
Abstract
Fundamental experiments are conducted with the aim of developing an efficient recycling process for rare earth elements (REEs) from neodymium-iron-boron (Nd-Fe-B) permanent magnet scrap. Molten magnesium dichloride (MgCl2) was chosen as an extraction medium, which can selectively chlorinate and extract REEs in magnet alloys. Dysprosium-containing Nd-Fe-B magnet alloy was immersed in molten MgCl2 at 1273 K (1000 °C) for 3 to 12 hours. The results of the experiments clearly show that the REEs in the magnetic alloy were successfully extracted into the molten salt, while the Fe-B alloy remained in a solid form. The extraction ratios of Nd and Dy were at most 87 and 78 mass pct, respectively. After the extraction experiment, excess MgCl2 and Mg were removed by vacuum distillation and the rare earth chlorides were recovered. Thus, the feasibility of this method for efficient recovery of rare earths using molten MgCl2 is demonstrated.
Similar content being viewed by others


Introduction
Neodymium-iron-boron (Nd-Fe-B) sintered magnets[1,2] are rare earth permanent magnets, which have extremely high magnetic intensity. When doped with dysprosium (Dy), Nd-Fe-B can sustain its high magnetic intensity even at high temperatures.[3] This feature makes Nd-Fe-B magnets suitable for wider applications, including the fabrication of motors for electronic vehicles (EVs), compressors in air conditioners, and power generators. In response to the increasing demand for these applications, the production of Nd-Fe-B magnets has increased significantly and is expected to increase further. However, Nd and Dy are rare earth elements (REEs) and are therefore difficult to procure. For example, Dy is scarce in the Earth’s crust and economically feasible ores of Dy are found only in limited regions (i.e., ion clay ore from the southern part of China). Accordingly, Dy is currently in short supply and is very expensive. Although Nd is rather abundant, radioactive wastes such as uranium (U) and thorium (Th) compounds are always present during the mining and smelting of Nd. In the near future, used magnet scrap discarded from EVs will be an important secondary source of a stable supply of these materials. In order to ensure a reliable supply of valuable REEs and to save energy and natural resources consumed by the production of REEs from ores, it is important to develop an efficient recovery process for Nd and Dy from Dy-containing Nd-Fe-B magnet scrap materials.
Currently, magnet scrap can be classified into two types: those generated during production processes, e.g., alloy fabrication, magnet shaping, and grinding; and those discarded from used industrial products. REEs are usually recovered from scrap produced in magnet manufacturing by a wet process using multistage hydrometallurgical methods that generate a large quantity of waste acid solutions. However, magnets from used industrial products are currently not recycled, with the exception of the large magnets used in medical magnetic resonance imaging (MRI) equipment. The large magnets used in motors for EVs are a good target for recycling, as they are disposed of within 10 years. To recycle a large quantity of magnet scrap, the pyrometallurgical method is advantageous from an environmental perspective. This technique is an alternative to the hydrometallurgical method, which produces a large amount of waste solution, including the very strong oxalic and hydrofluoric acids. In addition, the pyrometallurgical process is relatively simple with a fast processing time, which is suitable for large-scale operation.
In order to develop an environmentally friendly recycling process for REEs with high efficiency, many studies based on pyrometallurgical methods have been carried out for various kinds of magnet scraps.[4,5,6,7] Some of the major research works are summarized in Table I.[7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29] Takeda et al. demonstrated the direct extraction of Nd from magnet scrap using molten metals.[9,10,11,12] They also proposed an environmentally sound system in which valuable REEs are recovered from a mixture of different kinds of scraps using magnesium (Mg) scrap as a rare earth extraction medium. Murase et al. developed a chemical vapor transportation (CVT) method to separate and recover REEs.[13,14,15] They treated magnet scrap with aluminum chloride (AlCl3) vapor at high temperatures and the REEs were recovered as vapor complexes, e.g., REAlCl3 (RE rare earth). The selective reduction and distillation process proposed by Uda et al. is another example of a rare earth separation process involving gas-phase separation.[16,17] Mixed rare earth compounds were converted into halides, and then separated according to the differences in the vapor pressure of species with different oxidation states. Other proposed processes involve rare earth oxidation by molten slag phase,[18,19,20,21,22] molten salt electrolysis,[23,24,25] and selective chlorination.[26,27] Some of these techniques are feasible for “in-process” (or “in-house”) magnet scrap, or scrap supplied by a certain production route with a defined composition. However, in the case of processing large quantities of rare earth magnets from discarded industrial products such as EV batteries, the compositional variations in the magnet alloys themselves as well as contamination by iron (Fe), aluminum (Al), copper (Cu), nickel (Ni), and other metals need to be considered. In this respect, recent studies focus more attention on how to separate rare earth elements from these impurities, and how to separate different kinds of rare earth elements from each other.
