
Abstract
The additive manufacturing benchmarking challenge described in this work was aimed at the prediction of average stress–strain properties for tensile specimens that were excised from blocks of non-heat-treated IN625 manufactured by laser powder bed fusion. Two different laser scan strategies were considered: an X-only raster and an XY raster, which involved a 90\(^\circ \) rotation in the scan direction between subsequent layers. To measure anisotropy, multiple tensile orientations with respect to the build direction were investigated (e.g., parallel, perpendicular, and intervals in between). Benchmark participants were provided grain structure information via electron backscatter diffraction measurements, as well as the stress–strain response for tensile specimens manufactured parallel to the build direction and produced by the XY scan strategy. Then, participants were asked to predict tensile properties, like the ultimate tensile strength, for the remaining specimens and orientations. Interestingly, the measured mechanical properties did not vary linearly as a function of tensile orientation. Moreover, specimens manufactured with the XY scan strategy exhibited greater yield strength than those corresponding to the X-only scan strategy, regardless of orientation. The benchmark data have been made publicly available for anyone that is interested [1]. For the modeling aspect of the challenge, five teams participated in this benchmark. While most of the models incorporated a crystal plasticity framework, one team chose to use a more semiempirical approach and to great success. However, no team excelled at all the predictions, and all teams were seemingly challenged with the predictions associated with the X-only scan strategy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction and Challenge Formulation
A critical component of the Additive Manufacturing (AM) Research and Development mission at the National Institute of Standards and Technology (NIST) is to enable the predictable and repeatable performance of AM components. To fulfill this mission, it is common practice to establish processing–structure–property relationships through advanced measurement science. However, a full design of experiments is usually limited by time and other valuable resources. Modeling efforts and simulations provide a solution to these limiting factors by rapidly narrowing selection windows based on predicted performance. In order to improve model capabilities and efficiency, blind predictions are necessary to assess the strengths and weaknesses of a given approach. Moreover, the rapid iteration of product designs used in modern engineering practice requires reliable and precise predictions. Hence, the need for modeling challenges exists.
One of the first notable challenges created in this realm was the Sandia Fracture Challenge [2]. This challenge focused on predicting properties of specimens extracted from a rolled plate of 15-5 precipitation-hardened steel. Material pedigree information, microstructure, uniaxial tensile properties, and fractographs were provided. The challenge requested ductile tearing predictions in a specimen with compact tension geometry designed with critically located holes along the intended crack path. Thirteen predictions were submitted by various institutions and ranged from simple engineering calculations to complicated multiscale simulations. While model deficiencies were identified, the need for additional blind prediction-based assessments was noted.
Additive manufacturing, specifically laser powder-bed fusion (L-PBF), was incorporated into the third Sandia fracture challenge [3], which provided uniaxial tensile properties, grain structure, pore population information, and other calibration data for 316L stainless steel. In this benchmark challenge, predictions were requested of the ductile failure path in a specimen geometry that included internal channels of varying angles and shapes that could not have been conventionally machined. This testing was performed by Sandia National Laboratories, and the answers were not released until all predictions had been submitted. The results showed that most submissions were able to predict the nominal crack path and initiation location correctly. In addition, it was noted that the accuracy had improved since the second Sandia fracture challenge, indicating growing maturity for many types of models. One limitation of the third Sandia fracture challenge was its reliance upon predefined/intentionally seeded macroscopic defects that inherently reduce the generally stochastic nature of failure.
Soon after the completion of the third Sandia fracture challenge, the Air Force Research Laboratory (AFRL) launched a four-part challenge series bridging either processing-to-structure or structure-to-properties relationships on macro- and micro-scale length scales [4] of AM Inconel 625 parts subjected to heat treatments including hot isostatic pressing. At a similar time, the first set of AM benchmarking challenges led by NIST in 2018 focused on structure predictions by providing the modeling community with calibrated processing information [5] on builds of AM Inconel 625 parts left in the as-built state. However, mechanical properties were not in the scope of this 2018 NIST AM benchmark.
There is some overlap between the 2022 NIST AM benchmarking sub-challenge described in this work and the aforementioned benchmark challenges. This sub-challenge, denoted as AMB2022-04-MaTTO, was aimed at formulating predictions of macroscale tensile properties given microstructural information. Similarly, the AFRL-led AM Challenge #3 provided microstructure and requested predictions for aggregate macroscale stress–strain behavior of parts subjected to various heat treatments, surface treatments, and test temperatures. Also, relevant to AMB2022-04-MaTTO, the AFRL AM challenge #4 asked for predictions of elastic strain in a particular grain (explicit 3D microstructure provided) for Inconel 625 (IN625) material produced by laser powder bed fusion, but all requested values were prior to the onset of localization and did not involve failure. In the discussion section on lessons learned from the AFRL challenge, the modeling community voiced a need for clear definitions and descriptions of data. In addition, the consensus was that the longer-term impact of the challenge series is the curated, publicly available data that is available in perpetuity. A gap was identified regarding the effects of laser scan strategies and how these scan strategies affect the properties in parts not subjected to heat treatments. Bearing this in mind, the AMB2022-04-MaTTO benchmark was formulated [1].
AMB2022-04 is a direct extension to the measurement data provided by the NIST 2018 AM benchmark (i.e., AMB2018-01). For AMB2018-01, data were provided for laser powder bed fusion (L-PBF) builds of IN625, including powder characterization, detailed information about the build process, in situ measurements during the build, ex situ measurements of the residual stresses, part distortion following partial cutting off the build plate, location-specific microstructure characterization, and microstructure evolution during a post-build heat treatment. Here, these data are extended to include mechanical property data for the as-built material. An additional build plate of parts designed for mechanical testing was fabricated using the same build machine as AMB2018-01, the same alloy powder (different lot number), and the same bulk material scan pattern. These parts were used for macroscopic mechanical testing, with additional characterization provided by micro X-ray computed tomography (XRCT) and scanning electron microscopy (SEM). All mechanical test specimens were tested in the as-built state, with no residual stress annealing.
The general concept of the AMB2022-04-MaTTO benchmark was to ask for predictions of the stress–strain response along multiple loading directions for parts produced with an X-only raster scan strategy and an XY raster scan strategy. Select data were provided to assist in the calibration of the models, including a set of stress–strain curves from tensile specimens oriented parallel to the build direction that were manufactured using the XY scan strategy. Additionally, microstructure was measured, via electron backscatter diffraction, along three orthogonal planes for multiple blocks corresponding to both laser scan strategies.
The description of this challenge and the summary of results are organized into (2) Materials and Methods, (3) Experimental Results, (4) Modeling Submissions, (5) Discussion, and (6) Conclusions. The Materials and Methods section provides information necessary to replicate the build information, part design, tension testing, as well as methods used to characterize grain structure and pore structure. The Results section is broken down into distinct sections of results that were provided to the modelers when challenges were announced, and results provided after the submission deadline had closed, which were used to score the submissions. The Modeling Submissions section gives a brief description of the assumptions and strategies used by each of the five teams that submitted predictions. In the Discussion section, the models and results from each submission were compared to the value obtained from the experimental measurements, and lessons learned were summarized from a post-challenge workshop that took place a few months after the AM Bench 2022 Conference. Future directions are also included. Conclusions on the efficacy of the models are expanded upon for this blind prediction and major areas for improvement are identified.
Materials and Methods
Build Information and Part Design
The build plate reserved from AMB2018-01 and the new build plate of specimens for mechanical testing were both built on the same EOS M270.Footnote 1 The EOS M270 is referred to using the designation CBM, for commercial build machine. To the greatest extent possible, the build parameters and conditions were kept identical between the AMB2018 and AMB2022 builds, but new powder lots were required because there was insufficient nickel alloy IN625 powder remaining from AM Bench 2018. The new build plate was designated AMB2022-625-CBM-B2.

