
Abstract
This work evaluates the catalytic activity of gel-type and macroreticular sulfonic styrene-divinylbenzene ion-exchange resins (IERs) incorporating metallic Pd or Cu nanoparticles for the synthesis of methyl isobutyl ketone (MIBK) from acetone following a one-pot synthesis approach. The effects of reaction time, temperature, and metal loading on the catalytic activity are studied, along with reusability (batch) and stability (fixed-bed) tests, highlighting the industrial potential of the most active catalyst prepared consisting of Pd-embedded particles within a strongly acidic gel-type IER support. Pd-based catalysts are more active than Cu ones, reaching 100% selectivity to MIBK and yields to MIBK of 36%, similar to the commercial benchmark also tested for comparison, i.e. Amberlyst™CH28. The highest yield to MIBK (54%) is obtained at 120 °C, 30 bar of H2, 300 rpm, a catalyst load of 5 wt% and a Pd loading of 1 wt% after 24 h, with margin to improvement since the catalytic activity is found to increase with temperature up to 130 °C without detectable by-products formation. The extensive characterization by several techniques (ICP-MS, SEM–EDS, N2 physisorption, ISEC, TEM/HRTEM, and XRD) enabled to draw crucial conclusions to understand the role of IER morphology and metal used on the catalytic activity. Sintering of both Pd and Cu nanoparticles depends on the structural type of the resin support, being magnified for macroreticular resins due to an enhanced propensity towards particle coalescence in comparison to gel-type supports. The different extent of leaching observed for the Pd- or Cu- containing IERs is explained on a basis of the behavior of the corresponding metallic nanoparticles within the resins structure. The active metallic Pd or Cu phases have been identified by HRTEM, confirming the presence of metal oxide species.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
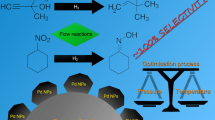
Methyl isobutyl ketone (MIBK) is a flammable, colorless, stable liquid, largely consumed (commodity) aliphatic ketone as a solvent—for vinyl, acrylic, nitrocellulose, paints, lacquers, rare metal extraction, and dyes, among others—and other applications, such as denaturant for rubbing alcohol, fruit flavoring agent, extracting uranium from fission products, manufacturing antibiotics, adhesives and lubricants, in cosmetics, or in the synthesis of methyl isobutyl carbinol [1,2,3,4]. Worldwide MIBK consumption is above 65,000 metric tons per year, with an expected positive growth in the forthcoming years [5]. MIBK is produced through a 3-step catalytic process (Scheme 1), starting with aldol condensation of acetone (ACE) to diacetone alcohol (DAA), followed by its dehydration to mesityl oxide (MO), and finally, a selective hydrogenation of MO C=C bond to MIBK [6].

Chemical reaction pathway for the synthesis of MIBK
Traditionally, MIBK production relied on aqueous NaOH as the catalyst for the aldol condensation step, even though acid catalysts have also been proven to be effective for this reaction step [7,8,9], while the dehydration reaction was typically carried out at 373 K catalyzed by H2SO4. Finally, Cu or Ni catalysts were used for the hydrogenation at 473 K and 3–10 bar [6]. However, heterogeneous catalysts are preferred industrially over their homogeneous counterparts due to their potential reusability and ease of separation from the products mixture [6, 10]. Furthermore, the sustainability of the traditional production process, and thus the process inherent green chemistry, can be improved significantly by implementing process integration and intensification strategies. More specifically, by adopting a one-pot synthesis approach that circumvents the need for intermediate product separation and purification steps [6]. In this regard, bifunctional heterogeneous catalysts enable the possibility of generating robust, well-defined, multisite materials in which active sites can act both cooperatively or independently in a given cascade process [6]. In fact, many industrial processes include reaction steps that involve acid catalysis followed by metal-catalyzed hydrogenation steps [11]. This bifunctional character allows for attaining the MIBK synthesis in a single reaction unit by means of the process intensification using multifunctional materials as the catalyst [11].
Nowadays, two main types of industrial processes for the manufacturing of MIBK from acetone coexist, which depend on the nature of the catalyst support used: viz. inorganic or polymeric [1]. Extensive literature can be found reporting the use of metal-doped inorganic supports, but only a few references address the use of polymeric supports, e.g., ion exchange resins (IER). Regarding IER, it is widely known that styrene-divinylbenzene (ST-DVB) resins containing sulfonic groups (–SO3H) have been used successfully over the years to catalyze a wide range of reactions with industrial applications, including alkylation, oligomerization, hydration, dehydration, etherification, or esterification, etc. [12]. Among IER, two well-defined types are clearly distinguished based on their morphology: gel-type resins and macroreticular resins. The former only display microporosity after swelling in polar medium, whereas their interior remains inaccessible in unswollen or dry state. On the other hand, macroreticular resins present stable meso- and macropores even in the dry state, in addition to the micropores generated by the swelling of their polymeric skeleton [13].
Using IER as catalysts permit the possibility of embedding metals on their structure by simple ion-exchange [14,15,16,17]. This constitutes a potential advantage over other catalyst alternatives since the preparation of the doped catalyst is less thermally demanding than for inorganic supports, ultimately promoting a more sustainable process. Since the embedded metal can coexist with other functional groups on the IER, typically of acidic nature, this constitutes an example of multifunctional catalyst, exhibiting activity for reactions of different nature, enabling thereby to integrate several reaction steps into a single configuration (one-pot approach). A known example is AmberlystTMCH28 (ACH28), a commercial ST-DVB bifunctional catalyst incorporating palladium and –SO3H groups, which in fact is used in the MIBK synthesis from acetone [1, 11, 18].
In this sense, open literature also disclosed an example of the use of AmberlystTM15 (A15) loaded with 0.05 wt% palladium to provide MIBK from acetone and utilizing a catalytic distillation column reactor, reporting 92.82% acetone conversion and 67.6% MIBK selectivity at 122 ºC after 48 h [19]. Likewise, Vandersall and Weinand [20] patented a method for preparing MIBK from the condensation reaction that involves the dimerization of acetone using polysulfonated macroporous cation exchange resins having at least 5.0 milliequivalents sulfonic acid group/gram catalyst and loaded with 0.1 to 2 wt% palladium in a fixed bed reactor. Acetone conversions varied from 33 to 44%, and MIBK selectivity between 83 and 100% at temperatures ranging from 130–150 °C and acetone LHSV from 2.5 to 6 h−1 after 48 h. Nicol and du Toit [18] reported acetone conversions varying from 25 to 50% with selectivity towards MIBK between 70 and 90% in a laboratory-trickle bed reactor using ACH28, at temperatures from 130 to 150 °C and acetone LHSV from 4 to 16 h−1. Talwalkar and Mahajani [11] used the same bifunctional catalyst to perform a one-pot synthesis kinetic analysis. About 45% conversion of acetone with more than 95% MIBK selectivity was achieved at 393 K after 3.5 h. Prinsloo et al. [21] performed an experimental approach to the optimization of operational parameters for the MIBK production on ACH28 in a trickle bed reactor at temperatures ranging from 100 to 300 °C and acetone LHSV from 4 to 6 h−1. The acetone conversions and MIBK yields achieved were < 30% and < 25%, respectively. Trejo et al. [1] reported moderate yields (< 65%) and high selectivity (> 90%) in batch and continuous MIBK synthesis at low temperature (110 °C) using the same catalyst. Liguori et al. [2] obtained a 19.7% acetone conversion and a 92% selectivity in the solvent-free hydrogenation reaction of acetone at 140 °C after 4 h using the 0.26 wt% Pd/X-link-08-PW79 catalyst, a 0.8% cross-linked perfluorosulfonic acid (PFSA) resin with 0.26 wt% Pd.
Despite the demonstration of IER-based catalysts high selectivity (70–100%) and yields (40–65%) to MIBK at moderate temperatures, little is known about the role of resins morphological properties on their activity. This is crucial since important aspects such as the metal uptake, metal nanoparticles size distribution, leaching, and/or sintering are likely influenced by morphology and determine the catalytic activity. Thus, the present work aims at manufacturing bifunctional IER-based catalysts using two types of commercially available IER (gel-type and macroreticular) with a noble (Pd) and a non-noble (Cu) metal and testing their catalytic activity to produce MIBK from acetone under the one-pot synthesis approach at relatively moderate conditions, and comparing their performance to that of the commercially available ACH28.
2 Experimental Section
2.1 Materials
The reactants used in the present work were acetone (98.5 wt%; PanReac Chemicals) and hydrogen (99.999 wt%; Linde Gas España SAU). MIBK (98.5 wt%; J.T. Baker), MO (99.0 wt%; Acros Organics) and Millipore water (resistivity 18.2 MΩ·cm) were used as chemical standards for calibration.
For synthesizing the bifunctional catalysts, the following commercial ST-DVB acidic IER were used as supporting material: AmberlystTM15 and Dowex®50Wx2 100–200 mesh (Dow2), which are of macroreticular and gel-type morphology, respectively. Table 1 lists their main properties. To embed the respective metal onto the resin, the following precursor salts were used: Pd (NH3)4Cl2·H2O (99.9 wt%; Alfa Aesar) for Pd-catalysts, and CuCl2·2H2O (98.5 wt%; PanReac) for Cu-catalysts. Deionized water, methanol (99.5 wt%, PanReac AppliChem), and diethyl ether (99.7, PanReac AppliChem) were also used for washing the synthesized catalysts. AmberlystTMCH28 was used as bifunctional commercial benchmark for comparison purposes (Table 1).
Nitrogen (99.9995 wt%) and helium (99.9998 wt%, both from Linde Gas España S.A.U.) were used to pressurize the reactor and as the carrier gas in the gas chromatography analyses, respectively.
2.2 Catalytic Activity Tests (Setups, Procedures and Evaluation)
2.2.1 Batch Reactor
Experimental runs were carried out in a 100 mL stainless-steel batch reactor (316SS Autoclave Engineers, Inc.), with a 70 mL working volume. The reactor was equipped with a stirrer, a pressure gauge, a rupture disk, and an electric jacket to heat the vessel, as well as several internals—such as a hydrogen entry, a thermocouple, and a sampling pipe—that also acted as mixing baffles. An IB40 Reactor Controller (Iberfluid Instruments) controlled both the stirring speed and the reactor temperature. The reactor pressure was manually controlled by a relief valve.
2.2.2 Fixed-Bed Reactor
The setup consisted of a continuous tubular reactor with an internal diameter of 9 mm and 290 mm length (Microactivity Reference, PID Eng&Tech), with a working volume of about 5 mL. Silicon carbide particles (SiC, Cymit) were used to dilute the catalyst to ensure isothermal behavior through the catalytic bed, avoiding possible hot-spots caused by temperature profiles. An inert/catalyst dilution mass ratio of 10 was set to avoid possible flow deviations, like channeling, that could arise for high inert/catalyst mass ratios [22]. Reactor pressure was controlled by means of a micrometric valve and the temperature was monitored using a K-type thermocouple placed in the middle of the catalyst bed. A Gilson 307 Piston Pump continuously controlled inlet acetone flow. A mass flow rate controller (MFC, Bronkhorst) controlled the H2 flow.