The authors aim to develop an efficient recovery process for REEs from relatively large magnet scraps from industrial products. To this end, the authors have proposed a dry process in which REEs are selectively recovered alongside other metals from end products such as EVs.[28,29] Figure 1 shows a flow chart of the recovery process examined in this study, which consists of an extraction step and a separation step. In the extraction step, molten magnesium chloride (MgCl2) was used as an extraction agent to extract and recover the valuable Nd and Dy. By simply immersing magnet scraps into molten MgCl2, the REEs are selectively chlorinated and extracted into molten salt, leaving the Fe-B alloy as a solid phase. In the separation step, vacuum distillation was applied to remove excess MgCl2 and by-product Mg from the mixed salt obtained during the extraction step. Simultaneously, chlorides of Nd and Dy in the mixed salt can be separated from each other using the differences in their vapor pressures. In this process, REEs can be efficiently extracted by solid/liquid reaction, in which both high reaction speed and large mass transfer can easily be achieved. In addition, highly purified rare earth compounds are expected to be obtained through the gas-phase distillation process. Therefore, this process is considered suitable for the recovery of REEs from large amounts of magnet scrap that have variable compositions and contaminant elements. Furthermore, an environmentally sound process can be achieved by recovering and reusing the MgCl2. In this paper, thermodynamic analyses and the results of fundamental experiments are reported and the feasibility of the proposed process is discussed.

The new recovery process of REE from Nd-Fe-B magnet scrap by utilizing molten MgCl2 proposed in this study
Thermodynamics
In the first part of this study, the authors investigate a suitable molten salt for the extraction step. In order to selectively extract REE from industrial scrap, metals such as Fe, Al, Cu, and Ni, which account for the main portion of industrial scrap, remain in a solid metal phase. Therefore, the extraction medium needs to be non-reactive with these metals, and reactive with REEs. In addition, it is desirable that the obtained rare earth compounds can be easily recovered using vacuum distillation. In this section, the thermodynamic properties of the elements and compounds related to the process using MgCl2 as an extraction medium are discussed.
Figure 2 shows the standard Gibbs energy of formation for several chlorides as a function of temperature.[30,31,32] The crosses and filled circles in the figure represent the melting point and boiling point of each compound, respectively. As shown in this Ellingham diagram, Nd and Dy are easily chlorinated by metal chlorides such as NiCl2, CuCl, FeCl2, ZnCl2, BCl3, AlCl3, and MgCl2, because the formation energy of their chlorides are low. On the other hand, Fe and B are not chlorinated by AlCl3, MgCl2, DyClx, NdCl3, and NaCl. Therefore, when magnet alloy reacts with MgCl2 at high temperature, only Nd and Dy are expected to be chlorinated by MgCl2, while the main component of the magnet (Fe) and B are not. It is important to note that metals such as Al, Cu, and Ni that often co-exist in industrial scrap, are also not chlorinated by MgCl2. AlCl3 may be another suitable extraction medium for selective extraction of rare earth elements. However, MgCl2 has the advantage of a faster reaction speed because liquid MgCl2 is stable at higher temperatures than AlCl3, and is able to dissolve chlorinated rare earth elements into the liquid phase and remove them from the surface of the magnet scrap. The reaction temperature of the extraction experiment was set at 1273 K (1000 °C) in order to obtain sufficient chemical and physical reaction speeds.

