
Abstract
Rapid advances in the use of lithium-ion batteries (LIBs) in consumer electronics, electric vehicles, and electric grid storage have led to a large number of end-of-life (EOL) LIBs awaiting recycling to reclaim critical materials and eliminate environmental hazards. This article studies automatic mechanical separation methodology for EOL pouch LIBs with Z-folded electrode-separator compounds (ESC). Customized handling tools are designed, manufactured, and assembled into an automatic disassembly system prototype that consists of three modules. Verification experiments utilizing dummy cells prove that the main components of pouch LIBs (cathode sheets, anode sheets, separators, and polymer-laminated aluminum film housing) can be automatically separated and extracted with well-preserved integrity using our proposed disassembly strategy.
Similar content being viewed by others
Introduction
As governments worldwide have begun to set timetables for banning the production of internal combustion engine vehicles, the estimated annual demand for lithium-ion batteries (LIBs) from electric vehicles (EVs) in 2025 will reach 408 GWh, while this number was merely 20 GWh in 2016.1 Previous studies on cycling performance degradation of battery packs in hybrid electric vehicles (HEVs) indicate a battery pack lifetime of only 4.5 to 14.5 years depending on their operating conditions.2,3 The foreseen rapid growth of end-of-life (EOL) LIBs from HEVs and EVs along with portable electronics and energy storage plants will cause severe environmental and safety problems if not treated properly.4 However, EOL LIBs are a potential source of valuable metals (e.g., Ni, Mn, Li or Co), and pressures have already been imposed on the supply chain of these materials.5 Therefore, it is vitally important to develop recycling methodologies that are ecologically friendly and economically feasible for EOL LIBs in the present time and future.
The current EOL LIB recycling methods mainly combine mechanical pretreatments and metallurgy processes.6 Mechanical pretreatments comprise steps of discharging battery packs, dismantling packs into cells, and separating materials of single cells. Metallurgy processes that consist of pyro-, hydro-, and bio-metallurgy are generally downstream procedures of mechanical pretreatments.4 Despite the dominant role of metallurgical processes in industry, their hazardous gas emissions, acid waste, and high-energy consumption issues have always been barriers to truly sustainable closed-loop recycling.7 In recent years, a direct recycling approach that resynthesizes recycled cathode powder with heat treatment has proved to be feasible in laboratory-scale research.8,9,10 Although this approach claimed to be more ecologically friendly and energy conserving, it also had much higher requirements for the material separation technique in mass production.
As the most critical process in mechanical pretreatments, the material separation step mainly refers to multi-level crushing, sorting, and sieving techniques in the industry because of their high automation potential. The total coating material recovery rate following this destructive crushing strategy is only 75% even in laboratory-scale research.11 However, if electrode sheets can be separated and extracted with well-preserved integrity, the coating material recovery rate can reach as high as 97.4% utilizing an ANVIL (adhesion neutralization via incineration and impact liberation) process.12 Meanwhile, the black mass yielded from the destructive crushing strategy is a mixture of anode coating, cathode coating, and metal impurities. For metallurgical processes that mostly break down the compounds of the cathode active materials, metal elemental constituents are recycled by melting or leaching processes. Nevertheless, for direct recycling processes, the existence of anode powders and mixed metals in the black mass increases the complexity of downstream recycling processes and may even decrease the electrochemical performance of the final product.13
Hence, an automatic disassembly system is designed and prototyped specifically for dismantling and separating cathode sheets, anode sheets, separators, and polymer-laminated aluminum film housing from lithium-ion pouch cells.14 Compared with the destructive crushing strategy widely adopted in the industry, our proposed system has great potential to achieve a higher coating material recovery rate as well as yielded cathode powder with higher purity for large-scale mechanical pretreatment processes in mass production.
Dismantling Sequence Design
The shape of lithium-ion secondary cells can be divided into three main groups: cylindrical, pouch, and prismatic. Their differences in housing material and electrode-separator compound (ESC) designs lead to certain advantages and disadvantages in manufacturing processes and applications. Relatively low production costs and highly simplified packaging processes allow deploying pouch cells extensively on EVs and portable electronics.
