
Abstract
Process monitoring and control methods during direct metal deposition (DMD) ensure consistent manufacturing quality of the product. Naturally occurring optical process emissions provide selective and specific element lines, which can be investigated by optical spectrometers. However, DMD processes are mainly characterized by thermal conduction. Hence, the resulting optical emission lines have low intensities. The aim of this work is to investigate the spectral lines and determine the required resolution of the spectrometer. Two spectrometers coupled by a bifurcated optical fiber were used simultaneously (resolution = approx. 47 pm FWHM at 522 nm and 55 pm FWHM at 407.5 nm and resolution = 0.73 nm FWHM). A parameter study with varying process parameters using Co-Cr-based (MetcoClad21) powder on low-alloyed tool steel C45W (1.1730) substrate material was conducted. Peaks occurring in spectral data were assigned to specific element emission lines by using data from the NIST atomic spectra database. All identified element lines were non-ionized elements. Cr I, Fe I and Mn I lines in particular were frequently observed. The occurrence of element emission lines as well as the peak intensity ratios for specific elements was compared with the cross-sectional dimensions including height, weld depth and dilution. It has been shown that the occurrence and intensity of emission lines correlate with the process parameters, especially the laser power. Furthermore, the dilution of a deposition track correlates with the occurrence and intensity of an identified Fe I emission line, represented by a Fe-Cr peak intensity ratio.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Direct metal deposition (DMD) is used for cladding of surfaces as well as for repairing and additive manufacturing of metal parts. For this process, a high-power laser generates a melt pool on the surface of a metallic material, and filler material (commonly in powder form) is simultaneously introduced into the melt pool. By controlling the material flowrate and the laser power, functional layers can be added to surfaces by placing tracks side by side. Process monitoring and control technologies are used in order to ensure consistent quality (Ref 1,2,3,4,5,6,7,8,9). In this field, optical emission spectroscopy (OES) has also been investigated for this purpose. Here, the radiation emitted by the process is measured using a spectrometer. Typically, an emission spectrum consists of continuous thermal background radiation and isolated peaks. These peaks can be identified and assigned to specific element emission lines using atomic emission line databases such as the NIST Atomic Spectra Database (Ref 10). These spectral signals have been linked with several quality criteria of the DMD process. For instance, titanium alloy layers were investigated for lack of fusion and defects (Ref 11,12,13). A CCD camera and a spectrometer provided data from the process emissions. These data were combined with x-ray computed tomography data using machine learning algorithms. It could be shown that process parameters such as laser power, powder flow rate and hatch pattern have a statistically significant effect on the length of pores.
Furthermore, several studies have investigated the chemical composition monitoring of deposition tracks. Mainly element line ratios and empirical calibration curves were used. For instance, real-time Cr-content measurements using Fe and Cr line ratios (Ref 14) as well as Ni- and Cr-content measurements using Ni- and Cr-lines ratios (Ref 15) were taken. In order to expand the quantity of elements to be measured, Wang and Liu used different weight and line intensity ratios of two elements in order to predict chemical compositions. Although the methodology provided quite suitable results, elements with lower concentration could only be measured with a much lower accuracy (Ref 16). The prediction of Al content within an Al-Ti powder deposited layer was performed in (Ref 17).
Kisielewicz et al. (Ref 18) observed a loss of chromium within the deposition track after DMD of Ni-based alloy 718. Optical emissions were measured above the melt pool with increasing laser power. Multiple spectral peaks could be assigned to Cr I element lines. Specimens built with higher laser power showed a lower Cr content related to those built with lower laser power. The intensity of Cr lines increases with higher laser power. It is assumed that higher energy input led to increasing vaporization and the depletion of Cr atoms from the melt pool. Bartkowiak (Ref 19) has also found chromium emission lines during DMD. Comparable measurements have been taken during a recently published study (Ref 20). Co-Cr-powder (MetcoClad21) was deposited on mild steel substrate with a coaxial four-jet powder nozzle and a 4-kW diode laser. Peaks most likely consisting of Cr I, Mn I and Co I atomic emission lines were detected. The intensity and incidence of the detected peaks correlated with an increase of laser power. Cr content was not determined during these experiments. Within the spectral signals, the peak with the highest intensity was consistently found at a wavelength of 520.6 or 520.7 nm (based on spectrometer resolution). This peak could probably be assigned to three closely spaced Cr I emission lines, according to the data provided by the NIST Atomic Spectra Database (Ref 10). This specific peak at 520.6 or 520.7 nm has also been found and assigned to Cr I emission lines in other studies during Selective Laser Melting (SLM)/Powder Bed Fusion (PBF) processes. Dunbar and Nassar investigated the line-to-continuum ratio using the intensities of the Cr I peak at 520 nm and the continuum emissions around 530 nm using bandpass filters and photodiodes (Ref 21). Therefore, sample parts were built with a PBF system using Inconel 718 powder. X-ray computed tomography was used to determine the percentage of void within the built-up samples. A correlation between line-to-continuum ratio and the percentage of void within the final part was established. Lough et al. used OES (especially Cr I emission line at 520.6 nm) during the SLM process (Ref 22). It has been shown that the intensity of the Cr I emissions correlates with the melt pool size.
