
Abstract
Selective laser melting (SLM) has potential benefits for additive manufacturing of complex and precise metal parts with required mechanical and material properties. However, the improvement of surface quality and the minimization of fabrication time still remark a challenge for efficient manufacturing by SLM. Among the process parameters, the scan strategy has a significant influence on process stability and quality of the final manufactured three-dimensional products. This paper demonstrates the investigation of an alternative scan strategy to improve the surface quality with a reduction of fabrication time and laser energy input. Hereby, the scan strategy is performed by a conventional linear and oscillating laser beam movement in a self-developed SLM process chamber. Comparative analysis of the manufactured specimens regarding surface quality and density was performed. The investigations in oscillating laser beam movement show a decrease in the average variation of surface profile up to 50% relative to the experimented conventional linear scan technique. Due to an increased melt pool during the oscillation beam movement, the hatch distance was increased. As a result, the applied laser energy input was reduced by more than 28%, and the area rate was raised up to 50% compared to the conventional linear laser beam movement.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing has become widely popular for manufacturing (Ref 1). The powder-bed fusion (PBF) technique selective laser melting (SLM) is well known for manufacturing complex three-dimensional metal parts. SLM allows an efficient designing with the fabrication of required material properties and less material waste (Ref 2). In SLM, a fast fabrication time with a good surface quality is an essential part of the economic and efficient production of components. However, the surface quality of final products always remarks a challenge for the next-generation production by SLM. In this decade, many strategies were established to improve the surface quality.
Several institutes successfully demonstrated the laser remelting process (additional remelting step of each single layer) to improve the surface smoothness and to reduce the components’ porosity during the SLM process (Ref 3,4,5,6). However, the surface remelting requires a longer processing time since each coated layer is melted twice. Another approach is the multi-laser beam scan strategy, which demonstrated a reduced process time and surface roughness (Ref 7). Heeling et al. used two scan heads for applying dual laser beam during the SLM process. In their experiment, the first laser beam was used to pre-heat the powder or post-heat the specimen surface during the process, and the second laser beam was used to melt the powder (Ref 7). Yu Tsai et al. developed a multi-spot optical module to split the laser beam into three spots (Ref 8). The research group used a synchronized three spots scan strategy on steel powder and fabricated samples with a reduced surface roughness of 3.2 µm and the process time was reduced to 1/3 than using one laser beam (Ref 8). However, the use of multi-beam spot scanning requires a sophisticated integration of device and software.
The use of an oscillation laser beam scanning technique has been successfully carried out in laser welding of various metals to improve process stability and weld quality (Ref 9,10,11,12,13). Besides, an oscillation laser beam scanning technique was also demonstrated for surface polishing of metals and additive manufactured components (Ref 14,15). Furthermore, Yang et al. experimented on circular oscillation scan technique for additive manufacturing of Inconel 718 samples (Ref 16). The authors found an effective solution to improve formability, microstructure and texture of SLM-fabricated samples. Matthias et al. introduced various oscillation scan techniques as a potential feature in additive manufacturing (Ref 17).
In this research work, the influence of circular laser beam oscillation scan technique during the SLM process on the surface topography and the processing time has been investigated. Beside the oscillation beam movement, a comparison to the conventional linear scan technique was conducted. The investigations were executed by manufacturing stainless-steel 316L specimens within a self-developed SLM process chamber. The manufactured specimens were evaluated by topographical and metallographic analysis to identify the influence of the scan strategies.
Experimental Setup and Methodology
Experimental Setup
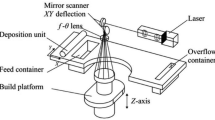
The experiments were performed in a laser robot cell, which is integrated with a TRUMPF TruFiber 1000 fiber laser with a maximum laser output power of 1000 W in near-infrared wavelength (1075 nm ± 7 nm). A 2D scan head intelliSCANde 30 from SCANLAB with a focal length of 255 mm and a focused spot size of 46 µm was used. The fabrication of the SLM specimens was carried out in a self-made modular SLM process chamber, which was developed for flexible laboratory experiments. The building platform with a diameter of 40 mm was made of carbon steel C45. To fabricate the test specimens, TRUMPF 316L-A LMF powder material with a median grain size of ~D50 = 22.4 µm was used. During the experiments, argon (ultra-high purity 5.0 grade) was used inside the process chamber as shielding gas with a flow rate of 20 l/min. The complete experimental setup is shown in Fig. 1.

