
Abstract
In case of electric vehicles (EV) powered by lithium ion traction batteries (LIB), remanufacturing processes nbecome increasingly important due to their rising market share and valuable raw materials. LIB can account for up to 40% of the total EV cost. Often, only a small portion of the cells are significantly degraded when the usable battery capacity falls below 80%, which is currently considered the standard end-of-life criterion. However, in order to enable efficient remanufacturing, novel battery design principles are required. This paper discusses the requirements, opportunities and challenges of future remanufacturing processes of LIBs down to the cell level using a battery system of a commercial vehicle as an example. It gives an overview of the current state-of-the-art manufacturing processes of battery systems and shows the developed overall remanufacturing process including condition assessment, disassembly and reassembly. Subsequently, requirements on future designs are discussed. The state-of-the-art of EV batteries is evaluated based on these requirements to determine where incompatible connections such as welded contacts or adhesive joints conflict with remanufacturing design principles.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Battery technology enables the transformation of the mobility sector towards sustainable drive systems. Electrical driving technology appears to be the future of transportation and offers climate and eco-friendly transportation of passengers and goods. EVs are mostly equipped with LIBs. With increasing market share of EVs, the question about how to process a battery after its usage time arises and processes for the recovery of materials and components such as recycling and remanufacturing gain importance. The industrial research and development (R&D) efforts in battery design mainly focus on the increase of energy and power density, cost reduction, fast charging and improved safety [1]. Tremendous progress has been made in the optimization of battery design on the material level (material for cathode, anode etc.), electrode level (e.g. electrode thickness), cell level (e.g. shape) and system level (mechanical design, battery management system (BMS) etc.) [2]. Concepts for a recycling-oriented design and manufacturing received less attention. In current LIB-systems, single battery cells are connected to form a battery module. Several modules together with additional electrical periphery (e-parts like battery management etc.) form a complete traction battery.
The research gap addressed is the concept of a remanufacturing process for LIBs down to cell level and the associated changes regarding design and assembly of the components. This paper first provides a state-of-the-art review on LIB systems with respect to their life cycle and upcoming recycling directives. Second, an exemplary LIB system with prismatic cells is analysed with respect to the manufacturing process and applied joining techniques, which are decisive for an efficient remanufacturing process. Third, the challenges of the current system regarding an efficient and potentially automated remanufacturing process and necessary design modifications are discussed.
2 State-of-the-Art/Literature Review
This chapter provides a review of the relevant contributions from the existing body of scientific publications, legal regulations and articles in the fields of LIB design, aging behaviour of components and their treatments after end of life back to the year 2006. The European Directive 2006/66/EC takes producers of batteries or producers of components incorporating a battery into responsibility for the waste and recycling management of batteries that they place on the market [3]. A recent update of the directive requires recycling efficiencies and recovery of materials for batteries of 65% by 2025 [4]. Even though there are legal regulations for the material efficiency, there is currently no standardised procedure for the processing of returned batteries. When an EV battery reaches its end of first life, manufacturers have three options: disposal, recycling, or reuse. In most regions, regulation prevents mass disposal. Established recycling processes currently only focus on the highly valued materials such as cobalt and nickel [5].

The life cycle of a LIB includes the battery design, manufacturing, usage life and either a second life or direct recycling of material after the end of first life.
Pyrometallurgy (smelting) offers only a low recycling rate with high-energy input, as cheap base metals such as lithium, graphite or carbon get lost in the process. Hydrometallurgy (leaching, precipitation and resynthesis of elements) uses huge amounts of chemicals, which require professional disposal. New processes that recover more material are not yet fully mature. The third option is the reuse of batteries in stationary energy-storage applications with lower current and energy density demands. However, second-life applications can only extend the lifespans of LIBs. Critical materials still need to be recycled after the end of second life, as it is shown in Fig. 1 [6, 7].
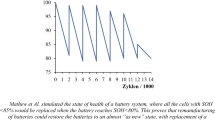
A LIB drops out of first life when it no longer meets EV performance standards, which typically means maintaining 80% overall capacity [5]. It is possible, that the total capacity is determined by a few degraded cells. Kampker et al. carried out an experimental confirmation of cells reliability in 2021. A LIB was disassembled after roughly 288 deep cycles and all 196 cells were tested, resulting that 89% of the cells were still reusable whereas 9% had an insufficient capacity for reuse and 2% showed other types of failures. Of the reusable cells, 68% were probably still useable for automotive applications, 16% only for stationary applications, and 5% were probably not worth being reused, even if they did not fail [8]. These results confirm a simulation by Mathew et al. [9], which estimates that most cells of a used battery pack are worth recovering. The virtual replacement of 5%–30% of the worst aged cells resulted in a restored state of health (abbreviated SOH) of almost 100%. These results, viewed in the context of increasing scarcity of resources and the legal regulations aiming for circular economy for LIBs raise the question how single cells can be restored and reused.
