
Abstract
Layer removal with electropolishing is a well-established method when measuring residual stress profiles with lab-XRD. This is done to measure the depth impact from processes such as shot peening, heat treatment, or machining. Electropolishing is used to minimize the influence on the inherent residual stresses of the material during layer removal, performed successively in incremental steps to specific depths followed by measurement. Great control of the material removal is critical for the measured stresses at each depth. Therefore, the selection of size of the measurement spot and electropolishing parameters is essential. The main objective in this work is to investigate how different electrolytes and electropolishing equipment affect the resulting surface roughness, geometry, microstructure, and consequently the measured residual stress. A second objective has been to establish a methodology of assessing the acquired electropolished depth. The aim has been to get a better understanding of the influence of the layer removal method on the accuracy of the acquired depth. Evaluation has been done by electropolishing one ground and one shot peened sample of a low-alloy carbon steel, grade 1.1730, with different methods. The results showed a difference in stresses depending on the electrolyte used where the perchloric acid had better ability to retain the stresses compared to the saturated salt. Electropolishing with saturated salt is fast and results in evenly distributed material removal but has high surface roughness, which is due to a difference in electropolishing of the two phases, ferrite, and pearlite. Perchloric acid electropolishing is slower but generates a smooth surface as both ferrite and pearlite have the same material removal rates but may cause an increased material removal for the center of the electropolished area. In this work, it is suggested to use perchloric acid electropolishing for the final layer removal step.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To predict and verify residual stresses is vital to assess in-service performance of metallic components as these stresses are induced and altered throughout the manufacturing value-chain. X-ray diffraction with lab-XRD is the most frequently used technique for stress measurement in metallic materials, which utilizes the atomic lattice as a strain gauge to calculate the stresses (Ref 1, 2). This technique can measure surface stresses non-destructively, but many applications require profile measurements for a complete characterization, for example, when characterizing stress response from machining, surface hardening or shot peening of metallic components (Ref 1,2,3).
Residual stress profile measurements require material removal, which preferably is done using layer removal with electropolishing (Ref 1, 3, 4). Electropolishing is used to minimize influence on the material’s inherent residual stresses during the material removal. This method is done successively by material removal in incremental steps to specific depths followed by residual stress measurements (Ref 4). The layer removal utilizes an electrolyte confined in a disposer unit. When electrically activated, the anode material is dissolved causing a controlled material removal (Ref 5,6,7).
The electropolishing impact was studied by Alkaisee et al. (Ref 8) using different electropolishing techniques on shot peened steels. They observed a difference between perchloric acid and saturated salt electropolishing due to a difference in material removal progression. Deep electropolishing and correction calculation has been discussed by Pettersson at al. in a study on residual stress profiling of induction hardened steels (Ref 9). In fact, there have been several developments of finite-element based correction models, of stress relaxation due to material removal, for layer removal (Ref 10,11,12,13). In addition, Azanza Ricardo et al. (Ref 14) suggested the implementation of correction algorithms including methods from layer removal and x-ray absorption.
Even though layer removal by electropolishing is necessary, it is associated with a number of problems. Most often it has been related to the resulting uneven topography, such as pit-shaped removal or areas without removal. This may affect the measured residual stresses, as commented by Fitzpatrick et al. (Ref 2). Moreover, there is no guidance on material removal to be found in the residual stress analysis EN 15305:2008 standard (Ref 15), apart from the acknowledgement that electropolishing is a preferred layer removal method. In our opinion it is important to verify the resulting electropolished area, in terms of geometry and topography, and connect this to the measured stress profile. If the material removal is uneven, it will result in a non-flat area and hence the stress measurement will be an average over a larger depth range. For this reason, it is critical to select the right collimator, i.e., measurement spot size. Additionally, the topography of the electropolished area may be crucial since a coarse surface may retain its stresses differently compared to a smooth surface. Therefore, it is essential to select a suitable electrolyte and accurately control the electropolishing parameters.
This work is motivated by the limited knowledge in published literature on the effects of geometrical shape and topography after electropolishing on the residual stress analysis. In the present work, several aspects and parameters of electropolishing are explored with the purpose to produce a flat area with low surface roughness, that is, throughout all depths from the surface down to 150 µm. The aim has been to identify different sources of errors connected to layer removal when performing residual stress profile measurements. The objective has been to get a better understanding on how the layer removal may influence the depth assessment and consequently, the measured residual stress.