Diagram of the AMB2022-CBM-B2 build plate. Block names start with the laser scan strategy, either XY or X-only, followed by the block number. The angle inside each block denotes the loading direction of the excised tensile specimens with respect to the build direction, as described in Fig. 2. Blocks marked with an ‘M’ were used for representative microstructure measurements, and blocks marked with ’/’ were not used
The new AMB2022-04 build was manufactured using IN625 powder with chemical composition provided in Table 1. Values in the table are taken from vendor-supplied data sheets, which utilized ASTM E1479 (inductively coupled plasma atomic emission spectrometers) [6] for all elements except that ASTM E1019 (combustion) [7] was used for C/S and ASTM E1019 (fusion) [7] for O/N. The powders were kept sealed in the original shipment containers until use; virgin powder was used. Chemical composition for as-built solid material was measured after the build and is also provided in Table 1. For reference, the standard composition for forged IN625 is given as well, as defined by [8].
The nickel alloy IN625 parts were built on a full size (252mm \(\times \) 252mm) 1045 steel alloy build plate. N2 cover gas with low velocity was used. Figure 1 shows a diagram of the AMB2022-625-CBM-B2 build plate. No heat treatment was applied to this material.
Figure 1 shows a diagram of the AMB2022-625-CBM-B2 build plate. This plate included three additional macroscale tensile specimens (T1 through T3), 40 parts to be used for tensile specimens (X-01 through X-20 and XY-01 through XY-20) produced using two different scan strategies, and two additional parts for general purpose use (C1 through C2). The part labels on Fig. 1 will be used in the generation of unique identifiers, as will be described in Sect. Tensile Specimen Identifier.
For the new AMB2022-625-CBM-B2 build plate, some parts were built using the same pre-contour and alternating XY scan strategy used for the AMB2018-01 builds. In the XY scan strategy, the laser direction traverses along the X direction in the first build layer, then the raster direction is rotated 90\(^\circ \) for the subsequent layer, and the part is melted along the Y axis (perpendicular to X, see Fig. 1). In contrast to this, an X-only raster strategy was also considered for some parts on the new build plate, which involves traversing the laser back-and-forth along the same direction (+X and −X) for each subsequent build layer. The scan strategy for each block on the build plate is indicated with an XY or X before the sample number. These 40 blocks do not contain stripe boundaries. The build terminated at a final layer height of 19.06 mm rather than the designed 20 mm due to a limited amount of powder remaining in the dispenser bin. Additional build conditions are summarized in Table 2.
Uniaxial Tensile Testing

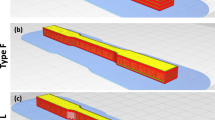
Tensile specimens were excised from additively manufactured blocks of IN625 produced using either an X-only scan strategy or a more conventional XY scan strategy. The dimensions of the blocks were designed to accommodate all tensile specimen orientations with respect to the build direction (i.e., the Z-direction): 0\({}^{\circ }\), 30\({}^{\circ }\), 45\({}^{\circ }\), 60\({}^{\circ }\), and 90\({}^{\circ }\), where 0\({}^{\circ }\) corresponds to the tensile axis parallel to the build direction

Using wire-EDM, four “miniature” tensile specimens were excised from each block; specimens were cut to a thickness of 1.5 mm. The cutting kerf was approximately 0.33 mm. Detailed dimensions of the specimen geometry are shown (symmetry implied). Scrap material was left on the ends to avoid the inclusion of laser-contoured material in the specimens. All dimensions in millimeters
Tensile specimens, for each respective block, were assigned a given tensile orientation: 0\(^\circ \), 30\(^\circ \), 45\(^\circ \), 60\(^\circ \), and 90\(^\circ \) with respect to the build direction. The 0\(^\circ \) orientation corresponds to the tensile specimen being parallel to the build direction, which is denoted as the Z-direction. Figure 2 provides orientations annotated above each block. Three blocks were assigned to each combination of scan strategy and tensile orientation. One additional block for each scan strategy was used for representative microstructure measurements.
Four tensile specimens were excised from each block using electric discharge machining (EDM) according to Fig. 3. No contour material was included in the gauge section of tensile specimens. Tensile specimens were extracted from blocks produced with X-only and XY scan strategies at different orientations with respect to the build direction. Tension testing was conducted at room temperature and in ambient air, using a quasi-static nominal strain rate of approximately 0.001 \(\hbox {s}^{-1}\) to failure on an MTS 858 Mini Bionix II servo-hydraulic load frame under displacement control. Specimen elongation was measured using a custom physical extensometer (gauge length 3 mm). Fixturing included articulated joints to achieve proper alignment and uniaxial force application. The linear variable differential transformer (LVDT) and load cell (25 kN capacity) were calibrated and the report shows a maximum error of 0.32 % in tension through a range of 0 % to 60 % of the load cell capacity.The calibration of the extensometer was completed before testing, which was performed using an Epsilon Model 3590VHR Displacement Calibrator. The verification resulted in a maximum error of less than 1 % through a range of 0 % to 100 % of total extension.
The cross-sectional area of each specimen was measured prior to testing using calipers, which have a rated accuracy of ± 0.01 mm. The measured initial cross-sectional area was used to compute engineering stress from instantaneous force measured throughout the test. True (logarithmic) stress was computed from zero load until the onset of localized strain/necking (engineering ultimate tensile strength), according to:
where \(\sigma _{\text {true}}\) is the true stress, \(\sigma _{eng}\) is the (measured) engineering stress, and \(\epsilon _{\text {eng}}\) is the engineering strain. Engineering strain measured by the extensometer was converted to true strain over the same range as true stress using:
where \(\varepsilon _{\text {true}}\) denotes the true strain. The Young’s modulus was calculated from the slope of the linear region in the stress–strain data via an analysis of residuals in accordance with ASTM E3076 [9, 10]. While Eqs. 1 and 2 are commonly used conversion formulae for uniaxial tensile data, they do involve certain continuum assumptions which modelers must consider.
During the challenge phase, data were provided to the modelers for one tensile orientation and one scan strategy: 0\(^\circ \) with respect to the build direction and manufactured with the XY scan strategy. The full datasets are available in the published dataset [1].
Tensile Specimen Identifier
A unique identifier composed of four entry fields was devised in order to more clearly describe properties specific to individual tensile specimens, see Fig. 4. For example, the following identifier, X-07-90\(^\circ \)-2, would refer to a specimen manufactured with an X-only scan strategy that was excised from block 07 and has its tensile axis aligned at a 90\(^\circ \) orientation with respect to the build direction, and this specimen is the second (of four) tensile specimens excised out of this block.
In later sections, various mechanical properties will be averaged across multiple specimens within a block. When referring to multiple specimens, the symbol, ‘\(\mathbb {A}\)’, will be used to indicate that ‘All’ specimens are being considered. For example, X-07-90\(^\circ \)-\(\mathbb {A}\) would refer to all tensile specimens within block ‘07’ that were manufactured using an X-scan strategy and are oriented 90\(^\circ \) with respect to the build direction. Similarly, X-\(\mathbb {A}\)-90\(^\circ \)-\(\mathbb {A}\) would refer to all tensile specimens that were manufactured using an X-scan strategy and are oriented 90\(^\circ \) with respect to the build direction (across all blocks).