The typical structure of pouch LIBs is an ESC sealed by a stamped polymer-laminated aluminum film (Fig. 1). Anodes and cathodes are alternately stacked and electrically isolated by the separator to form the ESC. Depending on the continuity of electrode sheets and the separator, ESCs are classified into three styles: single-sheet stacking, winding, and Z-folding. The single-sheet stacking style is commonly used in laboratory cell assembly, while the winding style has proved to be the most productive design in industrial applications due to its continuous electrode and separator feeding strategy. In recent years, efforts to decrease the cycle time of the Z-folding process utilizing robots and customized mechanisms have been made,15,16 which resulted in a rapid technology transition to the mass production scale. Meanwhile, Z-folded ESCs with discrete electrodes and continuous separators require more complicated mechanisms to disassemble than the other two types. Thus, in this article, we focused on the recycling of EOL pouch LIBs with z-folded ESCs.

Configuration of a pouch LIB
Figure 2 shows the continuous process for direct recycling of cathode materials recycled from EOL LIBs in our laboratory-scale production line. As part of this direct recycling strategy, our proposed single-battery disassembly system has great potential to ensure the automatic separation of polymer-laminated aluminum films, separators, cathode sheets, and anode sheets with well-preserved integrity. Before being fed into the disassembly system, EOL LIBs need to be fully discharged in saltwater to avoid any explosions or fire hazards. Although the saltwater shorting process may introduce HF and salt impurities, the proposed disassembling process will still function well to sort the electrodes and benefit the separation efficiency in the downstream processing with fewer impurities introduced to the cathode recycling process. Then, three sealed edges along with metal tabs are sequentially cut off from the core area. The remaining folded polymer-laminated aluminum film housing film needs to be stretched from both sides by external forces to extract the ESC. Separators need to be unfolded and continuously fed forward. Minimum human intervention is required after this step for removing adhesion tapes at the endpoint of continuous separators. Supplementary Figure S-1 gives a few examples of the taping patterns. The tape-peeling module (see supplementary Figure S-1b) aims at skiving off these tapes automatically. For EOL LIBs, electrode sheets tend to attach on the separator because of the surface tension of the electrolyte or the natural bond due to aging. Thus, specialized skiving tools are needed to scrape cathode and anode sheets off from opposite sides of the separator.

Continuous process for recovery of cathode coating from end-of-life LIBs
A modularization design is adopted to increase the flexibility of the disassembly system. The system is physically designed and built into three modules: pouch trimming, housing removal, and electrode sorting. These modules should finish three key steps encircled correspondingly in Fig. 2. Each module contains several customized key apparatuses to achieve the desired motions. The prototyped disassembly system was then tested with dummy cells assembled by a semi-automated battery manufacturing line (Figure S2).
System Design and Verification
Pouch Trimming Module
In this module, the front edge of the pouch that carries the electrode tabs is cut off, thus separating each of the electrode layers from the current collecting structure. The opposing side edge seals are also removed so that the polymer-laminated aluminum film housing can be fully separated from the compound.
As shown in Fig. 3, the pouch trimming module consists of three main components: the trimming blade set, trimming base set, and conveyor roller set. The trimming blade set is a triple-way aluminum frame with heavy duty breakaway blades fixed correspondingly in their grooves. Each blade is tilted 25 degrees from the horizontal direction to decrease the cutting resistance force as well as maintain the cutting speed. The lower trimming base cooperates with the trimming toolset in the trimming process by providing solid support to the double-layered polymer-laminated aluminum film. The clearance between the trimming blades and edges of the lower trimming base is controlled at < 0.3 mm, while edges of the upper trimming base keep a 0.5-mm distance from the trimming blades to protect ESCs and avoid unnecessary cutting resistance force. Two conveyor roller sets, each consisting of five power train gears and three 25A polyurethane rollers, are assembled inside both the lower and upper trimming bases along with rotary shafts and ball bearings. These rollers with a rough surface texture can hold the pouch cell in position as well as transport the pouch without slipping.

(a) CAD design and (b) prototype of the pouch removal module
The handling scenario of the pouch trimming process is as follows:
- 1.
Feed fully discharged pouch cell into the trimming base.
- 2.
Conveyor roller sets transport the pouch into the trimming position.
- 3.
The trimming toolset moves down toward the trimming base and cuts off three edges of the housing.
- 4.
