
Abstract
The transition from fossil jet fuel to biojet fuel is an important step towards reducing greenhouse gas (GHG) emissions from aviation. To enable such a fuel shift, the Swedish Government introduced a GHG emission reduction mandate of 27% by 2030 for aviation fuel sold in Sweden, forcing fuel suppliers to blend in biojet fuel in fossil jet fuel. A similar policy instrument is being discussed within the EU. Biojet fuels with life cycle GHG emissions 90% lower than those for fossil jet fuel are projected to be available by 2025, which by far exceeds the requirement of 65% lower emissions in the EU Renewable Energy Directive. The purpose of this study was to carry out life cycle assessments for a number of wood-fuel-based production chains near commercialization and to determine whether they meet the Swedish projection and the EU requirement. The study illustrates what can be achieved in a region with high availability of wood fuels and access to heat and power with low GHG emissions. The production chains studied include the production of hydrocarbon intermediates via (i) fast pyrolysis, (ii) hydrothermal liquefaction, (iii) thermal gasification followed by Fischer–Tropsch-synthesis, and (iv) cellulosic ethanol fermentation followed by upgrading of these four intermediates to biojet fuel and other liquid biofuels. The results show that all the production chains studied can deliver biojet fuels with 89–91% lower GHG emissions than fossil jet fuels. Non-fossil hydrogen is required to achieve low emissions in the upgrading of intermediates from fast pyrolysis and hydrothermal liquefaction.
Similar content being viewed by others


1 Introduction
Aviation is today completely dependent on fossil fuel. One way to reduce the climate impact of aviation is to replace fossil jet fuel with renewable fuels with low life cycle greenhouse gas (GHG) emissions. In this study, we have focused on biojet fuel, a renewable jet fuel produced from biomass. Biojet fuel is considered to be the most realizable renewable alternative in the short and medium term, and can be used as drop-in fuel in fossil fuel in the existing aircraft fleet [1, 2]. However, the current global production of biojet fuels corresponds to less than 0.5% of the total jet fuel demand, and the International Energy Agency [2] has identified two main reasons for this:
-
The currently dominating method of production is through the processing of waste oils to produce hydrotreated esters and fatty acids (HEFA). The availability of waste oils is limited.
-
The desired properties of a drop-in biojet fuel overlap those of biofuels for the road transport sector. The transition of the road transport sector to biofuels started earlier, and there are strong policies benefiting biofuels in that sector, while corresponding policies are currently lacking in the aviation sector.
The production of biojet fuel by the hydrogenation of oils and fats to produce HEFA can be based on waste products or crop-based oils [3]. However, the amount of residual and waste oils and fats (such as used cooking oil) is limited, and the use of vegetable oils such as palm oil and oil from oil seed crops raises concerns regarding sustainability and costs [2]. New production chains are therefore required for the production of so-called advanced biofuels from waste and residues if we are to be able to increase the use of biojet fuels. The EU defines advanced biofuels as fuels produced from the waste and residues listed in Annex IX of the EU Renewable Energy Directive (EU RED II) [4]. This list includes waste and residues from agriculture, forestry, and forest-based industries, many of which are lignocellulose-based, such as cereal straw, tree tops and branches, and sawdust [4].
To promote the transition to renewable jet fuel in Europe, a policy requiring jet fuel suppliers to blend renewable jet fuels in fossil jet fuel was proposed in 2021 [1]. This policy does not support HEFA or any other biojet fuels based on crop feedstocks due to sustainability concerns; rather, advanced biofuels are promoted together with synthetic biofuels. The proposed blending mandate is 5% by 2030 and 63% by 2050. The GHG emission reduction of biojet fuels should be the same as the sustainability criteria for road transport biofuels of 65% lower GHG emission than fossil jet fuel [4]. In 2021, Sweden introduced a GHG emission reduction mandate for aviation fuel sold in Sweden. The required emission reduction is 0.8% in 2021, gradually increasing to 27% in 2030 [5]. To meet these emission reduction targets, fuel suppliers will have to blend in an increasing amount of renewable jet fuel. The GHG emissions are calculated based on a life cycle perspective, in accordance with the guidelines of the EU RED II [4]. To limit the required amounts of renewable jet fuel, it has been projected that biojet fuels with 90% lower GHG emissions than fossil jet fuels will be available by 2025 [6].
Jet fuels are certified according to a global standard that today allows the incorporation of up to 50% biojet fuel [7]. To be certified, the biojet fuel must have a chemical composition and properties that allow the specifications of the jet fuel to be maintained after blend-in in the fossil jet fuel. The standard thus defines the framework for the design of the production process for biojet fuels. The policy instrument implemented in Sweden in 2021 and that suggested by the EU are both based on life cycle assessments (LCAs) of GHG emissions. Advanced biojet fuels that cannot meet the strict GHG reduction demands might not be relevant for further development, and the life cycle emissions of advanced biojet fuels from emerging production technologies must be continuously updated as technologies develop.
In addition to technological advances, the type and availability of advanced feedstock regionally will affect the resulting emissions [8]. Also, since regional GHG emission factors are used for energy supply, the extent of decarbonization in power supply and transport biofuels will have a high impact on the outcome. The matter is further complicated by the fact that the LCA methodology used in many North American studies and policy instruments (the Greenhouse Gases, Regulated Emissions, and Energy Use in Technologies Model, GREET, US Department of Energy [9]) is based on different calculation principles from those in the method specified in the EU RED II, and the results can thus not be directly compared. The recently internationally adopted GHG emission calculation method for aviation fuels (CORSIA) [10] is, however, in all relevant detail, comparable to the EU RED II method, so the results obtained using this method will also be relevant outside the EU.
Thus, as technological advances continue, information on biomass availability and sustainability is updated, and the decarbonization of our energy systems proceeds, there will be a continuous demand for updated and region-specific GHG emission calculations. Emissions calculated according to EU RED II LCA methodology will be relevant for policy instruments regionally, but also related to international aviation [10].
Sweden has the lowest GHG emissions in the EU for heat and power [11, 12] and the highest share (23% in 2020) of renewable fuels in road transport, whereof 60% was produced from waste and residues like slaughterhouse and household waste, and tall oil which is a by-product from pulp and paper plants [13, 14]. There is also considerable knowledge on the supply and conversion of residues from logging and forest industries in combined heat and power plants and forest industry facilities, together with well-developed logistics chains [15]. Overall, this provides favourable conditions for the development and commercialization of wood-fuel-based biojet fuel production plants, where biofuels with low GHG emissions could be produced.
1.1 Aim and objectives
The overall aim of this study was to assess the life cycle GHG emissions and resource efficiency for a number of wood-fuel-based production chains in a Swedish context and to determine whether they meet Swedish and EU policy requirements and expectations for aviation fuel in the future. Several emerging technologies were compared under the same conditions, focusing on production chains that have been proven feasible on a demonstration or commercial scale [16]. The novelty of this study lies in the comparison of a range of technologies for the production of biojet fuel in a country where the transition to a fossil-free energy system is already underway. The results from this study can thus provide decision support for actors planning to commercialize novel wood-fuel-based production chains, as well as for policy-makers.
2 Biojet fuel production chains
2.1 Current policy instruments
There is currently no production of biojet fuels in Sweden, and global production is negligible. The road transport sector is also still dominated by fossil fuels, but the use of biofuels in Sweden has increased markedly in recent years. In 2020, biofuels accounted for 23% of the energy use in the road transport sector [14]. Development has been affected by the reduction obligation system for petrol and diesel, which promotes biofuels with low GHG emissions; the target for emission reduction is 66% for diesel and 28% for petrol by 2030. Since 2021, this reduction obligation also includes aviation fuels. In order to achieve the 27% emission reduction in 2030, 15 PJ of biojet fuel (430 000 m3) will be required, based on a 30% admixture [6, 16]. The carbon footprint of the biojet fuel determines the volume of biojet fuel required to fulfil the obligation. To limit the level of admixture to 30% by 2030, it is projected that GHG emissions for biojet fuel sold in Sweden must initially (in 2021) be no greater than 16 g CO2eq/MJ, and must be further decreased to 8–10 g CO2eq/MJ (90% lower than the reference value for fossil jet fuel) by 2025. The proposed emission limit for sustainable aviation fuels within the EU aligns with that for road transport biofuels, i.e., 65% lower than the fossil reference, or 31–33 g CO2eq/MJ [1].