As the studies mentioned above have shown, varying process parameters influence the deposition results as well as the spectrometric signal provided by the process emissions. Furthermore, it was shown that a particularly intense peak around 520 nm can be measured for Cr-containing materials. Based on these observations, spectrometric signal measurements should be performed during an extended 3 × 3 × 3 parameter matrix of laser power, powder feed rate and scan velocity. The influence of varying process parameters on spectrometric signatures and individual cross-sectional dimensions, including deposition track height, weld-in depth and melted areas underneath and above the substrate surface should be investigated. Also, prominent peaks, especially at 520 nm, should be resolved by the use of a high-resolution spectrometer.
Methodology
Experimental Setup
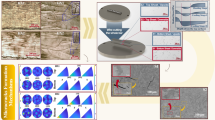
DMD experiments were performed using an NIR (920-980 nm) high-power diode laser source (Laserline LDM 4000 60, Laserline GmbH) with a beam parameter product of 66 mm mrad and a maximum output power of 4 kW. Laser irradiation was delivered via an optical fiber with a core diameter of 600 µm to a robot-guided (KUKA KR15-2, KUKA AG) processing head. A circular laser spot with diameter of 2.1 mm is generated by a 72-mm collimation lens and a 250-mm focusing lens. Powder material was delivered by a feeder system (GTV PF2/2, GTV Verschleißschutz GmbH) through a four-jet powder nozzle (Fraunhofer Coax12V7, Fraunhofer IWS) with a circular powder spot diameter of 2-3 mm. For all experiments carrier gas flow was set to 7 L/min and shielding gas flow was set to 15 L/min. For both, Argon 4.6 was used. An example process image can be seen in Fig. 1(b). Process parameters were varied within a 3 × 3 × 3 matrix with the following values:
-
Laser power (P): 1000, 1500, 2000 W
-
Powder feed rate (Pfr): 12, 18, 24 g/min
-
Scan velocity (v): 1, 1.5, 2 m/min

(a) visualized process parameter matrix, (b) DMD process during additive manufacturing of a cylindrical demonstration part
This results in 27 individual experiments, visualized in Fig. 1(a) and listed in Table 1. For each of these experiments, a single deposition track with a length of 200 mm was placed onto a metal plate (250 × 25 × 10 mm) made out of low-alloyed tool steel C45W (1.1730).
Materials
A stationary metal analyzer (Spectrolab, SPECTRO Analytical Instruments GmbH) was used to determine the chemical composition of the substrate material (C45W/1.1730) via arc spark optical emission spectrometry. Before each measurement, a substrate material sample was dry grinded with P60 corundum-Paper. The analyzer was preconfigured for analysis of non-alloyed tool steel. Analysis results are averaged after three separate measurements and shown in Table 2. The applied powder material was a Co-Cr-alloy (MetcoClad21). Its chemical composition was taken from the batch specific inspection certificate provided by the manufacturer as presented in Table 2.
In addition, the powder particles were visualized using a scanning electron microscope (SEM) (Phillips XL30 TMP, Philips Electron Optics). As shown in Fig. 2, the particles have a spherical shape. Smaller particles (satellites) are attached to bigger ones. Due to the shape of the powder particles, a sound flux ability and a stable continuous mass flow could be expected (Ref 23, 24).