Linear motion stage transports the trimming base forward.
- 5.
Conveyor rollers deliver the trimmed pouch toward the next module.
Housing Removal Module
In this module, the remaining polymer-laminated aluminum film housing is peeled off from the trimmed pouch. Hence, the recovery of polymer-laminated aluminum film from the EOL LIBs is accomplished in this module. Figure 4a demonstrates the key procedure to stretch the housing and extract the ESC, while Fig. 4b shows the prototype of this module.

(a) Schematic and (b) prototype of the pouch removal module
The housing removal module consists of a three-part gripping apparatus with specialized functionalities: the transporting grip, vacuum grip, and clamping grip. The transporting grip installed on a rotary base is designed to hold and transport the trimmed pouch and the ESC. The distance between two flat arms at their parallel position equals the thickness of the targeted pouch core. The vacuum grip is equipped with a height-adjusting vacuum cup on each arm driven by 12 V DC air pumps. These bellows suction cups are made of translucent silicone, which provides sufficient adaptivity to the uneven surface of the polymer-laminated aluminum film housing. The clamping grip is a fixture with a stationary flat base and vertically movable top clamp. The width and depth of the groove on the movable top clamp are compatible with the size of targeted pouch cells in order to support and guide the ESC while the vacuum grip peels off the trimmed housing.
The handling scenario of the pouch removal process is as follows:
- 1.
The transporting grip extracts the trimmed pouch out of the trimming base.
- 2.
The rotary base spins 90 degrees to feed the trimmed pouch into the clamping grip.
- 3.
The clamping grip clamps the untrimmed side of the pouch core.
- 4.
The rotary base spins 45 degrees to move the clamping grip away from the operation path of the vacuum grip.
- 5.
The vacuum grip closes the jaw, and the vacuum cups secure the upper and lower side of the polymer-laminated aluminum film housing.
- 6.
The jaws of the vacuum grip peel back the upper and lower side of the polymer-laminated aluminum film housing until the front edge of the ESC is fully exposed.
- 7.
The rotary base spins back 45 degrees.
- 8.
The transporting grip grasps the ESC.
- 9.
The jaws of the vacuum grip the polymer-laminated aluminum film housing further open to its 180-degree configuration while the untrimmed side of the housing pushes the electrode-separator compound into the transporting grip.
- 10.
The polymer-laminated aluminum film housing falls to a waste-recycling stream after the 12-V DC pump shuts down.
- 11.
The transporting grip delivers the ESC into the next module.
Electrode Sorting Module
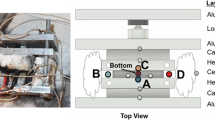
The separation of cathodes, anodes, and separators is a critical process for any LIB recycling processes. It directly influences the purity and recovery rate of the black mass. Our proposed electrode sorting strategy extracts cathode sheets and anode sheets respectively without applying destructive forces. By automatically stretching and feeding the Z-folded separator, cathode and anode sheets attached on opposite sides of the separator are scraped off by specialized toolsets as in the schematic shown in Fig. 5a. Since a commonly used polyvinylidene fluoride (PVDF) binder can be removed by either dissolving in organic solvents or decomposing at temperatures > 400°C,11 multiple combinations of chemical, thermal, and mechanical treatments are then available for breaking the adhesion between the Al foil and cathode coating. The prototype of this module is shown in Fig. 5b.

(a) Schematic and (b) prototype of the electrode sorting module
The electrode sorting module consists of four apparatuses: the vacuum conveyor, guiding posts, skiving blades, and pinch roller set. The vacuum conveyor is a height-adjusting vacuum cup integrated on an X–Y motion platform. The 12-V DC air pump enables the vacuum cup to carry the top layer of the separator longitudinally to the pinch rollers. These urethane pinch rollers with a 35A durometer are able to feed the separator forward continuously while stainless steel guiding posts and break-away skiving blades work as pairs to scrape electrodes off from the separator. After the first guiding post presses down on the soft separator, the front edge of the electrode sheets will detach from the separator because of the cathode sheets’ lower compliance to deformation. As the separator is still rolling forward, the first skiving blade will seek its way through the gap between the front edge of the cathode sheets and the separator. The cathode sheets will then fall into the collecting bin because of gravity. Anode sheets attached on the upper surface of the separator are scraped off by the second guiding post and skiving blade in a similar sequence.