The scan strategy, block number, specimen orientation (with respect to the build direction), and the specimen number (within a block) will all be included in the naming convention that is used to identify individual tensile specimens throughout this manuscript
SEM Metallography
Grain orientation and related microstructure information were measured using scanning electron microscope (SEM) techniques on representative specimens of each scan strategy. No contour material was evaluated as part of microstructural measurements. Large-area electron backscatter diffraction (EBSD) measurements of crystallographic texture and grain size/morphology were performed on three orthogonal planes using a field emission scanning electron microscope operated with the following parameters: 20 kV accelerating voltage, 120 \(\upmu \)m aperture, 19 mm working distance, 500X magnification and dynamic focus. The multi-tile EBSD acquisition parameters were: 4-by-4 binning, 200 frames per second, tiles of approximately 440\(\upmu \)m \(\times \) 430\(\upmu \)m with 5 % overlap, 0.5 \(\upmu \)m step size and using the Nickel phase index table.
X-ray Computed Tomography
X-ray computed tomography (XRCT) was employed to measure porosity in the L-PBF blocks. Two samples of test material were chosen: one manufactured by the XY scan strategy (XY-11) and the other one by the X-only scan strategy (X-10). These two blocks were assumed to be representative across the build plate. The XRCT measurements were performed using a Zeiss Xradia Versa XRM-500.
For both samples, images were taken at two resolutions, voxel-edge-lengths: 10.5 \(\upmu \)m (low resolution) and 1.5 \(\upmu \)m (high resolution). These resolutions were chosen in order to both capture the full specimen and to inspect a smaller sub-volume of the material for the possibility of very small pores. Specimens were mounted as close to vertical as practically achievable, meaning that the vertical (image stacking) dimension in these images corresponds to the tensile direction in the 0\(^\circ \) orientation mini-tension tests.
After being collected, the raw projection images were reconstructed using proprietary software called, Scout-and-Scan Reconstructor version 14.0.14829, which is associated with Zeiss Xradia-Versa machines [11]. From this, reconstructed 16-bit grayscale images were exported as stacks of 2D TIFF images.
Upon inspection of the reconstructed 3D models (for both length scales), no measurable porosity was present in either sample. Full grayscale image stacks from all four XRCT measurements are provided in the data repository, as are full parameter sets used in the XRCT process [1].
Other Material Characterization
To restate, the same powder material (i.e., IN625) that was used in the previous NIST AM Bench 2018 challenge [12, 13] was also used in the (current) AM Bench 2022 challenge (CHAL-AMB2022-04-MaTTO). However, due to a limited supply of the original powder, a new powder lot of IN625 was used for this this current benchmark challenge. Other than the new powder lot, the build parameters and conditions were kept identical, to the greatest extent possible, between the builds from AM Bench 2018 and AM Bench 2022 builds—the same commercial build machine was even used between the two benchmark challenges. Therefore, the powder material that was used in the AM Bench 2022 challenge can be considered substantially similar to the previous powder material from AM Bench 2018, at least for the purposes of characterizing the powder feedstock.
Dislocation Density (High Energy X-ray Diffraction)
The dislocation density in as-built IN625 was estimated using high-resolution synchrotron XRD data acquired at beamline 11-BM-B at the Advanced Photon Source (APS), Argonne National Laboratory [14]. The monochromatic X-ray energy was 30 keV (wavelength \(\lambda = \) 0.0414554nm). The X-ray flux density of photons was approximately 5\(\times 10^{11}\hbox {s}^{-1}\hbox {mm}^-2\). The beam size was 500\(\upmu \)m \(\times \) 200\(\upmu \)m. The instrument was calibrated using NIST standard reference 660a (LaB6: lanthanum hexaboride). The samples were thinned to about 100 \(\upmu \)m in thickness and then cut into strips with an approximate dimension of 1 mm \(\times \) 10 mm \(\times \) 0.1mm. The strips were loaded in Kapton capillaries and mounted on standard sample holders of the beamline. During data collection, the samples spun rapidly in the beam (at about 3000 revolutions per minute). All measurements were conducted at room temperature (approx. 298 K). More details about the measurements can be found elsewhere [12].
For this analysis, the XRD data were acquired from sample 625-CBM-B1-P4-L4, as identified in [12] from AM Bench 2018. We performed peak profile analysis of seven reflections of IN625 (111, 200, 220, 311, 400, 331, and 420) using pseudo-Voigt functions. The centers are described as \(\mathrm {2\theta _{hkl}}\) and the full-width at half maximum (FWHM) as \(w_{\textrm{hkl}}\), where ‘hkl’ represents the Miller indices. Because the instrument has a high q resolution \(\Delta q/q \approx 10^{-4}\), instrumental broadening could be neglected the analysis. Scherrer’s equation, \(D = \kappa \lambda /(w_{\textrm{hkl}} \times \cos (\mathrm {\theta _{hkl}}))\), was used to estimate the crystallite size. Here \(\kappa \) was taken as 0.94, and \(\mathrm {\theta _{hkl}}\) as one half of the diffraction angle \(\mathrm {2\theta _{hkl}}\). Williamson and Smallman’s method [15] was used to estimate the dislocation density from the peak profile of each reflection.
Phase Fraction
The IN625 material has a face-centered cubic (FCC) structure, and no secondary phases or precipitates were detected in the as-built material [12].
Residual Stress
There is negligible macroscopic residual stress in a sample of approximate volume 2 mm \(\times \) 3 mm \(\times \) 3 mm [13]. As our meso-tensile specimen is much smaller than this, we assume there is negligible macroscopic residual stress in our meso-tensile specimen.
Single Crystal C-tensor
For this study, we did not measure the single-crystal elastic constants for our material. Instead, we referred to values reported in the literature. The values found in the literature are obtained for AM Inconel 625 manufactured via directed energy deposition (DED) and are reported as \(C_{11}\) = 243.3 GPa, \(C_{12}\) = 156.7 GPa, and \(C_{44}\) = 117.8 GPa [16]. This source was provided to modelers as an option to use in their model, if needed.
Experimental Results
Results Provided to Modelers
The following was provided to the modelers: (1) uniaxial tensile data corresponding to the XY laser scan strategy for solely the 0\(^\circ \) orientation, and (2) microstructure information for both of the laser scan strategies. For each laser scan strategy, the microstructure was characterized on three orthogonal planes using electron backscatter diffraction. Regarding the provided tensile data, the true stress–strain curves for the 0\(^\circ \) orientation and XY scan strategy were given for calibration purposes. All of the experimental methods and data post-processing techniques used for these measurements were also documented and given to the participants as Read-Me files, which are available in the relevant subdirectories of the NIST Public Data Repository [1]. For completeness, the subsequent subsections give an overview of the provided tensile and microstructure data.
Grain Structures Characterized by Electron Backscatter Diffraction
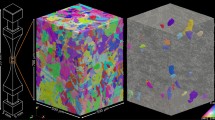
Examples of stitched electron backscatter diffraction (EBSD) datasets from XY and YZ planes (approximately 2 mm \(\times \) 2 mm each) are provided in Fig. 5, where Z is the build direction. All tiles and stitched datasets were provided as.ang files for this challenge. No cleaning operations were performed on the EBSD data provided.
Columnar grains exist in both microstructures, but the X-only scan strategy tends to produce longer grains, because epitaxial grain growth dominates for at least 1 mm in the Z direction. When referring to the YZ-plane in Fig. 5, a disruption in the columnar grain structure is apparent in the microstructure of the XY scan strategy.
The columnar microstructure produced by the X-only scan strategy contains crystallographic alignment of {001} and {101} poles parallel to Z (full pole figures are provided in the public data repository). In general, the {001} poles originate near the center of scan tracks, which is the deepest part of the melt pool where the solidification vector is directed vertically (parallel to the Z-direction). However, the {101} poles exist near the edges of scan tracks due to melt pool morphology. The maximum intensity of these pole alignments, after harmonic series expansions are applied to compute contour plots for a given pole figure, are 9.1 multiples of a random distribution (mrd) for the {001} poles and 4.2 mrd for the {101} poles for the X-only scan strategy. The microstructure generated with the other scan strategy (XY) contains a similar microstructure in terms of grain orientation and morphology. However, the overall strength of the texture character does differ. Specifically, the XY scan strategy produces maximum intensities of 5.6 mrd and 2.1 mrd, respectively, for the {001} and {101} poles aligned with the Z-direction.