2 Material and Experimental Procedure
The present work was performed using a low-alloy carbon steel, grade 1.1730 (C45U), with a Vickers hardness of 200HV1. Two samples of a ferritic–pearlitic microstructure were machined in as-received (non-hardened) condition. Tensile stresses were introduced by machining using level grinding on one of the samples with a 15 mm wide grinding wheel and a depth of cut of 0.2 mm. Compressive stresses were induced in the second sample by shot peening using a shot peening intensity of 0.165 A (A—notation for the Almen test).
This specific setting was intentionally done to study the effects in a transition zone of a hardened material as shot peening generates a similar deep and steep compressive stress profile as commonly seen in induction hardened ferritic–pearlitic steels. The ground sample was 200 mm long, while the shot peened sample was 100 mm long, and both samples were 60 mm wide and 30 mm thick with definitions of measurement directions according to Fig. 1.

Overview of the ground sample and the shot peened sample
Electropolishing was performed in the center of the slot using two different types of equipment, Movipol-5 (equipment 1) from Struers and Couloscope CMS (equipment 2) from Fisher as seen in Fig. 2. The saturated salt electrolyte has the composition 88 g NaCl in 500 g distilled and deionized water. The perchloric acid electrolyte was a Struers A2 solution with the composition 70% ethanol 10% 2-butoxyethanol, 10% distilled water and 10% perchloric acid.

Overview of the electropolishing equipment, 1: Movipol-5 and 2: Couloscope CMS
The geometry of the electropolished spot was measured using the confocal fusion mode, and the topography was measured with coherence scanning interferometry mode both done with a Sensofar S neox instrument. The confocal fusion is a combination acquisition method that uses both confocal and focus variation techniques (Ref 16). The measurements were done by stitching 12x17 measurements together, each measuring 868 × 651 μm, to a total area of 6 × 7 mm with a lateral resolution of 1.29 μm.
The topography measurement and evaluation were done over a selected circular area of 2 mm diameter in the center of the circular electropolishing area with a lateral resolution of 258 nm. The results were processed in Mountains Maps ver. 9, by form removal using a second-degree polynomial and filtering of the short wavelength noise with a spatial median denoise filter with a window size of 5x5 points. The arithmetic mean height, Sa, was calculated according to ISO-25178-2:2012 to characterize the surface roughness (Ref 17).
Two different approaches were used to evaluate and determine the electropolished depth. The first method, optical microscopy method using confocal fusion, is done by a step height evaluation where the non-electropolished plane was selected as reference. The measured data are processed by form removal, second-degree polynomial, and leveled using least square fitting. Only the data points on the reference plane are used for the form removal, and the points belonging to the pit is excluded from the form calculation. However, all points are affected by the form removal operation. Then a step height evaluation was done by applying a 2-mm-diameter circular spot in the center of the electropolished area as the depth plane where the depth is averaged and compared to the reference plane, see Fig. 3(A). The second method is using a conventional dial depth gauge, see Fig. 3(B). The selected measurement strategy was to measure reference positions on either side of the electropolished area and perform a depth measurement in the center of the spot. The depth is then calculated by considering leveling of the surface. In the present work, a dial indicator depth gauge model ID: F125 from Mitutoyo with a resolution of 1.0 µm was used. The depth gauge was fixated to a stand and a stable measurement stone table.

Illustration of the depth measurement methods used to determine the acquired electropolishing depth, (1) optical microscopy and (2) three-point dial gauge methods. In this example, electropolished spot using eqp. 2 with saturated salt.
The residual stresses were measured using x-ray diffraction with a G2R XStress 3000 system from Stresstech Oy. The x-ray source was chromium, and measurements were performed using the modified sin2χ method with five tilt angles in each direction in the interval ± 40°, in total ten tilt angles. The (211) lattice plane with diffraction angle 156.4° was measured. The stresses were calculated assuming elastic strain theory according to Hooke’s law, using Young’s modulus of 211 GPa and a Poisson’s ratio of 0.3. Residual stress profiles were measured using layer removal with the equipment in Fig. 2 and by using the settings according to Table 1. Also, evaluation of a dual technique was employed where a combined electropolishing procedure was performed by first using saturated salt and then perchloric acid as a final finishing step. All electropolishing was done using masking by fitting a circular mask of diameter 6 mm to the electropolished area. The measurements were performed in accordance with the SS-EN 15305:2008 in an accredited laboratory (Ref 15). Residual stress mapping in the electropolished spot was done by performing six measurements in a cross with an offset of 1 mm, as described in (Ref 18), for the greatest electropolishing depth in the profile, approximately 145 µm, for both perchloric acid and saturated salt.