SEM-imaging of powder particles MetcoClad21
Spectroscopic Measurements
Spectroscopic investigations were conducted in the wavelength range of 200—800 nm by using a high-bandwidth spectrometer (OCEAN HDX-UV–VIS, Ocean Insight) and in parallel with a high-resolution spectrograph (Shamrock i500, Oxford Instruments) coupled to a spectroscopy CCD detector (Newton 920 CCD, Oxford Instruments)—from here on referred to as the high-resolution spectrometer. The high-bandwidth spectrometer using a 10 µm entry slit results in a resolution of 0.73 nm at FWHM. The spectrograph included a center-wavelength-adjustable triple grating turret. For all experiments, a grating with 2400 lines/mm and a blaze of 300 nm was used. Due to the adjustable center wavelength, a wavelength range of 14-17 nm can be achieved. To maximize the resolution at FWHM of elemental lines, the adjustable entry slit was set as small as possible. However, the width of the slit is limited by the diminishing amount of light reaching the detector. The adjustable spectrograph was calibrated to the selected center wavelength by using a mercury/argon calibration lamp. For a previous study (Ref 20), using similar powder material, an easily recognizable peak was identified at 520.7 nm. This peak probably consisted of several Cr I lines, which could not be detected individually due to an insufficient resolution of the spectrometer used. In order to identify these lines, the center wavelength was set to 522 nm. However, within this region (due to a wavelength range of 14 nm), no line of the calibration lamp can be found. Thus, the calibrations between the two nearest mercury emission lines were averaged for:
-
507.304 nm (second order of Hg I at 253.652 nm) and 0.048 nm FWHM
-
Hg I at 546.074 nm and 0.046 nm FWHM
The average resolution was linear interpolated between both measurements and results in a resolution of 0.047 nm at the center wavelength of 522 nm.
A similar procedure was performed for singular measurements with a center wavelength of 407.5 nm. The previous study also showed peaks at 403.2 and 411.9 nm, each probably consisting of single Mn I (403.2 nm) and Co I (411.9 nm) lines. Therefore, exemplary experiments from the 3 × 3 × 3 process parameter matrix were repeated with a center wavelength of 407.5 nm to identify the peaks as well. Calibration was performed at the Hg I line at 404.656 nm. The resolution was determined with 0.055 nm FWHM.
The measurement setup is illustrated in Fig. 3. During the DMD process, the emitted irradiation was collected by a fused silica collimating lens which was horizontally attached to the processing head, aligned to the optical center line of the laser beam and orientated perpendicularly to the deposition direction. The center line of the collimating lens was set to 4 mm above the substrate surface. To protect the sensitive measuring devices from reflected laser irradiation (920-980 nm), a shortpass filter (400-750 nm transmission) was placed in front of the lens. The collimation lens was attached to a tube with 6 mm inner diameter with a blackened inner surface, to reduce influences of process emitted scattered light from the laser interaction zone. The distance between the collimation lens and the optical center line was set to 100 mm. A light shielding gas flow of 4 L/min Argon 4.6 was directed through the tube to prevent powder particles contaminating the optical components and adversely affecting the measurements. An optical fiber with a core diameter of 600 µm was coupled with the collimating lens and a 600 µm bifurcated fiber. Both ends of the bifurcated fiber were attached to the high-bandwidth spectrometer and the high-resolution spectrometer. Both devices measured single spectra with 10 ms integration time back-to-back, resulting in a scan rate of 100 Hz. An external electric trigger signal started both measurement cycles simultaneously using two optocouplers. The difference in delay times due to differences of both optocouplers was measured and determined to be negligible. The readout rate within the CCD-detectors, performed after each integration cycle, are in the range of several µs. According to the 10 ms integration time, the overall difference between the measured spectral data is provided with reasonable accuracy for both instruments and is therefore comparable to represent the same period of the laser cladding process.

Spectroscopic measurement setup and alignment
Besides the identification of individual peaks for single spectra, the occurrence of spectra containing element lines should be investigated. In a previously published study, single spectra are therefore sorted into two categories—Type-A and Type-B (Ref 20). Type-A spectra contain at least one significant peak—probably consisting of several element lines. Peaks are found within single spectra measured by the high-bandwidth spectrometer using the built-in Matlab (R2020b, Mathworks) function “findpeaks.”
Due to the narrow wavelength band of the high-resolution spectrometer, sorting is only performed by spectra measured by the high-bandwidth spectrometer. In Fig. 4(a), a typical Type-A and Type-B spectrum and an exemplary peak height and width measurement are shown in Fig. 4(b). Within Type-A spectra, peaks are numbered and assigned to specific element atomic emission lines with the aid of the NIST Atomic Spectra Database (Ref 10). Equation 1 represents the overall quality of received spectral signals with the ratio of Type-A spectra. Where nType-A corresponds to the prevailing quantity of all Type-A spectra and nType-B corresponds to the amount of all Type-B in an experiment.