Inverse pole figure maps (reference direction parallel to Z, build direction) acquired from L-PBF IN625 samples: (upper) X-only scan strategy and (lower) XY scan strategy
Tensile Tests Aligned with the Build Direction
The true stress–strain data were provided for each of the twelve tension tests corresponding to subset XY-\(\mathbb {A}\)-0\(^\circ \)-\(\mathbb {A}\) (see Sect. Tensile Specimen Identifier). To clarify, these specimens were excised with 0\(^\circ \) orientation (i.e., tension parallel to the build direction) from blocks produced with an XY scan strategy (four specimens per block and three blocks total). The stress–strain measurements of the XY-\(\mathbb {A}\)-0\(^\circ \)-\(\mathbb {A}\) specimens are shown in Fig. 6. Comparisons within a block and to other specimens from other blocks illustrates minimal variability in tensile response and a sustained work hardening behavior until the onset of necking (not shown/computed in true stress–strain plots).

The true stress–strain responses, as measured, for all tensile specimens manufactured via an XY scan strategy and oriented such that the tensile axis was parallel to the build direction (i.e., XY-\(\mathbb {A}\)-0\(^\circ \)-\(\mathbb {A}\)). The inset provides a magnified view of the tensile data near the end of uniform elongation
Results Used for Scoring
The requested predictions (of the participants) were, generally speaking, aimed at the bulk/continuum behavior of as-built IN625 tensile specimens for different orientation angles with respect to the build direction (see Figs. 2 and 3). Specifically, for the XY-laser scan strategy, the requested predictions corresponded to the 30\(^\circ \), 45\(^\circ \), 60\(^\circ \), and 90\(^\circ \) orientations with respect to build direction. And for the X-only laser scan strategy, the requested predictions corresponded to the 0\(^\circ \), 60\(^\circ \), and 90\(^\circ \) orientations with respect to build direction. In other words, the participants were asked to predict quantities of stress–strain behavior for different manufacturing conditions (i.e., varying the laser scan strategy and the tensile orientation).
For each of the preceding manufacturing conditions, the specific quantities that participants were asked to predict were: the Young’s modulus (E), the 0.2 % offset yield strength converted into true stress (\(\sigma _{Y}\)), the true stress at a true strain of 0.05 (\(\sigma _{0.05}\)), the true stress at a true strain of 0.10 (\(\sigma _{0.10}\)), the true stress at a true strain of 0.20 (\(\sigma _{0.20}\)), the ultimate tensile strength converted into true stress (\(\sigma _{UTS}\)), and the true strain at the ultimate tensile strength (\(\varepsilon _{UTS}\)).
In total, the participants submitted seven predicted quantities for each of the seven manufacturing conditions, resulting in a total of 49 predicted quantities. For the remainder of this subsection, we describe in greater detail how we obtained the 49 (measured) answers, as well as what methods were used to grade the submitted predictions.
First, a key observation about the repeatability of the stress–strain curves is worth noting. In general, the measured stress–strain curves were in agreement with one another for a given laser scan strategy and specimen orientation, even among specimens that were excised from different blocks across the build plate. Within a set of stress–strain curves, the measured true stress differs by less than ± 50 MPa for true strains greater than 0.05. This repeatability can be observed in Fig. 6.
Because of the repeatability between similarly manufactured specimens, at least for grading purposes, the stress–strain quantities were averaged over all specimens with the same laser scan strategy and tensile orientation. For example, one value of Young’s modulus was calculated as the mean Young’s modulus across each specimen from each block produced with the same scan strategy. Said another way, using the notation described in Sect. Tensile Specimen Identifier, the specimens that were averaged together were XY-\(\mathbb {A}\)-30\(^\circ \)-\(\mathbb {A}\).
The averaged values for each of the stress–strain properties, which were treated as the answers for grading purposes, are provided in Tables 3 and 4. Included with the averaged properties are also the standard deviation values for each property. These quantities will also be visualized as bar-charts in Sect. Analysis of Model Submission Results. Readers interested in the complete stress–strain curves of individual specimens are referred to the public data repository [1].
The standard deviations of each quantity were also used to provide a numerical score of each submitted prediction. If the submitted value was within one standard deviation of the measured (mean) result, then that team received a full score for that quantity, which was chosen to be 20 points. If the submitted value deviated by more than one standard deviation, but less than two standard deviations, then the team received 19 points. Similarly, if the submitted value deviated by more than two standard deviations, but less than three standard deviations, then the team received 18 points. This criterion was applied all the way down to 20 standard deviations, where if the submission was greater than 20 standard deviations from the measured average, then zero points were awarded.
Referring to Table 4, tests on tensile specimens belonging to manufacturing conditions X-\(\mathbb {A}\)-30\(^\circ \)-\(\mathbb {A}\) and X-\(\mathbb {A}\)-45\(^\circ \)-\(\mathbb {A}\) were invalid due to failures outside of the gauge region. Hence, modelers were not asked to predict stress–strain properties for these two manufacturing conditions. The most likely reason for these premature failures is related to the anisotropic microstructure associated with the X-only scan strategy. Under these two particular orientations, the laser-track direction was unfavorably aligned with the direction of maximum shear during tensile loading. Taking this into consideration, in combination with stress concentrations that occurred near the grips, a significant amount of plastic localization occurred near the grips, resulting in failures located outside of the gauge region.
Modeling Submissions
There were a total of five submissions to this benchmark challenge. To maintain anonymity, the challenge participants will be referred to as Teams A through E. During the submission process, we asked each team to volunteer information about their computational models and assumptions, but we left it to them to decide what information to provide. Even though it was optional, each team provided some level of detail about their models. All but one of the teams utilized crystal plasticity for their constitutive models; Team C did not use a material model based on crystal plasticity. In the following subsections, we briefly summarize the models that were described to us by the participants.
Team A
The grain morphology for the finite element model used by Team A was directly extracted from the provided EBSD data. Microstructures were excised from the EBSD maps at 0\(^\circ \), 30\(^\circ \), 45\(^\circ \), 60\(^\circ \), and 90\(^\circ \) rotations relative to the build direction. The characteristic length of the excised region was approximately 800 \(\upmu \)m. Then, the EBSD data were post-processed in Dream.3D [17] using a 5\(^\circ \) misorientation angle and a minimum-size filter of 400 pixels. The 2D excised microstructures were extruded to a thickness of 100 \(\upmu \)m to create an effectively 3D model. The finite element model was implemented within Abaqus FEA. In terms of boundary conditions, uniaxial tension was applied by displacing one surface and fixing the opposite surface. The remaining surfaces were treated as free surfaces.
In the constitutive model, a finite strain formulation was used with 12 active octahedral slip-systems. A power-law flow rule was chosen for the plastic slip rate, as well as a phenomenological hardening law with a dynamic recovery term. The cubic, single-crystal elastic constants by Wang et al. [16] were used, which were referenced in the challenge problem statement. Some of the material parameters in the crystal plasticity model were calibrated using the provided stress–strain data in the 0\(^\circ \) direction. However, Team A searched through the literature to calibrate the remaining material parameters, specifically for the change in material parameters associated with different orientations (i.e., 30\(^\circ \), 45\(^\circ \), 60\(^\circ \), and 90\(^\circ \)). The ultimate tensile strength was predicted using an independent linear relationship between the ultimate tensile strength and the yield strength, calibrated using literature data.