Evaluation of the microstructure was done on polished and Nital-etched (3%) samples using a Jeol LV6610 scanning electron microscopy (SEM) and energy-dispersive spectroscopy.
3 Results
The geometrical shape after electropolishing is shown as 3D maps and 2D profiles in Fig. 4. The results show that the geometry changes with surface depth and that the three different electropolishing setups (Table 1) produce different geometries. The saturated salt profile for equipment 2 (Couloscope) is the most evenly distributed, resulting in the flattest electropolished area. Equipment 1 (Movipol-5) with saturated salt is a relatively flat in the center, but with a circular band with deeper material removal toward the outer diameter than the center. This becomes more pronounced for greater depths. Electropolishing with equipment 1 using perchloric acid electrolyte results in a deeper material removal in the center that becomes more pronounced for greater depths. The measured depths in these images are retrieved from the measurement by confocal fusion with the described technique in the Materials and experimental section.

3D topography maps, and measured depth, of the electropolished spot for equipment (eqp.) 1 and 2 with saturated salt and perchloric acid electrolytes
Verification of the obtained electropolished depth is an important aspect for residual stress measurements. In Fig. 5, the difference between optical microscopy (OM) method and the three-point dial gauge indicator (3P) method is presented for the three different electropolishing profiles, i.e., Depth (OM) – Depth (3P). The results show that the two saturated salt profiles correlate well for the two measurement methods, with only a slight difference of up to 2 µm, while the perchloric acid profiles show an increasing difference as the material removal increases. The difference is 8 µm at the greatest depth. The results further show that the two methods overlap for shallow depths, limited by the resolution of the dial depth gauge, in this case 1 µm, while at greater depths than 50 µm, a difference could be measured that increase with increasing depth. This is also apparent when observing the evolution with depth of the electropolished spot in Fig. 4.

Difference in measured depth between optical microscope and dial gauge indicator for the different electropolishing profiles.
The resulting mean surface roughness from three measurements, each 1 × 1 mm in size, in the center of the electropolished spot, characterized with the parameter Sa, arithmetic mean height, is shown for the different depths in Fig. 6. The initial ground surface has a Sa of 0.46-0.48 µm, which changes differently for the different electropolishing methods. Equipment 1 with perchloric acid is showing a decrease of surface roughness with depth, while the two electropolishing profiles with saturated salt have increasing surface roughness with depth. The surface roughness increases most down to depth of 50 µm after which a slower increase occurs to the final depth, with highest surface roughness for Equipment 2 with Sa 3.25 µm at depth 145 µm. The increasing surface roughness for the two saturated salt profiles also shows higher standard deviations for greater depths.

The mean value from three measurements of the arithmetic mean height, Sa, within the center of the electropolished spot for the different alternatives. The error bars represent the standard deviation for the three measurements.
The material removal rates were calculated using linear regression models, with very high goodness of fit, R2 > 0.99, in all three cases. The results showed different material removal rates between the different alternatives as seen in Fig. 7. Equipment 1 is the most efficient alternative in this case with higher removal rates for both saturated salt and perchloric acid. The latter is showing high removal rates of 127 µm/min. Equipment 2 with saturated salt has much lower material removal rates of 9.9 µ/min.

Material removal rates calculated from linear regression models of the electropolishing for the different alternatives.
The residual stress profiles for the ground sample, in directions along and across the grinding direction, are shown in Fig. 8. The depth is assessed based on optical microscopy depth measurement method. The results show that the two profiles produced by saturated salt electropolishing are very similar in the surface region but have an offset of 10-20 MPa for depths greater depths than 10 µm. The residual stress profile for perchloric acid electropolishing shows higher tensile stresses for all depths down to 100 µm, after which the three profiles coincide. All profiles show similar shape, with a drastic drop just below the surface and then gradual decrease into a core state of approximately 120 MPa. Additionally, the dial indicator depth gauge measured profile, dashed line in Fig. 8, indicates a shift to measuring at a greater depth as the electropolishing increases.