2.2.3 Analytical System
0.2 μL liquid reactor samples were analyzed in a gas chromatograph (GC, Agilent 7890A) with a TCD detector. The GC was equipped with a capillary column (HP-PONA 19091S-001, J&W Scientific, Santa Clara, US; 100% dimethylpolysiloxane, 50 m × 0.2 mm × 0.5 μm) with a helium flow of 1.05 mL/min. Total run time was 10 min, and the analysis was isothermal at 115 °C.
2.2.4 Experimental Procedure. Catalytic Activity & Stability Tests
In a typical experiment, 40 g of acetone were added to the reactor with the dried catalyst (catalyst loading = 5 wt%). The reactor was then closed and pressurized to 20 bar with nitrogen to carry out a leak test. Then, the nitrogen was replaced by hydrogen through three flushing cycles, setting the working pressure at 30 bar H2. The stirring speed was set at 300 rpm and the temperature was set at the desired value. Unless otherwise indicated, experiments lasted 4 h. After this time, the heating jacket was turned off and the hydrogen was replaced by nitrogen with three flushing cycles. Afterward, once the reaction mixture reached a temperature below 50 °C, the stirring speed was turned off and the reactor was depressurized. Finally, liquid samples from the reactor were analyzed by GC.
Stability test experiments were conducted in the fixed-bed reactor at 120 °C and 20 bar of hydrogen. Experiments were conducted with 0.9 g of catalyst diluted in 9 g SiC. Acetone liquid hourly space velocity (LHSV) was set at 2.5 h−1, and the experimental runs lasted over 6 days. Liquid samples were periodically taken at the reactor outlet to analyze their composition by GC.
2.2.5 Evaluation
The following equations were used to calculate the acetone conversion (XACE), selectivity towards MIBK (\(S_{ACE}^{MIBK}\)), MIBK yield (\(Y_{ACE}^{MIBK}\)), and the turnover number (TON).
2.3 Catalysts Synthesis & Characterization
In a typical catalyst synthesis, 10 g of the dried ion-exchange resin were added to a beaker containing 400 mL of water and the required amount of the respective precursor salt to guarantee a metal nominal content of 1 wt%. The resulting mixture was stirred at room temperature for 4 days. Then, the suspension was filtrated and the solid material was subsequentially washed with 150 mL of deionized water, 150 mL of methanol, and 150 mL of diethyl ether, respectively, by percolation. Finally, the catalyst was dried in an atmospheric oven at 110 °C for 3–4 h, and, afterwards, in a vacuum oven for at least 24 h at 100 °C and 0.01 MPa prior to each experiment.
The metal content of the catalysts was determined by Inductively Coupled Plasma Mass Spectrometry (ICP-MS) using an Optima 8300 (Perkin Elmer). The threshold for the metal detection was 100 ppb. The solid samples (50 mg) were dissolved in a mixture of HCl (0.6 mL)/HNO3(5 mL) and treated in a microwave unit (Ultrawave, Milestone) with the following temperature program: a 20 °C/min temperature ramp during 5 min, followed by a 4.67 °C/min ramp during 15 min, and finally, a 6 °C/min ramp during 15 min until reaching a temperature of 260 °C, which was held for 15 more minutes.
The acid capacity of the resins was determined in the laboratory by titration against a standard base, following the Fisher-Kunin procedure [23].
The surface area, pore size and volume of the materials were determined in dry state by nitrogen adsorption/desorption isotherms on a TriStar 3000 (Micromeritics). Then, Brunauer–Emmett–Teller (BET) method was used to calculate surface area in the relative pressure (P/P) range of 0.05–0.30. Pore volume was obtained from nitrogen adsorbed at P/P ≈ 0.99. Samples were kept at least for 4 h at 100 °C under nitrogen flow to accomplish degasification. On the other hand, commercial resins textural properties in fully-swollen morphology were obtained by Inverse Steric Exclusion Chromatography (ISEC) technique [24, 25].
Powder X-Ray Diffraction (PXRD) patterns were recorded in reflection mode using a PANalytical X’Pert PRO MPD alpha1 powder diffractometer in Bragg–Brentano θ/2θ geometry of 240 mm of radius, using a Cu Kα1 radiation (λ = 1.5406 Å) with a work power of 45 kV and 40 mA, focalizing Ge (111) primary monochromator, variable automatic divergence slit to get an illuminated length in the beam direction of 10 mm, incident beam 0.04 radians Soller slits, and a PIXcel detector with active length of 3.347°. The analysis parameters consisted of two consecutive repeated θ/2θ scans from 3 to 100° 2θ with step size of 0.026° 2θ and measuring time of 300 s per step. The samples were gently crushed using an agate mortar and pestle and front loaded in cylindrical standard sample holder of 16 mm of diameter and 0.7 mm of height. The metal crystallite size (Dp) of catalysts samples analyzed was calculated from the most intense diffractograms peaks using the Sherrer calculator (High Score Plus software) based on the equation Dp = (K λ)/(β cosθ). A shape factor K of 0.9 related to the crystallite shape [26] and an X-ray wavelength (λ) of 1.5406 Å were used. β is the diffraction line full width at half maximum (FWHM) and θ is the Bragg angle, in radians. Owing to the large baseline noise caused by the essentially amorphous nature of IERs, the corresponding diffractograms were pretreated by background subtraction and smoothing (ignoring the peaks) before determining the θ and FWHM (β) values.
Field-emission Scanning Electron Microscope (SEM) imaging, mapping and elemental composition microanalysis were conducted at 20 kV using a thermal-type scanning electron microscope (JEOL JSM 6510) equipped with energy dispersive X-rays spectroscopy (EDS, ultim max, oxford instruments) to perform semiquantitative chemical analysis. The fresh catalyst samples and those retrieved from the reactor were gently crushed prior to SEM–EDX analysis to better observe the inner parts of the resins beads. The samples were placed over a sample holder and coated with graphite to enhance their conductivity. The correction of the contribution of such coating was considered for estimating the C composition. The analysis of chemical composition was restricted to C, Cu, Pd, O and S, and it was computed as averaged values of measurements over different regions for each sample using the Oxford Instruments microanalysis system AZTecLive software.
Transmission electron microscopy (TEM) and high-resolution transmission electron microscopy (HRTEM) analysis were conducted using a 200 kV JEOL JEM-2100 F field emission microscope equipped with a gatan ultrascan CCD camera and EDAX Genesis EDS detector. Before the analysis, the catalysts samples were crushed using an agate mortar and pestle. The resulting powder materials were dispersed by ultrasounds in about 30 mL of isopropanol. Then, two drops of the suspension were placed on a holey carbon-coated copper grid of 300 mesh (Agar Scientific Ltd., Essex, UK) and allowed to dry at room conditions. The duration of such procedure was restricted to less than 30 min to avoid possible oxidation of the metals caused by air. Only for the Cu-doped IER catalysts, a holey carbon film on a Ni grid of identical size was used instead. The distribution of metal crystallites size was obtained by individual image analysis of about 350–1350 particles for each solid sample using the software Gatan digital micrograph. In the analysis of the obtained electron diffraction patterns from the corresponding Fast Fourier Transform (FFT) of the images, these were radially integrated using a previously developed code [27] for Gwyddion open-source software. In such purpose, only the images acquired above 100,000 × of magnification were used since these are much more appropriate in terms of the Nyquist frequency, viz. avoid artifacts caused by the size of pixels that can interfere in the ability to determine actual interplanar distances.
3 Results and Discussion
3.1 Catalytic Activity Tests
Catalytic activity tests were performed in the batch reactor. Regarding the products distribution, DAA was not detected in any experimental run, whereas MO was only detected when Cu-containing resins were tested. Consequently, it can be inferred that the second and third reaction steps of Scheme 1 (i.e., DAA dehydration and MO hydrogenation, respectively) take place at a much faster rate than the first step (i.e., aldol condensation), as observed in the literature [2, 11, 18]. Figure 1 depicts the acetone conversion, selectivity, and yield to MIBK obtained for the different catalysts, including the results for ACH28 herein used as catalyst model. TON is also shown in Fig. 1 (right axis), referring to the specific activity per active site. As seen, all prepared samples were catalytically active towards MIBK production. Two major groups of catalysts can be distinguished in terms of their catalytic activity. On one hand, all the Pd-embedded resins exhibited very similar behavior, with moderate acetone conversions (~ 30–36%) and 100% selectivity towards MIBK. Conversely, less industrially attractive acetone conversions (~ 10–15%), selectivity (~ 5–9%), and thus yield (~ 1%) to MIBK, were obtained for Cu-based catalysts. In terms of TON, ACH28 and Pd/Dow2 notably outperformed the rest of resins, being the metal sites in ACH28 the most active.

Catalytic activity tests (mACE = 40 g, Catalyst load = 5 wt%, T = 120 °C, PH2 = 30 bar, Stirring speed = 300 rpm, t = 4 h)
3.2 Catalyst Characterization
3.2.1 ICP, Acid Capacity and SEM–EDS
Table 2 summarizes the main results from the characterization of both the fresh and used catalysts, including ACH28 as catalyst model. The IER actual metal content determined by ICP-MS for fresh samples indicates an almost quantitative metal uptake onto the resin matrix achieved through the catalyst synthesis procedure. With respect to the targeted value of 1 wt%, the actual metal content determined represents an 89–95% metal uptake by the IER used as support. Compared to ACH28, all the synthesized catalysts exhibited a slightly higher loading (~ 22 wt%) regardless of the metal considered. By comparison of fresh and used samples, a Pd leaching of 0.4 and 2.2% is observed for the materials based on A15 and Dow2 as support. The magnitude of such loss falls within the experimental error of the technique and hence it can be stated that metal leaching was not significant for any of the Pd-based tested catalysts, including the benchmark ACH28. This is in agreement with research upon exposure to hydrogenation reaction conditions of an in-situ prepared Pd/Dow2 catalyst reported by Moreno-Marrodan et al. [14], where in no case Pd leaching was detected by inductively-coupled plasma atomic emission spectroscopy (ICP-OES), and also with other applications of IER with immobilized Pd particles, where deactivation owing to metal leaching has been rarely observed [28, 29]. Van Vaerenbergh et al. [30] related a low Pd leaching in a basic bifunctional resin due to stronger electrostatic stabilization by means of the strong basic functionality, evidencing that Pd leaching is influenced by the resin functionality. Nevertheless, for strongly acidic groups (e.g., weak coordination), as is the case for the catalysts herein evaluated, no related and unambiguous evidence is found in the literature reporting Pd leaching.