Remanufacturing transforms a degraded product into a quasi-new or an improved functional state by reprocessing and exchanging single components, thus increasing its resource and economic efficiency and enabling circular economy principles. Remanufacturing on LIBs means the exchange or preparation of degraded components or cells. According to the case study scenarios of Alfaro-Algaba et al. [10] and the results of Kampker et al. [11], remanufacturing of LIBs offers great potential in economical and ecological savings. However, there is currently no industrial application of reprocessing LIBs down to cell level. This is due to designs unsuitable for an automated disassembly and varying designs from different manufacturers. Upcoming industrial trends like the cell-to-pack design (with cells directly integrated in the housing without stacking to modules) intensify these problems or simply do not allow remanufacturing [12].
3 Analysis of a State-of-the-Art Battery System
This paper focuses exemplarily on the LIB system of a commercial vehicle. In the e-axle of a commercial vehicle multiple battery packs are combined to reach higher battery capacity for higher power and range. Nevertheless, the composition and components of the LIB system itself are comparable to LIB systems in passenger cars.
Methodology
Based on an overview of the current manufacturing process of LIBs derived from state-of-the-art commercial vehicle LIB systems as well as from a literature review, this paper shows a process step sequence for a remanufacturing process. Various requirements for an effective implementation of this process model are defined. Subsequently this publication discusses requirements on future designs, which enable the processes derived earlier. Furthermore, it evaluates the exemplary battery design based on these requirements. Figure 2 represents the procedure graphically.

Methodology of the research.
The Manufacturing Process of a State-of-the-Art Battery System
Figure 3 describes the manufacturing process of the exemplary LIB system (Fig. 4), both derived from a commercial vehicle’s LIB system as well as a literature review.

An initial test sorts out defective cells using impedance spectroscopy, voltage measurement or capacity analysis. The single prismatic cells are enclosed with adhesive foils for isolation and are combined to cellblocks and clamped in a module frame. A welded ladder rail contacting system interconnects the cells and connects all cells of a module with the cell monitoring board (CMB for voltage and temperature, mounted to the module block). The modules are interconnected with busbars. The most common electric contacting technologies are laser welding, laser bonding or ultrasonic welding [15]. The following is a test of conductivity at the joints. For later connection to the master system, the modules are equipped with cable harnesses. Before positioning the modules in the housing, a cooling plate is placed on the bottom of the pack. Thermal glue or foam between the modules and the cooling plate and additional screw connections to the cross bars of the housing tub secure the module blocks [16].

Schematic design of an exemplary LIB and its components (left) and a module (right).
In the exemplary LIB system in Fig. 4 two layers of modules are arranged in separate housings to increase the battery capacity. They are placed on top of each other, separated by a solid sealant. The topcover closes the housing with screws and a solid sealing. A leak test guarantees its tightness. On top of the two module layers there is the EE-Box (containing electric/ electronic peripheral devices such as contactors, fuse, pyrofuse and busbars to which the wiring harness is attached). It is mounted to the housing and also connects the high-voltage (HV) connector, low-voltage (LV) connector and master BMS. A liquid cooling system for all packs is mounted on one of the packs (not displayed in Fig. 4). The mounting of those components is detachable as usually screws, clips or plugs are used [16].
Remanufacturing Scenarios for LIB Packs
The remanufacturing process is not simply the reversal of the manufacturing process, due to various inextricably designed connections as well as degraded components. Based on the generic design presented in Fig. 4, it can be described by the following steps: analysis and condition assessment, removal process, check and preparation of single components and cells and reassembly/ replacement of components.

The developed remanufacturing process for LIBs with different strategies adapted and supplemented from [16].
The first step is to discharge the packs. After that, a Begin-Of-Line Test (BOL) estimates the overall condition of the pack and identifies defect components or cells. The SOH and aging condition of single cells decide about their further usage. The same applies to the functionality of the e-parts, some of which could use an overhaul.