The measurement across grinding direction also shows a difference between perchloric acid and saturated salt profiles. Both saturated salt profiles show a sharp decay of stresses in the first 10 µm and then a gradual decrease, and the three profiles coincide at greater depths.

Residual stress profiles in (A) along and (B) across the grinding direction for equipment 1 and 2 with saturated salt and perchloric acid electrolytes. Please note the different scaling in (A) and (B).
The influence from electropolishing of ferrite-pearlitic steels on compressive stresses was investigated on the shot peened sample with the results as seen in Fig. 9. In order to further accentuate impact of saturated salt electropolishing on the residual stress, an additional profile was made using dual-technique electropolishing with both perchloric acid and saturated salt as shown in the green colored profile in Fig. 9. The results show that the two profiles using saturated salt with equipment 1 and 2 yield lower stress measurements, throughout the whole profile, when compared to the perchloric acid profile for equipment 2. The dual-technique profile, which is electropolishing with saturated salt for the first two depths down to 16 µm, follows the two other saturated salt profiles. But as the perchloric acid electropolishing is done to the next depth of 22 µm, the profile drops and follows the perchloric acid profile. The result in this surface region is clearly showing how the compressive stresses are higher for the perchloric acid profile compared to the saturated salt implying an impact on the measured residual stress.

Residual stress profiles of the shot peened sample retrieved using electropolishing with equipment 1 and 2 with saturated salt and perchloric acid electrolytes.
To assess measurement errors connected to the geometrical shape and difficulties of aligning the x-ray measurement spot to the electropolished area, a mapping of stresses was performed within the two electropolished areas produced by equipment 1, as described in the Material and experimental procedure section. The results, as seen in Table 2, show high standard deviation values for perchloric acid electropolished area in the along direction but also for saturated salt in the across direction.
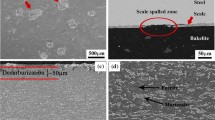
The impact on the microstructure close to the surface after electropolishing was investigated using SEM as seen in Fig. 10. The material shows a mixed ferritic and pearlitic microstructure with the main constituents of Fe, Mn and Si. The rough surface for the saturated salt electropolishing is obvious in these images and appears to be connected to the different microstructural features in the surface. The material removal implies that the ferrite phase has resulted in higher material removal compared to the pearlite, which is protruding from the surface. On the contrary, the perchloric acid electropolished surface is very smooth and shows that both phases are removed equally as shown in Fig. 10. This surface shows an evenly distributed material removal independent of the microstructural features in the surface. Energy Dispersive Spectroscopy for chemical analysis of the surface could not detect any corrosion products.

SEM micrographs of the surfaces electropolished with (A, B) Saturated salt and (C, D) with perchloric acid.
4 Analysis and Discussion
In the present work, the impact of two commonly used electropolishing methods has been investigated for a dual-phase ferritic and pearlitic steel. Continued research on this topic is important since electropolishing may result in a difference in measured residual stress as indicated by Alkaisee et al. (Ref 8). Prior work has shown that the main contribution to the total measurement error originates from variations in the samples itself (Ref 18). The present work has been done to increase the understanding of the errors connected to the material removal process when performing the residual stress profile measurements.