Conversely, the metal loading of the catalysts incorporating Cu was drastically depleted after exposure to reaction, with remarkable losses of about 90 and 78% for Cu/A15 and Cu/Dow2 catalysts, respectively. This is irrefutable evidence of Cu leaching which can explain the low activity observed for these resins (Fig. 1). Apart from the weaker interactions that probably exist between the hydrophobic support, the resin acidic functional groups and the catalytically active metal sites, altogether in combination with the adsorption of involved species, a possible explanation to the pronounced leaching of Cu relies on its higher solubility in MIBK-water mixtures if compared to Pd [31, 32]. Such propensity of MIBK to dissolve copper caused by stronger metal-solvent interactions in combination with a less efficient metal embedment can prompt the significant Cu leaching observed. Interestingly, the type of support seems to have an influence on the observed leaching of Cu nanoparticles, being less significant for the gel-type support Dow2, in turn being consistent with pore channels of smaller size, compared to macroreticular resins, higher intraparticle tortuosity and thus higher leaching resistance.
The acid capacity determination showed an important difference caused by the metal introduced in the polymeric support. As it is observed in Table 2, resins doped with palladium reduced the acid capacity of the metal-free IER while no significant change was observed in the copper-doped IER, which can be related to a weaker incorporation of Cu onto the IER matrix. Regardless the IER, no loss of the acidic active sites took place during the reaction.
Figure 2 illustrates examples of the SEM imaging performed for different samples of fresh and used catalysts along with the corresponding elemental mappings obtained from EDS microanalysis for carbon, sulfur and either Pd or Cu. The corresponding images for the rest of the samples are shown in the Supplementary Information S1, and also magnifications of the mappings performed for the metals and the corresponding EDS spectra acquired. No attrition was observed either during the catalysts preparation or after reaction, keeping all the resins particles the spherical bead shape. SEM images were however also taken on manually crushed particles to observe the metal uptake into inner parts. EDS maps recorded on several regions of Pd- and Cu-containing beads proved a good metal dispersion for both metals, being evenly distributed within the solid supports, even within the inner domains of the catalysts beads as deducted from the analysis of broken specimens. This evidences that the solvent diffuses thoroughly into and out the bead during the immobilization procedure, thus allowing good accessibility. The metal and sulfur contents (wt%) obtained by EDS semiquantitative composition analysis are show in Table 2, being in reasonable coherence with the ICP-MS results. The main difference reflected as larger elemental contents by EDS is due to the amount of hydrogen atoms, which are not accounted for computing composition by SEM–EDS. Perhaps some inaccuracy in the carbon determination by SEM–EDS due to the carbon tape used as holder also affects the metal quantification, yet this is considered irrelevant since the quantification was performed accounting the carbon tape correction. In general terms, EDS composition analysis highlighted the leaching of Cu with losses of 67 and 53 wt% for the supports A15 and Dow2, respectively. The major inconsistency between ICP-MS and SEM–EDS composition analysis is perhaps the fact that Pd leaching is significant according to the latter technique with a loss of 24.3 wt% in contrast to the 3.4 wt% revealed through ICP-MS, for Pd/A15 resin. The full composition determined by EDS as weight and atomic percentages can be found in the Supplementary Information S1. For the fresh Pd-containing resins, the metal to sulfur atomic ratio was ~ 0.015–0.020, which was maintained after reaction for Pd/Dow2 and slightly reduced for Pd/A15. Such atomic ratio reached initial values in the range ~ 0.05–0.06 for Cu-based resins, being drastically reduced to about 0.02 after exposure to reaction conditions.

SEM images and EDS element mapping of the catalysts after testing their activity. a Pd/A15-U, b Cu/A15-U, c Pd/Dow2-U, d Cu/Dow2-U, and e ACH28-U. Note that different scale bars are used. Please note that particles were crushed intentionally to better observe inner parts
3.2.2 TEM-PSD and N2 Physisorption
To further investigate the features of the metallic nanoparticles anchored to the polymeric supports used, TEM imaging analysis was performed for the different fresh and used catalysts at different magnifications. Figure 3 shows some examples of the TEM images used to build the metal nanoparticle particle size distributions (PSD) also depicted therein. In all cases, the number of measured particles (350–1300, depending on the images acquired) was deemed sufficiently high to build statistically significant PSD that represent reliably the metal nanoparticles features of each catalyst. Further examples of the TEM-imaging analysis undertaken at other magnifications can be seen in the Supplementary Information S2. The obtained PSDs refer to the main spotty particle size of metals, showing unimodal distributions for all cases except for the Cu/Dow2-U sample. Globally, the Pd nanoparticle size distributions of prepared and benchmark fresh catalysts were very similar and quite narrow. However, the corresponding PSDs for Cu-immobilized IERs were significantly broader, revealing differences depending on the support, e.g., with larger proportion of small particles for the gel-type structure. Noteworthy, TEM imaging analysis revealed a higher degree of dispersion of Pd nanoparticles over the Dow2-type support in comparison to Cu. Besides, quite often the crystallites of both metals exhibited sort of hexagonal-like habits, being slightly more elongated for Cu nanoparticles, which a priori could be linked to the presence of oxides given the monoclinic and tetragonal crystal systems of the oxides in comparison to the cubic systems of elemental Pd and Cu, as reported in the corresponding crystallization cards from the International Centre for Diffraction Data (ICDD). The estimated mean metallic particle size for each catalyst in both fresh and used states are shown in Table 2.

Examples of TEM images acquired, and the corresponding PSDs computed for the different catalysts evaluated before (fresh) and after (used) the catalytic activity tests. Note that images correspond to different magnifications, being in all cases, scale bars referred to 100 nm
The size distribution histogram obtained for ACH28 is virtually identical to previously reported PSD in the literature [30], confirming the reliability of the results obtained and the method followed to build the PSD. The average Pd nanoparticle size (Dp) obtained from XRD crystallite size analysis (6.1 nm) and from the PSDs built from TEM imaging (6.2 nm) are in very good agreement, being also consistent with the value of 6.94 nm reported in the literature for ACH28 [30]. Such Dp values are also fairly close to the Pd nanoparticles size reported for other reaction systems, e.g., ranging 6–11 nm for Pd-immobilized particles in Vulcan (XC-72) using different solvents during the impregnation [33], and ranging 4–7 nm over other type of supports such as SBA, SiO2 and γ-Al2O3 [34]. In comparison to this benchmark, the PSD obtained for Pd/A15 and Pd/Dow2 fresh catalysts are very similar and so is the mean Dp obtained (Table 2). These results are also consistent with those reported by Moreno-Marrodan et al. [14] for identical material, who obtained average metal particle sizes of 3.7 and 5.3 nm, depending on the reduction procedure used (H2 and NaBH4 treatment, respectively) prior to the catalytic activity test in hydrogenation reactions. In such study, the different behavior in terms of catalytic activity was correlated to the type of metal reducing treatment used (H2 and NaBH4) [14], which was also reflected in the size of the embedded metallic nanoparticles within the resins polymeric matrix. Finally, the PSDs of Cu-containing resins is less narrow and symmetrical, with a mean particle size of about 20 nm, being thus 3 times larger than those calculated for Pd particles.
By comparing the PSDs of Pd/Dow2 fresh and used catalysts, an increase of the mean size and a faintly narrower PSD due to the aggregation of the smallest nanoparticles is observed. This phenomenon was also evidenced by Small-angle X-ray scattering (SAXS) and TEM-PSD analysis in a previous work of Moreno-Marrodan et al. after testing the activity of a self-prepared Pd/Dow2 catalyst in other hydrogenation reactions [14]. By TEM-PSD analysis, a slight particle size increase from 3.7 to 3.9 nm was obtained after exposure to reaction, which agrees with the increase from 7.7 to 8.6 nm reported herein for Pd/Dow2 catalyst. Li et al. [35] used extended X-ray absorption fine structure (EXAFS) measurements of Pd-embedded ST-DVB bifunctional catalysts to reveal that the degree of aggregation of primary particles into clusters decreases after reaction conditions because of the enlargement (growth) of Pd nanoparticles. Interestingly, a Pd nanoparticle size increase from 6 to 20 nm was reported for the macroreticular (according to the 465 m2/g BET surface area of the polymeric support used) metal-loaded resin, which agrees with the size increase reported by XRD and TEM-PSD in Table 2 for the bifunctional catalysts of macroreticular structure, e.g., Pd/A15 and ACH28, used in this work. An important inference from such an analysis is that the resin structure seems to determine the size increase of Pd nanoparticles upon hydrogenation, being more significant for macroreticular types. Likewise, an increase of mean particle size was also obtained for Cu-based catalysts when comparing the fresh samples to those exposed to reaction conditions.
The sintering driving force is the decrease in the total free energy of the body leading to a minimal energy state [36]. In other words, it is originated by high interfacial surface energy (larger for small particles) and the inherent curvature of the powder materials surface [36]. Sintering is irreversible since the particles release surface energy to build bonds between those particles. Before sintering, the particles flow easily while after sintering the particles are bonded within a solid structure. The atomic motion is favored with increasing temperature, and thereby so does sintering. In addition, the presence of a wetting liquid induces faster sintering. Two main mechanisms for sintering of nanoparticles are generally accepted: (i) particle migration and coalescence (PMC), and (ii) Ostwald ripening (OR). The former involves the particles (< 3 nm) mobility in a Brownian-like motion on the support surface, with subsequent coalescence or agglutination eventually originating the size growth of metal nanoparticles. OR involves the transport of interparticle of mobile species, e.g., adatoms (atoms lying on a crystal surface), with larger particles growing at the expense of smaller ones owing to differences in interfacial energy [37]. Theoretically, the prevalence of one or another mechanism can be discerned from shape of the log-normal size distribution—PMC leading to a distribution with long tail towards bigger particles, while OR would lead to a distribution with tail toward smaller particles [38]. Applying such a treatment in the PSD from Fig. 3, PMC is apparently the prevailing sintering mechanism in the present work yet the analysis is not fully conclusive in some cases.
In inorganic supports, metallic particles enlargement or sintering generally occurs at high temperatures (> 500 °C) by migration of metal atoms that eventually grow to crystallites [39], actually implying a reduction of the available catalytic surface area and the ensuing depletion of catalytic activity. The reaction temperature in this work is considerably lower (120 °C). However, the support wherein metallic particles are embedded is of hydrophobic nature, comprised essentially of a ST-DVB polymeric matrix. Differential scanning calorimetry of porous resins conformed by polystyrene crosslinked with varying amounts of DVB (6–87%) revealed the existence of a glass transition temperature (tg) for resins with % DVB below 30, as applies for the present study [40]. The values of tg reported vary from 120 ºC for the resin with 6% DVB to 163 °C for the resin with 15% DVB, being both scenarios fairly representative of the % DVB content in resins Dow2 and A15, respectively, used herein as support material. At temperatures above the tg, the polymers become soft and flexible like rubber, which prompts the migration of the tiniest metallic nanoparticles across the resins structure. Such an explanation is consistent with the evidence of sintering found at the relatively low temperatures explored in comparison with inorganic supports. This phenomenon underpins the transport of solid nanoparticles by providing conditions that foster their migration, which in turn should be even boosted further by the adjacent presence of formed MIBK molecules, since the target product is capable of wetting the polymeric surface of the support, as can be inferred from the known solubility of styrene in MIBK [41, 42], and thus an expected low solid–liquid interfacial energy. The coalescence of such particles in motion might occur when these are too close, when a small mobile particle comes across a bigger solid body (agglomerate) or induced by the presence of neighbouring islands or hillocks on the surface through which particle transport proceeds. Accordingly, the more abrupted discontinuities of macroreticular resins structure represent conditions that favour coalescence, if compared to their gel-type congeners, which may explain the larger particle size increase observed for the used macroreticular bifunctional resins. In fact, pores are known to contribute to surface energy by an inherent relation with grain boundaries (gel-type micrograins within macro type resins), promoting thereby sintering [36].