2.2 Choice of biomass feedstock
The choice of wood fuel as feedstock in this study was based on a recent national Swedish inventory of biomass availability [17]. The potential supply of wood fuel consisting of residues from current forestry and forest industries was found to be dominated by logging residues (LR), which consist of tops and branches after the roundwood has been removed for use in sawmills or the pulp and paper industry. The outtake of LR is limited by techno-economic and ecological constraints; for example, LR are only removed from fertile soils, and not all LR are removed [17,18,19]. The supply potential by 2030 has been estimated to correspond to 6.0 million tons (Mt) of dry matter (DM), or 115 PJ, per year [17]. The second most abundant source of wood fuel was found to be sawdust (SD) (including shavings) from sawmills, amounting to 2.3 Mt DM, or 43 PJ, annually [17]. These two types of wood fuel were chosen in the current study, and the wood fuel demand at each future processing site was assumed to be 100 000–200 000 t DM/year. This inventory also revealed that the availability of LR exceeded 100 000 t DM/year in 17 of the 21 Swedish counties [17], and the average density of LR in these counties (the amount available per unit area of the county) was 18.4 t DM/km2. The corresponding values for SD were 11 counties [17] and 13.1 t DM/km2. These densities were used in the calculation of transport distances.
2.3 Current production chains
The production chains for biojet fuels that are, or are expected to become, commercially implemented in the near future are shown in Fig. 1. These production chains are essentially the same as for road transport biofuels.

The biojet fuel production chains that are, or are expected to become, commercially implemented in the near future. Those in the grey box are investigated in the present study. The figure also indicates which of these production chains that are currently certified. Figure modified from [20]
To date, three of the production chains shown in Fig. 1 are certified for the production of biojet fuels: the HEFA process that relies on oil and fats; alcohol-to jet (ATJ), where the alcohol may be bio-based ethanol or isobutanol; and the Fischer–Tropsch (FT) process, where the raw material may consist of both biomass and fossil raw material [7]. The degree of technical maturity differs between and within the different production chains. The HEFA process is the only fully commercialized biojet fuel production chain while the ATJ process can be considered partially commercialized since a small volume of biojet fuel is currently produced via this route using alcohols from easily degraded sugar- and starch-rich crops [2]. A disadvantage of using sugar-, starch-, and oil-rich crops is that they compete for cropland with food production. None of the production chains that involve wood fuels such as forestry residues as feedstock has been commercialized so far.
2.4 Wood-fuel-based production chains
The use of residues from forestry and forest industries for the production of advanced biofuels is currently limited. In the Swedish investigation on biojet fuel, it was stated that the good availability of wood fuels should be exploited for biojet fuel production in Sweden, that such production is important for cost efficiency, and should be supported by long-term stable policy instruments [6]. The boundary conditions for the current study are that wood fuels should be used as feedstock, that the production chains should be included in the Swedish biojet fuel investigation [6], and that data from regional pilot- and demonstration-scale studies should be prioritized, when available [2].
A number of demonstration-scale plants are in operation, or being planned [2, 21]. Figure 1 gives an overview of production chains using forest biomass as a raw material. The production chains included in the present study (in the grey-shaded box in Fig. 1) are briefly described below; more detailed information on the investigated production chains, including the data used in the LCAs, can be found in Section 3.1. The present study was based on a production chain divided into two steps, where the conversion of the wood fuel to a liquid intermediate was decentralized, followed by transport of the liquid intermediate to centralized upgrading plants. All the production chains investigated will give a range of different hydrocarbons as outputs; thus, the biojet fuels will be co-produced with biofuels for the road or marine transport sector.
2.4.1 Decentralized wood fuel conversion processes
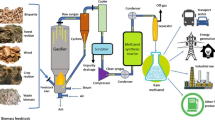
In thermal gasification (TG) followed by Fischer–Tropsch synthesis (TG-FT), biomass decomposition is catalysed by heat at high temperatures (800–1100 °C) in the presence of steam or oxygen. After cleaning and conditioning, the resulting carbon monoxide (CO) and hydrogen (H2) are polymerized in the FT synthesis process, where hydrocarbons are formed in a catalysed reaction. The reaction is highly exothermic. The biofuel intermediate is called FT crude. The degree of maturity is high for the FT process, and it is a commercialized production process for fossil jet fuel [2]. TG from wood fuels with downstream production of biomethane has been investigated on a demonstration scale, e.g., in the Swedish GoBiGas project [22]. TG-FT is to be applied in an American commercial-scale plant (Sierra biofuels plant, Nevada, construction completed 2021) where municipal waste is used as feedstock [23].
Ethanol can be converted to hydrocarbons via dehydration and oligomerization, and then upgraded to jet fuels (ATJ). Biochemical ethanol production from wood, which was the investigated pathway in this study, relies on the use of both chemical and biochemical catalysis. The biomass is first chemically hydrolysed, whereafter enzymatic hydrolysis is used to release sugars from the cellulose. The sugars are fermented using yeast to produce the intermediate, ethanol. Ethanol production from sugar- and starch-rich crops is a widespread commercial process, and the use of wood as feedstock has been shown on a demonstration scale (SEKAB, Sweden) [24, 25]. While a thermochemical conversion method can depolymerize all of the biomass constituents, the biochemical conversion only depolymerises the cellulose fraction (accounting for around 40% of the biomass in spruce and pine) to the desired end product, ethanol [26]. The hemicellulose is degraded to sugars that cannot be utilized by non-metabolically engineered wild strains of yeast and is mainly found in the liquid phase, while the lignin fraction is recalcitrant to biochemical degradation and is removed as a solid residue [26].
In hydrothermal liquefaction (HTL), the biomass is depolymerized in the aqueous phase, at temperatures ranging from 250 to 450 °C and pressures between 100 and 300 bar [27, 28]. The reactions take place in water, often under supercritical conditions, and the process is therefore suitable for wet feedstocks. In HTL, the wood fuel is finely ground and mixed with water to form a thick slurry, which is heated and pressurized, forming a gas phase, a water phase, and the HTL biocrude as the biofuel intermediate. The reaction is usually catalysed by an alkali catalyst/buffer. A research pilot plant in Denmark (Steeper Energy ApS in collaboration with Aarhus University) has been successfully used for HTL of lignocellulosic biomass [29]. An HTL demonstration plant using forest industry residues was started up in the autumn of 2021 in a Swedish-Norwegian collaboration (Silva Green Fuel) [30].
Pyrolysis designed to yield a high share of liquid products is called fast pyrolysis (FP) since it is performed at high temperatures (500–600 °C) with a rapid heating rate. The time between volatilization and condensation must also be minimized. FP is performed in an oxygen-free environment at atmospheric pressure [31]. The reaction requires no catalyst and yields a gas phase, a solid char, and the intermediate, the pyrolysis liquid. The oxygen and water contents of the pyrolysis liquid are higher than in the other thermochemical methods. The most widespread type of FP is in a fluidized bed and has been implemented for wood fuels on commercial scale, for example, by Fortum in Finland [32, 33].
2.4.2 Upgrading of intermediates
The need for upgrading by hydrotreatment differs greatly between the different intermediates, mainly due to their oxygen content. The upgrading of intermediates from TG-FT and ATJ relies on established technologies. The FT crude contains mainly olefins and paraffins of varying chain lengths and must be hydrocracked to break double bonds and to shorten long molecules [34]. The ethanol is dehydrated and oligomerized to olefins, followed by mild hydrotreatment to break the olefin double bonds. The hydrogen demand for hydrogenation in these cases is low.
The intermediates produced by HTL and FP consist of complex mixtures of organic compounds with high oxygen contents (up to 40% for intermediates from FP and 10–15% for those from HTL). Oxygen removal by hydrogenation is thus required. [35]. The hydrogen requirement may be large, depending on the oxygen content and the process requires hydrogen at elevated pressures, up to 140 bar [36]. Hydrogen can be produced by steam reforming of fossil natural gas, but can also be produced by non-fossil pathways, such as the electrolysis of water (assuming the use of non-fossil power) or by steam reforming of renewable hydrocarbons.
One challenge when performing a LCA is to establish the catalyst requirement in upgrading. Rapid developments are being made regarding catalysts, and many different types of catalysts have been applied. A great deal of research is being carried out on improving catalyst lifetime by stabilization and regeneration (see e.g. [37, 38]).
