
Abstract
In plasma spraying, compared to other thermal spraying process variants, only a small part of the available energy is used to build up a coating. Another peculiarity of this process is the relatively strong oxidation of the sprayed metallic particles, caused by the high temperatures and turbulent flow of the plasma jet in combination with the ambient air. A promising solution for increasing energy efficiency is a solid shroud that surrounds the plasma jet and thus prevents air entrainments from mixing with the plasma gas. The primary goal of this study is to develop a numerical model to investigate the effect of an external fixed nozzle extension on the plasma jet as a shroud in case of a multi-arc plasma generator. To this end, the existing simulation models of the plasma jet from the previous works of the authors were extended to model a solid nozzle extension at the outlet of a three-arc plasma generator. The developed parametrized model can be used to optimize the geometry of the nozzle extension based on experimental measurements to adapt it to the flow conditions of the plasma jet. The results revealed that the plasma temperature could be increased using the nozzle extension even with relatively cold process parameters, thereby raising the energy efficiency to melt the particles in plasma spraying.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Atmospheric Plasma Spraying (APS) utilizes a high-energy heat source to melt and accelerate the feedstock particles and hence, efficient energy conversion is a crucial aspect in this process. The high energy demand for building up the coatings is one downside of the APS compared to other thermal spraying process variants. Less than 5% of the energy available in the plasma jet is used for the acceleration and melting of the particles (Ref 1), (Ref 2). With an energy requirement of 9-22 kWh per kilogram of molten powder particles, APS requires roughly twenty times the energy of wire arc spraying, which uses between 0.2 and 0.4 kWh per kilogram of feedstock material (Ref 3). Another characteristic of APS is the relatively strong oxidation of the sprayed particles, which is caused by the high plasma temperatures and the surrounding atmospheric oxygen (Ref 4).
High velocity differences between the plasma jet and the surrounding fluid lead to high shear forces and thus to the formation of cold air vortices directly at the nozzle outlet. These are carried downstream with the flow, while continuously reforming at the nozzle exit and carrying cold ambient air into the plasma jet. Furthermore, the substantial density difference between plasma gas and ambient air is expected to cause turbulence while also delaying the mixing and diffusion process in the plasma jet (Ref 5). A diffusion of these vortices takes place downstream of the flow that results in cold air entrainments within the plasma jet, see Fig. 1. The subsequent mixing of these air inclusions with the plasma gas leads to rapid cooling of the plasma jet. Finally, this results in the low degree of energy utilization in the APS process (Ref 6).

Different areas of the plasma jet according to (Ref 5)
Due to the aforementioned phenomena, some research works have focused on developing gas shroud systems as a nozzle attachment for plasma spraying. Morks et al. (Ref 7) have investigated the oxidation of a NiCr bond coating during air plasma spraying by designing a gas shroud system for the plasma torch nozzle. They showed that the shroud system could reduce the oxidation of NiCr particles during the spray process, whereas the argon gas shroud reduced the coating hardness. In another study, the coating oxidation and porosity differences for nitrogen and compressed air shrouding systems using a single-cathode plasma generator have been explored by Planche et al. (Ref 8). They concluded that the coating porosity with both gas shrouding systems is approximately similar, while the oxygen mass fraction of the coatings sprayed with air gas shrouding is drastically higher than in the coatings sprayed with inert gas shrouding. Moreover, a few studies have been conducted for torch nozzle modifications to nearly tailor the flow to de Laval nozzles. For instance, Matthews (Ref 9) studied the influence of a gas-film cooling concept on the effectiveness of a solid conical copper shroud with an overall length of 90 mm in the example of Ni-20Cr plasma sprayed coatings. Kim et al. (Ref 10) employed a nitrogen shrouded plasma spraying to minimize the crystallization of bulk metallic glasses. Common to these works is that by separating the plasma jet from the surrounding atmosphere, a higher plasma temperature and potentially a reduction in the oxygen content of the particles is to be achieved. A few studies have shown these effects by numerical simulations. For example, Jankovic and Mostaghimi (Ref 11) developed a 2D model for an anode nozzle that simultaneously generates a protective gas mantle. They concluded that an adapted shape, which follows the streamlines of the fluid, further increases the plasma temperatures and velocities. These results could also be proven experimentally (Ref 12). However, 2D simulations do not allow investigating the interaction between plasma and particles. Wang et al. (Ref 13) modeled the influence of shroud length on the plasma jet properties for a cylindrical solid shroud. They concluded that, in order to significantly reduce the amount of entrained air in the