The handling scenario of the pouch removal process is as follows:
- 1.
The vacuum conveyor secures the top layer of the Z-folded separator and delivers it through the pinch roller set.
- 2.
The pinch roller set squeezes the top layer of the separator as the vacuum conveyor releases the vacuum.
- 3.
The first guiding post and second skiving blade drop vertically to press down the separator.
- 4.
The pinch roller set continuously feeds the separator forward until the separator film is fully paid off.
- 5.
Components of the electrode-separator compound get separated into three collecting bins correspondingly for further treatments.
Control Architecture
A total of 11 stepper motors, 22 limit switches, 3 servo motors, and 3 pumps were installed in the prototyped disassembly system. The realization of this designed handling scenario for all three modules highly depends on an integrated control architecture. Therefore, a LabVIEW platform was chosen to automate stepper motors, limit switches, servo motors, and vacuum systems. This system-design platform offers great flexibility for design modifications, which will benefit the future optimization of this project. The derived control architecture of the prototyped automatic disassembly system is as shown in Fig. 6.

Control architecture of the prototyped automatic recycling system
Stepoko motion control boards (MCD) with GRBL firmware were used as local controllers for stepper motors and limit switches. Each module was equipped with one to two MCDs to achieve the designed linear motion as well as relocate toolsets to their initial position. Meanwhile, all three servo motors and three DC vacuum pumps were controlled by one Arduino Mega 2560 R3 board. LabVIEW, which served as a system controller for the ensemble shown in Fig. 7, was able to supervise the hand-off functions between modules and to indicate event timing for system data collection.

Prototyped disassembly system overview
Concept Verification
To assure the safety of the operators at the current prototyping stage, dummy pouch cells were used to verify the feasibility of the designed disassembly system. In dummy pouch cells, non-toxic materials replaced key components of functional LIBs with similar physical properties. The outer dimensions of the dummy pouch cells were 50.0 mm × 60.0 mm × 5.8 mm with tolerance of ± 0.5 mm. These values followed the size of H605060 2000mAh LIBs, which will be our test subjects for the future development of this system.
A pneumatic semiautomated Z-folded LIB assembly line used to assemble dummy cells is shown in supplementary Figure S-2; 0.3-mm-thick cardboards were trimmed by a die cut machine to replace the double-coated current collectors. The folding machine then stacked these cardboards with a continuous separator to form the dummy ESC, which was contained inside the polymer-laminated aluminum film stamped by the pouch-forming machine. After two side edges of the stamped housing had been sealed up by the heat-sealing machine, diluted 3 M liquid glue was filled inside the dummy cells to mimic the adhesion between the electrodes and separator. The polymer-laminated aluminum film housing was finally evacuated and sealed up in the chamber of the vacuum sealing machine.
Sealed dummy cells were then disassembled by the prototyped automatic disassembly system. Figure 8 shows four key frames from the testing records of each module. Handling of scenario 2, 3, 4, and 5 of the trimming module is sequentially shown in Fig. 8a. The material flow of the single frame in Fig. 8b and c is from the right-hand side to the left-hand side for clearer interpretation. Four frames in Fig. 8b correspond to handling scenario 1, 4, 8, and 11 of the housing removal module. Recycling of the polymer-laminated aluminum film is accomplished in the fourth frame of Fig. 8b. The Al film housing falls off from the bellows cup after the DC pump releases the vacuum. The four frames in Fig. 8c correspond to handling scenario 1, 3, 4, and 5 of the electrode sorting module. As shown in the fourth frame of Fig. 8c, it is clear that the blue cardboards representing cathode sheets, the green cardboards representing anode sheets, and the separator have been successfully separated and stored in three positions. Future research activities will focus on testing the existing prototyped disassembly system with H605060 2000 mAh LIBs under an inert atmosphere and designing the unwinding module for the pouch cells with wound ESCs (see supplementary Figure S-3).