A mixture of hydrocarbons is formed in the upgrading of all intermediates. They are separated by distillation, and the resulting fractions will be suitable as drop-in biofuels. It should be noted that the properties of biojet fuel (C7-C17) partly overlap those of diesel (C12-C20) and petrol (C4-C12). The distribution of the refined products depends on the composition of the biofuel intermediates as well as on the configuration of the upgrading process. The yields presented in this study assume priority of biojet fuel over other biofuels. More information on the upgrading, including data on yields on hydrogen demand, is presented in Section 3.2.
3 Methods
3.1 Data inventory
Data on energy and material flows, additives, and yields in the production processes were obtained from a literature review of scientific publications and reports published in English or Swedish. Recent publications were chosen as far as possible, and publications with transparent data on energy and material flows related to the use of logging residues or sawdust were prioritized. This means that case-specific studies on the integrated production of biojet fuels in other industries often had to be excluded, since the energy flows were not transparent.
3.2 Carbon footprint calculations
The aim of this study was to assess the life cycle GHG emissions of a number of emerging production chains using the calculation method in the EU RED II [4]. This method has been employed by EU member states from 2021 to calculate GHG emissions for road transport biofuels. Since road and jet biofuels are co-products of the same production chain, the findings of this study will also be applicable to road biofuel production. The EU RED II method has been defined as the method that should be used to determine the carbon footprint in relation to the Swedish aviation fuel GHG emission reduction mandate [5].
An important principle in the method is the allocation of the total GHG emission of each process step over the main product and co-products of that step. The allocation is based on the lower heating value (LHV) at product moisture content [4]. This means that co-products such as liquids with a low content of organic material, with a LHV below zero, are excluded. Excess heat from the process can be accounted for as a co-product, but only if it can be shown that an economically justified demand for this heat exists. Since the potential to offset excess heat in, for example, district heating grids or nearby industries was not studied here, all excess heat is assumed to remain unused and is therefore not included in the energy allocation. This means that the study will not provide a complete picture of the energy flows of the process chains, and only the energy in co-products that are relevant for the allocation in stand-alone production facilities will be presented.
National or regional emission factors are used for energy, as directed in the EU RED II method [4]. The calculations in this study were thus based on the average Swedish diesel blend (with 22% biodiesel), the Swedish electricity mix, and heat and steam generation from wood fuels. For other additives, the most recent literature data were used.
Upstream activities for logging residues included in the study were collection and forwarding of tops and branches at logging sites after final felling, wood chipping at the roadside, and transport of the wood chips to the intermediate production plant. For sawdust, only the transport from sawmills is included. Life cycle emissions for transport fuels, process energy, and processing additives were included. The results are presented in two steps. In the first step, the functional unit is 1 MJ intermediate at a decentralized intermediate production facility. The intermediate is assumed to be transported to a centralized upgrading facility where hydrogenation and distillation are performed. Both fossil-based and fossil-free hydrogen production alternatives were investigated. In the second step, the final results are presented with the functional unit of 1 MJ biojet fuel dispensed at a Swedish airport.
4 Data inventory
The mass balance and energy and additive inputs are based on data obtained from the literature. To allow comparisons, all data are expressed per MJ of the wood fuel feedstock (LHV DM) fed into the processing plant (MJ wood fuelfeed-in).
4.1 Decentralized production of intermediates
4.1.1 Feedstock handling and transport
The energy demand for the handling of LR includes forwarding from the forest floor to storage at the roadside, chipping and loading, and amounts to 0.0124 MJ diesel/MJ wood fuelfeed-in (Table 3 of the Appendix). Loading of sawdust at the sawmill has an energy demand of 0.0007 MJ diesel/MJ wood fuelfeed-in. The average transport distance of the wood fuel to decentralized processing plants was calculated to 50 km for LR and 59 km for SD, respectively, based on the regional average density of LR and SD of 18.4 and 13.1 t DM/km2, respectively (as presented in Section 2.2). The corresponding diesel demand was 0.0033 (LR) and 0.0055 (SD) MJ/MJ wood fuelfeed-in. The calculated transport distances are based on an annual wood fuel demand of 100 000 t DM at each processing plant, assuming that 50% of the LR or SD in the region is available for processing. For comparison, it is planned that a large-scale TG-FT plant (Red Rock Biofuel) under construction in Oregon, US, will process 166 000 t DM wood fuel per year for the production of biojet fuels [39]. Further details and references are presented in Table 3 of the Appendix.
4.1.2 Intermediate and biojet fuel handling and transport
The transport distance from the decentralized production of intermediates to a centralized upgrading facility was set to 500 km based on a Swedish SD-based FP plant that came into operation in 2021 [40]. SD pyrolysis is performed at the same industrial site as the sawmill, and the intermediate, the pyrolysis liquid, will be refined at a centralized refinery located 500 km away. This transport distance was applied to all intermediates in the current study and entailed a diesel demand of 0.378 MJ/kg intermediate. Further details are presented in Table 3 of the Appendix.
The transport distances for the refined biojet fuel to the blending site, and from the blending site to airport storage tanks, are assumed to be 300 km and 48 km, respectively [41], giving a total diesel demand of 0.0059 MJ/MJ biojet fuel. The electricity demand for blending and storage is 0.0042 MJ/MJ biojet fuel [42].
4.1.3 Production of intermediates
Information was found in some cases for either LR or SD, or in the case of FP for both. The details and references to the data used are presented in Tables 4–7 of the Appendix. The energy of inputs and outputs is not balanced; only outputs that are further used for the energy allocation in the LCA are given. This means that dilute streams of organic matter in water (as in ethanol production and HTL) are excluded. In many cases, the excess heat can be efficiently utilized in integrated processes, see, for example, Björnsson et al. (2021) and Eriksson (2021) [15, 31]. However, the possibility of utilizing excess heat was not explored in the present study. The production chains investigated can be seen as stand-alone production plants, and no emissions are thus allocated to heat.
Thermal gasification of logging residues followed by FT synthesis
The data used for TG-FT apply to LR and are based on experience from a Swedish demonstration-scale gasification plant and modelling of the FT synthesis [22]. The gasification is carried out in a fluidized bed with steam, operated at 800 °C. The data regarding the electricity demand are higher than in many other studies (Table 4 of the Appendix). This is because the process includes an inductively heated reformer [22, 43], where the aim is that this, together with recycling of the tail gas instead of using it for process energy supply will give a higher output of FT crude. Other studies instead often report a net output of power [44, 45]. The gas is cleaned before conditioning, and a renewable scrubber oil with a carbon footprint assumed to correspond to that of the HVO used in the Swedish transport sector was used. In the conditioning, methane and longer hydrocarbons were broken down to H2 and CO, whereafter the H2 content was balanced in a water gas shift process. In the FT synthesis, where CO and H2 are polymerized into hydrocarbon chains, the aim was to prioritize longer hydrocarbon chains by choosing a cobalt catalyst and lower process temperature (250 °C) [22]. The FT crude contains olefins (CnH2n) and paraffins (CnH2n+2) and the yield in the chosen study was 0.47 MJ/MJ wood fuelfeed-in ( Table 4 of the Appendix), which can be compared to the highest achievable yield of 0.4 MJ/MJ wood fuelfeed-in previously presented in a study on wood chips [44].
Ethanol production from sawdust
The data for ethanol production were based on information from a commercial operator of a Swedish demonstration-scale facility using SD [24]. The biomass in this facility undergoes thermochemical steam pretreatment with SO2 as a catalyst, followed by simultaneous enzymatic hydrolysis and fermentation. LCA of ethanol production based on lignocellulose often shows high GHG emissions for enzyme production [46]. Here, enzyme production was assumed to take place using renewable energy, and with locally sourced sugar beet molasses as the carbon source [47] ( Table 5 of the Appendix). In biochemical ethanol production, a high share of the energy-containing compounds in the wood fuel will not be converted, but remain in dried lignin-rich pellets ( Table 5 of the Appendix). These pellets could have been used internally to supply steam and power, but in line with the strategy presented by commercial operators, the lignin residue is presented as a co-product of the process [24].