(a—left) Type-A/B sample spectra by high-bandwidth spectrometer with P = 2000 W, Pfr = 24 g/min, v = 1 m/min at 0.09 s (Type-A) and at 0.15 s (Type-B) within the process. (b—right) Peak G at 520.7 nm from a Type-A sample spectra shown in Fig. 4(a)
Furthermore, the intensity ratios of two different peaks within each single spectrum are determined. Based on the peak identification results, both peaks are assigned to specific element emissions lines. The intensity ratio of peak 1 and peak 2 is determined for each spectrum \(i\) within an experiment. The intensity of peak 1 \({I}_{i,1}\) is divided by the intensity of peak 2 \({I}_{i,2}\). The ratio can only be calculated if peak 1 and peak 2 are detectable and have a measurable peak height. From all calculated ratios of an experiment a mean value is determined. Furthermore, it is important to consider how often both peaks occur simultaneously within an experiment. Therefore, the mean peak intensity ratio needs to be weighted. This factor is calculated by dividing the total number of measured spectra \(n\) by the number of spectra containing peak 1 and peak 2 simultaneously \(k\). Equation 2 represents this weighted mean peak intensity ratio:
Results and Discussion
Peak Identification
Peak identification was performed by investigating an exemplary Type-A spectrum measured by the high-bandwidth spectrometer, seen in Fig. 4(a). The peaks are marked alphabetically and listed in Table 3. The high-resolution spectrometer provided detailed spectra for a central wavelength of 407.5 and 522 nm. These are shown in Fig. 5, together with the respective sections for a spectrum from the high-bandwidth spectrometer. Peaks found in the high-resolution spectrum are numbered and listed in Table 3. The Type-A spectrum shown in Fig. 4(a) and the high-resolution spectrum shown in Fig. 5(a) (for center wavelength: 522 nm) were recorded simultaneously in the same experiment. Both spectra (high-bandwidth and -resolution) shown in Fig. 5(b) (for center wavelength: 407.5 nm) were recorded simultaneously in a separate experiment. Process parameters were set to 2000 W laser power, 24 g/min powder feed rate and 1 m/min scan velocity for all shown spectra. By using the NIST Atomic Spectra Database (Ref 10), the most applicable element lines were selected and assigned to the observed peaks. Potential elements were preselected based on chemical composition of powder and substrate material as well as the used process gas: C, Si, Mn, Cr, Mo, Ni, Al, Co, Cu, Fe, Ar.

Line identification for sample spectra by high-bandwidth and -resolution spectrometer with P = 2000 W, Pfr = 24 g/min, v = 1 m/min for center wavelength 407.5 nm at 0.58 s (a—top) and for center wavelength 522 nm at 0.09 s (b—bottom) within the process
As presented in Table 3, the observed peaks probably consist of several Cr I, Fe I, Co I, Mn I and Mo I elemental lines. Although the high-resolution spectrometer achieves a significantly more precise resolution than the high-bandwidth spectrometer, the identification of several observed peaks is not clear. For example, Peak 3 and 9 probably consist of a Co I and a Fe I element line. Further observed peaks show comparable results: peak 2 (Fe I/Fe I), peak 12 (Mo I/Fe I) and peak 17 (Cr I/Co I). As assumed, the most prominent peak G measured at 520.7 nm is composed of the three closely neighboring Cr I transitions at 520.44981, 520.60229 and 520.84094 nm. The first two of these element lines are known to be asymmetric (Ref 10), explaining the slight asymmetry of the observed line. Also as expected, the peaks at 403.2 nm can be assigned to four Mn I element lines. In contrast, the peak at 411.9 nm, previously assigned to two Co I lines, could not be confirmed. Peaks provided by the high-resolution spectrometer do not fit the element lines at 411.877 (Co I) and 412.132 (Co I). The peaks could most likely be assigned to a Cr I, Mo I and two Fe I lines. Due to the high density of element lines, identification is not always clear—even when using a high-resolution spectrometer.
It could be found that several peaks measured with the high-bandwidth spectrometer consist of multiple emission lines of the same element—from here on referred to as single-element peaks. The remaining peaks probably consist of multiple emission lines of various elements—from here on referred to as multi-element peaks.