The results show that the selection of electrolyte has a large impact on the resulting topography and the distribution of the material removal in the area exposed to the electropolishing. The two evaluated pieces of equipment showed individual differences in the material removal, where one had better performance regarding surface roughness and distribution of material removal but lacked with longer processing time. Selection of electrolyte is also vital and shown in this work to result in higher surface roughness for saturated salt compared to perchloric acid. However, perchloric acid electropolishing lacks in geometry as the electropolished spot has an accelerated material removal for the center part. This results in a deeper pit in the center, which will create a greater uncertainty for the measured depth of the profile. It will also influence the measured stresses since the measurement is averaging over different depths. That is, the greatest depth in the center of a 2 mm circular area, equal to the XRD measurement area, is 150 µm, while the average depth in the entire 2 mm circular area is 143 µm. In this case, this depth assessment difference did not show a large impact on the resulting stress profile since the stress gradient at these depths is low. Also, the stress mapping in the electropolished area had large standard variation for both electropolishing alternatives implying variations from the material itself rather than from the electropolishing. However, it could be critical for a stress profile that has a large stress gradient, like a shot peened surface. This result also highlights the importance of high accuracy of the electropolished depth measurements, especially if the sample surface is complex, non-flat and requires perchloric acid electropolishing. The electropolished depth is normally measured using a depth gauge across the electropolished area. However, if the sample is difficult to align, only the center of the area is used for the depth measurement, then the depth should be calculated using corrections for the misalignment. In this work, a method using optical profilometry measurements by averaging over the electropolished area that will be measured by XRD has instead been proposed when measuring the obtained electropolished depth. This method provides a better representation of the depth as it accounts for the actual area that is measures. Additionally, if the electropolished spot is uneven, it is possible to calculate the actual depth that is averaged in the measurement, which could be critical if perchloric acid electropolishing is used for a profile with high stress magnitudes at great depth, such as after shot peening. However, assessment of the measurement error of this method and how to present the variation to the mean values needs to be established in future work.
The resulting residual stress profiles for the two pieces of equipment and electrolytes showed clear differences where the perchloric acid profile had a higher tensile stress compared to the saturated salt profiles for the ground sample and vice versa higher compressive stresses for the shot peened sample. The differences in residual stresses between perchloric acid and saturated salt can be related to topography and geometry of the electropolished area. In the work by Alkaisee at al. (Ref 8), differences were referred to corrosion attacks by saturated salt polishing, which was not observed in the present work. Instead, one may argue that there is a difference in material removal rate among the phases, where ferrite apparently dissolves faster for saturated salt electropolishing when compared to perlites constituent cementite. This is not seen for perchloric acid. This will result in an uneven surface topography and local stress relief. This is an important observation to consider when measuring dual-phase material, for example when measuring through a transition zone. For efficient and accurate residual stress profiling, one should apply a dual technique of electropolishing as described for the shot peened sample where saturated salt is used for material removal and perchloric acid is used for a finishing step. This implies that perchloric acid electropolishing is less harmful in this perspective, which may retain the stresses better compared to the saturated salt electropolishing. However, development of perchloric acid electropolishing is required to improve geometry of the pit-shaped spot. This includes optimizing the flow and concentration, as suggested by Fitzpatrick et al. (Ref 2).
To summarize, the present work shows the importance of being aware of the limitations of the layer removal technique in use. It may be especially important when measuring in ferritic–pearlitic microstructures, which is common in transition zones of heat-treated material. The saturated salt electropolishing is a fast and efficient method but may cause unevenly distributed material removal for multi-phase materials. The perchloric acid electropolishing is more time-consuming and hazardous to handle but results in a smoother surface, which is more likely to retain stresses and thereby result in a more reliable measurement. To conclude, for this dual-phase non-hardened steel it is suggested to use perchloric acid as a finishing step of electropolishing before assessing depth and performing stress measurements.
5 Conclusions
The following conclusions are made from the present work:
-
Electrolyte selection can impact residual stress measurements of dual-phase microstructures, such as ferritic–pearlitic. For instance, electropolishing using perchloric acid electrolyte showed higher residual stress magnitudes, for both ground and shot peened material.
-
Electropolishing with saturated salt electrolytes results in higher surface roughness and moreover indicates higher material removal on the pearlitic microstructure constituents. On the other hand, perchloric acid electrolyte resulted in a smoother surface with similar material removal for ferrite and pearlite.
-
Both perchloric acid and saturated salt electropolishing may result in uneven material removal, thereby requiring profilometry measurements for accurate depth assessment, which is critical for components with large stress gradients.
-
In comparison to a three-point measurement using a dial depth gauge, optical profilometry can assess surface depth with greater precision if material removal is uneven.
References
SAE International. Residual stress measurement by X-ray diffraction, HS-784. vol. 2003 Edition. SAE International.
M. Fitzpatrick, A. Fry, P. Holdway, F. Kandil, J. Shackleton and L. Suominen, Determination of Residual Stresses by X-ray Diffraction 2002;52.
I.C. Noyan and J.B. Cohen, Residual Stress Measurement by Diffraction and Interpretation, 1987th ed. Springer, New York, 1987.