Hydrothermal liquefaction from sawdust
So far, no data has been published from the Norwegian HTL demo plant [30]. Instead, data for HTL from SD from Nie and Bi [48, 49] were used, where HTL is assumed to be operated with nearly supercritical water at 355 °C and 20.3 MPa. The yield of HTL biocrude of 0.74 MJ/MJ wood fuelfeed-in (Table 6 of the Appendix) is higher in these studies than in others (0.52 MJ/MJ wood fuelfeed-in [36] and 0.58–0.67 MJ/MJ wood fuelfeed-in [50, 51]). In HTL, a catalyst/buffer, often Na2CO3, is needed, and the possibility of regeneration and recycling of the catalyst is uncertain. Nie et al. based the amount of buffer required on laboratory-scale data, giving a value of 6.5 g Na2CO3/MJ wood fuelfeed-in, which in their study contributed 46% to the GHG emission of the upgraded jet fuel [48]. A similar amount of buffer was presented in a study including regeneration and recycling of part of the Na2CO3, but the addition of 6.8 g Na2CO3/MJ wood fuelfeed-in was still required [52]. The value given by Nie et al. [48] was used in the present study.
Fast pyrolysis of sawdust and logging residues
The data on FP were taken from a study presenting data on both LR and SD [31]. The energy demand and product yields from the stand-alone operation were chosen to ensure transparent information on total product output and the demand of heat and power. In line with the approach used for ATJ and HTL, the co-products are presented as outputs and are not used for internal energy supply. The yield of FP liquid is 0.59 MJ/MJ wood fuelfeed-in for LR, compared to 0.68 MJ/MJ wood fuelfeed-in for SD (Table 7 of the Appendix). No additives or catalysts are needed in this process.
4.2 Centralized refining of intermediates
4.2.1 Hydrotreatment and yields
Hydrotreatment of FT crude is a commercial technology (for fossil feedstock) with well-established data on hydrogen demand and the output of refined hydrocarbons. The data used were taken from a study by Tijmensen et al. [44]. The hydrogenation of oligomerized ethanol (ATJ) is also based on straightforward chemistry, with a well-defined product output [53]. Data in the literature show that the hydrogen demand is low for both these production chains (0.01 MJ/MJ wood fuelfeed-in, Tables 4–5 of the Appendix).
The hydrogenation of intermediates from FP and HTL is less developed. There are no commercial plants, and data were thus obtained from demonstration-scale studies [2, 35, 50]. The hydrogen demand has also been shown to contribute a large share to the carbon footprint, and should therefore be evaluated carefully [2]. The literature study revealed a wide range of the data on hydrogen demand for upgrading. The hydrogen gas (H2) demand for upgrading of the liquid intermediate from FP ranged from 0.21 to 0.32 MJ/MJ wood fuelfeed-in [36, 42, 50, 54, 55], and for HTL, from 0.06 to 0.19 MJ/MJ wood fuelfeed-in [42, 48, 49, 51]. H2 is added to favour oxygen removal by the hydrodeoxygenation pathway, where no carbon is lost from the hydrocarbons, and oxygen is removed as water. However, it has been shown under experimental conditions that oxygen is also removed by competing reactions, decarboxylation, and decarbonylation, forming CO2 and CO [50]. Thus, not only the desired hydrocarbons will be formed. This makes the use of theoretical hydrogen demands irrelevant. Furthermore, the contents of carbon (C), hydrogen (H), and oxygen (O) in the intermediates vary depending on the experimental conditions and type of feedstock, also affecting the results. A combination of experimentally derived data and a theoretical calculation were thus used in the current study. Pacific Northwest National Laboratory and the US Department of Energy have published several studies on the upgrading of intermediates from FP and HTL [36, 50, 51]. These studies present transparent data based on demonstration-scale experimental work. Literature data for the contents of C, H, and O in the pyrolysis liquid (FP) and biocrude (HTL) were used [31, 50] ( Table 8 of the Appendix). Data from the most recent demonstration-scale study was used in the following way:
-
The yield of refined hydrocarbons and off-gas and the composition of these were taken from the experimental study on a demonstration scale [50] (Table 9 of the Appendix)
-
Based on the above, mass balances were set up for C, H, and O. The O not found in the off-gas (as CO or CO2) was assumed to be removed as H2O. The hydrogen that would theoretically be required for this reaction, and the H balance between intermediates and refined products, was used to calculate the H2 demand.
The resulting H2 demand for FP was 0.24 MJ/MJ wood fuelfeed-in for LR and 0.27 for SD. The H2 demand for HTL biocrude was calculated to be 0.12 MJ/MJ wood fuelfeed-in (Table 10 of the Appendix). The calculated total output of liquid fuels after upgrading of FP intermediate was 0.5 MJ/MJ wood fuelfeed-in (for LR) and 0.6 MJ/MJ wood fuelfeed-in (for SD). These values can be compared to data from other studies of 0.53–0.59 MJ/MJ wood fuelfeed-in [36, 42, 50, 54, 55]. The upgraded liquid fuel yield for HTL intermediate was 0.62 MJ/MJ wood fuelfeed-in. The range presented in the literature was 0.55–0.62 MJ/MJ wood fuelfeed-in [42, 48, 49, 51].
4.2.2 Fossil and renewable hydrogen production chains
The H2 used in hydrogenation was assumed to be produced by steam reforming of fossil natural gas, using Swedish emission factors for process energy (steam and power). The feedstock and energy demand were based on Nie and Bi [49]. In addition, H2 supply through electrolysis was evaluated [56]. Finally, a scenario in which the off-gas from hydrotreatment was used in steam reforming was evaluated. The off-gas was assumed to be first cleaned by amine-based absorption [57]. The cleaned off-gas was then co-processed with fossil natural gas or biogas if necessary. The data on process energy and feedstock inputs can be found in Fig. 5 of the Appendix.
4.3 Emission factors for energy carriers and additives
The emission factors used for energy carriers are based on the most recent national or regional emission data, in accordance with the EU RED II methodology. The most recent information found in the selected references was used for emissions arising from additives such as chemicals and catalysts. The emission factors and references are summarized in Table 11 of the Appendix.
5 Results and discussion
5.1 Energy inputs and product yields
The literature data used for the energy inputs and yields of the investigated production chains are summarized in Fig. 2, where the data is normalized to a wood fuel feed-in of 100 MJ at the decentralized wood fuel conversion plant. The result is here presented using the LHV for DM. The allocation of GHG emissions between product and co-products will be based on LHV at actual water content (EU RED II), the background data for this conversion can be found in Table 3 of the Appendix.

Energy input and product yields (MJ) of the production chains studied based on a 100 MJ wood fuel feed-in
The production chains investigated have advantages and drawbacks. A higher yield of biojet fuels is obtained with the TG-FT and ATJ processes, where 22–23% of the energy in the wood fuel can be recovered in a biojet fuel fraction. FP and HTL, on the other hand, give a high total output of liquid biofuels (50–62% of the energy in the wood fuel). The co-products are used in the energy allocation of the GHG emissions for each processing step. The shares of the GHG emissions from the intermediate production step allocated to the intermediate (based on LHV at product humidity) are 91%, 47%, 85%, 61%, and 72% for TG-FT, ATJ, HTL, FP of LR, and FP of SD, respectively. The high yield of off-gas (C1-C4 hydrocarbons) resulting from FP and HTL will be further discussed in relation to the supply of hydrogen from non-fossil sources.
It should be noted that the data presented in Fig. 2 were chosen to illustrate the production of the intermediate in a stand-alone process. The intermediate could be produced by integration in existing heat and power plants or paper mills, which has been shown to give a higher energy efficiency [15, 31, 58]. However, the energy yields and GHG emissions for such production systems will be site-specific and must be calculated in each case. The aim of the present study was to calculate the typical carbon footprint of stand-alone production facilities where, for example, excess heat and liquid waste streams with low organic content are difficult to utilize.
5.2 Hydrogen production
The carbon footprint of the different sources of hydrogen is summarized in Table 1. The background data for the energy demand of the different production chains can be found in Fig. 5 and section 7.4. in the Appendix. In the case of TG-FT, the integrated use of the off-gas from upgrading for hydrogen production will completely cover the hydrogen demand. For HTL, 51% of the feedstock demand in steam reforming can be covered by off-gas, while for FP of LR and SD, 88% and 91% will be covered (Fig. 5 of the Appendix). The rest is assumed to be supplied by either fossil natural gas or biogas (Table 1). No off-gas is generated in ATJ. In this case, data from steam reforming of biogas, which in Sweden is upgraded, pressurized, and distributed via the natural gas grid [59], were used as an alternative fossil-free production chain.