(a) Experimental setup of the SLM process chamber system inside the robot cell. (b) View into the process chamber with an exposed powder layer
Methodology
The investigations on the circular laser beam oscillation scan technique were performed in three steps: First, 316L specimens were fabricated in a parameter study by varying laser power and hatch distance. Thereby, conventional linear scan technique was applied to identify specimens with a smooth surface quality. For the conventional parametric study, the scan strategy with single parallel lines was performed to melt each layer of the 316L specimens. The laser power was varied between 150 W and 300 W in four steps and the laser beam velocity was fixed at 400 mm/s. During the SLM process, 50 µm thickness of the powder layer was coated to fabricate new layers. Eight specimens (4 mm x 4 mm size) with 15 layers were fabricated with conventional scan technique. Thereby, four specimens were fabricated with 45 µm of hatch distance and in the second batch, another four specimens were fabricated with a hatch distance of 90 µm. The changes in laser power were kept the same in both batches. The relative hatch angle was kept constant for each new layer. The specimen with the smoothest surface quality was used as reference for the third step of the investigations.
In the second step of the investigations, the response of the 2D laser scan in order to oscillate the laser beam, Fig. 2, was determined by blind welding with varying oscillation frequency, amplitude and laser beam velocity on a 1 mm thick S235JR steel sheet.

Schematically depicted applied circular oscillation pattern—oscillation amplitude over scan direction
Afterward, the characteristics of the circular path weld seams on the steel plate were observed with a Carl Zeiss Axio Zoom V.16 optical microscope to identify applicable oscillation parameters for the SLM process. With the evaluation of the blind weld seams, the actual response behavior in terms of the actual amplitude of the 2D scan was determined.
In the third step of the investigations, applicable oscillation parameters were selected to fabricate specimens by SLM. At the same time, the reference specimen with the conventional scan technique was fabricated simultaneously. In total, 20 layers of 316L were fabricated. The selected hatch distance was based on the preliminary investigations of step two. The track spacing was selected in relation to the measured track widths in such a way that a track overlap of 10% or 20% was achieved, as shown in Fig. 3.

(a) Applied scan technique without oscillation (conventional linear scan technique). (b) Laser beam oscillation scan strategy with 10% and 20% of the corresponding actual oscillation amplitude
After the fabrication, the topography of all specimens was investigated using the Keyence VR - 3100 profilometer. Also, the surface and the cross section of the fabricated SLM specimens were observed by using a Carl Zeiss Axio Zoom V.16 and a Axio Imager.Z2 Vario optical microscope.
Result and Discussion
Parameter Study with Conventional Scan Technique
As mentioned above, in the first step of the investigations 316L specimens were fabricated with conventional linear scan technique to identify specimens with a smooth surface profile. Figure 4 shows the parametric study of specimens’ surface fabricated with conventional linear scan technique.

SLM specimens fabricated with conventional scan technique at beam velocity of 400 mm/s. Hatch distance of specimen (a) R1.1-R1.4 is 45 µm and (b) R2.1-R2.4 is 90 µm
According to Fig. 4, eight specimens fabricated by conventional SLM scan technique were investigated by topographic analysis. With a laser power of 250 W or less and a hatch distance of 45 µm, the surface exhibits a waviness. In contrast, the specimens with a hatch distance of 90 µm and a laser power of less than 250 W exhibit a plainer surface. Among the specimens, R1.4 and R2.3, marked by red dashed rectangles, show a smoother surface compared to other specimens. The topographic analysis of the two specimens was performed to compare their surface homogeneity, as shown in Fig. 5.

