
Abstract
In this research, we aimed to enhance the antibacterial activity and water repellency functionalities of single-layer 100% cotton fabrics on both the face and back sides, utilizing conventional methods. Unlike conventional approaches that often rely on lamination or coating techniques to imbue fabric surfaces with distinct properties, our study pursued a cost-effective strategy using traditional textile finishing methods. By integrating double functionality into cotton fabric, we aimed to circumvent the need for additional equipment and high initial costs associated with other techniques. To achieve this, we improved the antibacterial activity of the fabrics through the incorporation of silver ions in the pad-dry process. Simultaneously, water repellency functionality was introduced through a printing application, where the printing paste, devoid of dyestuff, was combined with functional agents and applied using rotary printing to the fabric’s backside. Following these finishing applications, we conducted comprehensive tests encompassing washing durability, antibacterial efficacy, water repellency, mechanical strength, and fastness properties of the multifunctional fabrics. Characterization tests, including Fourier transform infrared attenuated total reflectance (FTIR-ATR) and scanning electron microscope analyses (SEM-EDX), were performed. The outcome of our study showcased the successful enhancement of double-functional cotton fabric, featuring water repellency and antibacterial efficiency on distinct sides. Furthermore, the results indicated that these functionalities endured up to 20 washing cycles, with fastness and performance tests consistently achieving peak levels.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Textile materials provide protective layers that are in long-term contact with human skin. For this reason; users expect different performances, most of which must be present on the material itself, and multifunctional textile materials could be a remarkable solution to these needs. Therefore, fabrics with properties such as hygiene, comfort, environmental friendly, economical production, water repellency, antibacterial properties, etc., are the most studied topics in the textile industry [1].
In recent years, increased expectations for the antibacterial effect of textiles have necessitated more and more studies on the development of antibacterial products. Bacteria are found in the air, soil, human body and on all contact surfaces. Bacteria can cause deformation, mold, bad odor, etc., on textiles and adversely affect the conditions use [2, 3]. Antibacterial textiles prevent the negative conditions caused by microorganisms on textiles. Triclosan, quaternary ammonium salts, chitosan, copper, zinc, and silver can be used to achieve antibacterial function [3,4,5,6,7,8,9,10,11,12,13,14,15,16,17, 36, 37]. Antibacterial agents inhibit bacterial growth by various mechanisms. Silver is the most preferred active ingredient for antibacterial, antifungal, and antiviral agents and inhibits the DNA of bacteria or microorganisms by penetrating the cell wall and cell membrane. In this case, the reproduction of proliferating microorganisms is inhibited [18] investigated the effects of silver ions on Gram-positive Staphylococcus aureus (S. aureus) and Gram-negative E. coli bacteria. They used silver nitrate (AgNO3) for this purpose. As a result, it was found that silver nitrate caused DNA to lose its ability to copy itself. In their study, Ref. [19] investigated the effect of silver nanoparticles on E. coli. As a result of their studies, they found that silver nanoparticles destroyed the structure of E. coli cell membrane and penetrated into the cell. Thus, the growth of the bacteria, which blocked respiration, was stopped by the silver nanoparticles. Gurunathan (2015) [20] concluded in their study that AgNP in combination with meropenem notified a synergistic effect on E. coli and Klebsiella pneumonia, killing more than 75% of bacteria. In their study [21], Lee et al. (2003) applied a solution containing silver nanoparticles with cotton, PES, PES/cotton blend (65/35), and PES/spandex (92/8) to textiles and investigated their antibacterial activity. Antibacterial properties were determined according to ATCC6538 for the Gram-positive bacterium Staphylococcus aureus and AATCC 4352 for the Gram-negative bacterium Klebsiella pneumoniae. Nano silver particles have been shown to have a high antibacterial effect on the substance although they are present in very small quantities.
Fluorocarbons are more commonly used because they have washing durability and have water, soil, and oil repellency. Fluorocarbon compounds have lower surface energy than textile surfaces. Low surface energy provides high performance properties in terms of water repellency [22, 23, 37]. It also reduces the surface energy of the fabrics with air and increases the surface tension between the liquid and the fabric. In this way, a good water and oil repellency is imparted to the fabrics.