When magnet alloy is immersed in molten MgCl2, rare earth elements are expected to be extracted into MgCl2 as rare earth chlorides according to reactions [1][30] and [2][30,31] below.
Assuming that Fe and B remain as a solid phase, the mixed salt containing the rare earth chlorides can be recovered through physical separation from the solid Fe-B alloy. The full extraction reaction of rare earth element from magnet scrap is shown by reaction [3].
In this study, vacuum distillation was applied to remove excess MgCl2 and by-product Mg from the mixed salt after the extraction reaction. Figure 3 shows the vapor pressure of Mg metal and several chlorides as a function of temperature.[30] Though DyCl2 is expected to be stable in molten MgCl2 during extraction, there exists few data on the vapor pressure of rare earth di-chlorides. For this reason, vapor pressure of DyCl3 was shown in Figure 3. The vapor pressure of MgCl2 and Mg at 1273 K (1000 °C) is as high as 3.2 × 10−2 atm and 4.6 × 10−2 atm, respectively. Therefore, MgCl2 and Mg are separated from rare earth chlorides that have lower vapor pressures (\({p_{{\text{NdCl}}_{3}}}\) = 7.9 × 10−4 atm, \({p_{{\text{DyCl}}_{3}}}\) = 1.6 × 10−2 atm) by vacuum distillation. Considering that the vapor pressure of rare earth dihalides is lower than that of trihalides by one to two orders of magnitude,[33] separation of MgCl2 and Mg from DyCl2 would be more efficient than that from DyCl3. Furthermore, there is a possibility to recover NdCl3 and DyCl2 separately by taking an advantage of large difference in the vapor pressure of trihalides and dihalides.

Vapor pressures of magnesium metal and several chlorides. The vapor pressure for each substance was calculated from standard Gibbs energy of formation in the referenced database[30]
Experimental Procedures
Extraction of Nd and Dy
In the extraction experiment, small pieces of rare earth magnet alloy were immersed in molten MgCl2 and the selective extraction of REEs was examined. The materials used in the extraction experiments are shown in Table II. Dy-containing Nd-Fe-B magnet alloy produced by Shin-Etsu Chemical Co., Ltd. was used as simulated magnet scrap. The composition of the alloy was 27.4 mass pct Nd, 5.1 mass pct Dy, 66.5 mass pct Fe, and 1.0 mass pct B, according to chemical analyses by inductively coupled plasma atomic emission spectrometry (ICP-AES, Hitachi High-Tech Science Co., SPS4000). The alloy was cut into small pieces (about 5 × 5 × 10 mm) and washed prior to the extraction experiments. The magnet alloy and anhydrous MgCl2 were dried for more than 72 hours in a vacuum dryer (Tokyo Rikakikai Co., Ltd., VOS-201SD) at 423 K (150 °C).
Table III shows the conditions used for the extraction experiments. The weight ratio of magnet alloy to MgCl2 was 2 : 3. Assuming the chlorination reactions [1] and [2] are dominant, the amount of MgCl2 used in these experiments are five times greater than the stoichiometric amount. The reaction temperature, T, was 1273 K (1000 °C), and the reaction time, t’’, ranged from 3 to 12 hours. Figure 4 shows the experimental setup for the selective extraction of Nd and Dy from magnet alloy by utilizing molten MgCl2. A stainless-steel reaction tube (100 mm internal diameter, 565 mm length) was set in an electric furnace with a Ti sponge at the bottom as a getter material for oxygen and nitrogen. Magnet alloy and anhydrous MgCl2 were placed in a 100 ml iron crucible and held in the upper section of the reaction tube. The tube was flushed with argon (Ar) gas and the bottom of the tube was heated to 1273 K (1000 °C). Next, the crucible was moved to the bottom of the reaction tube in order to start the extraction reaction by melting the MgCl2 in the crucible. During the experiments, a continuous flow of Ar gas was supplied. After reaction for 3 to 12 hours, the samples were slowly cooled in the furnace and the alloy and the salt in the crucible were recovered.