Cross-Sectional Dimensions and Spectroscopic Analysis
Cross sections have been cut from the samples and grinded with SiC-paper. Initial polishing was performed using a 3-µm diamond suspension and fine-polished using 0.05-µm colloidal silica suspension. Images of each cross section were made using an optical microscope (Leica DM2700M, Leica Microsystems GmbH). Cross-sectional dimensions, including deposition track height, weld-in depth and melted areas underneath and above the substrate surface were measured within these images. The dilution describes the ratio D between the melted area below the substrate surface A1 and the sum of all melted areas A1 + A2 of the deposition track.
For this investigation, we consider a sufficient bonding to the substrate material with a dilution higher than 0 and lower 0.3 (0 < D < 0.3). Figure 6 shows the ratio of Type-A spectra as well as the deposition track height, weld-in depth and dilution through all 27 parameter variations.

Ratio of Type-A spectra (top row) and cross-sectional dimensions for full parameter matrix: deposition track height and depth (middle row) and deposition track dilution (bottom row). Columns (1-3) represent the different scan velocities (1 m/min, 1.5 m/min, 2 m/min)
The deposition track height, depth and dilution increase with increasing laser power—similar to the ratio of Type-A spectra. This correlation can be observed for most of the powder feed rates and scan velocities. Usually, an increase in laser power does not lead to a significant increase of the track height. This is more influenced by the powder feed rate and the scan velocity (Ref 30). However, the combination of laser and powder spot diameter as well as powder feed rate and scan velocity could lead to higher powder catchment efficiencies, resulting in an increasing track height. Across all scan velocities, the powder feed rate of 12 g/min shows the highest value of dilution and deposition track depth as well as the lowest value for deposition track height. As the powder feed rate increases to 18 and 24 g/min the dilution decreases, which simultaneously reduces the depth of the melted area and increases the track height. The bonding of the deposition track to the substrate is a particularly important quality feature. In this context, the dilution value is used to confirm sufficient bonding. Therefore, the dilution should be higher than 0. Nevertheless, the dilution should not exceed 0.3, as otherwise the mixing with the substrate material will be too high and thus the functionality of the powder material will be diminished. Figure 7 shows four exemplary cross sections for different cladding results that can occur when parameters are varied. Samples 7 and 10 in Fig. 7 (7, 10) represent tracks with no dilution and especially at sample 7 no bonding. A sufficient bonding at sample 10 could not be verified throughout the entire deposition track. Comparable results could be found for several parameter combinations, marked with red circles in Fig. 6. Sufficient bonding could not be confirmed for any of these samples. The cross section for sample 23 shown in Fig. 7 (23) has a dilution of 0.04 and fits within the defined limits of 0 < D < 0.3. By increasing the laser power and decreasing the powder feed rate, the dilution increases for sample 21 in Fig. 7 (21) up to 0.43, which achieves a strong bonding but simultaneously degrades the functionality of the deposited powder material.

Cross sections of single deposition tracks for sample 7: P = 1.0 kW, Pfr = 24 g/min, v = 1 m/min; for sample 10: P = 1.0 kW, Pfr = 12 g/min, v = 1.5 m/min; for sample 23: P = 1.5 kW, Pfr = 18 g/min, v = 2 m/min; for sample 21: P = 2.0 kW, Pfr = 12 g/min, v = 2 m/min
According to the described methodology, the Type-A ratios have been determined using spectra provided by the high-bandwidth spectrometer. It was found that even at low spectral signals, the highest peak intensity occurred at the single element peak (Cr I) at 520.7 nm and thus the spectra could be assigned to Type-A. Regarding the spectroscopic analysis the ratio of Type-A spectra show a correlation to the process parameters, especially the laser power. It is noteworthy that, regardless of the scan velocity and the powder feed rate, only a few or no detectable element emissions lines could be identified using laser power of 1.0 kW. It is shown that the ratio of Type-A spectra increases with increasing laser power for all scan velocities and powder feed rates. However, by increasing the powder feed rate from 12 to 24 g/min, the Type-A ratio decreases. An increase of the scan velocity from 1 to 1.5 m/min results in minor differences. A further increase to 2 m/min decreases the amount of measured Type-A spectra especially for powder feed rates of 12 and 18 g/min. Values for 24 g/min remained mostly static throughout different scan velocities. Correlations between the process parameters and the unspecified appearance of any element emission lines (Type-A ratio) can be observed. However, using the high-bandwidth spectrometer, no direct correlation between the cross-sectional dimensions and the ratio of Type-A spectra was found.