In the literature, it is known that there are many studies on textiles with water-repellent properties, increasing the washing durability of water-repellent property and various water-repellent applications [24,25,26] such as hydrophilic and hydrophobic surfaces [27, 28] which mainly aim to increase the comfort and breathability for users. However, fabrics with multifunctional properties including water-repellent and antibacterial properties on different sides of lightweight textiles (below 120 g/m2) that simultaneously exhibit hydrophilic/hydrophobic effect on face and back sides separately, using conventional finishing methods, are not yet encountered in the industry, which is here one of the main objectives of this study. There are studies that give different functional properties to different surfaces at the laboratory scale and they are generally produced using the lamination or coating technique. The lamination technique is generally used to impart different properties or functionalities to fabric surfaces. In the lamination process, fabrics or fabric layers are bonded with suitable materials. These materials are first formed into a film and then laminated to the fabric using adhesive materials. The lamination technique has some disadvantages, such as the need for additional equipment and mechanisms with high cost and limited flexibility in producing different functional textile materials. Finishing liquor with high viscosity can be applied directly to one side of the fabric. Such an application can transfer a large amount of finishing material to the surface of the fabric. This process is also referred as “coating”, because the finishing agent largely covers the surface of the fabric. The coating method is widely used especially in the production of artificial leather and waterproof finishing. In practice, waterproof finishing is usually achieved with coating which has the disadvantage of being stiff handle not permeable to air or vapor and consequently poorly comfortable to wear [29].
It’s considered that the fabric improved in the study could be used as an alternative for the conventional mattress product. Mattress protectors have the advantage of protecting the bed from undesirable fluids (urine, body fluids, etc.). These products are made using thick heavy-membrane material laminated with fabric. However, mattress protection has some negative characteristics caused by the membrane material [30, 31]. The disadvantages of using membranes in textiles include the feeling of wetness on the skin, the formation mold and bad odors on the mattress protectors, also tearing and breaking of the membranes could be observed after repeated washings [32, 33].
The objective of this study is to improve multifunctional textiles with water-repellent (WR) and antibacterial (AB) properties on different sides of a single-layer, light weight fabric used as a bed cover in home textiles with traditional finishing. Since the lamination and coating technique has some disadvantages mentioned above, the other objective of this work is to obtain different functional properties on different surfaces of the cotton fabric without using extra technology but traditional and cost-saving finishing methods. For this purpose, the pre-treatment processes of the delivered raw woven fabric were carried out first. Then the antibacterial efficiency was performed by pad-dry method and the back side of the fabrics was hydrophobized by conventional printing technique. The main innovation of this study is the use of printing technique as a functional finishing method to achieve different functions on one side of the fabric instead of partially coloring the textile material. In this way, multifunctional properties (hydrophilic, hydrophobic, and also antibacterial properties) were obtained on a single fabric structure made of 100% cotton, which can be used as home textiles, for instance as light bed sheets instead of thick, heavy mattress structures, at low cost and without additional financial burden for manufacturers that could be caused by the acquisition of a new generation of finishing equipment, techniques or new syntheses of raw materials. Since one of the most important role in textile surfaces is the performance resistance which could be affected by the fiber/yarn modulus, the functional properties, washing durability, and mechanical strength of the fabrics were examined after the finishing processes.
2 Materials and Methods
In this study 100% cotton fabrics Ne 30/1 fine yarns and a density of 30 × 50 yarn/cm were used as an alternative bed-linings for home textiles. In Ağaoğlu Textile R&D Center, the sizing process was carried out in the desizing machine Osthoff-Senge 42,327 Wuppertal, using 0.1% Gensize LT 600 desizing enzyme (Genkim, Turkey) and 0.1% Erawet SWD wetting agent (ER-SA, Turkey) for fabrics weighing 115 g/m2. Then, the fabrics were treated in Menzel continuous bleaching machine with 0.8% Erawet MT combined bleaching agent (ER-SA, Turkey), 2.5% NaOH (32 Bé) (Borkim Chemical, Turkey) and by adding 3% H2O2 (Tempo Chemical, Turkey), the bleaching process was completed. Thus, the pre-treatment of the fabrics used in the study was successfully achieved before the finishing applications. An additional thickener based on acrylic-based inverse emulsion (Pigmapol 200 A) was used to increase the viscosity of the printing paste. The technical data of the finishing chemicals used in this study are listed in Table 1.
2.1 Impregnation Method
In this study, the antibacterial properties of 100% cotton woven fabrics were improved using the pad-dry method in the Montex 5000 machine. Silver-ion-based finishing agent with an isocyanate-based cross-linker was used in this method. Three different recipes were prepared for the antibacterial finish to determine the effects of the amount of antibacterial finishing agent on the total performance characteristics of the cotton fabric. The details of the recipes are shown in Table 2. After padding process, the fabrics were dried at 150–160 °C for 2 min.
2.2 Printing Method
One of the objectives of the study was to develop the water-repellent property on the back side of the fabrics while maintaining the hydrophilic property on the face side. In general, it is very difficult to bring together different functional groups in woven single-layer cotton fabrics by conventional finishing methods (padding, printing, exhausting process etc.). Since the finishing agent can penetrate to the other side of the textile material by conventional methods, the lamination or coating method is generally preferred to achieve a water-repellent effect on one side of the fabric even though this technique can be more expensive compared to the conventional methods. Here, this property was achieved by the printing technique in this study.