Schematic illustration of the experimental setup for the extraction experiment using molten MgCl2
After the extraction experiments, the chemical phases in the magnet alloy and the salt were identified using X-ray diffraction (XRD, Rigaku Co., RINT 2000). In the XRD analysis, the salts were covered with polyimide film to prevent moisture absorption. The composition of each sample was determined by ICP-AES analysis and the concentration of chlorine was measured using potentiometric titration (DKK-Toa Co., AUT-501). In the ICP-AES analyses, 1000 ppm sample solutions were prepared by dissolving 0.1 g of the samples in mixed acid (96 pct H2SO4 : 63 pct HNO3 : H2O = 2 : 2 : 10 mL) and diluting it with water to a volume of 100 ml. In the potentiometric titration, 0.1 g of the samples was dissolved in mixed acid (96 pct H2SO4 : 63 pct HNO3 : H2O = 1 : 1 : 10 mL), and the solution was titrated with 0.01 mol/L AgNO3 solution. A silver/silver chloride electrode (Ag/AgCl/Cl−) was used as a reference electrode to measure the voltage of a silver electrode (Ag/Ag+) immersed in the sample solution. The concentration of chlorine in the sample solution was calculated from total volume of titrated AgNO3 up to the end of the deposition of AgCl.
Recovery of RE Chlorides
The recovery experiment was conducted using the mixed salt obtained after the extraction experiment of 6 hours (Exp. 3). In this experiment, excess MgCl2 and by-product Mg in the salt were removed by vacuum distillation, and the rare earth compounds were recovered.
Figure 5 shows the experimental setup for the recovery experiment. A quartz reaction tube (42 mm internal diameter, 46 mm outer diameter, 450 mm length) closed at one end was used as a reaction tube. The mixed salt obtained after Exp. 3 (see Table III) was placed in a stainless-steel crucible (70 mm length, 20 mm width, and 15 mm height) and set in the quartz reaction tube with a Ti sponge as a getter material for oxygen and nitrogen. The inner wall of the reaction tube was covered with a Ti foil so that the depositions after the experiments could be easily recovered. After the reaction tube was flushed with Ar gas, the inside of the reaction tube was evacuated to a total pressure of 2 × 10−4 atm, and the furnace was heated to keep the stainless-steel crucible at 1273 K (1000 °C). The gas pressure was kept lower than 2 × 10−4 atm during vacuum distillation. After vacuum distillation for 6 hours, the reaction tube was slowly cooled in the furnace. Depositions on the Ti foil and the remaining compound in the crucible were recovered and analyzed by XRD, ICP-AES, and potentiometric titration.

Schematic illustration of the experimental setup for the recovery experiment based on vacuum distillation
Results and Discussion
Extraction of Nd and Dy
Photographs of the samples obtained after the extraction experiment (Exp. 1) are shown in Figure 6. The magnet alloy kept its cubic shape and had no obvious change in appearance after the treatment. On the other hand, the color of the salt changed from white (the color of the pure MgCl2) to greenish blue.

Photographs of (a) the alloy and (b) the salt obtained after the extraction experiment using molten MgCl2 at 1273 K (1000 °C) for 3 h (Exp. 1)
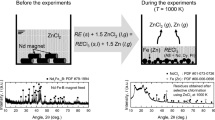
Figure 7 shows the XRD patterns of samples obtained after the extraction experiment. Results of Exp. 2 are shown for reference. After the extraction experiment, the Nd2Fe14B phase present in the initial alloy (Figure 7(a)) disappeared, and only the Fe phase was identified in the alloy (Figure 7(b)). The peak positions had shifted slightly towards lower angles compared to the Fe phase PDF #06-0696. As shown in Figure 7(d), the salt contained NdCl3 and MgCl2 phases. These results indicate that Nd in the magnet alloy was extracted into molten MgCl2 as NdCl3 according to reaction [1] during the extraction experiment. No phases containing Dy or B were observed by XRD.