Therefore, element specific data provided by the high-resolution spectrometer was used. As it can be seen in Fig. 5 and Table 3, the higher resolution leads to a more accurate assignment of element emission lines. Peak 19 at 526.736 nm could be assigned a Fe I emission line at 526.727 nm. The highest intensity at Peak 16 at 520.792 nm was assigned to a Cr I emission line at 520.84094 nm. According to the chemical composition shown in Table 2, iron (Fe) is only significantly included in the substrate material (98.74 wt.%) compared to the powder material (0.1 wt.%). In contrast, chromium is predominantly contained in the powder material (26.7 wt.%) and only to a negligible extent in the substrate material (0.03 wt.%). In a previous study (Ref 20), it was already found that emission lines occur mainly in the presence of a melt pool. Experiments with an isolated laser-powder interaction showed no significant emissions. Consequently, it can be assumed that any Cr and Fe emission lines that occur originates from the molten powder and substrate material within the melt pool. With the occurrence of Fe emission lines, it can be assumed that substrate material is melted and vaporized. Furthermore, the intensity of these emissions lines could represent the proportion of melted Fe-based substrate material. In metallography, this is represented by the dilution of the deposition track. Consequently, the dilution and the peak intensities of Cr I and Fe I emission lines are compared. Therefore, the height of both peaks (16 and 19) \({I}_{i,19/16}\) has been measured in each spectrum \(i\) and the weighted mean peak intensity ratios \(\overline{{R }_{{I}_{19}/{I}_{16}}}\) have been calculated for each experiment.
In Fig. 8, these calculated ratios are plotted against the corresponding dilution value for each experiment. Datapoints are numbered sequentially according to the parameter list in Table 1. Datapoints for samples 1, 4, 7, 10, 13, 16, 19, 22, 25 show no dilution (dilution = 0) as well as no peak intensity ratio \(\overline{{R }_{{I}_{19}/{I}_{16}}}=0\). This is caused by the absence of a detectable peak height for peak 19 (Fe). Each of these experiments have been carried out with a laser power of 1.0 kW. Samples 8, 17, 26 also show no dilution (dilution = 0), but a comparably low peak intensity ratio. For these experiments the laser power was set to 1.5 kW and the powder feed rate to 24 g/min. The scan velocity was varied: 1.0 m/min (sample 8), 1.5 m/min (sample 17) and 2.0 m/min (sample 26). The highest dilution as well as the highest peak intensity ratio was observed at sample 21 (P = 2.0 kW, Pfr = 12 g/min, v = 2 m/min). In comparison, sample 23 (P = 1.5 kW, Pfr = 18 g/min, v = 2 m/min) shows low dilution and peak intensity ratio. The cross sections are shown in Fig. 7.

Weighted mean peak intensity ratio for peak 16 at 520.792 nm (Cr I) and peak 19 at 526.736 nm (Fe I) with corresponding dilution for each experiment (1-27 according to Table 1)
It can be predominantly observed that with increasing dilution, the weighted mean peak intensity ratio also increases. However, a dependency on the process parameters, especially the laser power, must also be considered. The intensity of the emission lines increases with increasing laser power, as already shown with the increase of the Type-A ratio in Fig. 6. However, it can be assumed that the occurrence of Fe emissions lines probably indicates bonding with the substrate material.
Conclusion
DMD experiments, generating single tracks, were performed and observed using a high-resolution spectrograph with spectroscopy CCD detector (high-resolution spectrometer) and a high-bandwidth spectrometer simultaneously with a bifurcated optical fiber. A parameter study (3 × 3 × 3) with varying laser power, scan velocity and powder feed rate was performed, resulting in 27 unique parameter sets. Measured spectra were sorted into Type-A spectra (containing detectable peak consisting of element emission lines) and Type-B spectra (containing mostly thermal background radiation). Peaks detected in Type-A spectra were identified and assigned to element emission lines by using the NIST Atomic Spectra Database (Ref 10). Element identification was additionally verified and augmented by more detailed spectra provided by the high-resolution spectrometer. Detected and identified lines appeared to be non-ionized elements, whereas especially Cr I, Fe I and Mn I lines were frequently observed. In particular, the peak at 520.6 or 520.7 nm observed in several studies could be identified and assigned clearly to three single Cr I emission lines (520.44981, 520.60229, and 520.84094 nm). However, certain element lines could not be clearly identified, due to high density of possible transitions. Peaks detected with the high-bandwidth spectrometer can from now on be classified as single-element peaks (containing exclusively emission lines of a single element) and as multi-element peaks (containing emission lines of multiple elements).