The process sequence depends on the chosen business model or remanufacturing strategy. Figure 5 indicates the strategies (a) with an exchange and replacement of aged modules or (b) aged cells. Strategy (c) means disassembly of the whole system, where components are used as spare parts or in newly reassembled packs. Also a combination of these strategies is possible: if a module contains a single or few degraded cells they are replaced, otherwise the whole module is exchanged. Some of the remaining cells from the removed module then might serve as spare parts. Similar to strategy (c), Kampker et al. [13] introduce a remanufacturing architecture to build new LIB systems from disassembled components. Strategy (a) is similar to the business model of the Nissan Leaf, where aged modules of LIBs can be replaced- enabled by a special design with very small modules and bolted connections [14].
4 Remanufacturing Challenges and Design Modifications
Challenges and Requirements of Remanufacturing
Due to the wide variety of cell-, module- and pack-types, today the dismantling of LIB systems is time-consuming manual work. Considering the rising amount of returning LIBs (one million are expected to return by 2028), the remanufacturing process needs to be partially or fully automated to implement it industrially and economically [15]. Figure 6 indicates that the expected high number of returning LIBs will require automated processes. It must be further investigated whether a flexible line in terms of variants and quantities is better than an automated sub system separated by cell type (cylindrical, pouch or prismatic) or process steps (e.g. glued or screwed connections).

Different levels of automation in production systems based on the illustration in [15].
To generate the quantities, a well-targeted and systematic collection has to feed the returned LIBs to the remanufacturing process. This also means that batteries from damaged vehicles are handled in different processes due to potential dangers.
A standardised labelling of LIBs supports the idea of automation, so the used materials and joining technologies can be identified ahead for the flexible systems to react or set up accordingly. This is similar to the idea of a battery passport that carries helpful information about the manufacturer, design, data sheets and disassembly manual [17].
A reliable BOL-test needs to identify damaged packs to avoid safety issues or problems in disassembly and to access the quality. LIBs not worth for remanufacturing will be treated differently. In addition, the BOL should evaluate the state of charge.
A safety concept should define the treatment of packs in case of a thermal runaway. Michaelis et al. suggest a standardised BMS-interface to extract life cycle data and information about the usage profile, possible failures in the pack and the SOH [16]. The condition assessment needs reliable, standardised, affordable and non-destructive analytical methods [17]. In addition, reliable inline measurement principles for cell checks and their classification as well as for periphery e-parts need to be developed. Lately a cooperation between Audi and Volkswagen released a diagnosis tool, which assesses the overall condition of the LIB pack and single cells within a few minutes [18].
For operational safety regarding high voltage and states of stress in the components, specially trained staff uses insulated and securing tools. A crane helps handling heavy components, as a pack can weigh over 700 kg in case of heavy-duty vehicles.
Short-circuit hazards also have to be avoided and the process forces and positioning of grippers and tools need to be very precise. The highly sensitive cells and sensors need to be separated but not damaged by mechanical stress or thermal load. Tolerance chains have to be considered in the resulting stress conditions and expansion behaviour.
Looking closer at the LIB design in Fig. 4, the previously described manufacturing process is not reversible due to the applied production methods and materials. The irreversible steps of the manufacturing process require either a non-destructive dismantling technology or a change in the manufacturing process going hand in hand with the redesign of the battery system itself. As the results of the disassembly experiments of LIBs with prismatic cells of Kampker et al. [8] and Schäfer et al. [19] show, there are no such non-destructive dismantling technologies down to cell level with potential for automation. Obviously, adaptions in the design of LIB systems are necessary.
The Main Difficulties of Disassembly of State-of-the-Art LIBs to Cell Level Are:
-
welded electrical connections between cells and welded busbars are hard to separate without removal of material (such as drilling or milling of the contacts)
-
adhesive isolation between the cells and between cell blocks and the cooling plate makes it very difficult to loosen and separate the cells without damaging them
-
the cells must not be harmed in any way (e.g. by penetration or destruction of the outer case, short circuits and deformation due to excessive pressure)
-
in order to exchange an individual cell in the module frame, the compression within in the block should be maintained as the cells expanded during usage
-
the overall SOH within a block should be balanced, which is why the inserted cells’ SOH should fit the SOH of remaining cells
-
corrosion, distortion due to thermal and mechanical loads, altered tolerance chains and thereby induced residual stresses complicate the dismantling
Requirements on Future Designs for Remanufacturing:
LIBs with new designs must be comparable to the state-of-the-art LIBs regarding performance, weight and dimensions. Alternative electrical contacting methods should not have higher electrical resistance than on state-of-the-art batteries. Based on the literature review and analysis of the exemplary LIB system, Table 1 suggests R&D activities regarding innovative materials or integration of functions to improve the potential of future LIB systems for economical remanufacturing scenarios. The overall design should be modular with interfaces for automated disassembly. As few components as possible should be destructed during the disassembly. Inseparable bonds such as welding or gluing should be avoided or at least made in such way that they can be separated.