XRD patterns of the samples in the extraction experiment. (a) The initial Nd-Fe-B magnet alloy, (b) the alloy obtained after Exp. 2 (1273 K (1000 °C), 6 h), (c) the initial MgCl2, and (d) the salt obtained after Exp. 2 (1273 K (1000 °C), 6 h)
The weights and chemical compositions of the alloy and salt are summarized in Tables IV and V, respectively. Changes in the chemical compositions of the alloy and salt samples lead the authors to the conclusion that Nd and Dy were successfully extracted into the molten MgCl2. The concentrations of Nd and Dy in the magnet alloys decreased with the progress of the reaction, while those in the salts increased. The concentration of Nd in the salt reached 21.3 pct (Exp. 4 in Table V) after 12 hours of reaction time. On the other hand, the relative concentration of Fe and B in the alloys increased compared to the initial values, while those in the salts obtained after the experiments were less than 1.05 mass pct. These data reveal that Fe and B in the magnet alloys remained in the solid phase during the extraction experiments.
The extraction efficiency of the experiment was evaluated from the weight and composition of the samples. The REE extraction ratio, Rex,i, is defined by the following formula. The weight of the element i in the samples was calculated from the concentration of i in each sample and the weight of respective samples. The weight percentage of i extracted into the salt compared to that in the initial magnet alloy was calculated.
REE extraction ratio, Rex,i
where i: Nd or Dy; wsalt: mass of the salt obtained after the exp; wNd-Fe-B: mass of the initial magnet alloy; C’ i ,after exp.: conc. of element i in the salt obtained after the exp; C i ,before exp.: conc. of element i in the initial Nd-Fe-B magnet alloy.
Figure 8 shows the REE extraction ratio, Rex,i, as a function of the reaction time, t’’. The extraction ratio of Nd and Dy increases with the reaction time. After the reaction proceeded for 12 hours, approximately 80 pct of Nd and Dy in the initial magnet alloy was extracted into the molten MgCl2. Supposing that the produced Mg and RE chlorides are removed from the reaction site by evaporation or dissolution in the liquid MgCl2, the extraction behavior is considered to be restricted by the diffusion of REEs in the solid magnet alloy. Therefore, the comminution of the magnet alloy before REE extraction process would accelerate the reaction.

REE extraction ratio in the extraction experiment
The results of the extraction experiments revealed that Nd and Dy in the magnet alloy were selectively extracted directly from the magnet alloy into the molten salt by simply immersing the magnet alloy into molten MgCl2 at high temperature. The slight shift in the peak position observed in the XRD analysis of the alloy obtained after the extraction experiments may imply that B has dissolved into the solid Fe phase. Although DyCl2 phases were not observed in the salt sample in the XRD analysis, ICP-AES analysis revealed that the concentration of Dy in the salt was as low as 4 mass pct. This is the primary reason why the authors cannot identify Dy-phases in the salt sample. Since the Mg phase (a by-product of the extraction reaction) was not observed in the salt sample by XRD analysis, it is thought that Mg was removed during the extraction experiment due to the high vapor pressure (4.57 × 10−1 atm) of Mg at 1273 K (1000 °C).
Recovery of RE Chlorides
Figure 9(a) shows a photograph of the reaction tube after the recovery experiment by vacuum distillation and an illustration of the temperature distribution in the reaction tube during the recovery experiment. Photographs of the samples obtained at each location described in Figure 9(a) are shown in Figure 9(b). Most of the samples were recovered as a white salt (A) at the section where the temperature during the recovery experiment was 500 K to 900 K (227 °C to 627 °C). The green deposit (B) was recovered at the section where the temperature during the recovery experiment was 1050 K (777 °C), and the black compound (C) remained in the crucible.