It has been shown that the process parameters, in particular the laser power, have a considerable influence on the occurrence of detectable emission spectra. Correlations between the unspecified occurrence of any element emission lines (Type-A ratio) and cross-sectional dimensions as deposition track height, depth and dilution could probably not be seen for the overall combination of process parameters. However, the peak intensity ratio of identified Fe and Cr lines have been calculated and compared to the corresponding deposition track dilution. Besides slight influences of the process parameters, especially the laser power, a correlation between the Fe-Cr-peak intensity ratio and the dilution can be observed. It can be assumed that the occurrence of Fe emission lines indicates melting of the substrate material and thus leads to sufficient bonding of the deposition track. Furthermore, the Fe-Cr-peak intensity ratio was successfully used to predict and monitor the dilution during the process. Using the information provided by optical emission spectroscopy as an additional process monitoring and control technology will be investigated in our ongoing work.
References
S.J. Altenburg, C. Maierhofer, A. Straße, and A. Gumenyuk, Comparison of MWIR Thermography and High-Speed Nir Thermography in a Laser Metal Deposition (LMD) Process, in Proceedings of the 2018 International Conference on Quantitative Infrared Thermography. QIRT Council.
A. Chabot, M. Rauch, and J.-Y. Hascoët, Towards a Multi-Sensor Monitoring Methodology For Am Metallic Processes, Weld World, 2019, 63(3), p 759-769.
H. Köhler, C. Thomy, and F. Vollertsen, Contact-Less Temperature Measurement and Control With Applications to Laser Cladding, Weld World, 2016, 60(1), p 1-9.
M. Buhr, J. Weber, J.-P. Wenzl, M. Möller, and C. Emmelmann, Influences of Process Conditions on Stability of Sensor Controlled Robot-Based Laser Metal Deposition, Procedia CIRP, 2018, 74, p 149-153.
Z.Y. Chua, I.H. Ahn, and S.K. Moon, Process Monitoring and Inspection Systems in Metal Additive Manufacturing: Status and Applications, Int. J. Precis. Eng. Manuf. Green Technol., 2017, 4(2), p 235-245.
M. Doubenskaia, M. Pavlov, S. Grigoriev, and I. Smurov, Definition of Brightness Temperature and Restoration of True Temperature in Laser Cladding Using Infrared Camera, Surf. Coat. Technol., 2013, 220, p 244-247.
G. Bi, A. Gasser, K. Wissenbach, A. Drenker, and R. Poprawe, Identification and Qualification of Temperature Signal For Monitoring and Control in Laser Cladding, Opt. Lasers Eng., 2006, 44(12), p 1348-1359.
N. Thawari, C. Gullipalli, A. Chandak, and T. Gupta, Influence of Laser Cladding Parameters on Distortion, Thermal History and Melt Pool Behaviour in Multi-Layer Deposition of Stellite 6: In-Situ Measurement, J. Alloy. Compd., 2021, 860, p 157894.
L. Song and J. Mazumder, Feedback Control of Melt Pool Temperature During Laser Cladding Process, IEEE Trans. Control Syst. Technol., 2011, 19(6), p 1349-1356.
A. Kramida and Y. Ralchenko, NIST Atomic Spectra Database, NIST Standard Reference Database 78, (1999)
M. Montazeri, A.R. Nassar, C.B. Stutzman, and P. Rao, Heterogeneous Sensor-Based Condition Monitoring in Directed Energy Deposition, Addit. Manuf., 2019, 30, p 100916.
C.B. Stutzman, A.R. Nassar, and E.W. Reutzel, Multi-Sensor Investigations of Optical Emissions and Their Relations to Directed Energy Deposition Processes and Quality, Addit. Manuf., 2018, 21, p 333-339.
A.R. Nassar, T.J. Spurgeon, and E.W. Reutzel, Sensing Defects During Directed-Energy Additive Manufacturing of Metal Parts Using Optical Emissions Spectroscopy, in 25th Annual International Solid Freeform Fabrication Symposium An Additive Manufacturing Conference, SFF 2014 (2014), pp. 278–287.