It was found that the viscosity of the thickener in the printing paste prepared for the operating capacity was not sufficient to fulfill the purpose of the study. It was assumed that the water-repellent functionality that was to be applied to the back side of the fabric with a printing paste of with this viscosity could penetrate into the face side of the fabric. For this reason, an additional thickener based on an acrylic-based inverse was used to increase the viscosity of the printing paste. Since this substance had a higher concentration, the desired viscosity was already achieved with a small amount. For this reason, this chemical substance was preferably used instead of the thickener in the printing paste.
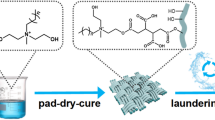
The water-repellent finishing material with isocyanate-based cross-linker and high-viscosity component were incorporated into the printing paste (Table 3) and this prepared mixture was printed on the back side of the fabric using Zimmer rotary printing machine (20 m/min and 2.60 m working width) with single stencil and full surface printing at 150 mesh. The schematic representation of this printing technique can be seen in Fig. 1. As shown in Table 3, the printing paste recipe was prepared without the addition of dyestuff. Three different recipes were prepared (Table 4), and the viscous water-repellent printing pastes were applied to the back side of the fabrics which pre-treated with antibacterial agents as the first finishing step. After the printing process, the fabrics were dried and fixed at 170 °C for 2 min.

Schematic representation of the printing technique
Sample fabric identification was coded as follows: D0 was defined as untreated fabric and 20W was added next to the codes to indicate that all 20 cycles-washed fabrics. FS was added to define face side of the fabric whereas BS was used to define back side of the material.
3 Experimental
3.1 Washing Process
After printing application of 100% cotton woven fabrics, the washing durability of functional properties was investigated. The fabric samples processed with each recipe were washed 20 times. The fabrics were washed in home-type washing machine ALTUS for 30 min at 40 °C according to EN ISO 6330–2012 standard. The fabrics to be tested were conditioned for 24 h under standard atmospheric conditions (20 ºC ± 2 temperature and 65% ± 2 relative humidity).
3.2 Water Absorption and Water Repellency Test
To determine the hydrophilic and hydrophobic characters of the fabrics, water repellency and water absorbency tests were performed on the fabrics. Water absorption tests of treated and washed fabrics were tested according to the AATCC 79: Test Method for Absorbency of Textiles standard and water repellency tests were performed according to the AATCC 22: Test Method for Water Repellency: Spray test standard. Water is sprayed under controlled conditions for 25–30 s onto the test sample (fabric), which is stretched tightly in the sprayer. This creates a wetted pattern on the fabric surface that corresponds to the fabric’s water repellency. The evaluation is carried out according to a scale that is rated as ISO 5 (100), ISO 4 (90), ISO 3 (80), ISO 2 (70), ISO 1 (50) defined below:
ISO 5: no sticking or wetting of the specimen face.
ISO 4: slight random sticking or wetting of the specimen face.
ISO 3: wetting of the specimen face at spray points.
ISO 2: partial wetting of the specimen face beyond spray points.
ISO 1: complete wetting of the entire specimen face beyond the spray points.
ISO 0: complete wetting of the entire face of the specimen.
According to the AATCC 79 standard, the time required for the fabric to completely wet itself with the test liquid and absorb the liquid into its internal structure is measured.
3.3 Antibacterial Activity Test
The antibacterial activity of the fabrics was analyzed with Staphylococcus aureus and Klebsiella pneumoniae bacteria according to the AATCC 100:2012 Antimicrobial Fabric Test standard.
3.4 Fastness and Performance Tests
In the study, fastness and performance tests were both performed on treated and 20 cycles-washed fabrics. Detailed information of the tests and standards is shown in Table 5.
3.5 Scanning Electron Microscope (SEM) Analysis
SEM and SEM–EDX analysis of samples were carried out with a LEO 1430VP at × 1500 magnification after Pl-Au coating.
3.6 Fourier Transform Infrared Attenuated Total Reflectance Spectra (FTIR-ATR) Analysis
FTIR-ATR analysis of samples was determined by a Perkin Elmer Spectrum two FTIR spectrophotometer with ATR apparatus in the range of 4000–500 cm−1.