Based on the above-mentioned requirements, the exemplary design of a state-of-the-art LIB system in Fig. 4 is evaluated regarding suitability for remanufacturing based on the used materials and joining technologies.
The EE-Box including HV-Connector and LV-Connector can be easily removed from the housing even though corrosion over the usage time can complicate the loosening of screws, plugs and clips. Wiring and cable harnesses of the BMS Master and the HV- and LV-module can be disconnected. The design of the topcover and the housing enables an opening of the battery pack.
The busbars for connecting the modules are permanently welded. A separation is only possible with the removal of material (such as drilling or milling of the contacts). To lift out the module (frames) first the screwed connections to the pack housing have to be loosened. The thermal glue or foam between the cell blocks and the cooling plate complicates the removing of the modules and is the cause of possible damages.
Similar to the module level, the welded connections for contacting the cells and CMB cannot be separated non-destructively. Laser cutting of busbars exposes the cells to possible damages from high heat input (risk of fire and reduced efficiency due to chemical reactions in the cell), molten material and debris. Additionally, the adhesive foils between the cells inhibit the separation of cells without mechanical damaging.
5 Discussion of Results
The proposals for remanufacturing friendly design changes made in this paper are partly adaptable to the design introduced in Fig. 4. Function integration of cooling channels in the components involves the risk of undetectable leaking in the system. Better accessibility requires larger installation space. The same applies to the framed plug-in system for cell grouping. Even though the gaps between cells favour ventilation cooling and provide space for the expansion of cells during usage, the greater need for space is a disadvantage compared to cell connection by means of adhesive foils. Alternative materials for thermal isolation with lower adhesion characteristics are subject of current research in the automotive sector. Without adhesive connections and sufficient accessibility, the exchange of cells directly in the pack could be possible without the removal of modules. By developing alternative contacting methods, measurement technology can be integrated for an inline assessment of the quality of the connection and would replace quality control after contacting. [15] In summary, the challenge in implementing remanufacturing friendly design changes is to avoid interference with classical battery system development goals. New LIB designs must be comparable regarding weight and dimensions in order to offer similar power density as state-of-the-art LIBs.
6 Summary and Conclusion
The analysis of the manufacturing process and used materials and joining technologies results, that the current state-of-the art designs of LIB packs like in Fig. 4 do not allow a disassembly down to cell level. The displayed state-of-the-art LIB-design currently allows the exchange of e-parts on pack level. Mainly the adhesive bonds and non-detachable welding connections inhibit dismantling. This paper suggests design modifications regarding better accessibility of components for disassembly, avoidance of adhesive gap fillers or glue and the use of alternative electrical contacting. High potential lies in the contacting methods laser bonding or micro-clinching. Cooling function integration in components or alternative materials for isolation help to reduce the use of glue and require further research activity.