Twelve key frames corresponding to (a) handling scenario 2, 3, 4, and 5 of the trimming module, (b) handling scenario 1, 4, 8, and 11 of the housing removal module, and (c) handling scenario 1, 3, 4, and 5 of the electrode sorting module
Finally, we want to point out the limitations of the designed disassembly automation. For example, the current prototype lacks flexibility to process the heavily deformed cells present in the battery recycling stream. In addition, for certain battery designs, the battery electrode and separator sheet layers are glued together, which poses challenges for the electrode skiving and sorting process. Additional treatment steps or more flexible and smarter designs are needed to address these challenges.
Conclusion
An automated disassembly system for EOL Z-folded pouch LIBs has been introduced and prototypically realized. Customized tool sets aiming at automatic material handling are designed in each module. Success in treating dummy cells proved the effectiveness of the proposed disassembly strategy. Within this automated disassembly system, cathode sheets, anode sheets, separators, and polymer-laminated aluminum film housing are automatically separated. The integrity of cathode sheets can be well preserved. Compared with the destructive crushing strategy, such improvement will greatly benefit downstream recycling processes, especially for the direct recycling of LIBs.
References
C. Curry, Lithium-Ion Battery Costs and Market (Bloomberg New Energy Finance, 2007). https://data.bloomberglp.com/bnef/sites/14/2017/07/BNEF-Lithium-ion-batterycosts-and-market.pdf. Accessed July 2007.
S.B. Peterson, J. Apt, and J.F. Whitacre, J. Power Sources 195, 2385 (2010).
L.A.-W. Ellingsen, G. Majeau-Bettez, B. Singh, A.K. Srivastava, L.O. Valøen, and A.H. Strømman, J. Ind. Ecol. 18, 113 (2014).
W. Lv, Z. Wang, H. Cao, Y. Sun, Y. Zhang, and Z. Sun, ACS Sustain. Chem. Eng. 6, 1504 (2018).
X. Sun, H. Hao, F. Zhao, and Z. Liu, Resour. Conserv. Recycl. 124, 50 (2017).
D.A. Ferreira, L.M.Z. Prados, D. Majuste, and M.B. Mansur, J. Power Sources 187, 238 (2009).
X. Zhang, L. Li, E. Fan, Q. Xue, Y. Bian, F. Wu, and R. Chen, Chem. Soc. Rev. 47, 7239 (2018).
Y. Shi, G. Chen, and Z. Chen, Green Chem. 20, 851 (2018).
X. Li, J. Zhang, D. Song, J. Song, and L. Zhang, J. Power Sources 345, 78 (2017).
X. Song, T. Hu, C. Liang, H.L. Long, L. Zhou, W. Song, L. You, Z.S. Wu, and J.W. Liu, RSC Adv. 7, 4783 (2017).
J. Diekmann, C. Hanisch, L. Froböse, G. Schälicke, T. Loellhoeffel, A.-S. Fölster, and A. Kwade, J. Electrochem. Soc. 164, A6184 (2017).
C. Hanisch, T. Loellhoeffel, J. Diekmann, K.J. Markley, W. Haselrieder, and A. Kwade, J. Clean. Prod. 108, 301 (2015).
D.-S. Kim, J.-S. Sohn, C.-K. Lee, J.-H. Lee, K.-S. Han, and Y.-I. Lee, J. Power Sources 132, 145 (2004).
Z. Li, R. Sturges Jr., L. Li, and T. Yang, PCT/2018/045006 (2 August 2018).
R. Schröder, A. Glodde, M. Aydemir, and G. Bach, Appl. Mech. Mater. 794, 19 (2015).
A. Kwade, W. Haselrieder, R. Leithoff, A. Modlinger, F. Dietrich, and K. Droeder, Nat. Energy 3, 290 (2018).
Acknowledgements
This work was supported in part by the Commonwealth Research Commercialization Fund (CRCF) under Award MF18-031-En, in part by the Small Business Technology Transfer (STTR) Phase I Program of the National Science Foundation (NSF) under Award No. 1819982 and in part by the Department of Mechanical Engineering at Virginia Tech. The authors also thank Yingqi Lu and Dayang Ge for their contributions to setting up the pneumatic assembly line.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Li, L., Zheng, P., Yang, T. et al. Disassembly Automation for Recycling End-of-Life Lithium-Ion Pouch Cells. JOM 71, 4457–4464 (2019). https://doi.org/10.1007/s11837-019-03778-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-019-03778-0