F. Valiorgue, G. Kermouche, L. Lacaille, S. Zuchiatti and J. Rech, Electrolytic polishing influence on residual stresses measurements, in Proceedings of Machines et Usinage à Grande Vitesse (MUGV) MUGV2012;2012:16–8.
W.J. McG Tegart, The Electrolytic and Chemical Polishing of Metals in Research and Industry, Pergamon Press, Oxford, 1956.
W. Han and F. Fang, Fundamental Aspects and Recent Developments in Electropolishing, Int. J. Mach. Tools Manuf, 2019, 139, p 1–23. https://doi.org/10.1016/j.ijmachtools.2019.01.001
D. Landolt, Fundamental Aspects of Electropolishing, Electrochim. Acta, 1987, 32, p 1–11. https://doi.org/10.1016/0013-4686(87)87001-9
R. Alkaisee and R.L. Peng, Influence of Layer Removal Methods in Residual Stress Profiling of a Shot Peened Steel Using X-ray Diffraction, Advanced Materials Research, 2014, 996, p 175–80.
N. Pettersson. Investigation of material removal techniques for residual stress profile determination on induction hardened steel 2017.
V. Savaria, F. Bridier and P. Bocher, Computational Quantification and Correction of the Errors Induced by Layer Removal for Subsurface Residual Stress Measurements, Int. J. Mech. Sci., 2012, 64, p 184–195. https://doi.org/10.1016/j.ijmecsci.2012.07.003
M.G. Moore and W.P. Evans, Mathematical Correction for Stress in Removed Layers in X-Ray Diffraction Residual Stress Analysis. Pre-1964 SAE Technical Papers, SAE International; 1958. https://doi.org/10.4271/580035.
E. Wasniewski, B. Honnart, F. Lefebvre and E. Usmial, Material Removal, Correction and Laboratory X-Ray Diffraction, Adv. Mater. Res., 2014, 996, p 181–186. https://doi.org/10.4028/www.scientific.net/AMR.996.181
P.S. Prevey, X-ray Diffraction Residual Stress Techniques, ASM Int ASM Handb, 1986, 10, p 380–392.
C. Azanza Ricardo, M. D’Incau and P. Scardi, Revision and Extension of the Standard Laboratory Technique for X-ray Diffraction Measurement of Residual Stress Gradients, J. Appl. Cryst., 2007, 40, p 675–683. https://doi.org/10.1107/S0021889807022935
European Committee for Standardization. EN 15305:2008 E, Non-destructive Testing – Test Method for Residual Stress analysis by X-ray Diffraction 2008.
O. Flys, J. Berglund and B.-G. Rosen, Using Confocal Fusion for Measurement of Metal AM Surface Texture, Surf. Topogr. Metrol. Prop., 2020, 8, p 024003. https://doi.org/10.1088/2051-672x/ab84c3
International Organisation for Standarization. ISO 25178-2:2012, Geometrical product specifications (GPS) -- Surface texture: Areal -- Part 2: Terms, definitions and surface texture parameters 2012.
J. Holmberg, M. Palosaari, S. Hosseini, H. Larjosuo and P. Anderson, Round Robin Study on Residual Stresses Using X-Ray Diffraction for Shot-Peened Tool Steel Specimens, Mater. Res. Proc., 2018, 6, p 51–56.
Acknowledgments
The authors would like to thank RISE Research Institutes of Sweden AB and Stresstech OY for the support of this study.
Funding
Open access funding provided by RISE Research Institutes of Sweden.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical issue of the Journal of Materials Engineering and Performance on Residual Stress Analysis: Measurement, Effects, and Control. The issue was organized by Rajan Bhambroo, Tenneco, Inc.; Lesley Frame, University of Connecticut; Andrew Payzant, Oak Ridge National Laboratory; and James Pineault, Proto Manufacturing on behalf of the ASM Residual Stress Technical Committee.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Holmberg, J., Berglund, J., Stormvinter, A. et al. Influence of Local Electropolishing Conditions on Ferritic–Pearlitic Steel on X-Ray Diffraction Residual Stress Profiling. J. of Materi Eng and Perform 33, 3682–3690 (2024). https://doi.org/10.1007/s11665-023-08525-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08525-w