The N2-physisorption results obtained for supports, fresh, and used catalysts (Table 2) reveal that the incorporation of metal into the IERs matrix induces a series of morphological changes. On one hand, for those catalysts with A15 being the macroporous support, the Pd nanocrystals would locate preferably at the external surface of its gel-type micrograins agglomerates, causing the occlusion of small pores. This provokes that remaining pores are of larger mean diameter, in turn accompanied by lower surface area and lower pore volume because of the volume occupied and occluded by the embedded metal particles. However, this scenario is somewhat different for Cu/A15 because of the larger size of Cu crystallites that reduces surface area and pore volume, as expected, but also decreases slightly the pores mean diameter since these are blocked. This explanation is consistent with the larger mean Dp values for Cu nanoparticles (about threefold that of Pd) determined by XRD and TEM-PSD reported in Table 2. After exposure to reaction, further increase in the pore size is observed for Pd/A15, which in turn can be explained by the enlargement of metallic nanoparticles by the above-mentioned sintering mechanisms. This is because the sintering of small metallic nanoparticles may result in further blockage of those pores of smaller size, being also the cause of the BET surface area and pore volume reductions observed. Such explanation has already been demonstrated for other porous heterogeneous catalysts also suffering from sintering yet in other reaction systems [43, 44]. The same explanation however does not apply for Cu/A15 because as a result of the notable loss of Cu due to leaching during reaction, an increase in surface area, pore volume and diameter is observed.
On the other hand, the analysis of textural properties for the metal-loaded catalysts with gel-type support reveal a different behavior, which highlights the importance of the procedure followed for incorporating the metals, indeed triggering to textural changes of irreversible nature. Dow2 is characterized by a microporous and highly dense structure in dry state, exhibiting minimal surface area and pore volume, also encompassed by a notably small mean pore diameter (2.61 nm). After incorporating the metal nanoparticles, the pore main diameter increases strikingly to values being instead rather characteristic of macroporous-sized cavities. A feasible rationale relies on the fact that metals are incorporated into the resin in aqueous media, and thus fully swollen resin, which enables the metals to diffuse within the most inner parts of the resins morphology, being this fact particularly applicable for Pd nanoparticles owing to its smaller size. Upon shrinking back to the dry state, it seems that resins are not able to fully recover their original structure, which now includes metallic particles provoking the stretch of the polymer chains along with the creation of additional spaces, which can explain the 10-times pore volume increase noticed for Pd/Dow2 with respect to the support. The faint increase in mean pore diameter and pore volume exhibited by the used catalyst can only be explained by a compensation between further swelling caused during the reaction enabling even deeper penetration of Pd nanoparticles, which at some point becomes compensated with migration and coalescence sintering mechanism, causing the occlusion of the smallest pores newly generated leading to a comparatively slightly larger mean diameter with respect to the fresh catalyst. In fact, it is known that in liquid phase sintering, if the formed liquids exhibit solubility for the solid, then it penetrates the solid–solid interfaces on liquid formation, which results in dimensional change, usually swelling [36].
This complex scenario is plausible in the present work, since the newly formed MIBK liquid have solubility for the styrene from the polymeric support [41], causing further penetration of Pd nanoparticules during reaction and thereby the generation of new pores by additional swelling, which at some point must be compensated by PMC-mediated sintering as clearly evidenced in Fig. 4. This behavior is very likely magnified by the well-known swelling process that Pd undergoes upon adsorption of hydrogen [45, 46], being capable of taking 900 times its own volume [47]. These facts could also explain the lower tendency of Pd nanoparticles to leaching during reaction in comparison to Cu. In the case of Cu/Dow2, it seems that Cu nanoparticles are just incapable of penetrating the resin structure effectively, as the virtually constant pore volume suggests, and the decrease in surface area is likely due to metal deposition on the particle most external regions, which eventually favors leaching during the reaction.

TEM images taken at different magnifications for a Pd/Dow2-U sample, capturing the formation of an aggregate (a) by the migration and coalescense mechanism (b). Scale bars refer to 50 nm
3.2.3 ISEC and PXRD
The provided comprehensive explanation to the different behavior of Pd or Cu nanoparticles within the gel-type Dow2 resin used as support can be further confirmed by evaluation of the differently dense polymer chain domains distribution of the resins gel-phase [24, 25]. Such information can be obtained by ISEC technique, which provides a fair approximation of the resins morphology in fully swollen state in water, being consequently representative of the actual working-state of catalysts during the ACE hydrogenation reaction. Figure 5 depicts the corresponding ISEC results for the two supports, A15 and Dow2, as well as for the ACH28 benchmark catalyst.

ISEC morphological pattern of the gel-phase for commercial IERs
The differently dense domains in which ISEC models the gel-type morphology of the resins are 0.1, 0.2, 0.4, 0.8, and 1.5 nm/nm3, to which equivalent average pore diameters of 9.8, 4.3, 2.6, 1.5, and 1 nm are assigned. Dow2 only presents domains of 0.2 and 0.4 nm/nm3, low and medium density fractions, with corresponding equivalent pore diameters in the range 2.6–4.3 nm. Accordingly, the explanation provided above underpinning that only Pd nanoparticles are capable of penetrating effectively into the inner parts of the Dow2 resin structure is realistic in fundamental terms and consistent with the PSDs and mean crystallite sites (~ 6 nm for Pd and ~ 20 nm for Cu) determined by TEM-PSD and XRD analysis. In addition, it can be seen that both A15 and ACH28 present a much denser gel-phase structure in the swollen state than Dow2. From this, it can be anticipated that sterically demanding reaction schemes would be more favored by a Dow2-based catalyst because its active sites would be more accessible, and consequently more efficient. In contrast, active sites located at denser polymer domains could be more affected by permeation hindrances, hence become less efficient, than those in expandable ones [48,49,50,51,52].
By comparison of Pd catalysts activity (Fig. 1) in terms of the turnover number (TON), the commercial ACH28 showed slightly higher activity than the rest of catalysts (that is, a TON value of 1830 is obtained with ACH28, followed by a 1530 value with Pd/Dow2) owing to its slightly lower metal content (Table 2). Furthermore, TON shows that catalysts prepared over Dow2 are more active than those prepared over A15, regardless of the embedded metal. A suitable explanation to these results could be related to a higher accessibility of reactants towards the catalyst active sites since, as shown in Fig. 5, Dow2 working-state morphology favors permeation of relatively large molecules like DAA, MO, and MIBK due to its lower DVB content which, ultimately, enhance its swelling capability in the reactive mixture [2, 53]. To further conceptualize this, Table 3 is provided listing compounds molecular weights (M), molecular lengths in their minimum energy conformation (dm), Ogston distribution coefficients for every polymer density domain (KO), and molecules random coil diameters (Φd).
As detailed elsewhere [25, 54], Ogston distribution coefficients represent the ease of penetration of a molecule into a porous domain of a certain density, in relation to its quantity in the free solution, with KO values ranging from 1 to 0 (KO = 1 if the compound amount is the same inside and outside that gel-phase zone, and KO = 0 if the compound is completely excluded from that gel-phase zone). A similar idea, but using the compound molecular weight as a reference, is derived from comparison between the random coil diameter, Φd, and the equivalent pore size of the different density domains of a swollen polymer. It is generally accepted that a molecule can permeate without hindrance through a porous system when the pore size is 2.5 times higher than its Φd [49,50,51, 54]. As seen in Table 3, DAA, MO, and MIBK are partially excluded from progressively denser polymer domains. Thus, observed activity differences between A15- and Dow2-based catalysts are readily explained on the basis of the molecules mobility through their respective polymer domains. Furthermore, the higher performance of ACH28 compared to A15 can also be explained through the same reasoning, owing to the presence of less dense polymer domains in ACH28 (which counts with small 0.1 and 0.8 nm/nm3 polymer fraction density domains).
Figure 6 plots the acquired XRD diffractograms for the Pd-containing fresh and used catalysts evaluated, along with the Pd reference diffractogram from the ICDD including Miller indexed faceting. Both Pd/A15 and Pd/Dow2 present very similar XRD patterns to those obtained for the supports, being characteristic of amorphous carbon solids from where tiny diffraction bands are observed [55]. In the metal-embedded resins, the characteristic reflections of cubic palladium (ICDD file #00-046-1043) can be identified in both fresh and used Pd catalyst samples at 2θ = 40.0°, 46.5°, 67.9°, and 81.9°, regardless of the IER used as support, which correspond to the Miller indexed facets [1 1 1], [2 0 0], [2 2 0], and [3 1 1], respectively. In agreement with the reference Pd diffractogram, comparison of relative intensities between the observed bands exhibit to some extent preferential orientation of the plane faceted as [1 1 1]. These small diffraction bands were slightly better-resolved and sharper for the catalyst with macroreticular support. In addition, a considerably high signal to noise ratio is highlighted from such measurements, which indeed constituted a drawback towards the identification of the metal phases present. As mentioned, the diffractograms were refined by smoothing and background subtraction, which enabled to obtain diffraction bands of improved resolution from which the crystallite sizes reported in Table 2 were estimated after peak fitting using the software high score plus. An example of the resulting images after such treatment is provided in the Supplementary Information S3, where also a summary of the θ and FWHM (β) values determined for the diffraction bands of highest intensity in turn used for determining Dp by the Sherrer equation is also included. Globally, a reasonably good agreement of Dp values obtained from separated XRD and PSD-TEM analysis can be highlighted, being the main difference observed between the two techniques the apparently inconsistent estimation the crystallite size for Pd/Dow2-U. Several reasons could explain such divergence. On one hand, using Sherrer equation for such small nanoparticles (< 10 nm) leads to unavoidable inaccuracy since it only considers the band width but the crystal size also depends on the strain of the lattice. On the other hand, XRD values could be considered, a priori, more reliable because represent all the metallic particles within the sample. In the TEM-PSD analysis, the measurement of a large number of particles is necessary to get statistical significance of the values, e.g. about 1000 particles measured for the present case. However, any of these reasons provide convincing explanation for the different values, which can be rationalized upon consideration of the agglomeration phenomenon. This may disguise somehow the TEM measurement by deeming as several individual particles a clump of them with bigger size that does not preserve individuality in optical terms. Indeed, Fig. 4 captures a good example of such plausible scenario for the Pd/Dow resin, where the individual particles can be measured by TEM while the XRD of such clump would very likely speak for particles of bigger size.