plasma and, consequently, limit in-flight particle oxidation, the shroud length should be long enough to keep the distance between the shroud and the substrate to less than 20 mm. Gawne et al. (Ref 14) developed a simplified model based on energy conservation and wall functions to predict the effect of a substrate, solid shield and gas shroud on the temperature and velocity profiles of the plasma jet. They found that the substrate has a great effect on the last 20 mm of the jet. The axial gas velocity dropped sharply in this area, and the jet was deflected sideways. The diameter of the high temperature zone on the substrate was greatly increased by the divergence of the high plasma gases and the conversion of the kinetic energy of the plasma jet into thermal energy. Liu et al. (Ref 15) developed numerical simulations to investigate the effect of the shield design on plasma flame properties, and to analyze the optimal range of shield divergence angle and length based on the flame characteristics. They concluded that the usage of conical shield with divergence angle of 5.5° and 90 mm in length is effective to form a low-oxygen and high-temperature region in the plasma flame. It should be mentioned that conventional single-cathode plasma generators were used in the above reviewed studies and the investigation of multi-arc plasma systems in this context is still limited.
The main drawback of a solid shroud is the fully molten particles that can stick on the solid shroud wall and can lead to partial clogging of the shroud (Ref 16). In general, clogging with fully molten particles can be prevented by choosing appropriate geometrical parameters for the shroud, including divergent angle and length, in relation to the particle injection parameters. Furthermore, correct adjustment of the injection flow rate of the spray powder can help to prevent buildup of powder on the inner shroud walls during spraying.
In principle, the shape of the fixed shroud should be adjusted for each set of process parameters to obtain the least mixing of the plasma jet with the ambient air. However, specific optimization of the geometry has yet rarely been studied directly in order to adapt it to the flow conditions and thus increase the energy efficiency of plasma spraying. The first step to this end is to develop a parametrized numerical model of the plasma jet with a nozzle extension. Such a numerical model can allow the investigation of the effect of different process parameters as well as the geometry of the nozzle extension on the plasma flow. Therefore, the major purpose of the current research study is to create a numerical model that will be used to explore the influence of an external fixed nozzle extension on the plasma jet as a shroud during multi-arc plasma spraying.
Numerical Modeling
The simulations in this work are based on a previous numerical model developed at the Surface Engineering Institute to replicate the plasma spraying process of a cascaded three-cathode plasma generator. The APS process is categorized into some sub-processes that are modeled individually to decrease the model complexity of the total system as well as to resolve distinct physical phenomena and a wide variety of time and length scales. The plasma generator model and the plasma jet model are two sub-models that are relevant to this study. These sub-models are explained in the following sections.
Plasma Generator
The plasma generator considered in this work is the TriplexPro™-210 from Oerlikon Metco, Kelsterbach, Germany. In this model, the calculations are based on the continuum approach under the assumption that the plasma is in local thermodynamic and chemical equilibrium. The local thermodynamic equilibrium (LTE) assumption is coupled with the assumption of local chemical equilibrium (LCE). This approach deals with the macroscopic amounts of plasma flow and does not consider the local changes in electrons and heavy ions attributes. Deviations from LTE occur in particular at the fringes of the plasma plume, where the plasma jet is fully turbulent, or at the plasma-electrode interfaces (Ref 17). Models based on the LTE approximation assume that electron and heavy ion temperatures are identical. This assumption causes the electrical conductivity of the plasma gas at the plasma-electrode interface to become too low to allow sufficient current flow. In this work, the interruption of the current flow at the anode side is prevented by assigning an artificial electrical conductivity to the elements near to the anode surface.
The computational domain and boundary conditions of the plasma generator model are presented in Fig. 2. The three-arc plasma generator has a three-fold axial symmetry that enables one-third of the entire geometry to be used as the computational domain. The bounding planes of the chosen computational domain were defined as interfaces with rotational periodicity with an angle of 120°. The periodic options enable a simplified geometry to be used if the full problem features multiple symmetrical regions. The turbulence inside the plasma generator and the plasma jet was calculated using a two-equation Shear Stress Transport (SST) turbulence model. The temperature and velocity profiles, as well as the profiles of turbulent kinetic energy and turbulent eddy dissipation, were determined at the plasma generator outlet. Please refer to (Ref 18) for further details of the plasma generator model used in this study.