5.3 Carbon footprint
5.3.1 Intermediates
The GHG emissions from the decentralized production of intermediates are shown in Fig. 3. The emissions include those from energy inputs as well as process additives. As the processes lead to co-products in addition to the intermediate, the total emission has been allocated between the intermediate and the co-products based on energy content, as presented in Section 4.1. The feedstock availability of SD is lower than for LR, and the transport distance to the processing site is thus longer. Despite this, the emissions from LR are higher, due to the emission from handling at the forest site (forwarding, chipping).

GHG emissions resulting from the production of intermediates
The intermediate from TG-FT has the largest carbon footprint. The production data used had a higher power demand than in many earlier studies, due to the use of an inductively heated steam reformer. The benefit of this will be a higher output of the intermediate. Nonetheless, the total product output, 50% of the energy in the wood fuel (Fig. 2), is low compared to the other production chains. The emission arising from the scrubber oil is included in the additives, but the emission resulting from the catalyst used in the FT synthesis is not included due to a lack of data.
The data used for SD-based ethanol production were obtained from a commercial operator, and all the required additives (chemicals and enzymes) are included. The result per MJ ethanol can be compared to the default value for straw-based ethanol in the EU RED II, of 16 g CO2eq/MJ, or the ambition for a recently opened demonstration-scale sawdust-based ethanol production plant in Finland, of 10 g CO2eq/MJ [4, 60]. A large fraction of the sawdust ends up in the lignin-rich solid co-product (Fig. 2) and more than half of the emissions arising from intermediate production are allocated to this lignin residue.
The data for the demand of alkali buffer/catalyst (Na2CO3) for HTL are uncertain. In a previous study, this has been shown to be responsible for almost half of the carbon footprint [48]. The emission factor used in the present study is based on European production of Na2CO3 (Table 11 of the Appendix), and the emission is half of that used in the study by Nie et al. [48], which was based on American emission data. Alkali catalysts are currently considered to give higher product yields [27], and in the review by Castello et al. [28], Na2CO3 or K2CO3 was used in all the trials on the HTL of wood. The possibility of regeneration and recycling of the alkali, or the use of alternative buffers/catalysts, such as metal catalysts, must be further investigated [28].
FP of both SD and LR has very low emissions. Here, conversion is heat-induced, and no additives or catalysts are needed. This, in combination with a high product yield, results in low emissions for the intermediate. The heat demand is higher for SD, which has higher humidity, but transport and handling emissions are higher for LR, giving a slightly higher total emission for FP of LR.
5.3.2 Biojet fuels
The intermediates are assumed to be transported to a central facility for upgrading, and then to biojet fuel blending and storage sites. The total GHG emission per MJ biojet fuel at the airport fuel dispenser is shown in Fig. 4.

GHG emissions resulting from the production of biojet fuels. The uppermost dashed line indicates the GHG emission sustainability criterion of a 65% reduction (to 32 g CO2eq/MJ) according to the EU RED II, and the other two dashed lines the GHG emissions projected for biojet fuels sold in Sweden by 2021 (16 g CO2eq/MJ) and 2025 (9 g CO2eq/MJ) within the Swedish reduction mandate
To illustrate the impact of the source of hydrogen on the results, three or four different ways of hydrogen supply (Table 1) are included for each biojet fuel production chain. For intermediates with a low hydrogen demand in upgrading, a fossil-based hydrogen supply has less impact, but the use of non-fossil hydrogen will reduce the GHG emissions from 11.5 and 11.3 g CO2eq/MJ for TG-FT and ATJ respectively to below 10 g CO2eq/MJ. The emissions from intermediate production dominate for both TG-FT and ATJ. For further reduction of emissions, attention should be focused on the use of co-products (ATJ) or excess heat (TG-FT), or ways in which the emissions related to additives (ATJ) can be reduced.
For FP, where the hydrogen demand in upgrading is high, the GHG emissions are 30–33 g CO2eq/MJ when hydrogen is produced from fossil natural gas. The hydrogen of fossil origin will thus still give rise to emissions low enough to meet the sustainability criteria for biofuels in the EU RED II, where 65% lower emission than the fossil reference value is required (the upper dashed line in Fig. 4). Producing hydrogen by electrolysis (with the Swedish average electricity mix) will lead to low emissions in all the production chains. The production chain with the highest hydrogen demand, FP of SD, would, however, require 0.4 MJ of power for hydrogen production for every MJ of upgraded fuel.
Another approach would be to use the off-gas from upgrading internally for hydrogen production. Especially in the cases of FP and HTL, upgrading and fractionation will produce an off-gas with a high content of short-chain hydrocarbons (Table 10 of the Appendix) that can be upgraded and used in steam reforming. This approach will change the total fuel output from upgrading, and the total emission of the production chain will be allocated only over the liquid upgraded fuels, which means that a higher share of the emissions will be attributed to the biojet fuel. This is particularly clear in the case of FP (Fig. 4). Integrated off-gas utilization will considerably reduce the GHG emissions from HTL and FP, where off-gas can cover 51% (HTL) or 88–91% (FP) of the hydrogen demand, the rest is supplied by either fossil natural gas or biogas (Fig. 4). Integrated off-gas utilization will lead to emission levels that meet the expectation for current biojet fuel production chains (16 g CO2eq/MJ), even if the remaining hydrogen demand is covered by fossil natural gas. Replacing this remaining demand with biogas will reduce the emissions further, to below 9 g CO2eq/MJ.
Thus, it is likely that the projection of biojet fuels with 90% lower emissions than fossil jet fuels by 2025 [6] can be met using all the emerging wood-based conversion technologies considered in this study. As can be seen from Fig. 4, all the production chains can produce biojet fuel with GHG emissions at or below 10 g CO2eq/MJ.
Comparisons of these findings with results in the literature are difficult, as the results of previously published studies on biojet fuel production from other types of feedstock that include cultivation or land use change [8] are not relevant. Also, results based on LCA using other calculation principles cannot be used for comparison [42, 54].
6 Conclusions
To reach the GHG emission reduction mandate target of 27% for jet fuel sold in Sweden by 2030, 15 PJ of biojet fuels with a GHG emission below 10 g CO2eq/MJ is required. There is currently no production of biojet fuel in Sweden, but several emerging wood-fuel-based production chains are being investigated on a pilot or demonstration scale. The LCA showed that all the production chains investigated could contribute to reaching the reduction mandate targets by producing biojet fuels with emissions of 10 g CO2eq/MJ or below. Efforts must be focused on non-fossil or low-carbon emission inputs in all parts of the production chain, for both energy and additives such as scrubber oils, chemical or biochemical catalysts and hydrogen. In the cases of HTL and FP, hydrogen production through electrolysis or integrated use of the off-gas from upgrading is a prerequisite for low emissions.
The total output of liquid biofuels is high in FP and HTL (50–60% of the energy in the wood fuels), while the share of biojet fuel is higher in FT and ATJ (22–23% of the energy in the wood fuels). All production chains thus have advantages and disadvantages, and all are relevant to pursue. The data used in the cases of FP and HTL are partly based on studies on a pilot or demonstration scale, which means that they are subject to greater uncertainty. Increased knowledge through research is therefore very important to facilitate the commercialization of these production chains.
The high availability of residues and by-products from forestry, in combination with low emissions from electricity, process heat, and road transport, indicates that conditions are favourable for the production of biojet fuel with low GHG emissions in Sweden. Table 2
References
European Commission (2021) Proposal for a regulation of the European Parliament and of the Council on ensuring a level playing field for sustainable air transport. European Commission, Brussels
van Dyk S, Saddler J (2021) Progress in commercialization of biojet/sustainable aviation fuels (SAF): technologies, potential and challenges, IEA Bioenergy Task 39.
IRENA (2021) Reaching zero with renewables: biojet fuels. International Renewable Energy Agency, Abu Dhabi.
European Commission (2018) Directive (EU) 2018/2001 of the European Parliament and of the Council of 11 December 2018 on the promotion of the use of energy from renewable sources. Office for Official Publications of the European Communities, Luxembourg
The Swedish Code of Statutes (2021) Law on the reduction of greenhouse gas emissions from certain fossil fuels (In Swedish: Lag om reduktion av växthusgasutsläpp från vissa fossila drivmedel), SFS 2021:412, Department of Infrastructure, The Swedish Parliament, Stockholm.