XRD patterns for A15, Dow2, and Pd-doped IERS both fresh and used in the catalytic activity tests. Black lines and numbers within brackets refer respectively to the diffraction bands and miller index facets reported for Pd in the ICDD crystallography card #00-046-1043
Even after the mentioned transformations to refine the obtained diffractograms, phase identification from XRD analysis was only possible for Pd0 from Pd-embedded resins. No identifiable diffraction bands were obtained for the Cu-containing resins, which only exhibited the typical pattern of amorphous-like carbon materials, as it can be seen in the Supplementary Information S3. This observation was also found by Neyertz et al. [56] in the preparation of Pd/Cu-doped resins with up to 0.5 wt% of Cu, being the absence of any diffraction band characteristic of Cu species related to the presence of an amorphous-like, or well-dispersed, metallic phase. This explanation was adopted by Mendow et al. [57], who also noticed the absence of Cu-related XRD bands in the prepared Pd/Cu-loaded IERs with up to 0.5 wt% of Cu. In both mentioned studies, XPS analyses revealed the presence of species from partial oxidation of Cu, e.g., CuO, even in the fresh bifunctional IERs catalysts prepared. On a different study, Epron et al. [58] also reported the absence of diffraction bands in a Pt-Cu/Al2O3 catalyst prepared with Cu content of about 0.25 wt%, ascribing this behavior to the low metal loading and/or to the high dispersion of metallic phases. Given the Cu-loadings determined by ICP-MS for fresh and used catalysts in the present work (Table 2), a similar explanation could be argued.
The obtained XRD results indicate that palladium was already in its most reduced zero-valence form after the catalyst synthesis protocol, even though no reducing protocol was applied before the catalytic activity tests. A plausible explanation for the reduction of Pd2+ to Pd0 arise from the preparation procedure of metal-embedded resins and the final steps of percolation used to wash the resins after the impregnation. In such protocol, the resins were step-washed with, water, methanol, and diethyl ether. According to the literature [33], the alcohols ethanol, glycerin, and ethylene glycol are capable of reducing the Pd2+ ions supported on carbon materials, thereby originating Pd nanoparticles. It is plausible that a similar explanation is valid in the present work, due to the percolation with MeOH performed in the final washing steps. Methanol may have the capacity of acting as an actual reducing agent to transform Pd cations into their zero-valence form.
3.2.4 HRTEM and FFTs Radial Integration
Aiming at extracting more information about the metal phases present in the prepared bifunctional resins that are involved in the catalytic process, HRTEM imaging and interplanar distance determination analyses were conducted on both fresh and used catalysts samples. Figure 7 provides several examples of the HRTEM images obtained, always at magnifications higher than 100,000 × along with their corresponding fast Fourier transforms (FFTs). Further HRTEM images at magnifications ranging 100–500 kx can be found in the Supporting Information S4. The interplanar distances were determined upon measurement of the distances between diffraction spots from the FFTs in the reciprocal space (nm−1), which was corroborated by direct measurement of the corresponding lattice fringe when possible. The reference lattice spacings for plausible metallic species were taken from the ICDD crystallographic cards detailed in the Supplementary Information S4. The most important finding from such an analysis was going beyond the phase information deducted by PXRD by unravelling the presence of partially oxidized Pd and Cu species in both fresh and used catalyst samples evaluated. The analysis can be considered conclusive since according to the ICDD references, the longest distances for Pd and Cu in their zero-valence form are 2.25 and 2.09 Å, respectively, in turn linked to the face [1 1 1] of both cubic systems, whereas the longest lattice distances herein determined were about 5.2 and 5.0 Å for Pd- and Cu-species, respectively. This difference is considered large enough to ensure the presence of metal oxide particles in the catalysts evaluated regardless of the metal and the support used. Consequently, it is expected that these species play some role in the catalytic hydrogenation of MO to MIBK. In agreement with our results, Van Vaerenbergh et al. demonstrated the presence of Pd2+ species in commercial ACH28, by obtaining significantly higher catalytic activity in Suzuki cross-coupling reactions upon further reducing this benchmark bifunctional resin [30].

HRTEM images of the fresh and used catalysts, along with their fast Fourier transform (FFT) and the determined interplanar distance of the identified metal phases. ACH28-U (a), Pd/Dow2 (b and c), Cu/Dow2 (d, g, h, and i), ACH28 (e), Cu/A15-U (f), and Cu/Dow2-U (j and k). In all cases, scale bars refer to 10 nm
Regarding Pd-related species, the HRTEM analysis performed enabled the clear identification of the face [1 1 1] (d = 2.25 Å) from Pd, the faces [1 0 2] (d = 1.96 Å), [1 0 1] (d = 2.60 Å), and [0 0 1] (d = 5.2 Å) from PdO, and the faces [2 1 1] (d = 1.68 Å), and [1 1 0] (d = 3.17 Å) from PdO2. Considering the accuracy of the method, it is very likely that the identification of face [1 0 2] from PdO is subject to uncertainty, and probably misleads the identification of the face [2 0 0] (d = 1.95 Å) from Pd, given the very similar d value. The same artifact could explain the detection of faces [1 1 0] and [2 1 1] from PdO2, which are more likely related to faces [1 0 0] (d = 3.06 Å) and [1 1 2] (d = 1.68 Å) given the higher stability of Pd (II) in comparison to Pd (IV) state. On the other hand, with respect to Cu-related species, the faces [2 0 0] (d = 1.81 Å) and [1 1 1] (d = 2.09 Å) from Cu, the faces [-2 0 2] (d = 1.87 Å) and [1 1 0] (d = 2.75 Å) from CuO, the faces [1 1 1] (d = 2.46 Å), [2 0 0] (d = 2.14 Å) and [1 1 0] (d = 3.02 Å) from Cu2O, and the faces [1 0 1] (d = 5.02 Å) and [1 1 2] (d = 3.17 Å) from Cu4O3 are identified. Likewise, the identification of those faces of different species having similar interplanar distances might be accompanied by some degree of uncertainty in the determination. These Pd and Cu identified species in the surface were present in both the fresh and used catalysts, and HRTEM analysis did not allowed for quantifying relative differences between states. Their relation with regards to the type of support also remains unclear since there are no quantifiable differences between metallic species. These results were also corroborated by a more detailed analysis through the radial integration of the FFTs of several images for the different catalyst samples, which enable to obtain the electron diffraction patterns, as it is exemplified in Fig. 8. The plotted spectra must be interpreted with caution since only qualitative information can be extracted, being thus unsuitable for quantification of the phases. In any case, this allowed us to further identify additional facets of the mentioned species, e.g., the Cu [3 3 1] (d = 3.02 Å).

Electron diffraction patterns obtained by radial integration of the included FFTs and related to HRTEM images taken for the Cu/Dow2 fresh catalyst. The regions in different color indicate the most relevant diffraction bands obtained that can be related to the interplanar distances of specific metal phases
At least in quantitative terms, XRD analysis revealed a larger proportion of Pd in comparison to partially oxidized species. In the literature [59], the gradual aggregation of Pd(II) species to PdO nanoclusters and further growth to larger PdO particles has been related to different interactions of the precursor species with the support, being the oxide formation favored for those supports exhibiting weak interactions. The strong acid functionality of all the tested resins, in turn leading to weak coordination [30], can somewhat explain the presence of species from partial oxidation of metals revealed by HRTEM. In general terms, Pd was present in the 0, + 2, and + 4 oxidation states. It is known that Pd oxidizes to PdO when heated in air at moderate temperatures [60] and that the IER strongly acid functionalized polymeric support is able to stabilize Pd nanoparticles. Therefore, the initial content of PdO could be related to its formation via oxidation of stabilized Pd nanoparticles during the catalyst drying pretreatment or to a partial reduction during the stabilization of metal nanoparticles inside the catalyst. Typically, Pd0 has been shown to be more active than PdO for alkenes hydrogenation, cross-couplings, hydrogenolysis, carbonylation and allylic alkylation, whereas Pd(II) demonstrated its enhanced reactivity in alcohol oxidation, allylic oxidation, Wacker process and cycloisomerization [61]. The higher reactivity of PdO in comparison to Pd(0) has been recently explained by Wang et al. [62]. Since the last step in Scheme 1 implies a C=C bond hydrogenation, Pd0 should be in principle the most active phase. In addition, the existence of a cycling mechanism restoring the Pd0 form is feasible through the reduction of PdO species by the adsorbed H2, e.g., PdO + H2 (ads) ⇆ Pd + H2O.
In relation to Cu-related species, HRTEM revealed the presence of Cu in the 0, + 1, and + 2 states. Please note that Cu4O3 (paramelaconite) is a copper oxide intermediate between Cu2O (cuprite) and CuO (tenoriāte). Cu4O3 is difficult to stabilize above 100 °C and typically the more stable cuprite and tenorite phases are more present [63]. The presence of more oxidation intermediates of Cu agrees with the fact that Cu oxidizes more readily than Pd. The role of Cu0 and Cu+ species in C–O hydrogenation reactions was unveiled by Wang et al. [64], highlighting that the role of Cu+ species is to adsorb methoxy and acyl species while Cu0 facilitates the decomposition of H2. According to this, Cu0 species should be the active phase in the present work and presumably the explanation provided to Pd, entailing a cycling mechanism of zero-valence metal form by reduction of the corresponding oxides could also be valid. Nevertheless, the specific role of each species and its relation to the observed activity requires further research being beyond the scope of the present work.
3.3 Effect of Reaction Time, Temperature, and Metal Loading on Catalytic Activity
The influence of several operating variables on the observed yield towards MIBK and TON was monitored using Pd/Dow2 catalyst. New experiments lasting up to 24 h, additional reaction temperatures of 110 and 130 °C, and Pd loadings of 0.5 and 2 wt% were assayed. Table 4 summarizes the main results obtained in terms of the mentioned parameters.
Regardless of the experimental conditions, the reaction was totally selective towards the MIBK formation, since MO and DAA were not observed. Therefore, the only relevant parameters to compare the catalytic activity of the prepared samples on a rational basis are the yield towards MIBK—or, equivalently, the acetone conversion—and TON.
As observed in Table 4 (entries 1 and 2), MIBK yield increased from 37 to approximately 55% (i.e., about 1.5-fold) when extending the experimental run from 4 to 24 h (i.e., sixfold). Therefore, the yield increase was not linear with time, as could be expected since reaction rates are generally higher at low reactant conversions.
Regarding the temperature effect, as expected, MIBK yield increased on increasing temperature—up to over 43.8% at 130 °C. In addition, the time-corrected TON value reached the highest value of ~ 1800 at 130 °C. In relation to this, it is worth noting that, contrarily to our results, Talwalkar et al. observed a selectivity decay when increasing temperature over the resin ACH28 [11]. These findings suggest a remarkably superior performance of the herein prepared catalyst compared to the commercial benchmark, since higher MIBK yields are obtained as the temperature raises. Given the different nature of these two IERs (that is, gel-type and macroreticular) it seems only reasonable to attribute the observed differences to their different structure. In this regard, following the explanations provided in relation to Fig. 5, ACH28 could experience some steric impediment when greater amounts of relatively large molecules—like DAA, MO, or MIBK—are produced thanks to the increased reactivity at higher temperatures, which would not be experienced by Dow2 to the same degree, owing to its more flexible, prone to swelling, structure.