References
Deng, J., Bae, C., Denlinger, A., Miller, T.: Electric vehicles batteries: requirements and challenges. Joule. 4, 511–515 (2020)
Han, X., Lu, L., Zheng, Y., Feng, X., et al.: A review on the key issues of the lithium ion battery degradation among the whole life cycle. eTransportation 1 (2019)
European Commission: Directive 2005/36/EC of the European Parliament and of the Council of 7 September 2005. Off. J. Eur. Union, pp. 216–261 (2006)
European Commission: Proposal for a Regulation of the European Parliament and of the Council concerning batteries and waste batteries. Off. J. Eur. Union (2020)
Engel, H., Hertzke, P., Seccardo, G.: Electric vehicles, second life batteries, and their effect on the power sector. https://www.mckinsey.com/industries/automotive-and-assembly/our-insights/second-life-ev-batteries-the-newest-value-pool-in-energy-storage. Accessed 24 May 2022
Tan, D.H.S., Xu, P., Chen, Z.: Enabling sustainable critical materials for battery storage through efficient recycling and improved design: a perspective. MRS Energy Sustain 7(1), 1–13 (2020). https://doi.org/10.1557/mre.2020.31
Szombathy, M.: Das Recycling von Altbatterien ist ein entscheidender Zukunftsmarkt, https://recyclingportal.eu/Archive/45716. Accessed 13 Dec 2021
Kampker, A., Wessel, S., Fiedler, F., Maltoni, F.: Battery pack remanufacturing process up to cell level with sorting and repurposing of battery cells. J. Remanuf. 11(1), 1–23 (2020). https://doi.org/10.1007/s13243-020-00088-6
Mathew, M., Kong, Q.H., McGrory, J., Fowler, M.: Simulation of lithium ion battery replacement in a battery pack for application in electric vehicles. J. Power Sources 349, 94–104 (2017)
Alfaro-Algaba, M., Ramirez, F.J.: Techno-economic and environmental disassembly planning of lithium-ion electric vehicle battery packs for remanufacturing. Resour. Conserv. Recycl. 154 (2020)
Kampker, A., Hollah, A., Kreisköther, K., Lienemann, C.: CoFAT 2016-Electromobile Remanufacturing-Nutzenpotenziale für batterieelektrische Fahrzeuge. In: Presented at the Conference on Future Automotive Technology (2016)
Why Tesla Is So Interested In “Cell-To-Pack” Batteries. https://jalopnik.com/why-tesla-is-so-interested-in-cell-to-pack-batteries-1843463349. Accessed 21 Dec 2021
Kampker, A., Heimes, H., Lienemann, C., Grauel, D., Jones, M.: Development of a novel remanufacturing architecture for lithium-ion battery packs. In: Electric Vehicles International Conference (EV), pp. 1–6 (2017)
Hanley, S.: Nissan begins offering remanufactured batteries for LEAF. https://cleantechnica.com/2018/05/15/nissan-begins-offering-remanufactured-batteries-for-leaf/. Accessed 6 Jan 2022
Michaelis, D., Rahimzei, E., Kampker, P., Heimes, H. et al.: Roadmap Batterie-Produktionsmittel 2030 - Update 2020. VDMA Batterieproduktion (2021)
Heimes, H., Kampker, A., Offermanns, C., Kreisköther, K., et al.: Recycling von Lithium-Ionen-Batterien. PEM RWTH Aachen University, BLB TU Braunschweig und VDMA, Frankfurt am Main (2021)
Arno, K., Hagelüken, C., Kohl, H., Buchert, M. et al.: Ressourcenschonende Batteriekreisläufe – mit Circular Economy die Elektromobilität antreiben. acatech - Deutsche Akademie der Technikwissenschaften (2020)
Second Life oder Recycling? BattMAN rettet Batterien vor ungerecht frühem Lebensende!. https://www.audi-mediacenter.com:443/de/pressemitteilungen/second-life-oder-recycling-battman-rettet-batterien-vor-ungerecht-fruehem-lebensende-14304. Accessed 7 June 2022
Schäfer, J., Singer, R., Hofmann, J., Fleischer, J.: Challenges and solutions of automated disassembly and condition-based remanufacturing of lithium-ion battery modules for a circular economy. Procedia Manuf. 43, 614–619 (2020)
Reich, U.: Freie Fahrt für den Wärmetransport, https://www.fst.com/de/corporate/newsroom/pressemitteilungen/2020/freudenberg-thermoconelastomer-presse/. Accessed 7 June 2022
Kampker, A., Heimes, H.H., Ordung, M., Lienemann, C., Hollah, A., Sarovic, N.: Evaluation of a remanufacturing for lithium ion batteries from electric cars. Int. J. Mech. Mechatron. Eng. 10, 1929–1935 (2016)
Das, A., Li, D., Williams, D., Greenwood, D.: Joining technologies for automotive battery systems manufacturing. World Electr. Veh. J. 9 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Graner, M., Heieck, F., Fill, A., Birke, P., Hammami, W., Litty, K. (2023). Requirements for a Process to Remanufacture EV Battery Packs Down to Cell Level and Necessary Design Modifications. In: Kiefl, N., Wulle, F., Ackermann, C., Holder, D. (eds) Advances in Automotive Production Technology – Towards Software-Defined Manufacturing and Resilient Supply Chains. SCAP 2022. ARENA2036. Springer, Cham. https://doi.org/10.1007/978-3-031-27933-1_35
Download citation
DOI: https://doi.org/10.1007/978-3-031-27933-1_35
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-27932-4
Online ISBN: 978-3-031-27933-1
eBook Packages: EngineeringEngineering (R0)