4 Results and Discussion
4.1 Water Absorption and Water Repellency Test Results
The tests for water absorbency (AATCC 79: Test Method for Absorbency of Textiles) and (AATCC 22: Test Method for Water Repellency: Spray) water repellency of the treated and washed fabrics were determined at the chemical laboratory in Busan (Turkey). The test results are shown in Table 6 and Table 7. The face and back sides of the untreated fabric were hydrophilic, and the water absorption time was measured as < 1 s. In addition, in Figs. 2 and 3, back and face surfaces of D0 and R1-treated cotton fabrics re shown whereas Fig. 4 demonstrated 20 cycles-washed R1-treated cotton fabrics during the water absorbency test.

The picture of back and face surface of D0 (untreated) applied fabric during the water absorbency test

The picture of back and face surface of R1-applied fabric during the water absorbency test

Pictures of 20W-R1-treated fabric during the water absorbency test. a 20W-R1-treated fabric before the test, b the back side of 20W-R1 treated fabric during the test, c the face side of 20W-R1-treated fabric during the test, d hydrophilic effect on the face side whereas hydrophobic effect on the back side of single-layered 20W-R1-treated cotton fabric
In Fig. 2, the picture of the back surface of R1-applied fabric, which had the highest amount of ABent (200 g/kg) in the printing paste, is shown during the water absorbency test. As seen in the figure, the back side of the fabric repelled the water drops significantly due to the fact that fluorocarbon lowered the surface energy of the cotton fabrics. In Fig. 3, the picture of face surface of R1-applied fabric in the printing paste is shown during the water absorbency test. As seen in Fig. 3, the face side of the fabric absorbed the water; however, the water drops did not penetrate into the back side of the fabric. According to the test results of water repellency of the fabrics, 20W-R1 treatment had the best water-repellent performance among the washed fabrics. In Fig. 4, face and back sides of 20W-R1-treated cotton fabric are shown after water dripping according to the related standard.
4.2 Antibacterial Activity Test Results
The antibacterial activity of all fabrics (untreated, treated, and washed) was studied in the laboratory of Bureau Veritas (Turkey). As can be seen in Table 8, the 100% cotton untreated fabrics had no antibacterial activity, while fabrics R1 and R1-20W proved that the antibacterial-treated fabric (20 g/L) still had antibacterial activity against Klebsiella pneumonia and Staphylococcus aureus bacteria after 20 cycles of washing.
In addition, beside R1- and R1-20W-treated fabrics, R2-treated cotton also indicated antibacterial activity against Klebsiella pneumonia and Staphylococcus aureus bacteria, while R2-20W, R3, R3-20W had no antibacterial activity according to the antibacterial test results. It was considered that this antibacterial silver ion mixture should not be used industrially below the amount of 20 gr/L, if a washing durability of at least 20 cycles was desired.
4.3 Fastness and Performance Tests Results
In the study, the fastness and performance tests of the treated 100% cotton fabrics processed with three different recipes were carried out at Ağaoğlu R&D Center. The results of fastness test of treated fabrics are shown in Fig. 5 and the results of performance tests of treated fabrics are indicated in Fig. 6.

Washing fastness, acidic sweat fastness, alkaline sweat fastness, water fastness, dry rubbing fastness, wet rubbing fastness, pilling test results of unwashed treated fabrics and untreated fabrics

a Tensile strength of the untreated and treated cotton fabrics (weft and warp directions). b Tearing strength of the untreated and treated cotton fabrics (weft and warp directions), c abrasion resistance test results of untreated and treated cotton fabrics
As can be seen in Fig. 5, all fastness values of fabrics with three different recipes reached the highest values. In Fig. 6, there was not a significant decrease in tensile and tearing strength results of treated fabrics when compared to untreated samples. Thus, it was found that the chemical components used in the finishing process had no significant negative effect on the fastness and performance of the fabrics. The results of the fastness and performance tests of the fabrics washed 20 cycles after finishing treatments are shown in Figs. 7 and 8, respectively.