(a) Photograph of the reaction tube after the recovery experiment based on vacuum distillation and the temperature distribution of the tube during the experiment. (b) Photographs of the samples obtained at different locations
Figure 10 shows the XRD patterns of the samples obtained in the recovery experiment. In deposit (A), MgCl2 phases were observed, with the small peaks identified as the NdCl3 phase. As shown in Figure 10(c), the NdCl3 phase was identified in deposit (B) condensed in the high temperature area. The compound (C) that remained in the crucible was identified as NdOCl. These results reveal that it is possible to remove MgCl2 from the mixed salt after the extraction experiment. Most of the removed MgCl2 was condensed in the low temperature area as deposit (A). Nd chlorides were also distilled and condensed with MgCl2 in deposit (B) in the high temperature area closer to the crucible.

XRD patterns of the samples in the recovery experiment based on vacuum distillation. (a) The salt before vacuum distillation (Exp. 3, salt), (b) deposit (A), (c) deposit (B), and (d) the remaining compound in the crucible (C)
The results of the chemical analyses are summarized in Table VI. Except for the compound (C), the summations of the concentrations of the analyzed elements exceeded 95 mass pct. Therefore, Table VI shows the values normalized so that the total is 100 mass pct for those samples. The mixed salt before the recovery experiment contained 12 mass pct of Nd as chlorides, whereas the concentration of Nd in deposit (A) condensed in the low temperature area was reduced to 4 mass pct. On the other hand, deposit (B) and compound (C) with high concentrations of rare earth elements showed a low concentration of Mg, C’’Mg = 0.5 mass pct. Some small amount of Nd was transported to the low temperature area via the gas phase during the recovery experiment, while most of the Dy remained in the crucible. Although the compound (C) was considered to enrich Dy in it, the summation of the analyzed concentrations of each element was less than 50 pct. There may be considerable underestimations of the concentrations of elements (especially for Cl) due to the low solubility of NdOCl or DyOCl into aqueous solutions.
The results of the recovery experiment clearly indicate that excess MgCl2 and by-product Mg can be removed from the mixed salt by vacuum distillation. Part of the NdCl3 in the mixed salt was transported in the gas phase and deposited in the relatively high temperature area as deposit (B). The possibility of refining and separating NdCl3 by utilizing gas-phase transportation was demonstrated. In the recovery experiment, the recovered MgCl2 contained 4.5 mass pct Nd. A higher separation efficiency could be achieved by optimizing the operation conditions such as the vacuum level and temperature distribution. Although some NdCl3 was transported via the gas phase, the compound (C) remaining in the crucible was mainly NdOCl. Dy was also detected in compound (C) despite Dy chlorides having a higher vapor pressure than Nd chlorides.
The oxygen contamination in the neodymium chloride may be due to moisture absorption from air during the recovery of the mixed salt after the extraction experiment. Figure 11 shows the chemical potential diagram for the Nd-Cl-O system at 1273 K (1000 °C).[30,31,32] In this figure, the diagrams for the Dy-O-Cl and Mg-O-Cl systems are also shown for reference. The figure shows that solid NdOCl is chemically stable even under Mg/MgCl2/MgO equilibrium. The experimental results shown in Figure 10 are consistent with the diagram shown in Figure 11. In this experiment, Dy could remain in the crucible in the form of oxyhalides or oxides when \({p_{{\text{O}}_{2}}}\) and \({p_{{\text{Cl}}_{2}}}\) were elevated along with the NdOCl/NdCl3 equilibrium. However, neither Dy2O3 phase nor the DyOCl phase were identified by XRD analysis. Considering the similarity in the chemical properties of Nd and Dy, Dy may replace Nd in the NdOCl phase. Further investigation needs to be conducted in order to understand the behavior and phase of Dy during these experiments.

In order to avoid the formation of NdOCl, oxygen potential should be kept much lower than Mg/MgO equilibrium during recovery of REE salts. Considering that the hydrated rare earth chlorides easily turn into oxyhalides, continuous operation of the extraction and recovery experiments is desirable. For continuous operation, another option of the proposed process is shown in Figure 12. As the authors demonstrated in this study, MgCl2 was a good extractant for the rare earth elements in the magnet scrap. Moreover, vapor MgCl2 was easily transferred and separated from the rare earth compounds by vacuum distillation. Taking advantage of transportability of the vapor chlorides, the proposed process can be adapted to a solid/gas reaction system, in which the scraps with complicated shape can be treated with smaller amount of extractant (MgCl2).

