
Abstract
Wear is progressive deterioration of machine components by the loss of weight and shape results in generation of wear debris. For the analysis of these wear debris, ferrography method is widely used. This method was successfully used to examine the condition monitoring of martial aircraft engines, gearboxes, bearings, heavy earth moving machineries, turbines etc. Ferrographic condition monitoring as a preventive maintenance done by collecting oil sample. Ferrogram’s images taken under a microscope for monitoring wear particle contamination of these oil samples. Both qualitative and quantitative analysis of the wear particles was done from these image analyses. Novelty of this research work is use of hot ferrography for getting detailed information about machine health condition. A detailed Excel sheet containing information about the size distribution of wear particles in terms of count, area, perimeter, aspect ratio, and mean diameter was created using data from the Olympus microscope software and a ferrogram. From this data, wear mode, its source, mechanism can be easily detected.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Condition monitoring is now a days playing an significant role as a preventive maintenance (PM) [1] in various industries such as manufacturing, food processing, robotics, aerospace systems, advanced combustion engines, mining, metalworking processes, and packaging. Condition monitoring [2] of machines improves quality of product as well as improves the overall equipment effectiveness and prevents sudden shutdowns. Condition monitoring monitors important parameters like pressure, temperature, wear debris characteristics in terms of area, parameter, count, etc. gives signals that a failure is imminent. This suggests whether to go for scheduled maintenance or the replacement of parts to prevent consequential damages to whole unit. Thus, it improves health of machine parts. Figure 1 shows applying the proper priority [3] to corrective repair work orders depends on the type of condition monitoring technology used to find the problem, the amount of energy the problem is emitting, and the P-F Curve Interval.

Types of condition monitoring methods and their P-F curve
Advantages of using preventive condition monitoring methods are shown in Fig 2. From this figure, by adopting these methods, availability, and reliability of the system components improved which avoids catastrophic failure [4].

Advantages of preventive maintenance by condition monitoring methods
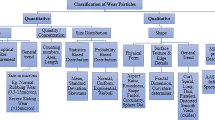
Here, ferrographic oil analysis for condition monitoring was primarily taken into account. By separating the ferrous wear particles [5] from the lubricating oil, ferrography studies the particle wear on machine components. The results can be used to forecast and identify malfunctions in machinery. Both a quantitative and a qualitative approach are used in ferrography. Both are crucial for identifying the underlying reasons behind machine component failure. Quantitative analysis is performed using direct reading ferrography to determine the concentration of wear particles. For qualitative analysis, analytical ferrography is used to examine the morphology of wear particles (number, shape, size, and mechanism of wear).
For condition monitoring by ferrographic oil analysis, all the factors shown in Fig. 3 are considered and accordingly experimentation can be decided.

Wear measurement parameters
Hot Ferrography
Ferrographic analysis done for the oil collected at elevated temperature operating condition immediately after experiment was over is known as hot ferrography. At elevated temperature under specified operating conditions, oil was collected and detailed oil analysis carried out for examination of wear particle analysis their shape, size, and characteristics. When temperature was raised, the clear image is visible showing shape, size, texture, and colour under microscopic study. Thus, qualitative and quantitative analysis will give efficient results to predict about machine health condition [6].
Experimentation
To conduct the experiments, Taguchi's L27 OA [7, 8] was used. Pressure, temperature, and rotational speed all varied. Following the conclusion of the experiment, oil samples were immediately taken and processed by a DR ferrograph to determine the quantity of wear particles. Amount of large and small wear particles are shown in DL and DS. Further investigation using a ferrogram and an optical microscope was necessary when it exceeded 90 (Fig. 4).

Experimental procedure followed in hot ferrography
Oil samples collected from experiments were processed by direct reading (DR) ferrograph. Data obtained from this analysis is tabulated in Table 1.
Wear severity is calculated by the following formulae 1and 2:-
DL: Reading of large particles quantity,
DS: Reading of small particles quantity,
(DL + DS) gives concentration of wear particles.
(DL – DS) gives size distribution of particles.
Figures 5 and 6 are plotted for getting increasing or decreasing trend for WPC and WSI with respect to usage of lubricating oil.

WPC for 27 oil samples

WSI for 27 oil samples
The graph shows that increasing the applied load and temperature causes an increase in wear [9]. This behaviour is produced by thermal softening [10] which leads to loosening of the metal matrix, and ultimately, an increase in wear particles.
As for all 27 experiments values of DL and DS are greater than 90. Ferrogram slides were prepared. These ferrogram slides placed under Olympus microscope having 50x, 100x, 200x magnifying lens. By selecting 50x magnifying lens, images of ferrogram slide’s regions were captured. These captured images were thresholded and data about wear particle count, area, perimeter, aspect ratio and mean diameter was generated from Olympus software in the form of Excel sheet as shown in Fig. 7. This micrograph data of slide 1 is tabulated in Table 2, 3.

