detail. It was found that the weldability with changeover processes depends significantly on the melting temperature. The higher this temperature, the faster the components cool down during the changeover phase and the lower the weld strengths. This effect can be reduced by an increased joining pressure combined with a large melt layer thickness. The increased joining pressure can ensure that cooled material is pressed into the bead. Consequently, materials with high melting temperatures can also be welded with good conversion, provided that suitable welding parameters are selected. However, if high-strength welds are required, single-stage processes such as vibration welding should be preferred. By means of vibration welding, all the materials investigated could be joined with a high welding factor.
The creep test was selected to investigate the long-term properties of the welded joints. The creep test can be used to record the fracture time and the strain over time. It was found that the joining process does not seem to have a direct influence on the elongation at break, but the type of heat input significantly affects the long-term resistance of the welded joints to static loading. In particular, the PA66 GF30 studied showed significant differences between single-stage and multi-stage welded joints.
In summary, optimal parameters for welding high temperature resistant thermoplastics were identified and the behavior of the welded joints was analyzed with respect to the short- and long-term observation. Significant differences between the tests (short-term/long-term), the materials and the welding processes could be shown. In further investigations, time-lapse tests are to be used to enable a service life prediction of welded joints in a good approximation.
Abbreviations
- IR :
-
Infrared
- HG :
-
Hot gas
- DVS :
-
German Research Association “Schweißen und verwandte Verfahren e.V.”
- T m :
-
Melting temperature
- F J :
-
Joining force
- p H :
-
Holding pressure
- t W :
-
Welding time
- s W :
-
Welding path
- s J :
-
Joining path
- L 0 :
-
Initial melt layer thickness after heating
- a :
-
Amplitude
- f w :
-
Welding factor
- σ m :
-
Material strength
- σ w :
-
Weld strength
- S F :
-
Weld factor
- PPA EF GF35 :
-
Polyphthalamide with 35% glass fibers and organic heat stabilizer
- PPA HSL GF35 :
-
Polyphthalamide with 35% glass fibers and anorganic heat stabilizer
- PPS GF40 :
-
Polyphenylene sulfide with 40% glass fibers
- PA66 GF30 :
-
Polyamide 6.6 with 30% glass fibers and heat stabilizer
- PA66 CF20 :
-
Polyamide 6.6 with 20% carbon fibers and heat stabilizer
- E t :
-
Young’s modulus
- ε M :
-
Elongation
- σ B :
-
Strength at break
- ε B :
-
Elongation at break
- t C :
-
Changeover time
- p J :
-
Joining pressure
- CCD :
-
Central composite design
- d :
-
Depth
- IGF :
-
Joint industrial research and development
- \(\stackrel{\mathrm{-}}{\text{x}}\) :
-
Mean
- s :
-
Standard deviation
- ν :
-
Variance
References
PLASTICS EUROPE (2022) Plastics—the facts 2022. https://plasticseurope.org/knowledge-hub/plastics-the-facts-2022/. Accessed 5 Mar 2023
Ehrenstein GW (2004) Handbuch Kunststoffverbindungstechnik. Carl Hanser Verlag, München
Potente H (2004) Fügen von Kunststoffen. Carl Hanser Verlag, München
Friedrich S (2019) Schweißen von Kunststoffen in der Großserienfertigung. Presentation at Technomer 2019, Chemnitz
Cichorek H, Kramer D, Stier T (2016) Auch Polyamide mögen es heiß. Kunststoffe 2/2016, Carl Hanser Verlag, München
Baleno B, Holtzberg M (2016) Der kunststoffintensive Motor. Kunststoffe 3/2016, Carl Hanser Verlag, München
Gehde M, Albrecht M, Schöppner V, Bialaschik M (2021) Warmgasschweißen von Kunststoffen - Analyse der Wärmeübertragungsmechanismen und Grenzen der Technologie. Final report on the IGF project No.: 20.119 BG, Arbeitsgemeinschaft industrieller Forschungsvereinigungen, Otto von Guericke e.V
DVS (2012) Forschungsbedarf zum Fügen von Kunststoffen im Leichtbau und im Bereich der erneuerbaren Energien. DVS-Berichte Band 294, DVS Media GmbH, Düsseldorf
Friedrich S (2014) Lineares Vibrationsschweißen von Kunststoffen im industriellen Umfeld – Einflüsse und Restriktionen. Dissertation, Chemnitz University of Technology
Heim HP, Becker F, Schnieders J, Büssing M, Karger O, Thümen A (2006) Abrieb- und Fusselminimierung beim Vibrationsschweißen. Kunststoffe 03/2006, Carl Hanser Verlag, München
Constantinou M (2021) Beitrag zum Infrarotschweißen von Kunststoffen in der industriellen Fertigung - Werkstoffbelastung, mechanische Eigenschaften und Fügen endlosfaser-verstärkter Thermoplaste. Dissertation, Chemnitz University of Technology
Fuhrich R (2013) Infrarotschweißen von Kunststoffen mit thermischen Strahlungsemittern. Dissertation, Chemnitz University of Technology
DVS Guideline 2215-1 (2010) Heizelementschweißen von Formteilen aus thermoplastischen Kunststoffen in der Serienfertigung. DVS Media GmbH, Düsseldorf
Rattke M, Natrop J (2007) Infraroterwärmung in der Kunststoffschweißtechnik. Joining Plastics 1/07, DVS Media GmbH, Düsseldorf
Mochev S, Endemann U (2016) Mehr als nur heiße Luft – Systematische Prozessoptimierung für das Heißgasschweißen. Kunststoffe 12/2016, Carl Hanser Verlag, München
Bialaschik M (2022) Ein Beitrag zum Warmgasstumpfschweißen von Kunststoffen. Dissertation, Paderborn University
Fiebig I (2019) Beitrag zur Erhöhung der Wirksamkeit der Faserverstärkung in der Schweißnaht faserverstärkter Thermoplaste. Dissertation, Paderborn University
Acknowledgements
The IGF Project 20984N of the research association “Forschungsvereinigung Schweißen und verwandte Verfahren e.V. des DVS. Aachener Straße 172. 40223 Düsseldorf“ was, on the basis of a resolution of the German Bundestag, promoted by the German Federal Ministry of Economics and Climate Protection via AiF within the framework of the program for the promotion of joint industrial research and development (IGF).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVI—Polymer Joining and Adhesive Technology
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vogtschmidt, S., Schoeppner, V. The short- and long-term properties of welded high-temperature-resistant thermoplastics. Weld World 67, 2811–2821 (2023). https://doi.org/10.1007/s40194-023-01595-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01595-3