Concept of a noble recovery process for Nd-Fe-B magnet scrap by utilizing MgCl2 vapor as the extracting agent
Conclusions
The authors evaluated the feasibility of a process to recover Nd and Dy directly from Nd-Fe-B magnet scrap using MgCl2 as an extraction medium. The experimental equipment for the extraction experiment was designed and constructed. A Dy-containing Nd-Fe-B magnet alloy was immersed in molten MgCl2 for 3 to 12 hours at 1273 K (1000 °C). After 12 hours, approximately 80 pct of the Nd and Dy in the initial magnet sample was successfully extracted into the molten MgCl2. Vacuum distillation under a vapor pressure of 2 × 10−4 atm was conducted on the mixed salt obtained during the extraction experiment. After 3 hours of distillation at 1273 K (1000 °C), excess MgCl2 and by-product Mg were successfully removed from the mixed salt, leaving a deposit containing 50.8 pct Nd and 0.5 pct Mg. The results of the recovery experiments revealed that the extraction medium is easily removed from the salt, leaving behind high purity rare earth chlorides.
In this study, direct extraction and recovery of Nd and Dy from magnet scrap were experimentally demonstrated. The high extraction ratios of the REEs in the extraction experiments demonstrate the suitability of MgCl2 as an extraction medium. Moreover, MgCl2 was removed and the REE chlorides were concentrated by utilizing the differences in vapor pressure. In contrast to the hydrometallurgical process, no part of the process presented here produces any waste water during the concentration of the REEs. The pyrometallurgical process is, in general, suitable for large-scale operation because the reaction speed is fast at elevated temperatures. The authors propose that a large-scale environmentally sound process for the recovery of REEs could be developed using the principles demonstrated in this study.
References
M. Sagawa, S. Fujimura, H. Yamamoto, Y. Matsuura, and K. Hiraga: IEEE Trans. on Magnetics, 1984, vol. MAG-20, pp. 1584-1589.
M. Sagawa, M. Hamano, and M. Hirabayashi: ‘EIKYU-JISHAKU’, AGNE Gijutsu Center Inc., Tokyo, 2007.
S. Hirosawa, Y. Matsuura, H. Yamamoto, S. Fujimura, and M. Sagawa: J. Appl. Phys., 1986, vol. 59, pp.873-879.
K. Machida: Kinzoku, 2004, vol. 74, pp. 3-12.
T.H. Okabe: Kinzoku, 2007, vol. 77, pp. 10-16.
S. Shirayama and T.H. Okabe: Molten Salts, 2009, vol. 52, pp.71-82.
O. Takeda and T.H. Okabe: Metallur. and Mater. Trans. E, 2014, vol. 1A, pp.160-173.
Y. Yu, L.S. Chumbley, and F.C. Laabs: J. Mater. Res., 2000, vol. 15, pp. 2296-2304.
T.H. Okabe, O. Takeda, K. Fukuda, and Y. Umetsu: Mater. Trans., 2003, vol. 44, pp. 798-801.