L. Song and J. Mazumder, Real Time Cr Measurement Using Optical Emission Spectroscopy During Direct Metal Deposition Process, IEEE Sens. J., 2012, 12(5), p 958-964.
J. Shin and J. Mazumder, Composition Monitoring Using Plasma Diagnostics During Direct Metal Deposition (DMD) Process, Opt. Laser Technol., 2018, 106, p 40-46.
S. Wang and C. Liu, Real-Time Monitoring of Chemical Composition in Nickel-Based Laser Cladding Layer by Emission Spectroscopy Analysis, Materials (Basel, Switz.), 2019, 12(16), p 2637.
L. Song, W. Huang, X. Han, and J. Mazumder, Real-Time Composition Monitoring Using Support Vector Regression of Laser-Induced Plasma For Laser Additive Manufacturing, IEEE Trans. Ind. Electron., 2017, 64(1), p 633-642.
A. Kisielewicz, E. Sadeghi, F. Sikström, A.-K. Christiansson, G. Palumbo, and A. Ancona, In-process Spectroscopic Detection of Chromium Loss During Directed Energy Deposition of Alloy 718, Mater. Des., 2020, 186, p 108317.
K. Bartkowiak, Direct Laser Deposition Process Within Spectrographic Analysis in Situ, Phys. Procedia, 2010, 5, p 623-629.
M. Schmidt, P. Huke, C. Gerhard, and K. Partes, In-line Observation of Laser Cladding Processes via Atomic Emission Spectroscopy, Materials (Basel, Switz.), 2021, 14(16), p 4401.
A.J. Dunbar and A.R. Nassar, Assessment of Optical Emission Analysis For In-process Monitoring of Powder Bed Fusion Additive Manufacturing, Virtual Phys. Prototyp., 2018, 13(1), p 14-19.
C.S. Lough, L.I. Escano, M. Qu, C.C. Smith, R.G. Landers, D.A. Bristow, L. Chen, and E.C. Kinzel, In-Situ Optical Emission Spectroscopy of Selective Laser Melting, J. Manuf. Process., 2020, 53, p 336-341.
D.L. Black and M.Q. McQuay, Laser-Based Particle Measurements of Spherical and Nonspherical Particles, Int. J. Multiph. Flow, 2001, 27(8), p 1333-1362.
S. Liu, Y. Zhang and R. Kovacevic, Numerical Simulation and Experimental Study of Powder Flow Distribution in High Power Direct Diode Laser Cladding Process, Lasers Manuf. Mater. Process., 2015, 2(4), p 199-218.
G. Nave, S. Johansson, R.C.M. Learner, A.P. Thorne, and J.W. Brault, A New Multiplet Table for Fe I, Astrophys. J. Suppl. Ser., 1994, 94, p 221.
W.F. Meggers, C.H. Corliss, and B.F. Scribner, Tables of spectral-line intensities, (Gaithersburg, MD, 1975)
L. Wallace and K. Hinkle, The 236.6–5400.0 Nm Spectrum of Cr I, Astrophys. J., 2009, 700(1), p 720-726.
W. Whaling and J.W. Brault, Comprehensive Transition Probabilities in Mo I, Phys. Scr., 1988, 38(5), p 707-718.
C. Allende Prieto and R.J. García López, A Catalogue of Accurate Wavelengths in the Optical Spectrum of the Sun, Astron. Astrophys. Suppl. Ser., 1998, 131(3), p 431-433.
D.M. Goodarzi, J. Pekkarinen, and A. Salminen, Analysis of Laser Cladding Process Parameter Influence on the Clad Bead Geometry, Weld World, 2017, 61(5), p 883-891.
Acknowledgments
The authors would like to express our gratitude to O. Koschützke from Quantum Design GmbH for technical and professional support with the spectroscopy equipment. The authors also thank Y. Ralchenko, A. Kramida, J. Reader, and the ASD Team at the National Institute of Standards and Technology, Gaithersburg, MD, for the free access to the NIST Atomic Spectra Database.
Funding
Open Access funding enabled and organized by Projekt DEAL. The study was financially supported by the Jade2Pro PhD scholarship and the internal research funding provided by the Jade University of Applied Sciences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4–6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schmidt, M., Gorny, S., Rüssmeier, N. et al. Investigation of Direct Metal Deposition Processes Using High-Resolution In-line Atomic Emission Spectroscopy. J Therm Spray Tech 32, 586–598 (2023). https://doi.org/10.1007/s11666-022-01504-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-022-01504-y