Washing fastness, acidic sweat fastness, alkaline sweat fastness, water fastness, dry rubbing fastness, wet rubbing fastness, piling test results of 20 cycles-washed treated and untreated fabrics

For 20 cycles-washed treated and untreated fabrics. a Tensile strength results (weft and warp) direction, b tearing strength (weft and warp) direction, c abrasion resistance test results
Figure 7 illustrates the washing fastness, acidic sweat fastness, alkaline sweat fastness, water fastness, dry rubbing fastness, wet rubbing fastness test results of treated and untreated fabrics washed for 20 cycles. As can be seen in Fig. 7, it was determined that there was no significant difference between the values of washed and treated fabric samples, the values were close to each other. Moreover, some slight decreases occurred when the test results of the unwashed treated fabrics in Fig. 5 and the 20 cycles-washed and treated ones shown in Fig. 7 were compared. The alkaline perspiration fastness and pilling of recipe R1-20W decreased when compared to R1. The washing fastness of recipe R2-20W decreased compared to R2. The pilling of recipe R3-20W decreased compared to R3. These decreases were worth half a point according to the test scale and this reduction was an acceptable result because the properties of textile materials as yarn twist, yarn/fabric strength, and fabric density affect fabric pilling rates for many reasons [34]
According to Fig. 8a, it can be seen that the tensile strength results of R1-20W-, R2-20W-, R3-20W-treated fabrics demonstrated slight decreases within the warp and weft directions compared D0-20W fabric. When the unwashed fabrics in Fig. 6a was compared with the R1-20W-, R2-20W-, R3-20W-treated fabrics, 4–5% decrease in tensile strength in the weft and warp directions was observed. It was considered that the mechanical deformations of the fabrics increased during the washing process which was here 20 cycles for each and the tensile strength of the materials decreased gradually. R1-treated fabrics had the lowest tensile strength among all treated ones, but there was no significant difference when compared to the untreated fabric which linked to the fact that the finishing recipes that were created in this study did not cause a significant negative impact on mechanical strength of the treated fabrics.
Figure 8b expresses that when the fabrics of recipes R1-20W, R2-20W, R3-20W were compared with the fabrics of recipe D0-20W, slight decreases in tear strength were observed in the warp and weft directions. When the unwashed fabrics in Fig. 6b were compared with the R1-20W-, R2-20W-, R3-20W-treated fabrics, it could be observed that the results of the tear strength results decreased by 1–4% in the weft and warp directions. It was believed that the reason for the decrease in tear strength was related to the increased number of washing cycles after finishing processes which caused mechanical deformation [35]. Similarly, to the tensile strength results, the R1-treated fabrics exhibited the lowest value of tearing strength among the unwashed treated fabrics. However, compared to the untreated fabric, the decrease was ignorable which was also considered as industrially acceptable. According to Figs. 6c and 8c, it could be seen that when comparing the abrasion resistance of the unwashed and washed treated fabrics, R1 and R1-20W had the lowest ratio among all samples. According to these performance results, decreases that occurred in mechanical strength (tear, tensile and abrasion) of especially R1-treated fabric could be related to the effect of cross-linking agent which was used at most in R1 finishing recipe during the antibacterial finishing treatment that had to be increased when the silver ion content increased in the treatment.
4.4 Results of SEM Analysis
SEM images of the untreated (D0), back surface of R1 treated (R1-BS), face side of R1 treated (R1-FS) unwashed fabrics, back surface of 20 cycles-washed R1 treated (R1-20W-BS) and face side of 20 cycles-washed R1 treated (R1-20W-FS) of treated and washed fabrics are shown in Fig. 9. All SEM micrographs were taken with a magnification of × 1500. According to these micrographs, no chemical particles were observed on the untreated fabric in Fig. 9a. As shown in Fig. 9b, c, chemical residues at the intersection of the cotton fibers could be seen easily since printing paste was used in the printing method. When Fig. 9d, e were examined, small chemical particles (considered to be silver ions) could be observed on the surface of the fibers of both cotton samples, which could be attributed to the homogeneous and smooth treatment provided by the impregnation method.

SEM images of a D0, b R1-BS, c R1-20W-BS d R1-FS, e R1-20W-FS, respectively
SEM–EDX diagrams and percentages of elements of the untreated (D0), the R1-BS-, the R1-20W-BS-, R1-FS-, the R1-20W-FS-treated fabric are shown in Figs. 10, 11a, b, 12a, b, respectively. As could be seen in Fig. 10, C (carbon) and O (oxygen) were present in the untreated fabric sample that were existed in the cellulosic molecule chains. Apart from these, there was no element observed belonging to any different chemical substance, in the SEM–EDX diagram of untreated cotton. In addition, the gold element appeared due to the (Au) gold coating applied onto the organic samples before SEM analysis.

SEM–EDX graphs and element percentages table of D0

SEM–EDX graphs and element percentages table of a R1-BS, b R1-20W-BS

SEM–EDX graphs and element percentages table of a R1-FS, b R1-20W-FS
Since the printing method used a water-repellant finishing on the back surfaces of the fabrics, the fluorine elements could be seen in Fig. 11a, b. Upon examination of these figures, a slight decrease in the presence of the fluorine element was observed after 20 washing cycles. According to the results of SEM–EDX, it could be assumed that the Mg and Ca elements in the fabrics were linked to the use of ECE detergent during the washing process.