Computational domain and boundary conditions of the plasma generator model (Ref 18). Numerical Study on Plasma Jet and Particle Behavior in Multi-arc Plasma Spraying, K. Bobzin et al., Journal of Thermal Spray Technology, Springer Nature, 2017, reproduced with permission from SNCSC
Plasma Jet and Nozzle Extension
By employing the calculated profiles of the plasma generator model right at the nozzle exit as a boundary condition at the inlet of the plasma jet model, the two sub-models are coupled. The influences of the particles on the plasma velocity and temperature fields were incorporated in the plasma jet model in a fully coupled manner for an accurate representation of the plasma-particle interaction in plasma spraying. Plasma arcs in multi-arc plasma spraying exhibit stable positions with little fluctuations, unlike conventional single-arc plasma spraying systems. This allows a steady-state modeling of the multi-arc plasma generator. However, due to the occurring turbulences and entrainment of the ambient atmosphere into the plasma jet, the behavior of the plasma jet together with the plasma-particle interaction is not fully steady. In turbulence modeling, it is common to use a steady-state approach to reduce the computational cost by using averaging techniques such as the Reynolds-averaged Navier-Stokes (RANS) method, which is based on the solutions of the approximations of the time-averaged Navier-Stokes equations. Therefore, in this study the SST model, which belongs to the RANS technique, was used to simulate turbulence in both the plasma generator and the plasma jet models. This of course comes with some simplifications, since turbulence is a transient chaotic phenomenon. A thorough description of the numerical modeling used in this study is available in Ref 19, Ref 20. Furthermore, an experimental validation of the plasma generator and the plasma jet models was conducted in a previous study (Ref 18).
The aforementioned plasma jet model has been further developed in this study to model a fixed nozzle extension in plasma spraying. The setup of the boundary conditions of the plasma jet with a nozzle extension is presented in Fig. 3. For the simulation of the particle-plasma interaction, the calculated number of particle trajectories was set to 2,000. This work focusses on the multi-arc plasma spraying of ceramic feedstock materials. Alumina is used in the simulations as an example for ceramic feedstock materials because its material data are more available in the literature. Specific heat capacity of this feedstock material is described as temperature and physical state dependent using NASA polynomials. The enthalpies of the corresponding states at melting and boiling temperatures are used to calculate the values of latent heat of fusion and boiling. The enthalpy values are calculated also by using NASA polynomials (Ref 21). For the sake of simplicity, a constant thermal conductivity of κ = 6 W/mK, which corresponds to the value at higher temperatures, is employed in this study for the alumina feedstock material. Particles are injected into the computational domain over the injection inlet with defined mass flow rate, initial velocity, and size distributions in spherical forms. The numerical modeling considers the particle trajectories and dependent changes in their temperature, velocity, size, and thermophysical state (solid, liquid, gas).

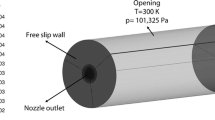
(a) Setup of the boundary conditions of the plasma jet model and (b) technical drawing of the simulated nozzle extension
A conical nozzle extension at the constant temperature of T = 300 K is considered directly at the nozzle outlet of the plasma generator. The length of this solid shroud is set to L = 70 mm. The process parameters used for different simulations of the prior plasma generator model as well as the plasma jet are mentioned in Table 1. All simulations were conducted in parallel on High Performance Computing (HPC) workstation of RWTH university with up to 24 processors, using the commercial Computational Fluid Dynamics (CFD) software package ANSYS CFX version 21.2 (ANSYS, Inc., Canonsburg, USA).
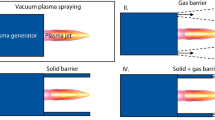
Simulations were also performed without nozzle extension to compare the behavior of the plasma jet to that of a conventional nozzle. For this purpose, the boundary condition of the nozzle extension in Fig. 3 was set to opening at T = 300 K and P = 101.325 Pa in another simulation.