R1.4-a, R2.3-a, optical microscope (left) and topographic (right) image of specimen R1.4 and R2.3 with a selected section of topography measurement lines. R1.4-b, R2.3-b, surface profile of each topography measurement lines of the corresponding specimen. R1.4-c, R2.3-c box plot corresponding measurement lines of specimen R1.4 and R2.3. Topography measurement lines are performed perpendicular to the hatches
In Fig. 5, R1.4-b and R2.3-b illustrate the surface profile at certain sections of the corresponding specimens’ surface. Each graph in R1.4-b and R2.3-b shows the respective topography measurement line as specified in R1.4-a and R2.3-a. The specimens’ edges were excluded for topography due to super elevations. The zero line at the y-axis states the mean line of the respective measurement line. From the graph of the surface profile, specimen R1.4 exhibits strong accumulation at the end of the measurement lines, compared to specimen R2.3. Due to the accumulation of material, sharper peaks are observed in specimen R1.4. The box plot diagram of the corresponding specimens (R1.4-c and R2.3-c) defines the quantitative results of the surface heights. The width of each box consists of 50% of the surface height of the corresponding specimen. The height of the boxes is inversely correlated to the homogeneity of the surface profile, which means more homogeneous surfaces have a lower height of the box. The box plot of specimen R2.3 shows less variation in surface height compared with specimen R1.4. In the case of specimen R2.3, 50% of the peak value remain below 25 µm, where specimen R1.4 shows more than 30 µm.
Regarding the fabrication time, specimen R2.3 required 50% less time since the hatch distance of 90 µm was twice of specimen R1.4. Consequently, the required laser energy input (the ratio between laser power [W] and the product of laser beam velocity [mm/s] and hatch distance [mm]) is also reduced more than 50% during SLM manufacturing. In Fig. 5, R1.4-b, the uneven surface is mainly at the end of the measurement, which indicates that a larger melt pool was present there. From the above comparison, specimen R2.3 shows more even surface and better process efficiency compared to the other specimens, which are all fabricated with conventional scan technique in the first step of the experiment. The parameter combination of the specimen R2.3 was selected as the reference in the following investigations.
Determination of the Actual Oscillation Movement
As previously mentioned, the actual real amplitude is detected with blind weld seams. Figure 6 shows the variation of the actual oscillation amplitudes regarding the input oscillation parameters frequency, amplitude and velocity, which were observed as the second step of the investigation.

Variation of input oscillation amplitude (oscillation diameter) and actual amplitude of circular path. Selected parameters for fabricating test specimen are marked as red dashed rectangle
According to Fig. 6, the actual oscillation amplitude (oscillation diameter) is less than the input amplitude, which defines the physical capability of the scan head to generate oscillation at a certain amplitude. Higher input amplitude leads to a slightly wider actual amplitude. The beam velocity also affects the weld width; 400 mm/s leads to a narrower weld seam compared to 300 mm/s. The increase in the oscillation frequency leads to narrower weld seams. To fabricate specimens with the beam oscillation technique, two parameter sets with beam velocity of 300 mm/s and 400 mm/s (comparable beam velocity as in the investigations with conventional scan technique) were chosen, which are marked as red dashed rectangles in Fig. 6. At 400 mm/s, the input frequency of 2500 Hz was selected because of insufficient oscillation generation at 2000 Hz.
Parameter Study of Beam Oscillation Technique
In the third step of the investigations, four specimens (S1-S4) were fabricated with selected oscillation parameters from the second step of the investigations. In addition, a reference specimen (R2.3) with conventional scan technique was fabricated along within these investigations. The selected process parameters are shown in Table 1.
From Table 1, the laser power of 250 W was selected for all specimens since at this power the reference specimen R2.3 shows highest surface quality by conventional scan technique (see Fig. 4, 5). The hatch distance for the circular beam oscillation test specimens was selected regarding the corresponding oscillation amplitude. Here, the oscillation amplitude is the actual amplitude, which is generated by the 2D scan head, measured out of blind weld seams. According to the process parameters in Table 1, the surfaces of the fabricated beam oscillation specimens S1-S4 compared with the reference sample R2.3 are shown in Fig. 7.

Fabricated test specimen S1-S4 by beam oscillation scan technique and reference sample R2.3
Derived from Fig. 7, the specimens S1 and S3 were fabricated with approximately 10% track overlap and S2 and S4 were fabricated with around 20% track overlap based on their actual oscillation amplitude (see Table 1 and Fig. 3). Among the specimens, S2 and S4 show a smoother surface appearance. For the comparative analysis with the reference specimen R2.3, the specimens S2 and S4 (marked as red dashed rectangle box) were selected for topographic and metallographic analysis.