Since, in the impregnation method, antibacterial finishing treatment was carried out, silver ions were expected to be observed. However, since the concentration of the antibacterial finishing agent was used with very low amount and the silver ions were in nanoparticles, they could not be detected in the SEM–EDX graph and in the table of element percentages. One of the aim of this study was to apply fluorocarbons only onto the back side of cotton fabric as water repellency effect could be effective on back side, while antibacterial efficiency on the other side. As results of the SEM–EDX analysis, there was no fluorine element on the face sides of the fabrics determined in Fig. 12a whereas 22.54% fluorine element can be observed in Fig. 11a, only on the back side of the treated cotton fabric. This result also approved that the water-repellent treatment which applied via printing process did not penetrate into the face side of single-layered cotton fabrics.
4.5 Results of FTIR-ATR Analysis
FTIR-ATR analyses of the untreated fabric, the R1-BS fabric, the R1-FS fabric, the R1-20W-BS fabric, and the R1-20W-FS fabric are shown in Fig. 13. When examining the FTIR-ATR analysis of the untreated fabric, characteristic peaks of cotton fiber at 3300 cm−1 (OH tension), 1030 cm−1 (CO tension), 2900 cm−1 (CH tension), and 1310 cm−1 (CH vibration) could be seen clearly. Similarly, to the literature, the peaks of the R1-FS fabric and the R1-20W-FS fabric are defined as antibacterial finishing containing silver ions overlapped in the FTIR-ATR analysis. In addition, the characteristic peak of C–F bond that characterized fluorocarbon treatment was observed in both FTIR-ATR analysis of R1-BS- and R1-20W-BS-treated fabrics at 1157 cm−1 and at 1132 cm−1, respectively [16]. It was concluded that even after 20 cycles-washing process, carbon–fluorine bonds could be observed in the analysis which was also in agreement with the results of durable water-repellent effects on cotton fabric.

FTIR-ATR analysis of D0, R1-BS, R1-FS, R1-20W-BS and R1-20W-FS
5 Conclusion
The aim of this study was to obtain multifunctional (antibacterial and water repellent) properties on a single-layer cotton fabric by taking into consideration fabric surfaces using different finishing methods. For this purpose, the antibacterial properties of fabrics were improved by the padding method with an antibacterial finishing agent containing silver ions. After this process, a water-repellent finishing treatment containing fluorocarbon was applied onto the back surface of the textile fabric using an innovative printing method without the adding dyestuff in the printing paste. In this way, single-layer multifunctional fabrics made of 100% cotton with different functions (water repellent on back side and antibacterial on the face side) with a durability of 20 washes were successfully produced both at laboratory and industrial scale.
The fastness and performance tests of treated and 20 cycles-washed treated cotton fabrics were carried out according to the related standards. As a result, it was determined that an improved antibacterial and water-repellent efficiency was created which was durable up to 20 cycles-washing, also without affecting the mechanical strength of the treated cotton fabrics significantly. Moreover, with only using traditional finishing methods, one side hydrophilic and the other side hydrophobic cotton fabric as a home-textile product was produced successfully. The fabric samples were also found to be 98% antibacterial effective according to the AATCC 100:2012 antimicrobial fabric test standard.
As a result for textile industry, multifunctional fabrics with different functionalities on the face and back surfaces of the fabrics were developed with using only conventional finishing methods wisely, without using a new technology or new synthesized material. It was considered by the research team that these fabrics could be used as an alternative home textile to mattress products. As mentioned in the introduction part, the mattress products are generally produced using membrane material by performing the lamination technique, in which their usage performance is usually low and they have economic disadvantages. Since multifunctional single-layer 100% cotton bed-lining home textiles production was accomplished successfully at both laboratory and industrial scale, without using lamination or new generation expensive finishing technology, it was concluded that this technique could be used as an alternative cost-effective way in textile industry.
Data Availability
The authors declare that the data supporting the findings of this study are available within the paper.
References
S.A.S. Chatha, M. Asgher, R. Asgher, A.I. Hussain, Y. Iqbal, S.M. Hussain, H.M. Iqbal, Environmentally responsive and anti-bugs textile finishes–Recent trends, challenges, and future perspectives. Sci. Total. Environ. 690, 667–682 (2019)
Üreyen M. E., Çavdar A., Koparalı A. S, Doğan A. (2015). Yeni geliştirilen gümüş katkılı antimikrobiyal tekstil kimyasalı ve bu kimyasal ile işlem görmüş kumaşların antibakteriyel performansları. Tekstil ve Mühendis, 69.