Statens Offentliga Utredningar (2019) Biojet fuels for aviation (In Swedish: Biojet för flyget), SOU 2019:11, Statens offentliga utredningar, Stockholm, Sweden.
ASTM International (2021) Standard specification for aviation turbine fuel containing synthesized hydrocarbons, ASTM International, West Conshohocken, USA.
Neuling U, Kaltschmitt M (2018) Techno-economic and environmental analysis of aviation biofuels. Fuel Process Technol 171:54–69. https://doi.org/10.1016/j.fuproc.2017.09.022
Argonne National Laboratory (2021) GREET model - the greenhouse gas, regulated emissions, and energy use in technologies model. Argonne National Laboratory, US Department of Energy, Argonne, USA.
Prussi M, Lee U, Wang M, Malina R, Valin H, Taheripour F, Velarde C, Staples MD, Lonza L, Hileman JI (2021) CORSIA: the first internationally adopted approach to calculate life-cycle GHG emissions for aviation fuels. Renew Sustain Energy Rev 150:111398. https://doi.org/10.1016/j.rser.2021.111398
Bertelsen N (2020) Mathiesen BV (2020) EU-28 residential heat supply and consumption: historical development and status. Energies 13:1894. https://doi.org/10.3390/en13081894
European Environment Agency (2022) Greenhouse gas emission intensity of electricity generation in Europe, 2021. https://www.eea.europa.eu/ims/greenhouse-gas-emission-intensity-of-1. (Accessed 2022–02–01).
European Environment Agency (2021) Use of renewable energy for transport in Europe, 2020. https://www.eea.europa.eu/ims/use-of-renewable-energy-for. (Accessed 2021–12–17).
The Swedish Energy Agency (2021) Biofuels 2020 (In Swedish: Drivmedel 2020), The Swedish Energy Agency, Eskilstuna, Sweden, 2021.
Ericsson K (2021) Potential for the Integrated Production of Biojet Fuel in Swedish Plant Infrastructures, Energies 14(20) (2021) 6531. https://doi.org/10.3390/en14206531
The Swedish Energy Agency (2021) Policy instruments for new biofuels-Needs and design of policy instruments to promote the production of biofuels with new technologies (In Swedish: Styrmedel för nya biodrivmedel-Behov och utformning av styrmedel för att främja produktion av biodrivmedel med nya tekniker). The Swedish Energy Agency, Eskilstuna, Sweden.
Börjesson, P (2021) Regional availability of forest biomass for Swedish biofuel and aviation biofuel production (In Swedish: Länsvis tillgång på skogsbiomassa för svensk biodrivmedels- och bioflygbränsleproduktion). Report no 122, Environmental and Energy Systems Studies, LTH Lund University, Lund, Sweden.
de Jong J, Akselsson C, Egnell G, Löfgren S, Olsson B (2018) Environmental impact of forest fuel extraction - a synthesis of current research based on Bränsleprogrammet hållbarhet 2011–2016 (In Swedish: Miljöpåverkan av skogsbränsleuttag – En syntes av forskningsläget baserat på Bränsleprogrammet hållbarhet 2011–2016). The Swedish Energy Agency, Eskilstuna, Sweden.
de Jong J, Akselsson C, Egnell G, Löfgren S, Olsson BA (2017) Realizing the energy potential of forest biomass in Sweden – how much is environmentally sustainable? For Ecol Manage 383:3–16. https://doi.org/10.1016/j.foreco.2016.06.028
de Jong S (2018) Green horizons – on the production costs climate impacts and future supply of renewable jet fuels. Utrecht University, Utrecht, The Netherlands, Copernicus Institute of Sustainable Development
Wijeyekoon S, Torr K, Corkran H, Bennett P (2020) Commercial status of direct thermochemical liquefaction technologies, IEA Bioenergy.
Larsson A, Gustafsson G, Gustavsson C (2020) Co-generation of biojet in CHP plants. Report 2020:664, Energiforsk, Stockholm, Sweden.
Fulcrum Bioenergy (2022) Clean, low-cost, sustainable. Low-carbon fuel made from trash reduces reliance on imported oil, https://fulcrum-bioenergy.com/technology/our-process/. (Accessed 2022–05–23).
Haus S, Björnsson L, Börjesson P (2020) Lignocellulosic ethanol in a greenhouse gas emission reduction obligation system—a case study of Swedish sawdust based-ethanol production. Energies 13(5):1048. https://doi.org/10.3390/en13051048
SEKAB (2021) This is how we make sugar and ethanol from cellulose. https://www.sekab.com/en/this-is-how-it-works/biorefinery-demo-plant/our-process/. (Accessed 2021–12–09).
Raj, T, Chandrasekhar, K, Naresh Kumar, A, Rajesh Banu, J, Yoon, J-J, Bhatia, SK, Yang, Y-H, Varjani, S, Kim, S-H (2022) Recent advances in commercial biorefineries for lignocellulosic ethanol production: current status, challenges and future perspectives, Bioresource Technology 344(126292)
Grande L, Pedroarena I, Korili SA, Gil A (2021) Hydrothermal liquefaction of biomass as one of the most promising alternatives for the synthesis of advanced liquid biofuels: a review. Materials 14:5286. https://doi.org/10.3390/ma14185286
Castello D, Pedersen TH, Rosendahl LA (2018) Continuous Hydrothermal Liquefaction of Biomass: A Critical Review. Energies 11:3165. https://doi.org/10.3390/en11113165
Anastasakis K, Biller P, Madsen R, Glasius M, Johannsen I, Anastasakis K, Biller P, Madsen RB, Glasius M, Johannsen I (2018) Continuous hydrothermal liquefaction of biomass in a novel pilot plant with heat recovery and hydraulic oscillation. Energies 11:2695. https://doi.org/10.3390/en11102695
Statkraft and Södra (2021) Demoanlegget Silva Green Fuel (In Swedish: The demonstration plan Silva Green Fuel). https://www.silvagreenfuel.no/demoanlegget/. (Accessed 2021–12–07).
Björnsson L, Pettersson M, Börjesson P, Ottosson P, Gustavsson C (2021) Integrating bio-oil production from wood fuels to an existing heat and power plant - evaluation of energy and greenhouse gas performance in a Swedish case study. Sustain Energy Technol Assess 48:101648
Kohl T, Laukkanen T, Jarvinen M, Fogelholm CJ (2013) Energetic and environmental performance of three biomass upgrading processes integrated with a CHP plant. Appl Energy 107:124–134. https://doi.org/10.1016/j.apenergy.2013.02.021
Metso (2012) How to turn your fluidised bed boiler into a biorefinery. Modern Power Systems 32(6):23–24
van Dyk S, Su J, McMillan JD, Saddler J (2019) Potential synergies of drop-in biofuel production with further co-processing at oil refineries. Biofuels, Bioprod Biorefin 13:760–775. https://doi.org/10.1002/bbb.1974
von Schenk A, Berglin N (2018) Roadmap for realization of a value chain from forest to biofuels via bio-oil. Report 2018:550, Energiforsk, Stockholm, Sweden.
Tews IJ, Zhu Y, Drennan CV, Elliott DC, Snowden-Swan LJ, Onarheim K, Solantausta Y, Beckman D (2014) Biomass direct liquefaction options: technoeconomic and life cycle assessment. Pacific Northwest National Laboratory and US Department of Energy, Richland, Washington.
Zacher AH, Elliott DC, Olarte MV, Wang H, Jones SB, Meyer PA (2019) Technology advancements in hydroprocessing of bio-oils. Biomass Bioenerg 125:151–168. https://doi.org/10.1016/j.biombioe.2019.04.015
Fernandez E, Amutio M, Artetxe M, Arregi A, Santamaria L, Lopez G, Bilbao J, Olazar M (2021) Assessment of product yields and catalyst deactivation in fixed and fluidized bed reactors in the steam reforming of biomass pyrolysis volatiles. Process Saf Environ Prot 145:52–62. https://doi.org/10.1016/j.psep.2020.07.039
RedRockBiofuels (2021) Lakeview project summary, https://www.redrockbio.com/lakeview-site/. (Accessed 2021–10–06).