Comparative Analysis Between Beam Oscillation and Conventional Scan Technique
Figure 8 illustrates the topographic analysis of the specimen S2 and the reference specimen R2.3.

S2-a, R2.3-a, optical microscope (left) topographic (right) image of specimen S2 and R2.3 with selected measurement line for surface topography. S2-b, R2.3-b surface profile of the corresponding specimen at selected topography measurement line. S2-c, R2.3-c, box plot of the corresponding measurement line of specimen S2 and R2.3. Here topography measurement lines are performed perpendicular to the hatches
In Fig. 8, S2-b and R2.3-b show the actual measuring surface profiles of the specimen S2 and the reference specimen R2.3 at different sections (line 1-5). Each line of specimen S2 shows less surface deviation than of specimen R2.3. As illustrated in the boxplots of the corresponding specimens, an increased width of the boxes shows more significant variation in the surface evenness. Compared to the reference specimen R2.3, the specimen S2 shows less variation (less than 20 µm from 25% quartile to 75% quartile) in the surface topography. In contrast, the recorded surface variation of the reference specimen R2.3 is more than 30 µm (from 25% quartile to 75% quartile). Furthermore, the difference between the minimum and maximum surface heights of the specimen S2 is less than 55 µm where reference specimen R2.3 has more than 60 µm (see Fig. 8 S2-c and R2.3-c). However, uneven sharp peaks have been noticed on specimen S2, which may occur due to the circular movement of the laser beam. A similar phenomenon is also observed at the specimen S4, as shown in Fig. 9.

S4-a, R2.3-a, optical microscope (left) topographic (right) image of specimens S4 and R2.3 with selected measurement line for surface topography. S4-b, R2.3-b surface profile of the corresponding specimen at selected topography measurement line. S4-c, R2.3-c, box plot of the corresponding measurement line of specimen S4 and R2.3. Here topography measurement lines are performed perpendicular to the hatches
According to Fig. 9, the specimen S4 also shows a more even surface than of the reference specimen R2.3 (see S4-b and R2.3-b). The surface height of the specimen S4 has less variation (lines 1-5) than the reference specimen R2.3, which is further illustrated in the box plot of the respective specimen. The variation of surface peaks at each measurement line of the specimen S4 is recorded between 16 µm and 20 µm (from 25% quartile to 75% quartile). The average height of the surface peaks of the specimens S4 and R2.3 is around 38 µm and 48 µm. The least average surface height is around 24 µm recorded from specimen S2. For the further observation of the specimens S2, S4 and reference specimen R2.3, cross-sectional views of these specimens are given in Fig. 10.

Cross-sectional view of specimen S2, S4 and reference specimen R2.3. The cross section is performed according to the dawn arrow and perpendicular to hatches
From the topographic analysis and the cross-sectional view, the specimens S2 and S4, fabricated by circular beam oscillation scan technique, show less surface variation than the reference specimen R 2.3, fabricated with conventional scan technique. In all three cross sections, no porosity is visible.
From the above experiment, it has been observed that laser beam oscillation has a significant improvement on surface evenness. The circular movement of the laser beam may cause partial remelting of the initial melted zone due to the overlap of the oscillated beam. At the same time, the dynamics of the melt flow may be reduced ahead of the linear beam movement, which leads to a reduction of waviness on the surface. Also, the thermal energy utilized by the conduction process inside the circular laser beam movement helps to optimize the SLM process with lower laser energy input (Ref 18). Besides, the oscillating laser beam movement causes a lower remelted depth in the fusion zone than a conventional linear beam movement at certain laser power (Ref 14,15,16,17,18,19).
In summary, Table 2 highlights the comparative results between conventional and beam oscillation scan technique.
The area rate (product of laser beam velocity [mm/s] and hatch distance [mm]) of the specimens with oscillation scan technique is higher than the reference specimen since at a certain amplitude and frequency larger area is possible to melt with a circular beam oscillation. The calculated area rate of specimens S2 and S4 is around 40% and 50% higher than of the reference specimen R2.3. At the same time, the density of the specimens remained constant (see Fig. 10). With the beam oscillation scan technique, the area rate increases and the required laser energy input is reduced.