Team B
Instead of using the EBSD data directly, Team B chose to generate large, representative volume elements (RVE) each comprising 21000 grains. These volumes of grains were generated using DREAM.3D [17] by matching various metrics that were calculated from the EBSD data. The specific metrics calculated from the EBSD data were grain size, maximum grain size, minimum grain size, orientation distribution, and misorientation distribution. Team B generated an RVE for the X-only scan and another for the XY-scan strategy. However, these large RVE models were not actually used for predicting mechanical behavior. Instead, cubic sub-volumes were extracted from these generated RVE models at different orientations with respect to the build direction. The excised cubes represented a region of 1 mm by 1 mm by 1 mm, and the voxel resolution was 5 \(\upmu \)m.
Instead of finite element methods, Team B solved the crystal plasticity formulation using a fast Fourier transform (FFT)-based solver; the voxels were directly used to generate a regular grid of points, to which material properties (i.e., constitutive model including local grain orientation) were applied. Periodic boundary conditions were used due to the nature of FFT methods. In the crystal plasticity formulation, a power-law flow rule was used to model plastic slip rate. Moreover, a phenomenological hardening law with a dynamic recovery term was chosen. The material parameters in the crystal plasticity model were calibrated using the stress–strain data that were provided for the XY scan strategy in the 0\(^\circ \) orientation.
Team C
Instead of crystal plasticity finite element methods, Team C chose a semiempirical methodology. In this formulation, separate equations were calibrated and used to predict each of the individual quantities. These separate equations were mechanically inspired in form, but they were not coupled, nor were they derived through any conservation laws. The material parameters in each of the equations were calibrated based on experience, as well as internally and publicly available material data associated with additively manufactured IN625. More specifically, a modified Swift hardening law was chosen to predict strain hardening. The predicted Young’s modulus was proportional to the experimentally measured Young’s modulus. Furthermore, a novel formulation was used to predict the yield strength which took into consideration the effects of grain boundary strengthening, solid solution strengthening effects, the Taylor factor related to grain orientations, and other effects such as dislocation strengthening.
Team D
Team D implemented a crystal plasticity finite element method within the open-source software, MOOSE [18]. A power-law flow rule was used to model plastic slip rate, and a phenomenological formulation was used to model strain hardening. The model was calibrated to the provided tensile data of the XY-scan strategy at the 0\(^\circ \) orientation.
The EBSD data were directly used to design the grain structures of the model. A region of 400 \(\upmu \)m by 200 \(\upmu \)m was extracted from the EBSD data at different orientations with respect to the build direction. Linear hexahedral, “brick” elements were used in a structured mesh. Each finite element was 4 \(\upmu \)m by 4 \(\upmu \)m by 4 \(\upmu \)m. However, thickness effects were not considered in these finite element simulations. Instead, a single layer of elements was chosen. A uniaxial, tensile loading was applied by displacing one surface and fixing the opposite surface, and the remaining surfaces were restricted to prevent out-of-plane motion. The model was calibrated to the provided tensile data of the XY scan strategy at the 0\(^\circ \) orientation.
Team E
Team E used a crystal plasticity finite element method within the Abaqus FEA framework. Similar to the other crystal plasticity models mentioned thus far, Team E also used a power-law flow rule to model the plastic slip rate. However, for strain hardening, a less conventional, physically based hardening law was used that considered factors like dislocation slip, evolution, multiplication, and annihilation. The model was calibrated against the provided tensile data corresponding to the XY scan strategy at the 0\(^\circ \) orientation.
The EBSD data were directly used to develop a mesh representing all of the grains (i.e., a direct numerical simulation (DNS) approach, as opposed to the RVE approach used by Team B). A 1000 \(\upmu \)m by 1000 \(\upmu \)m region was excised from the EBSD data for each orientation with respect to the build direction. The excised regions were modeled via a structured mesh where each of the element dimensions were 20 \(\upmu \)m by 20 \(\upmu \)m by 20 \(\upmu \)m. Linear hexahedral elements with reduced integration were used, which are denoted as "C3D8R" by Abaqus FEA. This single-layer mesh was then extruded 100 \(\upmu \)m using five elements through the thickness. However, in addition to this extrusion, additional meshed layers were sandwiched together in an attempt to better represent the unknown, 3D grain structure. To accomplish this, three separate layers — each being 100 \(\upmu \)m in thickness represented by five elements — were stacked together. The 2D grain structure for each of these layers was based on different locations of the EBSD data. Therefore, the final “sandwich” model represented a region 1000 \(\upmu \)m by 1000 \(\upmu \)m by 300 \(\upmu \)m in size. To apply a tensile loading, one surface was displaced while the opposite and opposed surface was fixed, and the remaining surfaces were treated as free surfaces.
Prediction Results and Discussion
The results predicted by the participants will be discussed next. To review, we asked the challengers to predict key values of macroscopic uniaxial stress–strain properties in different orientations with respect to the build direction and under two different laser-scan strategies. For the sake of conciseness, the figures illustrating the predicted stresses at true strains 0.05 and 0.20 have been moved to the Appendix; the trends in these predictions are similar to the trends observed in other predictions (which are discussed in this section), namely the predicted yield stress and the predicted stress at a true strain of 0.10.
Analysis of Model Submission Results
Before summarizing the results, it is important to emphasize that a team’s success was not solely due to the type of model or equations that were chosen. Just as critical to success were the assumptions that each team made during development and calibration of their models. Because of this, conclusions are not drawn to specifically suggest one formulation being better than another. Instead, the goal was to provide a more holistic discussion that encompasses all aspects of the development and formulation of the submitted models.

The average measured values of Young’s modulus are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation. The submitted predictions are denoted by individual markers. The following description applies to all figures presented in this section: a full score was awarded to predictions that fell within one standard deviation from the average. Predictions were not submitted for XY-\(\mathbb {A}\)-0\(^\circ \)-\(\mathbb {A}\) since these data were provided to the modelers ahead of time

The average measured values of the 0.2 % offset yield strength (converted to true stress) are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation. The submitted predictions are denoted by the individual markers

The average measured values of the true stress at a true strain of 0.10 are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation. The submitted predictions are denoted by the individual markers
To test the elastic response of each model, we asked the modelers to predict the Young’s modulus for the X and XY scan strategies at various orientations with respect to the build direction. The predictions of Young’s modulus by each team are shown in Fig. 7. No individual model performed best in all cases, but most did well with the XY-scan strategy. However, the X-scan strategy was more challenging to predict, but some teams did capture the general trend. Generally speaking, the crystal plasticity models over-predicted the reported values of Young’s modulus.
The prediction of yield stress tests the capabilities of the modelers to capture the onset of plastic yielding, see Fig. 8. This prediction mostly tests the calibration of the slip resistance term (i.e., critically resolved shear stress) in the crystal plasticity-based models. For the XY scan strategy, nearly all of the submitted predictions, except for Team E, demonstrated a near-linear trend in yield stress with respect to the orientation angle. However, the measured yield stress plateaus between 30\(^\circ \) and 60\(^\circ \). Based on an analysis of variance (ANOVA), the subtle differences in yield stress were deemed not statistically significant for the tensile orientations listed above, which can be seen by summarized results in Table 6 in the Appendix.
Similar to the predictions of Young’s modulus, the predictions of yield strength for the X-only scan strategy proved to be challenging for the participants. While the phenomenological model developed by Team C (which did not use crystal plasticity) performed relatively well overall, no team excelled at predicting the yield strength across all the orientation angles. Perhaps this indicates that providing only 2D microstructural information (via EBSD) data is insufficient to reliably calibrate these models. Moreover, the only stress and strain behavior provided to the modelers corresponded to tensile specimens manufactured with the XY scan strategy and aligned at 0\(^\circ \); being provided additional stress–strain data for the X-only scan strategy at 0\(^\circ \) would have likely improved the accuracy of the models across the board.