M.P. Sathianarayanan, N.V. Bhat, S.S. Kokate, V.E. Walunj, Antibacterial finish for cotton fabric from herbal products. Indian J. Fibre Text. Res. 35, 50–58 (2010)
Y.H. Kim, G. Sun, Durable antimicrobial finishing of nylon fabrics with acid dyes and a quaternary ammonium salt. TRJ 71(4), 318–323 (2001). https://doi.org/10.1177/004051750107100407
P. Zhu, G. Sun, Antimicrobial finishing of wool fabrics using quaternary ammonium salts. J. Appl. Polym. Sci. 93(3), 1037–1041 (2004). https://doi.org/10.1002/app.20563
B. Goetzendorf-Grabowska, H. Krolikowska, P. Bąk, M. Gadzinowski, B. Brycki, A. Szwajca, Triclosan encapsulated in poli (L, L-lactide) as a carrier of antibacterial properties of textiles. Fibres Text. Eastern Eur. 3(68), 102–107 (2008)
E. Matyjas-Zgondek, A. Bacciarelli, E. Rybicki, M.I. Szynkowska, M. Kołodziejczyk, Antibacterial properties of silver-finished textiles. Fibres Text. Eastern Eur. 5(70), 101–107 (2008)
Z. Jiang, L. Fang, X. Ren, T. S. Huang, Antimicrobial modification of cotton by reactive triclosan derivative. Fibers Polym. 16, 31–37 (2015)
A. Farouk, S. Moussa, M. Ulbricht, T. Textor, ZnO nanoparticles-chitosan composite as antibacterial finish for textiles. Int. J. Carbohydr. Chem. (2012). https://doi.org/10.1155/2012/693629
I. Perelshtein, E. Ruderman, N. Perkas, T. Tzanov, J. Beddow, E. Joyce, A. Gedanken, Chitosan and chitosan–ZnO-based complex nanoparticles: formation, characterization, and antibacterial activity. J. Mater. Chem. B 1(14), 1968–1976 (2013)
M.D. Teli, J. Sheikh, Modified bamboo rayon–copper nanoparticle composites as antibacterial textiles. Int. J. Biol. Macromol. 61, 302–307 (2013). https://doi.org/10.1016/j.ijbiomac.2013.07.015
G. Dhiman, J.N. Chakraborty, Antimicrobial performance of cotton finished with triclosan, silver and chitosan. Fashion Text. 2(1), 1–14 (2015). https://doi.org/10.1186/s40691-015-0040-y
A.S. Doumbia, H. Vezin, M. Ferreira, C. Campagne, E. Devaux, Studies of polylactide/zinc oxide nanocomposites: Influence of surface treatment on zinc oxide antibacterial activities in textile nanocomposites. J. Appl. Polym. Sci. 132(17), 10 (2015). https://doi.org/10.1002/app.41776
C.K. Kang, S.S. Kim, S. Kim, J. Lee, J.H. Lee, C. Roh, J. Lee, Antibacterial cotton fibers treated with silver nanoparticles and quaternary ammonium salts. Carbohyd. Polym. 151, 1012–1018 (2016). https://doi.org/10.1016/j.carbpol.2016.06.043
M. Fiedot-Toboła, M. Ciesielska, I. Maliszewska, O. Rac-Rumijowska, P. Suchorska-Woźniak, H. Teterycz, M. Bryjak, Deposition of zinc oxide on different polymer textiles and their antibacterial properties. Materials 11(5), 707 (2018). https://doi.org/10.3390/ma11050707
Z.O. Basyigit, D. Kut, P. Hauser, Development of multifunctional cotton fabric via chemical foam application method. TRJ 90(9–10), 991–1001 (2020). https://doi.org/10.1177/0040517519884121
H.Y. Ki, J.H. Kim, S.C. Kwon, S.H. Jeong, A study on multifunctional wool textiles treated with nano-sized silver. J. Mater. Sci. 42(19), 8020–8024 (2007). https://doi.org/10.1007/s10853-007-1572-3
Q.L. Feng, J. Wu, G.Q. Chen, F.Z. Cui, T.N. Kim, J.O. Kim, A Mechanistic Study of the Antibacterial Effect of Silver Ions on Escherichia coli and Staphylococcus aureus (Wiley, 2000), pp.662–668. https://doi.org/10.1002/1097-4636(20001215)52:4<662::aid-jbm10>3.0.co;2-3
W. Li, X. Xie, Q. Shi, H. Zeng, S. Ou, Y. Chen, Antibacterial activity and mechanism of silver nanoparticles on Escherichia coli. Appl. Microb. Cell Physiol. 85, 1115–1122 (2010). https://doi.org/10.1007/s00253-009-2159-5
S. Gurunathan, Biologically synthesized silver nanoparticles enhances antibiotic activity against Gram-negative bacteria. J. Ind. Eng. Chem. 29, 217–226 (2015). https://doi.org/10.1016/j.jiec.2015.04.005
H.J. Lee, S.Y. Yeo, S.H. Jeong, Antibacterial effect of nanosized silver colloidal solution on textile fabrics. J. Mater. Sci. 38(10), 2199–2204 (2003). https://doi.org/10.1023/A:1023736416361