However, the applied beam oscillation strategy has also some limitations. First, the scanner head exhibits a deviation regarding the input amplitude and the actual amplitude, see Fig. 6. This behavior was caused by the inertia of the galvo mirrors of the scan head in combination of a rapid change of the moving direction in a small circular motion of less than 150 µm diameter. Higher oscillation frequencies, which would be necessary for increased laser beam velocities in combination with an actual circular laser beam movement, would lead to a higher deviation between the input and the actual amplitude. At a specifical combination of oscillation amplitude and frequency, the actual laser beam movement would be nearly a straight line. This circumstance could be remedied by using a scan head with a smaller aperture. Another way could be a scan head designed for only circular laser beam movements, so-called wobble heads (Ref 20,21). The drawback of a smaller aperture is the less maximum usable laser power in combination with a reduced processable working area. In the case of the wobble heads, the guidance of the complete wobble head takes place over a linear system, which leads to a massive reduction of the area rate and flexibility. In the view of the micro-welding process, which is applied in the SLM process, higher linear and/or oscillation frequency may also lead to higher process dynamics. These dynamics could increase patters and an inhomogeneous melt pool.
Conclusions
In this research work, the possibility and implication of a circular laser beam oscillation scan technique in additive manufacturing SLM process have been successfully demonstrated and investigated. The results of the overall investigations show that laser beam oscillation scan technique has potential benefits in terms of reducing the surface topography, fabrication time and laser energy input. The specimens fabricated with the oscillation scan technique show equal and high densified structure using less laser energy input per area. This can be used to make the SLM process more economic. The oscillating scan technique opens new opportunities for processing different material types or layered structures out of two different materials. The future research work in this field could be as follows: (i) influence of the oscillation scan technique on the process stability with higher scan velocities, (ii) the effect on the material’s grain structure and (iii) processing with different hatch angles.
References
M. Schmidt, M. Merklein, D. Bourell, D. Dimitrov, T. Hausotte, K. Wegener, L. Overmeyer, F. Vollertsen and G.N. Levy, Laser Based Additive Manufacturing in Industry and Academia, CIRP Ann., 2017 https://doi.org/10.1016/j.cirp.2017.05.011
A. Gebhardt, Generative Fertigungsverfahren: Additive Manufacturing und 3D Drucken für Prototyping ; Tooling; Produktion, 1st ed., Carl Hanser Fachbuchverlag, s.l., 2013, ger
E. Yasa, J. Deckers, and J.-P. Kruth, The Investigation of the Influence of Laser Re-Melting on Density, Surface Quality and Microstructure of Selective Laser Melting Parts
N.T. Aboulkhair, N.M. Everitt, I. Ashcroft and C. Tuck, Reducing Porosity in AlSi10Mg Parts Processed by Selective Laser Melting, Addit. Manuf., 2014 https://doi.org/10.1016/j.addma.2014.08.001
B. Liu, B.-Q. Li and Z. Li, Selective Laser Remelting of an Additive Layer Manufacturing Process on AlSi10Mg, Results Phys, 2019 https://doi.org/10.1016/j.rinp.2018.12.018
J. Vaithilingam, R.D. Goodridge, R.J.M. Hague, S.D.R. Christie and S. Edmondson, The Effect of Laser Remelting on the Surface Chemistry of Ti6al4V Components Fabricated by Selective Laser Melting, J. Mater. Process. Technol., 2016 https://doi.org/10.1016/j.jmatprotec.2016.01.022
T. Heeling and K. Wegener, The Effect of Multi-beam Strategies on Selective Laser Melting of Stainless Steel 316L, Addit. Manuf., 2018 https://doi.org/10.1016/j.addma.2018.05.026