The predictions of the true stress at a true strain of 0.10 are shown in Fig. 9. At a finite strain of 0.10, the stress and strain behavior is well into the plastic regime, which tests the modelers’ abilities to predict the evolution of plastic hardening. Referring to Fig. 9, the predicted true stresses at a true strain of 0.10 follow similar conclusions to the predictions of the yield stress. The differences between the models now span a larger range. As before with the XY scan strategy, the plateau in stress for just the orientation angles 30\(^\circ \), 45\(^\circ \), and 60\(^\circ \) was difficult to predict; Team E did capture the trend but they also underpredicted the stress at 90\(^\circ \). For the XY scan strategy, the majority of the submissions underpredicted the stress. In contrast, many of the models overpredicted the stress for the X-only scan strategy. Again, not one model (or team) clearly excelled at all of the predictions. Even among the models based on a crystal plasticity framework, different trends were observed. This is likely due to different assumptions being made when designing a microstructural sub-volume (due to a lack of 3D microstructure information), as well as different choices in boundary conditions.
Shown in Fig. 10, the ultimate tensile strength is nearly constant across the orientation angles for both the XY and X-only scan strategies, with the sole exception of 0\(^\circ \) in the XY scan strategy. The ultimate tensile strength approximately corresponds to the point in the tensile test where plastic localization (necking) begins (i.e., the end of uniform elongation). The prediction of plastic localization in metals has proven to be a challenging field of research due to material instabilities that can lead to numerical difficulties, such as solutions that are mesh sensitive.
Some of the submitted predictions for the ultimate tensile strength are markedly improved compared to the predictions given by the same teams corresponding to stresses at smaller plastic strains. However, for any given team, there are sometimes mixed results between the accuracy of the predictions between the XY and X-only scan strategies. Again, not one team clearly excelled at all of the predictions. In general, Teams A and C did relatively well for all of the predictions, while the predictions by Teams B and E were competitive for at least one of the two scan strategies.

The average measured values of the ultimate tensile strength (converted to true stress) are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation. The submitted predictions are denoted by the individual markers

The average measured values of the true strain at the ultimate tensile strength are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation. The submitted predictions are denoted by the individual markers
Once again, it is worth nothing that at smaller (but finite) strains, the measured stresses exhibited a plateau-effect between orientation angles 30\(^\circ \) and 60\(^\circ \) (see Figs. 9, 12, and 13). Outside of this plateau, the stresses were lower at 0\(^\circ \) and higher at 90\(^\circ \), likely due to a variation in the effective grain size parallel to or perpendicular to the columnar grains. However, as can be seen in Fig. 10, this is no longer the case for the ultimate tensile strength across some of the orientations for the XY scan strategy—90\(^\circ \) now joins this so-called plateau. Based on an analysis of variance, the differences in ultimate tensile strengths were found to be not statistically significant for the tensile orientations ranging from 30\(^\circ \) to 90\(^\circ \) (see Table 6 in the Appendix).
To test the models for ductility predictions, we also asked the teams to provide their predictions of the true strain at the ultimate tensile strength, as shown in Fig. 11. The true strain at the ultimate tensile strength proved to be challenging to predict, and the submission results were mixed. The models tended to perform better for the XY scan strategy while none of the predictions for the X-only scan strategy fared particularly strongly at capturing the trends in the measured data, particularly at 0\(^\circ \). Similar to the challenge of predicting the onset of necking (i.e., plastic instability), the prediction of ductility is perhaps one of the more challenging elements of computational crystal plasticity.
The overall final scores for each team are given in Table 5. Out of the possible 980 points, Team C was awarded first place with 855 points. Teams A and B were effectively tied for second place with 710 points and 725 points, respectively. Some additional remarks about these top three finalists are warranted.
As a reminder, Team C did not utilize a finite element model based on crystal plasticity, which was the most popular choice, but instead, they chose to use semiempirical formulations for each prediction and calibrated them to existing material data. Overall, the predictions submitted by Team C were the most accurate for both laser scan strategies (see Table 5). Therefore, it is worth noting that less computational intensive strategies are not only viable at predicting macroscale mechanical behavior, but they can even outperform more holistic, computational models. However, there is a caveat. These semiempirical formulations still require the availability of adequate calibration data (i.e., more extensive than provided simply by the challenge data) as well as a good choice in the (mathematical) form that these equations take. Additionally, this methodology is tuned to predict traditional mechanical properties like the uniaxial stress–strain response of material. If more complicated stress states are necessary, such as biaxial loadings, then these semiempirical formulations grow more complicated, and the collection of required calibration data becomes a more onerous task. Furthermore, this type of formulation may prove to be more challenging to calibrate when considering more complicated microstructures than IN625, which is predominantly a single-phase alloy by design.
Teams A and B both developed models that involved crystal plasticity finite element methods, but there are some key differences in how these teams arrived at their microstructural descriptions. Team A directly utilized 2D EBSD data and then extruded it in the thickness direction in an attempt to more accurately capture 3D mechanical behavior. Team B, on the other hand, generated an entirely new, representative texture based on statistics related to the measured grain sizes and shapes. This has the inherent benefit of incorporating 3D grain interactions, but it also heavily relies on a good choice of statistical quantities that ensure the model is indeed representative of the physical microstructure. Interestingly, Team A scored relatively better at predicting XY-quantities while Team B excelled at predicting X-quantities. Despite these different techniques, overall, both teams arrived at similar scores, suggesting that both methodologies are viable.
Although many of the properties predicted by the participants had agreement with the measured data, there is still room for improvement. However, this improvement could be reached through either more sophisticated mathematical formulations, or through new experimental data to aid with more comprehensive calibrations and additional insight into the physical processes. As postulated earlier, the lack of 3D microstructural information was limiting in the complete development of a crystal plasticity formulation, thereby necessitating additional modeling assumptions. In order to harness the full potential of computational models like these, it is crucial that all of the necessary microstructural information be available. This is also not always practical or even possible, particularly in situations like new alloy development. Therefore, understanding the link between microstructure and mechanical performance on the continuum scale remains fickle. There is still a need to provide mechanical performance data at the continuum scale to calibrate micro- and meso-scale models. Moreover, calibrating a given microstructure to a known mechanical response (i.e., stress and strain) is likely insufficient for extrapolations to new microstructures, whether these come about by simply rotating the loading axis with respect to the build direction or by changing the manufacturing parameters, like the laser scan strategy.
One major area for model interpretation, and thus variation between models with similar constitutive models and partial differential equation (PDE) solvers, is in the choice of boundary conditions, modeled geometry, and initial conditions. For instance, although the full coupon geometry and gripping procedure were supplied, no team opted to model the full specimen: the models relied on a uniaxiality assumption, even though in practice, non-uniaxial stresses (albeit at a low level) are unavoidable. Teams made different choices with respect to out-of-plane boundaries (e.g., periodic, single layer of elements, free surfaces); without a deeper assessment of the factors impacting model performance, we cannot say if these were important to the outcome. In any case, there is no consensus on the best practices in modeling tensile tests where microstructural features (e.g., grain orientation, size, and shape) are important.
Lessons Learned and Future Directions
Several areas for improvement have been identified through discussions with participants during Q &A sessions, the AM Bench 2022 conference, and a post-challenge recap workshop that we hosted. Some of these are procedural in nature while others have more to do with challenge information. We will also discuss what aspects of the benchmark challenge were well received to serve as recommendations for future benchmark designers and organizers.