With respect to the potential effect of the metal loading in observed activity, results in entries 1, 5, and 6 of Table 4 show that: i) a maximum in activity is attained at around a nominal 1 wt% Pd (entry 1), both in terms of yield (i.e., 37.3 ± 1.6%) and TON (i.e., 1532 ± 85); and ii) the palladium amount does not affect the selectivity towards MIBK in the explored range, which remains at 100%. With respect to runs with 0.5 and 2 wt% Pd-catalysts, the former achieves higher TON, while the latter yields greater acetone conversion. This fact implies that Pd nanoparticles are less efficient at higher loads, presumably due to the formation of larger metal agglomerates in the resin, as previously reported for high metal loadings, which would result in reduced specific catalytic surface area and, consequently, catalytic activity [65].
3.4 Catalyst Reusability
The reusability of a catalyst is an important matter from an industrial point of view. Therefore, Pd/Dow2 was subjected to a reusability test consisting in three consecutive experimental cycles at the same operating conditions. At the end of each cycle, the resin was separated from the product mixture by filtration, and washed with 150 mL of water, 150 mL of methanol, and 150 mL of diethyl ether. Then, it was dried in an atmospheric oven for at least 12 h until the next cycle. Figure 9 depicts the results obtained in terms of the normalized yield towards MIBK for each cycle. The term normalized refers here to the MIBK yield value divided by the dry catalyst mass used for every run. This correction was included to normalize the values for a proper comparison, compensating thereby catalyst mass losses between runs, caused during the catalyst separation from the liquid product in the reactor cleaning procedure, and during the pretreatment of re-used catalyst between runs. Overall, these operations accounted for about a total 9% mass loss between the first and the third run.

Normalized MIBK yield with Pd/Dow2 in the reusability test (mACE = 40 g, Catalyst load = 5 wt%, T = 120 °C, \(\text{P}_{\text{H}_2}\) = 30 bar, Stirring speed = 300 rpm, t = 4 h). The error bar in cycle 1 is referred to the confidence interval with a 95% confidence level. Pd mapping (in purple) as obtained from SEM–EDS of the catalyst after the reusability test is shown in the top right corner. The scale bar refers to 100 μm
Neither DAA nor MO were detected during the different reusability cycles, so, the reaction was totally selective towards the MIBK formation. As observed in Fig. 9, a slight decay in catalytic activity is observed after each consecutive run. The overall activity loss between the first and third run was about 10%, from which ~ 7.6% corresponds to the activity lost from the first to the second run, and the remaining 3.4% to that between the second and third runs. In other words, 76% of the total activity loss took place in the first cycle. Since, as previously seen, Pd leaching in Pd/Dow2 is not significant, such loss of activity can be attributed to the formation of water in the second reaction step (Scheme 1), since water is known to inhibit the sulfonic groups activity by coordinating to them, hindering thereby MO formation [11, 66, 67].
The Pd mapping from SEM–EDS shown in the top right corner of Fig. 9 allowed checking that Pd was evenly distributed at the inner and outer layer of the catalyst after the reusability test. From that SEM image, some attrition can also be observed in the catalyst, compared to those shown in Fig. 2. Such attrition can be reasonably attributed to the higher mechanical stress underwent by the reused catalyst, particularly considering the catalyst treatment (i.e., filtration, washing, and drying) between cycles.
3.5 Catalyst stability
To circumvent the possible mechanical stress and to clarify whether the observed catalytic activity loss could be significant from an industrial standpoint, a catalyst stability test was performed by subjecting the Pd/Dow2 to a long-lasting experimental run using the continuous fixed-bed reactor setup. To establish proper comparison with the benchmark reference, the commercial catalyst ACH28 was also tested following the same experimental procedure. Results are expressed in terms of MIBK yield evolution with respect to time-on-stream (TOS) in Fig. 10.

Stability test of Pd/Dow2 (red filled circle) and ACH28 (black filled square). Reaction conditions: Wcat = 1 g, T = 120 °C, \(\text{P}_{\text{H}_2}\) = 20 bar, and WHSV = 2.5 h−1
A comparably similar behavior was obtained for both resins over 10,000 min of TOS (~ 167 h), with a roughly constant MIBK yield of ~ 40% during nearby 7 days of unstopped operation. During the experimental run, no other products such as DAA or MO were detected, hence the selectivity was 100% throughout the test. Regarding the slight activity decay observed in the reusability test, present results suggest that no such effect would be observed in continuous operation since, once produced, the water hindering the catalyst activity of the Pd/Dow2 would remain constant at acceptable yields.
3.6 Comparison with Literature Data
Several works regarding solvent-free MIBK liquid phase synthesis from acetone over heterogeneous Pd-based bifunctional catalysts through a one-pot synthesis approach can be found in the open literature. Table 5 shows the most relevant examples in batch operation. Among the catalysts used, only ACH28 has industrial application. Although a conclusive comparison between catalysts may be hindered by the different experimental conditions reported (e.g., H2 pressure, temperature, initial ACE mass, catalyst loading, reaction time), MIBK productivity based either on total catalyst weight or on Pd content is useful to compare the behavior of the different catalysts. Among the references in Table 5, two distinctive groups of works can be distinguished: on the one hand, entries 1 through 7 refer to experiments conducted at 110–140 °C in relatively long experimental runs (that is, t = 3.5–5 h), and on the other hand, entries 8–13 refer to experiments conducted at higher temperature (i.e., 160–190 °C) but in shorter runs (t = 0.5–2 h). Due to the higher temperature, MIBK productivity reported for the second group of references is larger than for the first one, particularly when it is referred to Pd content. Polymeric-based catalysts, which are only thermally stable up to 120–150 °C, are included in the first group of references (entries 1–4, 6). Globally, polymeric catalysts show promising results, achieving yields up to 40%. These results are similar to the ones obtained by non-polymeric supports (entries 5, 8, 10–11), and in some cases even higher (entries 9 and 12) despite the lower temperature.
Moreover, Table 5 also enables inferring that hydrogen pressure has not a decisive impact on the reaction outcome within the assayed range of conditions, further indicating that the rate-determining step is not the final hydrogenation step, but rather previous aldol condensation or dehydration steps, as suggested in the literature [2, 11, 18]. Table 6 shows a compendium of available literature data for the conversion of ACE to MIBK in the liquid-phase under continuous flow operation. Notably, the results herein obtained surpass those reported in previous works on MIBK synthesis using IER-based catalysts in continuous operation [1, 18, 20, 21] both in terms of conversion and selectivity to MIBK. For instance, Nicol and Du Toit reported 38% acetone conversion and MIBK selectivity > 88% at 130 °C and 30 bar H2 [18], while Trejo et al. Reported selectivity values of 89% and 94% at 120 °C and 130 °C, respectively [1]. Only Vandersall and Weinand reported higher MIBK yields than those obtained in the present work, but at slightly higher temperature and H2 pressure [20].
As in the case of batch operation references, a fair comparison between the literature data in continuous operation is hindered by the different experimental conditions, but similar yields were achieved by the non-polymeric supports (entries 10–12 in Table 6) when compared to the polymeric-based catalysts. Furthermore, among Pd/IERs, Pd/Dow2 offers comparable MIBK productivity per catalyst mass than others, but with a 100% selectivity to MIBK, which is a key feature to reduce product separation costs in industrial operation.
Therefore, focusing on the prepared Pd/Dow2 catalyst and, more specifically, on its behavior in comparison with the commercial reference, ACH28, the following is highlighted:
-
(i)
Under similar reaction conditions (i.e., 5 wt% catalyst load, 120 °C, 30 bar H2), Pd/Dow2 and ACH28 yielded comparable results, and those results were very similar to the ones reported by Talwalkar et al. (entry 4 in Table 5), which reinforces the reproducibility of present results. The reported acetone conversions in that work were slightly higher than those reported herein, yet at the expense of lower selectivity towards MIBK. Nevertheless, the MIBK yield achieved in the present work at 120 °C was slightly lower than that reported by Talwalkar [11]. Possibly, such deviations are related to the different initial amounts of acetone and catalyst.
-
(ii)
Overall, given the 100% selectivity towards MIBK reached by Pd/Dow2, considering its catalyst mass-based productivity at both 120 and 130 °C in batch operation, and particularly, in view of its high yield and stability in long-lasting continuous operation, it is fair to state that the hereby produced catalyst offers an actual good opportunity for potential industrial use in a relatively short term.
4 Conclusions
In the present work, different catalytic materials were prepared from commercial sulfonic ST-DVB IERs by simple ion exchange of protons with metal salts cations on aqueous media, thus obtaining bifunctional catalysts with both acid and metallic sites. Those catalysts were tested in the one-pot synthesis of MIBK from acetone under relatively mild conditions, which involves three consecutive catalytic reaction steps. Among the prepared catalysts, the palladium-containing resins were 100% selective towards MIBK, and more active than those doped with cooper. Moreover, prepared Pd-based catalysts showed similar results to the model commercial catalyst ACH28.
Extensive characterization of fresh and used samples, as well as IERs used as support, has allowed drawing fundamental conclusions regarding the role that the IER morphology poses on the prepared catalysts, and consequently, on their catalytic activity. For instance, ICP-MS revealed almost quantitative metal uptake (that is, 89–95% final metal content in fresh samples with respect to targeted value), and unveiled pronounced differences regarding the metal leaching upon exposure of the catalyst to reaction depending on the metal—i.e., no significant Pd leaching is detected, but 78–90% Cu is lost. Moreover, Cu-catalysts leaching would be lower when supported on the gel-type IER Dow2 than on the macroreticular A15. Acid capacity determination of samples has likewise shown differences between the metals, with Cu entailing no significant change on capacity when it is incorporated to the resin, and Pd involving an acid capacity depletion. This has been related to weaker incorporation of Cu compared to Pd regardless of the IER used as support. SEM imaging and SEM–EDS analysis proved a good metal dispersion for both metals, being evenly distributed within the IERs at both the inner and external parts of the catalysts beads. From TEM imaging analysis, metal nanoparticle particle size distributions have been obtained, revealing mostly unimodal distributions with average metal crystallite sizes in the range 6.2–7.7 nm and 8.6–18.4 nm for fresh and used Pd-based catalysts, respectively, and 19.3–20.7 nm and 27.4–34.3 nm for fresh and used Cu-based catalysts. These results put in evidence strong differences in metal nanoparticle size depending on the used metal, and reveal the occurrence of the phenomenon of sintering during reaction, which has been confirmed from XRD crystallite size analysis, despite the relatively low temperatures assayed. Sintering has been explained in terms of solid nanoparticles mobility through the flexible structure provided by IERs with % DVB below 30, as is the case. Furthermore, A15 favors sintering due to its more abruptly discontinued structure, whereas Dow2 promotes a lesser enlargement of the metallic nanoparticles. TEM imaging has also allowed capturing the formation of metal crystallite aggregates in Pd/Dow2. With regards to N2-physisorption results for IER supports and for fresh and used catalysts, a series of morphological changes induced by the incorporation of the metal onto the catalyst matrix has been explained as follows: (i) Pd nanocrystals would locate preferably at the external surface of A15 gel-type micrograins agglomerates, thus occluding smaller pores; (ii) the larger Cu crystallites would block pores, thereby reducing surface area, pore volume, and pores mean diameter; (iii) a very different behavior is observed for Dow2-based catalysts, which is related to its significant swelling in aqueous media during the metal incorporation procedure and its shrinking back due to drying once the metal is loaded, ultimately provoking the creation of additional spaces and therefore preventing it from recovering its original structure. ISEC morphological pattern of the gel-phase for commercial IERs, coupled with the evaluation of both the Ogston distribution coefficients and the random coil diameter, has provided insight regarding the involved molecules mobility through the IERs polymer domains. XRD diffractograms have revealed the presence of Pd0 in both the fresh and used Pd catalysts, and partially oxidized species for every metal on the prepared catalyst samples have been identified through HRTEM.