Results and Discussion
In comparison with other thermal spraying process variants, plasma spraying utilizes just a small portion of the available energy to build up a coating. The high energy requirement for coating build-up is one of the main drawbacks of the APS. A promising solution for increasing energy efficiency in plasma spraying is developing a solid shroud that surrounds the plasma jet. This approach can prevent air entrainments from mixing with the plasma gas and consequently can increase the plasma temperature and velocity. As a result of eliminating cold air entrainments, lower energy is required to melt the feedstock particles in the plasma jet. In the following, the results of the developed numerical model of the plasma jet with a shroud system are presented and discussed.
Figure 4 shows the distributions of the plasma temperatures in case of (a) without nozzle extension and (b) with nozzle extension. The nozzle extension has increased the range of elevated temperatures in comparison with the conventional nozzle, while the maximum plasma temperature is almost the same in both cases. It is evident that the plasma jet in the presence of the shroud has been prolonged and enlarged, hence the exemplary shown particle trajectories could stay more in the high temperature regions of the plasma core. An asymmetric temperature distribution can be observed in both cases. This is caused by the radial injection of the particles including the carrier gas. In case of the nozzle extension, this effect is more prominent due to the larger plasma jet. It should be noted that the three-arc plasma generator in this work is supplied with a single particle injector. In case of using multiple particle injectors, the form of temperature distribution in the plasma jet may be different.

Distributions of plasma gas temperatures (a) without nozzle extension and (b) with nozzle extension
The distribution of the plasma gas velocities is depicted in Fig. 5 in case of (a) without nozzle extension and (b) with nozzle extension. The difference in gas velocity for the two nozzles is not quite significant. When comparing the flow velocities at the periphery of the particle trajectories in the plasma jet, a minor increase in velocity profile in z direction as well as alongside the solid shroud in y direction can be observed in case of the nozzle extension. The relatively minor increase in plasma velocities in case of a nozzle extension can be justified with respect to the continuity equation for incompressible fluids. Since the fixed shroud narrows down the cross section area of the flow compared to the case without nozzle extension, the velocity of the fluid must increase. Furthermore, prevention of air entrainments into the plasma jet leads to higher temperatures and velocities.

Distributions of plasma gas velocities (a) without nozzle extension and (b) with nozzle extension
A main characteristic of APS is the relatively strong oxidation of the sprayed metallic particles, which is caused by the penetration of the surrounding atmospheric oxygen. The oxidation of the particles during plasma spraying leads to degradation in the coating corrosion and wear resistance of the resulted coating. In the developed numerical model, the effect of the nozzle extension on the penetration of the surrounding air in the plasma jet has been studied. The distributions of the air mass fractions in case of (a) without nozzle extension and (b) with nozzle extension are shown in Fig. 6. It is clear that the walls of the shroud could avoid the air entrainments inside the plasma jet. In the case of the conventional nozzle, this mixing and dilution with the ambient air leads to a decrease in temperature and velocity along the jet axis, while the plasma jet is predominantly made of air at typical spray distances. The potential for reducing the oxidation of metallic particles by the development of the solid shroud can be inferred from the results of the air mass fraction distributions.

Distributions of air mass fractions (a) without nozzle extension and (b) with nozzle extension
Figure 7 shows the histogram of (a) particle temperatures and (b) particle velocities with and without nozzle extension at the spray distance of \(y=100 \mathrm{mm}\) for the argon flow rate of \({Q}_{\mathrm{Ar}}=50 SLPM\) and electric current of \(I=500 A\). Figure 7(a) shows that in the presence of the solid shroud, particle temperatures rise significantly. The results of the particle temperatures show that a large proportion of the particles have attained the boiling temperature of alumina, which equals Tm ≈ 3,300 K. This indicates the significant effect of the solid shroud on the particle temperatures, which demands for adjusting the process parameters such as the electric current. The results demonstrate that much less energy is required to melt the particles with a solid shroud.

Histogram of (a) particle temperatures and (b) particle velocities with and without nozzle extension at the spray distance of \(y=100 \mathrm{mm}\) for the argon flow rate of \({Q}_{\mathrm{Ar}}=50 \mathrm{SLPM}\) and electric current of \(I=500 \mathrm{A}\)
Figure 7(b) shows that the peak of particle velocities is shifted to the right in case of nozzle extension compared to that without nozzle extension, indicating a relatively minor increase in particle velocities. Furthermore, it is evident that in the presence of the solid shroud, particle temperatures rise significantly higher than velocities. This is in agreement with the effect of the solid shroud on temperatures and velocities of the plasma gas, presented in Figs. 4 and 5.