Some of the well-received aspects of this benchmark challenge were related to documentation of the data and how all the raw data will remain available long after the benchmark. One feature of the AM Bench challenges is to test the state of the art of current modeling techniques, and another important outcome of this work is the creation of curated datasets that can be used by the public for years to come. All measurements and raw data used in this challenge can be accessed in one place [1], and the dataset contains numerous text files that describe the specific details regarding each of the measurements. The participants noted that the measurements themselves, such as the EBSD data, were complete and of high quality. Moreover, it was important that we designed the challenge in such a way that it did not restrict specific modeling methodologies from participating.
One recommendation for future benchmarking challenges is to create more points of communication with the participants. In case not all aspects of the challenge are clear, it would be helpful to have more open forums for communication between participants, which would also ensure that participants do not receive uneven information. If changes must be made to any of the challenges after they have already been released, utilizing an email server to provide optional notifications to all interested parties would also be desirable.
The timing of the various stages of the challenge was also commented on. Part of this benchmark challenge was the development of a model within a specified, limited period of time. Specifically, participants were given approximately three months to develop their models and submit their predictions. In an effort to complete the challenge within the required deadline, many teams reported that various simplifications had to be made so as to reduce meshing difficulties, calibration procedures, and overall computational costs. In general, modelers would like as much time as possible between when the data is released and when predictions are due. Logistically, however, this must be balanced with a need for a timely benchmark cycle and the time required to collect and curate data prior to a benchmark challenge announcement. In the future, a time allotment of six months may be a better compromise.
There were also some specific suggestions for this macroscale tensile challenge (i.e., CHAL-AMB2022-04-MaTTO). For example, another approach to grading the results could have included an additional weight that accounted for relative trends of the submitted predictions, rather than focusing just on the standalone values. One limitation that was noted in this challenge, as already discussed in Sect. Analysis of Model Submission Results, was the lack of 3D grain information. While 2D grain information for two orthogonal planes was provided, modelers did remark afterwards that this still substantially hindered their predictive abilities. One avenue of future work will be to work towards providing 3D grain information at a resolution that quantifies intragranular misorientation.
For future benchmark opportunities, some interesting possibilities were discussed amongst the participants during the benchmark conference. Some voiced the opinion that not every benchmark challenge need to present a novel challenge, while others were also eager to attempt process-structure-properties predictions on more complicated alloys or geometries. Another general interest that was expressed by the community is to design a benchmark challenge around the prediction of fatigue performance in metal-based additive manufacturing.
Conclusions
This manuscript, associated with the 2022 AM Benchmarking challenge on predicting macroscale tensile behavior at different orientations (i.e., CHAL-AMB2022-04-MaTTO), had multiple goals. The first goal was to fill in potential gaps identified in previous benchmarking challenges by providing publicly available, high-quality datasets. The second was to craft a challenge using a subset of the measured data in an effort to query the state of the art in predicting the relationships between microstructure and continuum mechanical properties. To this effect, a comparison between the submitted predictions was discussed with respect to the experimental results. Notes on lessons learned during a post-challenge meeting are also included. Notable conclusions that we derived from the measured data and submitted predictions are as follows:
-
By adding an orthogonal rotation in scan strategy (XY vs. X-only) during laser powder bed fusion of Inconel 625, the columnar grain structure was disrupted, causing the strength of crystallographic texture to decrease by nearly a factor of two. The tensile specimens excised from the parts manufactured with the XY scan strategy exhibited a higher yield strength (statistically significant) than the yield strengths of specimens produced with the X-only scan strategy, regardless of tensile orientation. The X-only scan strategy produced the greatest uniform elongation (strain at ultimate tensile strength) in specimens oriented parallel to the build direction (0\(^\circ \)).
-
Given the alignment of {001} and {101} poles along the build direction, the influence of tensile specimen orientation on mechanical properties was profound during early stages of strain hardening in that the true stress at 0.10 strain increased as the tensile direction transitioned from parallel to the build direction (0\(^\circ \)) to 60\(^\circ \) with respect to perpendicular (90\(^\circ \)), for both scan strategies. However, in the case of the XY scan strategy, all tensile properties (Young’s modulus, yield strength, flow stress at various strains, ultimate tensile strength, and uniform elongation) of the specimens oriented at 30\(^\circ \), 45\(^\circ \), and 60\(^\circ \) were found to be similar, with differences that were deemed not statistically significant.
-
Data-driven models have the potential to be both computationally efficient and relatively accurate when used for the sole purpose of predicting uniaxial stress–strain properties in relation to a given microstructure. However, the success of such models still greatly depends on the availability of similar tensile data for calibration, as well as the form of these semiempirical equations take. In the absence of similar tensile data, then crystal plasticity finite element methods become an attractive alternative. Such computational models can be developed either using a generated, representative volume of grains, or by directly using the measured grain information—preferably 3D grain information if possible.
-
Predicting the tensile properties for specimens manufactured via the X-only laser scan strategy were particularly challenging for the participants. The only stress–strain data provided to modelers for calibration corresponded to the XY laser scan strategy at a 0\(^\circ \) orientation, and it became clear that this was insufficient to confidently calibrate these models for the X-only scan strategy. Whether the model in question is based on semiempirical formulations or finite element methods, analysts should expect potentially significant errors when attempting to predict continuum, uniaxial properties for microstructures that differ greatly from those used for calibration, even for the same material composition.
Availability of Data and Materials
All data are published at [1]. Materials are all available to the public and have been as thoroughly identified as possible to facilitate reproduction of the work.
Change history
26 February 2024
A Correction to this paper has been published: https://doi.org/10.1007/s40192-024-00346-6
Notes
Certain commercial equipment, instruments, or materials are identified in this paper in order to specify the experimental procedure adequately. Such identification is not intended to imply recommendation or endorsement by NIST, nor is it intended to imply that the materials or equipment identified are necessarily the best available for the purpose.