Micrographs of slide 1 (Elevated temperature under lubricated condition)
The number of wear particle particles obtained at elevated temperatures [11, 12] is greater than the number obtained at ambient temperature. As there is rise in temperature, the metal matrix softens, ensuing increase in the number of wear particles [9].
For all 27 ferrograms, wear particle count, area, perimeter, aspect ratio and mean diameter data obtained is summarized in Table 3.
As compared to ambient temperature condition, elevated temperature condition’s captured images were clearer to identify mode of wear and wear particle types shown in Fig. 8. As temperature goes high, there is visibility of distinct colours regarding wear particles.

Micrographs of slides (Lubricated condition at elevated temperature)
More than 25 images are taken for each slide, and respective data was obtained for further analysis regarding wear particles morphological characteristics. These snapshots are compared with standard book of Atlas for wear particle.
Hence by adopting hot ferrography, more clear data and characteristics about wear particles can be obtained. This data is more reliable and gives accurate information regarding type of wear particle, shape, colour, and dimensions of wear particle, etc.
From Fig. 8, variety of wear particles is obtained from sliding wear are tabulated in Table 4.
From the shape and colour, type of wear particle, its mode and shape can be identified in detail with the help of hot ferrography. At the elevated temperature, black oxide, blue oxide, and red oxide particles are also clearly observed. This helps in machine health monitoring easily and effectively.
Conclusions
Predictive maintenance programmes such as used oil analysis help to avert costly equipment, engine, and gear-train breakdowns by identifying changes in equipment lubricant quality as well as wear particle analysis present in oil. From this study, it is concluded that, condition monitoring by hot ferrography method is very useful for determining health of machineries. Understanding elevated temperature tribology of metals in an oxidizing environment entail investigating non-steady states and time-dependent processes that can influence surface degradation. This might result in the partitioning of frictional work into surface wear and damage. By hot ferrography method, clear and distinguish colour of wear particles are observed. From micrographs obtained using microscope, qualitative analysis of wear particles is possible. More wear was seen as the metal matrix softened under elevated temperature operating conditions. Use of oil filter, scheduled filteration of oil, change of oil as per contamination of wear particles are the preventive measures for health monitoring of machines.
References
D. Baglee, E. Jantunen, Can equipment failure modes support the use of a condition based maintenance strategy. Procedia CIRP. 22, 87–91 (2014)
L. Ping, H.E. Powrie, R.J.K. Wood, T.J. Harvey, N.R. Harris, Early wear detection and its significance for condition monitoring. Tribol. Int. 159, 106946 (2021)
S.N. Kamble, B. Rajiv, Critical analysis of machine condition monitoring by using risk priority number and analytical hierarchy process. J Failure Anal Prevent. 22(2), 623–632 (2022)
S.N. Kamble, B. Rajiv, Significance of risk priority number in machine condition monitoring. Mater Today: Proc. 50, 1930–1935 (2022)
S. Raadnui, Condition monitoring of worm gear wear and wear particle analysis of industrial worm gear set. Wear. 476, 203687 (2021)
S. Kumar, D. Goyal, R.K. Dang, S.S. Dhami, B.S. Pabla, Condition based maintenance of bearings and gears for fault detection–A review. Mater Today: Proc. 5(2), 6128–6137 (2018)
O.G. Ehibor, B.N.G. Aliemeke, Optimization of process parameters of surface roughness and material removal rate on orthogonal turning of AISI 1045 carbon steel using Taguchi technique, Industrial Engineering Letters, pp 16–25. (2021)
T.R. Hemanth Kumar, R.P. Swamy, T.K. Chandrashekar, An experimental investigation on wear test parameters of metal matrix composites using taguchi technique. Indian J. Eng. Mater. Sci. 20, 329–333 (2013)
N.L. Parthasarathi, U. Borah, S.K. Albert, Effect of temperature on sliding wear of AISI 316 L (N) stainless steel–analysis of measured wear and surface roughness of wear tracks. Mater. Des. 51, 676–682 (2013)
J. Peter, Blau, elevated—temperature tribology of metallic materials. Tribol. Int. 43, 1203–1208 (2010)
N. Al-Araji, H. Sarhan, Effect of temperature on sliding wear mechanism under lubricated conditions. Int. J. Eng. 5, 176–184 (2011)
Arindam Roy Goswami, Santanu Sardar, Santanu Kumar Karmakar, Temperature rise and wear of sliding contact of alloy steels, International conference in mechanical engineering. AIP Conf. Proc. 1754, 1–6 (2016)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kamble, S.N., Rajiv, B. Size Distribution of Wear Particles by Area and Perimeter Using Hot Ferrography. J Fail. Anal. and Preven. 24, 538–546 (2024). https://doi.org/10.1007/s11668-024-01855-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-024-01855-4