SetraGroup (2021) The production at Pyrocell has started (In Swedish: Pyrocell har startat sin produktion). https://www.setragroup.com/sv/press/pressmeddelanden/2021/pyrocell-har-startat-sin-produktion/ (Accessed 2021–10–06 2021).
de Jong S, Hoefnagels R, Wetterlund E, Pettersson K, Faaij A, Junginger M (2017) Cost optimization of biofuel production – the impact of scale, integration, transport and supply chain configurations. Appl Energy 195:1055–1070. https://doi.org/10.1016/j.apenergy.2017.03.109
de Jong S, Antonissen K, Hoefnagels R, Lonza L, Wang M, Faaij A, Junginger M (2017) Life-cycle analysis of greenhouse gas emissions from renewable jet fuel production. Biotechnol Biofuels 10:64
Wismann ST, Engbæk JS, Vendelbo SB, Bendixen FB, Eriksen WL, Aasberg-Petersen K, Frandsen C, Chorkendorff I, Mortensen PM (2019) Electrified methane reforming: a compact approach to greener industrial hydrogen production. Science 364(6442):756–759. https://doi.org/10.1126/science.aaw8775
Tijmensen MJA, Faaij APC, Hamelinck CN, van Hardveld MRM (2002) Exploration of the possibilities for production of Fischer Tropsch liquids and power via biomass gasification. Biomass Bioenerg 23:129–152. https://doi.org/10.1016/S0961-9534(02)00037-5
Zhu Y, Tjokro Rahardjo S, Valkenburg C, Snowden-Swan LJ, Jones S, Machinal M (2011) Techno-economic analysis for the thermochemical conversion of biomass to liquid fuels. Pacific Northwest National Laboratory, Richland, US.
Wang WC, Tao L (2016) Bio-jet fuel conversion technologies. Renew Sustain Energy Rev 53:801–822. https://doi.org/10.1016/j.rser.2015.09.016
Gilpin GS, Andrae AS (2017) Comparative attributional life cycle assessment of European cellulase enzyme production for use in second-generation lignocellulosic bioethanol production. The International Journal of Life Cycle Assessment 22(7):1034–1053. https://doi.org/10.1007/s11367-016-1208-4
Nie Y, Bi X (2018) Life-cycle assessment of transportation biofuels from hydrothermal liquefaction of forest residues in British Columbia. Energy 153:464–475. https://doi.org/10.1186/s13068-018-1019-x
Nie Y, Bi XT (2018) Techno-economic assessment of transportation biofuels from hydrothermal liquefaction of forest residues in British Columbia. Energy 153:464–475. https://doi.org/10.1016/j.energy.2018.04.057
van Dyk S, Ebadian M, Su J, Larock F, Zhang Y, Monnier J, Wang H, Santosa DM, Olarte MV, Neuenschwander G, Rotness LJ, Elliott DC, Drennan C, O’Connor D, Meijerinck O, Burns A, Reid C, Garcia Claro M, Lakeman M, Saddler J (2019) Assessment of likely maturation pathways for production of biojet fuel from forest residues. University of British Columbia, Vancouver, Canada
van Dyk S, Su J, Ebadian M, O’Connor D, Lakeman M, Saddler J (2019) Potential yields and emission reductions of biojet fuels produced via hydrotreatment of biocrudes produced through direct thermochemical liquefaction. Biotechnology for Biofuels 12:281. https://biotechnologyforbiofuels.biomedcentral.com/articles/https://doi.org/10.1186/s13068-019-1625-2
Stigsson, CC, Furusjö E, Börjesson P (2021) SUNALFA-System oriented analysis of processes for renewable fuels from forest raw material. Report FDOS 14:2021, f3 The Swedish Knowledge Centre for Renewable Transportation Fuels, Göteborg, Sweden.
Geleynse S, Brandt K, Garcia-Perez M, Wolcott M, Zhang X (2018) The alcohol-to-jet conversion pathway for drop-in biofuels: techno-economic evaluation. Chemsuschem 11:3728–3741. https://doi.org/10.1002/cssc.201801690
Ringsred A, van Dyk S, Saddler J (2021) Life-cycle analysis of drop-in biojet fuel produced from British Columbia forest residues and wood pellets via fast-pyrolysis. Appl Energy 287:116587. https://doi.org/10.1016/j.apenergy.2021.116587
Meyer PA, Snowden-Swan LJ, Jones SB, Rappé KG, Hartley DS (2020) The effect of feedstock composition on fast pyrolysis and upgrading to transportation fuels: techno-economic analysis and greenhouse gas life cycle analysis. Fuel 259:116218. https://doi.org/10.1016/j.fuel.2019.116218
Prussi M, Yugo M, de Prade L, Padella M, Edwards R (2020) JEC Well-To-Wheels report v5, EUR - Scientific and Technical Research Reports, Publications Office of the European Union, Luxembourg.
Heyne S, Harvey S (2013) Impact of choice of CO2 separation technology on thermo-economic performance of Bio-SNG production processes. Int J Energy Res 38(3):299–318. https://doi.org/10.1002/er.3038
Anheden M, Kulander I, Pettersson K, Wallinder J, Vamling L, Hjerpe CJ, Fugelsang M, Håkansson Å (2017) Determination of potential improvements in bio-oil production. Production of transportation fuel components in value chains integrating pulp & paper and oil refinery industry., Report 2017:16, f3 The Swedish Knowledge Centre for Renewable Transportation Fuels, Göteborg, Sweden.
The Swedish Energy Agency (2020) Biofuels 2019 (In Swedish: Drivmedel 2019), The Swedish Energy Agency, Eskilstuna, Sweden.
St1 (2019) St1 Cellunolix®. https://www.st1.eu/ (Accessed 2019–12–03).
Anerud E, Krigstin S, Routa J, Brännström H, Arshadi M, Helmeste C, Bergström D, Egnell G (2019) Dry matter losses during biomass storage, IEA Bioenergy.
Overend RP (1982) The average haul distance and transportation work factors for biomass delivered to a central plant. Biomass 2:75–79
Hammar T (2017) Climate impacts of woody biomass use for heat and power production in Sweden. Disertation 2017:49, Faculty of Natural Resources and Agricultural Sciences, Department of Energy and Technology, Swedish University of Agricultural Sciences, Uppsala, Sweden.
Filbakk T, Høibø OA, Dibdiakova J, Nurmi J (2011) Modelling moisture content and dry matter loss during storage of logging residues for energy. Scand J For Res 26(3):267–277
de la Fuente T, Athanassiadis D, González-García S, Nordfjell T (2017) Cradle-to-gate life cycle assessment of forest supply chains: comparison of Canadian and Swedish case studies. J Clean Prod 143(2017):866–881. https://doi.org/10.1016/j.jclepro.2016.12.034
Volvo, (2018) Emissions from Volvo’s trucks, Document No PM 1320018003. Volvo Truck Corporation, Sweden
Tzanetis KF, Posada JA, Ramirez A (2017) Analysis of biomass hydrothermal liquefaction and biocrude-oil upgrading for renewable jet fuel production: the impact of reaction conditions on production costs and GHG emissions performance. Renewable Energy 113:1388–1398. https://doi.org/10.1016/j.renene.2017.06.104
Gardiner M (2009) Energy requirements for hydrogen gas compression and liquefaction as related to vehicle storage needs. U. S. Department of Energy, Washington, USA.
Moro A, Lonza L (2018) Electricity carbon intensity in European Member States: impacts on GHG emissions of electric vehicles. Transp Res Part D: Transp Environ 64:5–14. https://doi.org/10.1016/j.trd.2017.07.012
Börjesson, P, Tufvesson L, Lantz M (2010) Life cycle assessment of biofuels in Sweden. Report 70. Environmental and Energy Systems Studies, LTH Lund University, Lund, Sweden.
Althaus HJ, Chudacoff M, Hischier R, Jungbluth N, Osses M, Primas A (2021) Life Cycle Inventories of Chemicals in Ecoinvent database v3.8 2021, Swiss Centre for LCI, Empa Materials Science and Technology, ETH, Switzerland, Dübendorf, Switzerland.
Funding
Open access funding provided by Lund University.
Author information
Authors and Affiliations
Contributions
The authors jointly conceptualized the research aim and objectives and performed the data collection. L. B. developed the methodology, performed the formal analysis, prepared the data presentation, and wrote the original draft of the paper. K. E. acquired financial support and administrated the project. Both authors reviewed and approved the paper prior to publication.