O. Takeda, T.H. Okabe, and Y. Umetsu: J. Alloy. Compd., 2005, vol. 392, pp. 206-313.
O. Takeda, T.H. Okabe, and Y. Umetsu: J. Alloy. Compd., 2006, vol. 408-412, pp. 387-390.
O. Takeda, T.H. Okabe, and Y. Umetsu: J. Alloy. Compd., 2004, vol. 379, pp. 305-313.
K. Murase, K. Shinozaki, Y. Hirashima, K. Machida, and G. Adachi: J. Alloy. Compd., 1993, vol. 198, pp. 31-38.
K. Murase, K. Machida, and G. Adachi: J. Alloy. Compd., 1995, vol. 217, pp. 218-215.
J. Jiang, T. Ozaki, K. Machida, and G. Adachi: J. Alloy. Compd., 1997, vol. 260, pp. 222-235.
T. Uda, K.T. Jacob, and M. Hirasawa: Science, 2000, vol. 289, pp. 2326-2329.
T. Uda, S. Komarov, and M. Hirasawa: Mater. Trans., 2001, vol. 42, pp. 1813-1819.
T. Saito, H. Sato, S. Ozawa, J. Yu, and T. Motegi: J. Alloy. Compd., 2003, vol. 353, pp. 189-193.
T. Saito and T. Motegi: Scripta Materialia, 2004, vol. 51, pp. 1069-1073.
T. Saito, H. Sato, and T. Motegi: J. Alloy. Compd., 2005, vol. 387, pp. 274-278.
T. Saito, H. Sato, T. Motegi, and K. Kobayashi: J. Alloy. Compd., 2005, vol. 403, pp. 341-344.
H. Sekimoto, T. Kubo and K. Yamaguchi: J. MMIJ, 2014, vol. 130, pp. 494-500. (in Japanese).
T. Oishi, H. Konishi, T. Nohira, M. Tanaka and T. Usui: Kogaku Kagaku Ronbunshu, 2010, vol. 36, pp. 299-303. (in Japanese).
T. Nohira, S. Kobayashi, K. Kobayashi, R. Hagiwara, T. Oishi, and H. Konishi: ECS Trans., 2010, vol. 33, pp. 205-212.
S. Kobayashi, K. Kobayashi, T. Nohira, R. Hagiwara, T. Oishi, and H. Konishi: J. the Electrochem. Soc., 2011, vol. 158, pp. E142-E146.
M. Ito, K. Miura, and K. Machida: J. Alloy. Compd., 2009, vol. 477, pp. 484-487.
T. Uda : Mater. Trans., 2002, vol. 43, pp.55-62.
S. Shirayama, and T.H. Okabe: Proc. MMIJ Annual Meeting. 2008. vol. II, pp. 69-70.
T.H. Okabe, and S. Shirayama: Japanese patent No. 5424352 (2013 Dec 6) (PCT application: PCT/JP2009/056079 (2009 Mar 26)).
I. Barin: Thermochemical Data of Pure Substances, 3rd ed., VCH Verlagsgesellschaft mbH, Weinheim, 1995.
T. Uda, T.H. Okabe, Y. Waseda, and K.T. Jacob: J. Alloys Compd., 1999, vol. 284, pp. 282-288.
A. Roine: HSC Chemistry ®, ver 6.0, Outokumpu Research Oy, Pori, Finland, 2006.
T. Uda, K.T. Jacob, and M. Hirasawa: Science, 2000, vol. 289, pp. 2326-2329.
Acknowledgments
The authors are grateful to Dr. T. Minowa and Mr. K. Hirota of Shin-Etsu Chemical Co., Ltd., for supplying magnet samples and their valuable advice about rare earth magnets. They are also grateful to Dr. M. Sagawa of Intermetallics Co., Ltd., for his valuable discussions. They also acknowledge Professors M. Maeda, S. Nanao (currently Professor Emeritus), and Y. Mitsuda of the Institute of Industrial Science, the University of Tokyo, and Professors S. Yamaguchi and K. Morita of the University of Tokyo for their generous support and valuable discussions. The authors would like to specially thank Dr. K. Yasuda, Project Research Associate of the Institute of Industrial Science, the University of Tokyo (currently Assistant Professor of Environment, Safety and Health Organization, Kyoto University) for his useful advice and reviewing of this report, and Mr. T. Oi, Graduate Student of the University of Tokyo for useful discussions and advice. A part of this research was financially supported by the Japan Society for the Promotion of Science (JSPS) through a Grant-in-Aid for Scientific Research (S) (KAKENHI Grant No. 26220910).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted December 21, 2016.
Rights and permissions
About this article

Cite this article
Shirayama, S., Okabe, T.H. Selective Extraction and Recovery of Nd and Dy from Nd-Fe-B Magnet Scrap by Utilizing Molten MgCl2. Metall Mater Trans B 49, 1067–1077 (2018). https://doi.org/10.1007/s11663-018-1176-0
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-018-1176-0