The effect of operation variables on the catalytic activity displayed by Pd/Dow2 has been analyzed. With respect to reaction time, a non-linear increase of yield towards MIBK has been observed. Regarding temperature, MIBK productivity increases on increasing temperature but, unlike previous references, this productivity raise is not accompanied by a decrease in selectivity to MIBK, which remained at 100%. On the other hand, an optimal catalytic activity level has been identified at around a nominal 1 wt% Pd, in terms of both yield and TON, compared to samples with 0.5 and 2 wt% Pd content. In terms of catalyst reusability, a 3-cycles test in batch operation revealed barely a 10% activity loss due to accumulating water, formed in the dehydration step of diacetone alcohol to mesityl oxide. With regards to the catalyst stability compared to the model catalyst, ACH28, a long-lasting experimental run in a fixed-bed reactor setup has shown identical behavior for both the commercial reference and the herein prepared Pd/Dow2 catalyst, presenting a practically constant MIBK yield of about 40% after almost 7 days of uninterrupted operation.
Finally, a critical comparison with available literature allows stating that the herein prepared Pd/Dow2 catalyst constitutes an actual promising candidate for industrial application in the one-pot synthesis of MIBK from acetone.
Data availability
The data that support the findings of this study are available from the corresponding author, R.B., upon reasonable request.
References
Trejo JA, Tate J, Martenak D et al (2010) State of the art bifunctional hydrogenation heterogeneous polymeric catalyst. Top Catal 53:1156–1162. https://doi.org/10.1007/s11244-010-9553-1
Liguori F, Oldani C, Capozzoli L et al (2021) Liquid-phase synthesis of methyl isobutyl ketone over bifunctional heterogeneous catalysts comprising cross-linked perfluorinated sulfonic acid aquivion polymers and supported Pd nanoparticles. Appl Catal A Gen 610:117957. https://doi.org/10.1016/j.apcata.2020.117957
Torres G, Apesteguía CR, Di Cosimo JI (2007) One-step methyl isobutyl ketone (MIBK) synthesis from 2-propanol: catalyst and reaction condition optimization. Appl Catal A Gen 317:161–170. https://doi.org/10.1016/j.apcata.2006.10.010
Gad SE (2005) Methyl isobutyl ketone. Encycl Toxicol. https://doi.org/10.1016/B0-12-369400-0/00615-3
S&P Global Commodity Insights (2021) Methyl Isobutyl Ketone (MIBK) and Methyl Isobutyl Carbinol (MIBC). In: Chem econ handb. https://www.spglobal.com/commodityinsights/en/ci/products/methyl-isobutyl-ketone-mibk-chemical-economics-handbook.html. Accessed 15 Dec 2023
Climent MJ, Corma A, Iborra S (2009) Mono-and multisite solid catalysts in cascade reactions for chemical process intensification. Chemsuschem 2:500–506. https://doi.org/10.1002/cssc.200800259
Sišul N, Ciković N, Wolf N, Jelenčić J (1992) Catalytic preparation of mesityl oxide from acetone. React Kinet Catal Lett 47:65–71. https://doi.org/10.1007/BF02063561
Gröger H, Vogl EM, Shibasaki M (1998) New catalytic concepts for the asymmetric aldol reaction. Chem—A Eur J 4:1137–1141. https://doi.org/10.1002/(sici)1521-3765(19980710)4:7%3c1137::aid-chem1137%3e3.0.co;2-z
Kikhtyanin O, Kubička D, Čejka J (2015) Toward understanding of the role of Lewis acidity in aldol condensation of acetone and furfural using MOF and zeolite catalysts. Catal Today 243:158–162. https://doi.org/10.1016/j.cattod.2014.08.016
Felpin FX, Fouquet E (2008) Heterogeneous multifunctional catalysts for tandem processes: an approach toward sustainability. Chemsuschem 1:718–724. https://doi.org/10.1002/cssc.200800110
Talwalkar S, Mahajani S (2006) Synthesis of methyl isobutyl ketone from acetone over metal-doped ion exchange resin catalyst. Appl Catal A Gen 302:140–148. https://doi.org/10.1016/j.apcata.2006.01.004
Harmer MA, Sun Q (2001) Solid acid catalysis using ion-exchange resins. Appl Catal A Gen 221:45–62. https://doi.org/10.1016/S0926-860X(01)00794-3
Corain B, Zecca M, Jeřábek K (2001) Catalysis and polymer networks—the role of morphology and molecular accessibility. J Mol Catal A Chem 177:3–20. https://doi.org/10.1016/S1381-1169(01)00305-3
Moreno-Marrodan C, Berti D, Liguori F, Barbaro P (2012) In situ generation of resin-supported Pd nanoparticles under mild catalytic conditions: a green route to highly efficient, reusable hydrogenation catalysts. Catal Sci Technol 2:2279–2290. https://doi.org/10.1039/c2cy20205k
Seki T, Grunwaldt JD, van Vegten N, Baiker A (2008) Palladium supported on an acidic resin: a unique bifunctional catalyst for the continuous catalytic hydrogenation of organic compounds in supercritical carbon dioxide. Adv Synth Catal 350:691–705. https://doi.org/10.1002/adsc.200700532
Moreno-Marrodan C, Barbaro P (2014) Energy efficient continuous production of γ-valerolactone by bifunctional metal/acid catalysis in one pot. Green Chem 16:3434–3438. https://doi.org/10.1039/c4gc00298a
Badia JH, Soto R, Ramírez E et al (2023) Role of ion-exchange resins in hydrogenation reactions. Catalysts 13:624. https://doi.org/10.3390/catal13030624
Nicol W, du Toit EL (2004) One-step methyl isobutyl ketone synthesis from acetone and hydrogen using Amberlyst® CH28. Chem Eng Process Process Intensif 43:1539–1545. https://doi.org/10.1016/j.cep.2004.02.008
Lawson KH, Nkosi B (1999) Production of MIBK using catalytic distillation technology. US6008416A
Vandersall MT, Weinand RA (2005) Metal doped sulfonated ion exchange resin catalysts. US6977314B2
Prinsloo NM, Engelbrecht JP, Mashapa TN, Strauss MJ (2008) Acetone to MIBK process optimization through multidisciplinary chemometrics and in-line NIR spectroscopy. Appl Catal A Gen 344:20–29. https://doi.org/10.1016/j.apcata.2008.03.041
Van Den Bleek CM, Van Der Wiele K, Van Den Berg PJ (1969) The effect of dilution on the degree of conversion in fixed bed catalytic reactors. Chem Eng Sci 24:681–694. https://doi.org/10.1016/0009-2509(69)80061-8
Fisher S, Kunin R (1955) Routine exchange capacity determinations of ion exchange resins. Anal Chem 27:1191–1194. https://doi.org/10.1021/ac60103a052
Jeřábek K (1985) Determination of pore volume distribution from size exclusion chromatography data. Anal Chem 57:1595–1597. https://doi.org/10.1021/ac00285a022
Jeřábek K (1985) Characterization of swollen polymer gels using size exclusion chromatography. Anal Chem 57:1598–1602. https://doi.org/10.1021/ac00285a023
Bin Mobarak M, Hossain MS, Chowdhury F, Ahmed S (2022) Synthesis and characterization of CuO nanoparticles utilizing waste fish scale and exploitation of XRD peak profile analysis for approximating the structural parameters. Arab J Chem 15:1878–5352. https://doi.org/10.1016/j.arabjc.2022.104117
Nečas D, Klapetek P (2012) Gwyddion: an open-source software for SPM data analysis. Cent Eur J Phys 10:181–188. https://doi.org/10.2478/s11534-011-0096-2
Liguori F, Moreno-Marrodan C, Barbaro P (2015) Metal nanoparticles immobilized on ion-exchange resins: a versatile and effective catalyst platform for sustainable chemistry. Chinese J Catal 36:1157–1169. https://doi.org/10.1016/S1872-2067(15)60865-8
Vajíček S, Štolcová M, Kaszonyi A et al (2016) Gel-type ion exchange resin stabilized Pd–Bi nanoparticles for the glycerol oxidation in liquid phase. J Ind Eng Chem 39:77–86. https://doi.org/10.1016/j.jiec.2016.05.010
Van Vaerenbergh B, Lauwaert J, Bert W et al (2017) Effect of ion exchange resin functionality on catalytic activity and leaching of palladium nanoparticles in suzuki cross-coupling reactions. ChemCatChem 9:451–457. https://doi.org/10.1002/cctc.201601175
Irannajad M, Afzali Z, Haghighi HK (2018) Solvent extraction of copper using TBP, D2EHPA and MIBK. Russ J Non-Ferrous Met 59:605–611. https://doi.org/10.3103/S1067821218060068
Purdy AP, Godbey D, Buckley L (1997) The dissolution of copper in common solvents used for low dielectric polymers. Thin Solid Films 308:486–489. https://doi.org/10.1016/S0040-6090(97)00489-6
Wang F, Hao G, Guo Y et al (2017) Solvent effects on preparation of Pd-based catalysts: influence on properties of palladium and its catalytic activity for benzyl alcohol oxidation. Open J Met 07:59–68. https://doi.org/10.4236/ojmetal.2017.74005
Hu B, Deng W, Li R et al (2014) Carbon-supported palladium catalysts for the direct synthesis of hydrogen peroxide from hydrogen and oxygen. J Catal 319:15–26. https://doi.org/10.1016/j.jcat.2014.08.001
Bin LT, Chung DL, Chang JR (1999) Ethyl acetate production from water-containing ethanol catalyzed by supported Pd catalysts: advantages and disadvantages of hydrophobic supports. Ind Eng Chem Res 38:1271–1276. https://doi.org/10.1021/ie9805887
German RM (2010) Thermodynamics of sintering. Sinter Adv Mater. https://doi.org/10.1533/9781845699949.1.110
Hansen TW, Delariva AT, Challa SR, Datye AK (2013) Sintering of catalytic nanoparticles: particle migration or ostwald ripening? Acc Chem Res 46:1720–1730. https://doi.org/10.1021/ar3002427