Corresponding author
Ethics declarations
Funding
The authors gratefully acknowledge funding from The Swedish Energy Agency (projects no. 48429–1 and 52408–1) under the programme “Sustainable Biofuels for Aviation/Fossil free aviation 2045”, and constructive discussions on the project with colleagues Pål Börjesson and Mikael Lantz.
The funding organisation was not involved in the study design, in the analysis, and interpretation of data, or in the decision to submit the article for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
1.1 Transport and handling of wood fuel, intermediates and biojet fuel
The fuel demand for transport and handling is expressed per MJ wood fuel at feed-in to the intermediate production process. Background data (with references) used for the calculation of the energy demand in the transport and handling of wood fuels, intermediates and biojet fuel are summarized in Table 3. An additional loss of biomass of 5% at the intermediate production site (after handling and transport but before feed-in) is assumed, based on a reported 5% DM loss for uncovered wood chips during a 6-month trial [61]. The transport distance of wood fuel to decentralized processing plants was calculated based on the regional average density of LR and SD of 18.4 and 13.1 t DM/km2, respectively (as presented in Section 2.2). The wood fuel supply areas were assumed to be circular, with the processing plant at the centre [62]. A tortuosity factor of 1.2 was used [17], giving a distance of 50 km for LR and 59 km for SD. Further details are presented in Table 3.
1.2 Production chains
Many studies have been performed on the technical aspects of catalysts in FT synthesis and in the upgrading of intermediates, but the lack of studies on the industrial scale means a lack of data on catalyst lifetime and consumption [67]. It has been concluded in previous environmental and techno-economic assessments that the contribution to GHG emissions from catalyst consumption is likely to have a low impact [8, 48]. It has also been stated that improvements in catalyst lifetime and regeneration are taking place so rapidly that older data on catalyst demand are unreliable [37]. No catalysts for gas-phase reactions were thus included in the present study.
1.2.1 TG-FT
The data used for TG of LR followed by FT synthesis are given in Table 4. The data for hydrogen demand and product output in the upgrading of FT crude were taken from Tijmensen et al. [44] and applied to the higher FT crude yield from Larsson et al. [22]. The electricity input is higher than that in other studies. For example, de Jong et al. [42] present a net output of power of 0.03 MJ/MJ wood fuelfeed-in. The total liquid fuel output of 0.47 MJ/MJ wood fuelfeed-in can be compared to the output in the study by de Jong et al. [42], where the total output of liquid fuels was 0.44 MJ/MJ wood fuelfeed-in. The amount of scrubber oil added is 0.04 MJ/MJ wood fuelfeed-in, and is by Larsson et al. defined as biodiesel in the form of methylated rape seed oil [22]. It was assumed in the present study that this was replaced by biodiesel in the form of HVO, which has a smaller carbon footprint (Table 11). No data could be found on the cobalt-based catalyst in FT synthesis, so this was not included in the LCA.
1.2.2 ATJ SD
The data used were taken from a recently published LCA on SD-based ethanol production in Sweden, using data from the commercial operation of a demonstration-scale plant [24]. A number of additives are needed in lignocellulosic ethanol production, both as chemical catalysts in pretreatment, and as biochemical catalysts in enzymatic hydrolysis and fermentation. All these additives are included in the LCA. The intermediate, ethanol, is dehydrated and oligomerized, and mild hydrotreatment of the resulting alkenes is required to break double bonds.
1.2.3 HTL
HTL can be performed under a wide range of process conditions, and the data found in the literature varied considerably. Furthermore, most studies consider integrated processes where it is difficult to extract data on the required process energy inputs. The data used in the present study are given in boldface in Table 6 and were chosen due to their transparency, and the possibility of extracting data for stand-alone HTL not integrated with other processes. However, it should be noted that the HLT biocrude yield is higher than in many other studies. In addition to the energy input, a catalyst/buffer is required. The catalyst in the selected study was Na2CO3, which was added at 6.5 g/MJ wood fuelfeed-in. No information was given on the possibility of recovery or recirculation. The same catalyst, at 6.8 g/MJ wood fuelfeed-in, was assumed in a recent Swedish study [52]. However, the process set-up differed in that regeneration and recirculation of some of the Na2CO3 that had reacted with sodium acetate in the HTL process was allowed. The amount of catalyst added has a considerable impact on the GHG emission results and should be further studied. The data on hydrogen demand and product output in the upgrading of HTL biocrude vary considerably in the literature and were therefore not used. The calculations and input data on hydrogen demand are presented in Tables 7–9.
Table 6
1.2.4 FP
Most published data on FP are presented for systems integrated with other processes, such as heat and power plants [36, 54, 58], and no information can be extracted on co-product formation or pyrolysis energy demand. The data used for intermediate production are given in boldface in Table 7 and were chosen due to their transparency, and the possibility to create a dataset with non-integrated energy flows [31]. Data are presented for both the feedstocks investigated in the present study, LR and SD. The data for hydrogen demand and product output in the upgrading of FP liquid vary considerably in the literature and were therefore not used. The calculations and input data on hydrogen demand used in this study are presented in Tables 8–10.
1.3 Calculated hydrogen demand and yields in hydrotreatment and distillation
Due to the large variation in hydrogen demand for upgrading HTL and FP intermediates in previous publications, a combination of experimentally derived data and theoretical calculations was used in the present study. The experimentally derived data presented by van Dyk et al. were presented in a transparent way, and the study was performed under comparable conditions for intermediates from HTL and FP [50]. These experimental data will reflect a deoxygenation process where O is removed primarily as water, but where some carbon is also lost from the liquid intermediates, both as short-chain hydrocarbons and as CO and CO2 in the off-gas.
The calculation was performed as follows.
-
The contents of carbon (C), hydrogen (H), and oxygen (O) in the intermediate are known (Table 8).
-
The experimentally derived yield and elementary composition of HO (Table 9) allow the calculation of the amount of C that ends up in the HO. The remaining C is assumed to end up in the off-gas.
-
The experimentally derived elementary composition of the off-gas allows the calculation of the amount of H and O found in the off-gas.
-
The difference in the amounts of O in the off-gas and the intermediate is assumed to have been removed as water by reaction with hydrogen (HDO). The stoichiometric H2 demand for this reaction is calculated.
-
The difference in the amounts of H between HO and the intermediate is added or subtracted.
The above combination of theoretical and experimental data allows the calculation of the hydrogen demand and product output for hydrotreatment involving the desired HDO, but also the loss of carbon due to decarboxylation and carbonylation reactions. The yield of off-gas and refined hydrocarbons after distillation will be outcomes of the same calculation (Table 10). The advantage of this approach is that the H2 consumption is linked to a specific intermediate composition in a transparent way. Also, the hydrogen demand and product output are not based on a theoretical calculation but reflect the competing reactions where hydrodeoxygenation is not the only reaction, and decarboxylation and carbonylation reactions also occur. Furthermore, the desired longer-chain hydrocarbons will not be formed exclusively, but some short-chain hydrocarbons will be lost in the off-gas.
1.4 Background data on hydrogen production
The different cases for fossil-based and fossil-free hydrogen production are summarized in Fig. 5. The inputs of energy and feedstock in electrolysis and SMR [49, 56] are normalized to the output of 100 MJ of hydrogen. The data chosen for electrolysis are based on the best available current technology, which is 67% electric efficiency (including auxiliaries). Future achievable performance has been reported to be 72–77% electric efficiency [56]. The power demand for electrolysis and SMR includes the use of 0.03 MJ for the compression of hydrogen from 20 bar, when exiting SMR, to 350 bar before feed-in to upgrading [68]. The data given for SMR of NG are also used in the calculation where NG is replaced by biogas. The amounts of off-gas resulting from the different process chains are shown in Fig. 2. The off-gas is partly used for process energy, and partly as feedstock in steam reforming. In the latter case, the off-gas is first subjected to a gas cleaning process [57]. The TG-FT off-gas contains only short-chain hydrocarbons and thus no gas cleaning step is needed.

Energy and feedstock input in MJ for different scenarios for the production of 100 MJ hydrogen
1.5 Emission factors for energy and additives
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Björnsson, L., Ericsson, K. Emerging technologies for the production of biojet fuels from wood—can greenhouse gas emission reductions meet policy requirements?. Biomass Conv. Bioref. 14, 7603–7622 (2024). https://doi.org/10.1007/s13399-022-02916-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02916-0