C.-Y. Tsai, C.-W. Cheng, A.-C. Lee and M.-C. Tsai, Synchronized Multi-spot Scanning Strategies for the Laser Powder Bed Fusion Process, Addit. Manuf., 2019 https://doi.org/10.1016/j.addma.2019.02.009
A. Haeusler, A. Schürmann, C. Schöler, A. Olowinsky, A. Gillner and R. Poprawe, Quality Improvement of Copper Welds by Laser Microwelding with the Usage of Spatial Power Modulation, J. Laser Appl., 2017 https://doi.org/10.2351/1.4983505
F. Schmitt, B. Mehlmann, J. Gedicke, A. Olowinsky, A. Gillner, and R. Poprawe, Laser Beam Micro Welding With High Brilliant Fiber Lasers. JLMN, 2010, 5
L.H. Shah, F. Khodabakhshi and A. Gerlich, Effect of Beam Wobbling on Laser Welding of Aluminum and Magnesium Alloy with Nickel Interlayer, J. Manuf. Process., 2019 https://doi.org/10.1016/j.jmapro.2018.11.028
F. Fetzer, M. Sommer, R. Weber, J.-P. Weberpals and T. Graf, Reduction of Pores by Means of Laser Beam Oscillation During Remote Welding of AlMgSi, Opt. Lasers Eng., 2018 https://doi.org/10.1016/j.optlaseng.2018.04.012
S. Li, G. Mi and C. Wang, A Study on Laser Beam Oscillating Welding Characteristics for the 5083 Aluminum Alloy: Morphology, Microstructure and Mechanical Properties, J. Manuf. Process., 2020 https://doi.org/10.1016/j.jmapro.2020.01.018
V. Alfieri, P. Argenio, F. Caiazzo, and V. Sergi, Reduction of Surface Roughness by Means of Laser Processing over Additive Manufacturing Metal Parts. Materials (Basel, Switzerland), 2016. https://doi.org/10.3390/ma10010030
H.S. Dewi and J. Volpp, Impact of Laser Beam Oscillation Strategies on Surface Treatment of Microalloyed Steel, J. Laser Appl., 2020 https://doi.org/10.2351/7.0000196
H. Yang, G. Jing, P. Gao, Z. Wang and X. Li, Effects of Circular Beam Oscillation Technique on Formability and Solidification Behaviour of Selective Laser Melted Inconel 718: From Single Tracks to Cuboid Samples, J. Mater. Sci. Technol., 2020 https://doi.org/10.1016/j.jmst.2019.09.044
S. Matthias, M. Lucas, S. Sivam, and B. Bhut, Using Wobble Based Laser Scanning Techniques in Additive Manufacturing Applications. Lasers in Manufacturing Conference, 2019
A. Häusler, B. Mehlmann, A. Olowinsky, and e. al, Efficient Copper Microwelding with Fibre Lasers Using Spatial Power Modulation. Lasers in Engineering, 2017, 36(Nr.1-3), p 133–146
C. Zhang, X. Li and M. Gao, Effects of Circular Oscillating Beam on Heat Transfer and Melt Flow of Laser Melting Pool, J. Market. Res., 2020 https://doi.org/10.1016/j.jmrt.2020.06.030
IPG Photonics, D50 wobbel and seam tracking head, https://www.ipgphotonics.com/en/products/beam-delivery/process-heads/welding/d50-wobble-and-seam-tracking-head. 2021. Accessed 21 January 2021
Scanlab.de, welDYNA - Dynamic Beam Oscillation Head. https://www.scanlab.de/en/products/scan-systeme/weldyna. 2021. Accessed 21 January 2021
Acknowledgments
The authors acknowledge support by the German Federal Ministry of Education and Research within the program “FH-Impuls” (Project SmartPro, Subproject AddFunK, Grant No. 03FH4I04IA) and “FH-Invest” (Project FlexLight 4.0, Grant No. 13FH114N6).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical focus in the Journal of Materials Engineering and Performance on Additive Manufacturing. The issue was organized by Dr. William Frazier, Pilgrim Consulting, LLC; Mr. Rick Russell, NASA; Dr. Yan Lu, NIST; Dr. Brandon D. Ribic, America Makes; and Caroline Vail, NSWC Carderock.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Islam, N., Schanz, J., Kolb, D. et al. Improvement of Surface Quality and Process Area Rate in Selective Laser Melting by Beam Oscillation Scan Technique. J. of Materi Eng and Perform 30, 5108–5117 (2021). https://doi.org/10.1007/s11665-021-05665-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-021-05665-9