References
AM Bench (2022) Challenge macroscale tensile tests at different orientations (CHAL-AMB2022-04-MaTTO). National Institute of Standards and Technology https://doi.org/10.18434/mds2-2588
Boyce BL, Kramer SLB, Fang HE, Cordova TE, Neilsen MK, Dion K, Kaczmarowski AK, Karasz E, Xue L, Gross AJ, Ghahremaninezhad A, Ravi-Chandar K, Lin S-P, Chi S-W, Chen JS, Yreux E, Rüter M, Qian D, Zhou Z, Bhamare S, O’Connor DT, Tang S, Elkhodary KI, Zhao J, Hochhalter JD, Cerrone AR, Ingraffea AR, Wawrzynek PA, Carter BJ, Emery JM, Veilleux MG, Yang P, Gan Y, Zhang X, Chen Z, Madenci E, Kilic B, Zhang T, Fang E, Liu P, Lua J, Nahshon K, Miraglia M, Cruce J, DeFrese R, Moyer ET, Brinckmann S, Quinkert L, Pack K, Luo M, Wierzbicki T (2014) The Sandia fracture challenge: blind round robin predictions of ductile tearing. Int J Fract. https://doi.org/10.1007/s10704-013-9904-6
Kramer SLB, Jones A, Mostafa A, Ravaji B, Tancogne-Dejean T, Roth CC, Bandpay MG, Pack K, Foster JT, Behzadinasab M, Sobotka JC, McFarland JM, Stein J, Spear AD, Newell P, Czabaj MW, Williams B, Simha H, Gesing M, Gilkey LN, Jones CA, Dingreville R, Sanborn SE, Bignell JL, Cerrone AR, Keim V, Nonn A, Cooreman S, Thibaux P, Ames N, Connor DO, Parno M, Davis B, Tucker J, Coudrillier B, Karlson KN, Ostien JT, Foulk JW, Hammetter CI, Grange S, Emery JM, Brown JA, Bishop JE, Johnson KL, Ford KR, Brinckmann S, Neilsen MK, Jackiewicz J, Ravi-Chandar K, Ivanoff T, Salzbrenner BC, Boyce B (2019) The third Sandia fracture challenge: predictions of ductile fracture in additively manufactured metal. Int J Fract. https://doi.org/10.1007/s10704-019-00361-1
Cox ME, Schwalbach EJ, Blaiszik BJ, Groeber MA (2021) AFRL additive manufacturing modeling challenge series: overview. Integr Mater Manuf Innov. https://doi.org/10.1007/s40192-021-00215-6
Levine L, Lane B, Heigel J, Migler K, Stoudt M, Phan T, Ricker R, Strantza M, Hill M, Zhang F, Seppala J, Garboczi E, Bain E, Cole D, Allen A, Fox J, Campbell C (2020) Outcomes and conclusions from the 2018 AM-Bench measurements, challenge problems, modeling submissions, and conference. Integr Mater Manuf Innov 9(1):1–15. https://doi.org/10.1007/s40192-019-00164-1
ASTM E01 Committee: ASTM E1479-16: standard practice for describing and specifying inductively coupled plasma atomic emission spectrometers (2016) https://doi.org/10.1520/E1479-16
ASTM E01 Committee: (2018) ASTM E1019-18: standard test methods for determination of carbon, sulfur, nitrogen, and oxygen in steel, iron, nickel, and cobalt alloys by various combustion and inert gas fusion techniques https://doi.org/10.1520/E1019-18
ASTM B2 Committee: (2022) ASTM B564-22: standard specification for nickel alloy forgingshttps://doi.org/10.1520/B0564-22
ASTM E08 Committee: ASTM E3076-18 standard practice for determination of the slope in the linear region of a test record. Technical report, ASTM International. https://doi.org/10.1520/E3076-18
Lucon E (June 2019) Use and validation of the slope determination by the analysis of residuals (SDAR) algorithm. Technical Report NIST TN 2050, National Institute of Standards and Technology, Gaithersburg, MD. https://doi.org/10.6028/NIST.TN.2050 . https://nvlpubs.nist.gov/nistpubs/TechnicalNotes/NIST.TN.2050.pdf Accessed 2023-10-17
Scout-and-Scan Reconstructor. Zeiss. https://www.zeiss.com/microscopy/us/l/campaigns/scout-and-scan.html
Zhang F, Levine LE, Allen AJ, Young SW, Williams ME, Stoudt MR, Moon K-W, Heigel JC, Ilavsky J (2019) Phase fraction and evolution of additively manufactured (AM) 15–5 stainless steel and inconel 625 AM-bench artifacts. Integr Mater Manuf Innov 8(3):362–377. https://doi.org/10.1007/s40192-019-00148-1
Phan TQ, Strantza M, Hill MR, Gnaupel-Herold TH, Heigel J, D’Elia CR, DeWald AT, Clausen B, Pagan DC, Peter Ko JY, Brown DW, Levine LE (2019) Elastic residual strain and stress measurements and corresponding part deflections of 3D additive manufacturing builds of IN625 AM-bench artifacts using neutron diffraction, synchrotron x-ray diffraction, and contour method. Integr Mater Manuf Innov 8(3):318–334. https://doi.org/10.1007/s40192-019-00149-0
Lee PL, Shu D, Ramanathan M, Preissner C, Wang J, Beno MA, Von Dreele RB, Ribaud L, Kurtz C, Antao SM, Jiao X, Toby BH (2008) A twelve-analyzer detector system for high-resolution powder diffraction. J Synchrotron Rad 15(5):427–432. https://doi.org/10.1107/S0909049508018438
Williamson GK, Smallman RE (1956) III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. The Philosophical Magazine A J Theor Exp Appl Phys 1(1):34–46 https://doi.org/10.1080/14786435608238074 .
Wang Z, Stoica AD, Ma D, Beese AM (2016) Diffraction and single-crystal elastic constants of Inconel 625 at room and elevated temperatures determined by neutron diffraction. Mater Sci Eng A 674:406–412. https://doi.org/10.1016/j.msea.2016.08.010
Groeber MA, Jackson MA (2014) DREAM 3D: a digital representation environment for the analysis of microstructure in 3D. Integr Mater Manuf Innov 3(1):5. https://doi.org/10.1186/2193-9772-3-5
Lindsay AD, Gaston DR, Permann CJ, Miller JM, Andrš D, Slaughter AE, Kong F, Hansel J, Carlsen RW, Icenhour C, Harbour L, Giudicelli GL, Stogner RH, GermanP Badger J, Biswas S, Chapuis L, Green C, Hales J, Hu T, Jiang W, Jung YS, Matthews C, Miao Y, Novak A, Peterson JW, Prince ZM, Rovinelli A, Schunert S, Schwen D, Spencer BW, Veeraraghavan S, Recuero A, Yushu D, Wang Y, Wilkins A, Wong C (2022) 2.0—MOOSE: Enabling massively parallel multiphysics simulation. SoftwareX 20:101202. https://doi.org/10.1016/j.softx.2022.101202
Moser NH, Landauer AK, Kafka OL (2023) Image processing in Python for 3D image stacks (Imppy3d). National Institute of Standards and Technology. https://doi.org/10.18434/mds2-2806 . https://github.com/usnistgov/imppy3d
Acknowledgements
We thank Dr. Lyle Levine for coordinating and running the overall AM Benchmark series, of which this was just one part.
Funding
NIST provided all funding needed for this research.
Author information
Authors and Affiliations
Contributions
NM contributed to conceptualization and design, X-ray computed tomography, analysis, writing/editing; JB contributed to conceptualization and design, sample preparation, scanning electron microscopy, electron backscatter diffraction, writing/editing; OK contributed to conceptualization and design, X-ray computed tomography, writing—revising/editing; JW contributed to conceptualization, part fabrication; ND contributed to conceptualization, mechanical testing; RR contributed to conceptualization, technical drawings; NH contributed to conceptualization and design, mechanical testing, project management and organization.
Corresponding authors
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Ethics Approval
This work has been reviewed by the NIST Editorial Review Board and found acceptable for publication.
Consent for Publication
All authors have read and agree to the contents of this manuscript.
Additional information
Official contribution of the National Institute of Standards and Technology; not subject to copyright in the United States.
The original version of this article was revised: Values presented in the columns labeled “Powder” and “Solid” of Table 1 were incorrect in the article as originally published and have been corrected.
Appendix A: Additional Figures and Analysis of Variance
Appendix A: Additional Figures and Analysis of Variance
The measured and predicted values of the true stress at true strains of 0.05 and 0.20 (\(\sigma _{0.05}\) and \(\sigma _{0.20}\)) for both scan strategies are shown in Fig. 12 and Fig. 13. For a comparison between all properties and material condition combinations, Table 6 is provided to show whether or not the differences in the averages are statistically significant or not.

The average measured values of the true stress at a true strain of 0.05 are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation. The submitted predictions are denoted by the individual markers

The averaged, measured values of the true stress at a true strain of 0.20 are compared to the predictions submitted by the teams. The blue bars represent the measured values, and the blue brackets represent one standard deviation
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Moser, N., Benzing, J., Kafka, O.L. et al. AM Bench 2022 Macroscale Tensile Challenge at Different Orientations (CHAL-AMB2022-04-MaTTO) and Summary of Predictions. Integr Mater Manuf Innov 13, 155–174 (2024). https://doi.org/10.1007/s40192-023-00333-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40192-023-00333-3