The above results demonstrated that the process parameters must be adjusted in case of using a nozzle extension to avoid vaporization of the particles. Therefore, another simulation has been conducted to analyze the effect of the solid shroud on particle properties with cold parameters. Figure 8 shows the histogram of (a) particle temperatures and (b) particle velocities with and without nozzle extension at the spray distance of \(y=100 mm\) for the argon flow rate of \({Q}_{\mathrm{Ar}}=42 \mathrm{SLPM}\) and electric current of \(I=380 \mathrm{A}\). The results of the particle temperatures in Fig. 8(a) show that, despite of the relatively cold process parameters, a significant portion of particle temperatures are above the melting temperature of alumina in case of the solid shroud. Figure 8(b) indicates that the particle velocities are decreased compared to the previous simulation, while nozzle extension similarly causes an increase in particle velocities. The results of the particle properties with the adjusted process parameters demonstrate that the solid nozzle extension can significantly contribute to the efficiency of the plasma spraying process in terms of energy saving.

Histogram of (a) particle temperatures and (b) particle velocities with and without nozzle extension at the spray distance of \(y=100 \mathrm{mm}\) for the argon flow rate of \({Q}_{\mathrm{Ar}}=42 \mathrm{SLPM}\) and electric current of \(I=380 \mathrm{A}\)
Conclusions and Outlook
In plasma spraying, compared to other thermal spraying process variants, only a small part of the available energy is used to build up a coating. Another peculiarity of this process is the relatively strong oxidation of the sprayed metallic particles, caused by the high temperatures and turbulent flow of the plasma jet in combination with the ambient air. A promising solution for increasing energy efficiency is a solid shroud that surrounds the plasma jet and thus prevents air entrainments from mixing with the plasma gas. In the context of this study, a fixed nozzle shroud has been modeled for a cascaded three-arc plasma generator in plasma spraying process. Based on the numerical analysis, the solid shroud resulted in a prolonged plasma jet and therefore, the particles attained a substantially greater temperature. This required adjusting the process parameters in case of a solid shroud, in a way that the energy efficiency of the plasma spraying process could be enhanced. The difference in plasma gas velocity for the two nozzles was not quite significant, but a minor increase in radial velocity profile could be observed alongside the solid shroud at the particle periphery. The results of the temperatures and velocities of the particles agreed well with those of plasma gas, indicating a large rise in particle temperature and a relatively moderate increase in particle velocities. Furthermore, the nozzle extension significantly reduced air entrainments in the plasma jet, preventing the oxidation of metallic particles.
The developed model can be used as a tool to optimize the geometry of the nozzle extension with respect to different process parameters. Moreover, in order to analyze the mixing of the plasma flow with the ambient and possible backflow of the plasma gas at the outlet of the nozzle extension, the model can be further developed to simulate the solid shroud inside a simulation enclosure. With this approach, the effect of the shroud on the turbulence of the flow as well as the heat transfer from the plasma flow to the shroud and to the ambient can also be investigated. Following this, the numerically developed solid shroud should be constructed and the simulation results should be validated with experimental measurements.
Abbreviations
- APS:
-
Atmospheric plasma spraying
- CFD:
-
Computational fluid dynamics
- HPC:
-
High performance computing
- LCE:
-
Local chemical equilibrium
- LTE:
-
Local thermodynamic equilibrium
- RANS:
-
Reynolds-averaged Navier-Stokes
- SST:
-
Shear stress transport
References
J.R. Fincke, W.D. Swank and D.C. Haggard, Plasma Spraying of Alumina: Plasma and Particle Flow Fields, Plasma Chem. Plasma Process., 1993, 13(4), p 579-600.
K. Taheri, M. Elhoriny, M. Plachetta and R. Gadow, Thermodynamic Analysis of Resources Used in Thermal Spray Processes: Energy and Exergy Methods, Entropy, 2016, 18(7), p 237.
M.L. Thorpe, Thermal Spray Industry in Transition, Adv. Mater. Processes, 1993, 143(5), p 50-56.