P. De, M.D. Sankhe, S.S. Chaudhari, M.R. Mathur, UV-resist, water-repellent breathable fabric as protective textiles. J. Ind. Text. 34(4), 209–222 (2005). https://doi.org/10.1177/1528083705051453
T. Platen, W. Knaup, synthesis and design of a new generation of repellent fuorocarbons for the textile ındustry. In: Lecture at Aachen Dresdner Textile Conference, November 2012 (2012)
Y. Sato, T. Wakida, S. Tokino, S. Niu, M. Ueda, H. Mizushima, S. Takekoshi, Crosslinking agents on water repellency of cotton fabrics treated with fluorocarbon resin. TRJ 64(6), 316–320 (1994). https://doi.org/10.1177/004051759406400602
T.W. Shyr, Applying a nonformaldehyde crosslinking agent to ımprove the washing durability of fabric water repellency. TRJ 71(9), 751–754 (2001). https://doi.org/10.1177/004051750107100901
Q. Hangjin, S. Kunyan, M. Zhaoli, W. Dong, S. Xiquan, Lu. Jianjun, Polymeric fluorocarbon coated polyester substrates for waterproof breathable fabrics. TRJ 72(2), 93–97 (2002). https://doi.org/10.1177/004051750207200201
D. Ahmad, I. van den Boogaert, J. Miller, R. Presswell, H. Jouhara, Hydrophilic and hydrophobic materials and their applications. Energy Sources Part A Recov. Util. Environ. Effects 40(22), 2686–2725 (2018)
J. Villalobos García, N. Dow, N. Milne, J. Zhang, L. Naidoo, S. Gray, M. Duke, Membrane distillation trial on textile wastewater containing surfactants using hydrophobic and hydrophilic-coated polytetrafluoroethylene (PTFE) membranes. Membranes 8(2), 31 (2018)
W.D. Schindler, P.J. Hauser, Chemical finishing of textiles (Elsevier, 2004)
P.L.K.D. Cás, C.Q. Vilanova, M.N.D. Barcelos Jr., C.A.G. Veras, 100% Cotton hypoallergenic waterproof mattress protector fitted cover. J. Aerosp. Technol. Manag. 4(3), 317–330 (2012)
V. Punitha, R. Prem, Study on water-resistant finish on mattress protector. Int. J. Recent Adv. Multidiscipl. Top. 2(6), 76–79 (2021)
M. Joshi, B.S. Butola, Application technologies for coating, lamination and finishing of technical textiles. In: Advances in the Dyeing and Finishing of Technical Textiles, (pp. 355–411). Woodhead Publishing. (2013). https://doi.org/10.1533/9780857097613.2.355
E. Shim, Coating and laminating processes and techniques for textiles. In: Smart Textile Coatings and Laminates, (pp. 11–45). Woodhead Publishing, (2019). https://doi.org/10.1016/B978-0-08-102428-7.00002-X
M. Hajilari, A.H. Esfandiari, H. Dabiryan, S.M.P. Gharbi, Investigation of effect of fibres modulus on pilling of acrylic fabrics. J. Text. Inst. 100(2), 135–140 (2009). https://doi.org/10.1080/00405000701679681
O. Shurkian, J. Amirbayat, R.H. Gong, Effect of repeated laundering and crease-resistant treatment on fabric properties. J. Text. Mach. Soc. Jpn. 55(4), 39–42 (2002). https://doi.org/10.4188/jte.48.1
B. Ainur, Y. Gani, B. Nurzhan, N. Donyor, The improvement of bactericidal properties and change of colour characteristics of knitted materials at using nanosilver and carboxymethyl starch. Ind. Text. 73(1), 19–26 (2022)
M. Hasanzadeh, H. Shahriyari Far, A. Haji, G. Rosace, Surface modification of polyester/viscose fabric with silica hydrosol and amino-functionalized polydimethylsiloxane for the preparation of a fluorine-free superhydrophobic and breathable textile. Coatings 12(3), 398 (2022)
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK). The authors declare that no funds, grants, or other support received during the preparation of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
No potential conflict of interest was reported by the authors.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Omerogullari Basyigit, Z., Coskun, H. Enhancing Antibacterial and Water-Repellent Properties for the Production of High-Performance Fabrics in Home Textiles. Fibers Polym 25, 1789–1804 (2024). https://doi.org/10.1007/s12221-024-00553-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12221-024-00553-0