R.B. Heimann, Plasma Spray Coating: Principles and Applications, 2nd ed. Wiley-VCH, Weinheim, 2008.
E. Pfender, J. Fincke and R. Spores, Entrainment of Cold Gas into Thermal Plasma Jets, Plasma Chem. Plasma Process., 1991, 11(4), p 529-543.
P. Fauchais, Understanding Plasma Spraying, Plasma Chem. Plasma Process., 2004, 37(9), p R86-R108.
M.F. Morks and C.C. Berndt, Corrosion and Oxidation Properties of Nicr Coatings Sprayed in Presence of Gas Shroud System, Appl. Surf. Sci., 2010, 256(13), p 4322-4327.
M.P. Planche, H. Liao and C. Coddet, Oxidation Control in Atmospheric Plasma Spraying Coating, Surf. Coat. Technol., 2007, 202(1), p 69-76.
S. Matthews, Shrouded Plasma Spray of Ni-20Cr Coatings Utilizing Internal Shroud Film Cooling, Surf. Coat. Technol., 2014, 249, p 56-74.
J. Kim, K. Kang, S. Yoon and C. Lee, Enhancement of Metallic Glass Properties of Cu-Based Bmg Coating By Shroud Plasma Spraying, Surf. Coat. Technol., 2011, 205(8-9), p 3020-3026.
M. Jankovic and J. Mostaghimi, A New Nozzle Design For Dc Plasma Spray Guns, Plasma Chem Plasma Process, 1995, 15(4), p 607-628.
M. Jankovic, J. Mostaghimi and V. Pershin, Design of a New Nozzle For Direct Current Plasma Guns With Improved Spraying Parameters, J. Therm. Spray Technol., 2000, 9(1), p 114-120.
H.-X. Wang, X. Chen and W. Pan, Effects of the Length of a Cylindrical Solid Shield on the Entrainment of Ambient Air into Turbulent and Laminar Impinging Argon Plasma Jets, Plasma Chem. Plasma Process., 2008, 28(1), p 85-105.
D.T. Gawne, T. Zhang and B. Liu, Computational Analysis of the Influence of a Substrate, Solid Shield and Gas Shroud on the Flow Field of a Plasma Jet, Surf. Coat. Technol., 2002, 153(2-3), p 138-147.
T. Liu, L. Zheng and H. Zhang, Effect of Solid Shield on Coating Properties in Atmospheric Plasma Spray Process, J. Therm. Spray. Tech., 2016, 25(8), p 1502-1515.
P.L. Fauchais, J.V. Heberlein and M.I. Boulos, Thermal Spray Fundamentals: From Powder to Part, Springer, New York, 2014.
J.P. Trelles, C. Chazelas, A. Vardelle and J.V.R. Heberlein, Arc Plasma Torch Modeling, J. Therm. Spray Tech., 2009, 18(5-6), p 728-752.
K. Bobzin, M. Öte, J. Schein and S. Zimmermann, Numerical Study on Plasma Jet and Particle Behavior in Multi-Arc Plasma Spraying, J. Therm. Spray Tech., 2017, 26(5), p 811-830.
M. Öte, Understanding Multi-Arc Plasma Spraying, Dissertation, RWTH Aachen; Shaker Verlag.
K. Bobzin and M. Öte, Modeling Plasma-Particle Interaction in Multi-Arc Plasma Spraying, J. Therm. Spray Tech., 2017, 26(3), p 279-291.
A. Burcat, B. Ruscic, and Chemistry, Third millenium ideal gas and condensed phase thermochemical database for combustion (with update from active thermochemical tables) (2005).
Acknowledgments
This work was based on the DFG project BO 1979/79-1 with the project number 442323795 entitled “Increasing the energy efficiency of plasma spraying by means of simulation-based process development.” The authors gratefully acknowledge the financial support of the German Research Foundation (DFG). Simulations were performed with computing resources granted by RWTH Aachen University under the project rwth0570 and rwth1204.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4-6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bobzin, K., Heinemann, H. & Dokhanchi, S.R. Numerical Investigation of the Effect of a Nozzle Extension on the Plasma Jet in Multi-Arc Plasma Spraying. J Therm Spray Tech 32, 1856–1863 (2023). https://doi.org/10.1007/s11666-023-01588-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-023-01588-0