Granqvist CG, Buhrman RA (1976) Ultrafine metal particles. J Appl Phys 47:2200–2219. https://doi.org/10.1063/1.322870
Rostrup-Nielsen JR, Pedersen K, Sehested J (2007) High temperature methanation. Sintering and structure sensitivity. Appl Catal A Gen 330:134–138. https://doi.org/10.1016/j.apcata.2007.07.015
Li Y, Fan Y, Ma J (2001) Thermal, physical and chemical stability of porous polystyrene-type beads with different degrees of crosslinking. Polym Degrad Stab 73:163–167. https://doi.org/10.1016/S0141-3910(01)00083-0
Brandrup J, Immergut EH, Grulke EA (2003) Polymer Handbook, 4th edn. Wiley, New York
Lei CP, Long T, Obendorf SK, Rodriguez F (1992) Dissolution Rates of Copolymers Based on 4-Hydroxystyrene and Styrene. In: Thompson LF, Willson CG, Tagawa S (eds) Polymers for microelectronics: resists and dielectrics. American Chemical Society, Washington DC
Richardson JT, Propp JL (1986) Pore size effects on sintering of Ni Al2O3 catalysts. J Catal 98:457–467. https://doi.org/10.1016/0021-9517(86)90333-7
Alarcón A, Guilera J, Soto R, Andreu T (2019) Higher tolerance to sulfur poisoning in CO2 methanation by the presence of CeO2. Appl Catal B Environ. https://doi.org/10.1016/j.apcatb.2019.118346
Gupta D, Dutta D, Kumar M et al (2014) A low temperature hydrogen sensor based on palladium nanoparticles. Sensors Actuators, B Chem 196:215–222. https://doi.org/10.1016/j.snb.2014.01.106
Goto K, Hirata T, Yamamoto I, Nakao W (2018) Swelling response behavior of palladium during hydrogen absorption and discharge. Int J Hydrogen Energy 43:11092–11099. https://doi.org/10.1016/j.ijhydene.2018.04.199
Albéniz AC, Espinet P (2006) Palladium: inorganic & coordination chemistry. Encycl Inorg Bioinorg Chem. https://doi.org/10.1002/9781119951438.eibc0164
Hanková L, Holub L, Jeřábek K (2006) Relation between functionalization degree and activity of strongly acidic polymer supported catalysts. React Funct Polym 66:592–598. https://doi.org/10.1016/j.reactfunctpolym.2005.10.011
Albright RL (1986) Porous polymers as an anchor for catalysis. React Polym Ion Exch Sorbents 4:155–174. https://doi.org/10.1016/0167-6989(86)90010-3
Bringué R, Ramírez E, Iborra M et al (2013) Influence of acid ion-exchange resins morphology in a swollen state on the synthesis of ethyl octyl ether from ethanol and 1-octanol. J Catal 304:7–21. https://doi.org/10.1016/j.jcat.2013.03.006
Badia JH, Fité C, Bringué R et al (2015) Catalytic activity and accessibility of acidic ion-exchange resins in liquid phase etherification reactions. Top Catal 58:919–932. https://doi.org/10.1007/s11244-015-0460-3
Corain B, Králik M (2001) Generating palladium nanoclusters inside functional cross-linked polymer frameworks. J Mol Catal A Chem 173:99–115. https://doi.org/10.1016/S1381-1169(01)00147-9
Ramírez E, Soto R, Bringué R et al (2020) Catalytic hydroxyalkylation/alkylation of 2-methylfuran with butanal to form a biodiesel precursor using acidic ion-exchange resins. Ind Eng Chem Res 59:20676–20685. https://doi.org/10.1021/acs.iecr.0c04308
Jeřábek K, Hanková L, Holub L (2010) Working-state morphologies of ion exchange catalysts and their influence on reaction kinetics. J Mol Catal A Chem 333:109–113. https://doi.org/10.1016/j.molcata.2010.10.004
Soto R, Oktar N, Fité C et al (2021) Experimental study on the liquid-phase adsorption equilibrium of n-butanol over AmberlystTM15 and contribution of diffusion resistances. Chem Eng Technol 44:2210–2219. https://doi.org/10.1002/ceat.202100253
Neyertz C, Marchesini FA, Boix A et al (2010) Catalytic reduction of nitrate in water: promoted palladium catalysts supported in resin. Appl Catal A Gen 372:40–47. https://doi.org/10.1016/j.apcata.2009.10.001
Mendow G, Sánchez A, Grosso C, Querini CA (2017) A novel process for nitrate reduction in water using bimetallic Pd–Cu catalysts supported on ion exchange resin. J Environ Chem Eng 5:1404–1414. https://doi.org/10.1016/j.jece.2017.01.033
Epron F, Gauthard F, Pinéda C, Barbier J (2001) Catalytic reduction of nitrate and nitrite on Pt–Cu/Al2O3 catalysts in aqueous solution: role of the interaction between copper and platinum in the reaction. J Catal 198:309–318. https://doi.org/10.1006/jcat.2000.3138
Chen J, Zhang Q, Wang Y, Wan H (2008) Size-dependent catalytic activity of supported palladium nanoparticles for aerobic oxidation of alcohols. Adv Synth Catal 350:453–464. https://doi.org/10.1002/adsc.200700350
McDaniel CL, Schneider SJ (1968) Phase relations between palladium oxide and the rare earth sesquioxides in air. J Res Natl Bur Stand Sect A Phys Chem 72:27. https://doi.org/10.6028/jres.072a.004
Caspi DD (2008) The adaptative nature of palladium reactivity in synthesis. Calif Inst Technol. https://doi.org/10.7907/N37A-5970
Wang F, Xia C, De Visser SP, Wang Y (2019) How does the oxidation state of palladium surfaces affect the reactivity and selectivity of direct synthesis of hydrogen peroxide from hydrogen and oxygen gases? A density functional study. J Am Chem Soc 141:901–910. https://doi.org/10.1021/jacs.8b10281
Morgan PED, Partin DE, Chamberland BL, O’Keeffe M (1996) Synthesis of paramelaconite: Cu4O3. J Solid State Chem 121:33–37. https://doi.org/10.1006/jssc.1996.0005
Wang Y, Shen Y, Zhao Y et al (2015) Insight into the balancing effect of active Cu species for hydrogenation of carbon–oxygen bonds. ACS Catal 5:6200–6208. https://doi.org/10.1021/acscatal.5b01678
Ronduda H, Zybert M, Patkowski W et al (2022) On the effect of metal loading on the performance of Co catalysts supported on mixed MgO–La2O3 oxides for ammonia synthesis. RSC Adv 12:33876–33888. https://doi.org/10.1039/d2ra06053a
Gates BC, Rodriguez W (1973) General and specific acid catalysis in sulfonic acid resin. J Catal 31:27–31. https://doi.org/10.1016/0021-9517(73)90266-2
Cunill F, Vila M, Izquierdo JF et al (1993) Effect of water presence on methyl tert-butyl ether and ethyl tert-butyl ether liquid-phase syntheses. Ind Eng Chem Res 32:564–569. https://doi.org/10.1021/ie00015a020
Ma R, Li Y, Wu G et al (2018) Fabrication of Pd-based metal-acid-alkali multifunctional catalysts for one-pot synthesis of MIBK. Chinese J Catal 39:1384–1394. https://doi.org/10.1016/S1872
Higashio Y, Nakayama T (1996) One-step synthesis of methyl isobutyl ketone catalyzed by palladium supported on niobic acid. Catal Today 28:127–131. https://doi.org/10.1016/0920-5861(95)00219-7
Chen YZ, Liaw BJ, Tan HR, Shen KL (2001) One-step synthesis of methyl isobutyl ketone from acetone and hydrogen over Pd/(Nb2O5/SiO2) catalysts. Appl Catal A Gen 205:61–69. https://doi.org/10.1016/S0926-860X(00)00545-7
Hetterley RD, Kozhevnikova EF, Kozhevnikov IV (2006) Multifunctional catalysis by Pd-polyoxometalate: one-step conversion of acetone to methyl isobutyl ketone. Chem Commun. https://doi.org/10.1039/b515325e
Al-Wadaani F, Kozhevnikova EF, Kozhevnikov IV (2008) Pd supported on ZnII–CrIII mixed oxide as a catalyst for one-step synthesis of methyl isobutyl ketone. J Catal 257:199–205. https://doi.org/10.1016/j.jcat.2008.04.025
Patankar SC, Dodiya SK, Yadav GD (2015) Cascade engineered synthesis of ethyl benzyl acetoacetate and methyl isobutyl ketone (MIBK) on novel multifunctional catalyst. J Mol Catal A Chem 409:171–182. https://doi.org/10.1016/j.molcata.2015.08.018
Kozhevnikova EF, Kozhevnikov IV (2006) One-step synthesis of methyl isobutyl ketone from acetone catalysed by Pd supported on ZnII–CrIII mixed oxide. J Catal 238:286–292. https://doi.org/10.1016/j.jcat.2005.11.028
Wang P, Bai S, Zhao J et al (2012) Bifunctionalized hollow nanospheres for the one-pot synthesis of methyl isobutyl ketone from acetone. Chemsuschem 5:2390–2396. https://doi.org/10.1002/cssc.201200383
O’Keefe WK, Ng FTT, Rempel GL (2010) Kinetics of the syntheses of mesityl oxide (MO) and methyl isobutyl ketone (MIBK) in a fixed-bed flow reactor (FBR). Top Catal 53:1104–1109. https://doi.org/10.1007/s11244-010-9541-5
O’Keefe WK, Ng FTT, Rempel GL (2023) Experimental study on the role of water and kinetic enhancement in the one-step synthesis of methyl isobutyl ketone via catalytic distillation. Catal Today 407:201–211. https://doi.org/10.1016/j.cattod.2022.01.001
Duan H, Wang Z, Cui L et al (2018) Stability investigation of a supported TiO2–Pd bifunctional catalyst over the one-pot liquid-phase synthesis of methyl isobutyl ketone from acetone and H2. Ind Eng Chem Res 57:12358–12366. https://doi.org/10.1021/acs.iecr.8b028
Acknowledgements
The authors acknowledge the Scientific and Technological Center of the University of Barcelona (STCUB) for providing the facilities to perform the catalysts characterization, DuPont Corporation for providing the commercial catalysts used and Dr. Vasily Lebedev (Trinity College, Dublin) for his kind help with the radial integration of FFTs.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Canadell, E., Badia, J.H., Soto, R. et al. One-Pot Liquid-Phase Synthesis of Methyl Isobutyl Ketone Over Bifunctional Ion-Exchange Resins: Unravelling the Role of Resins Structure and Active Pd or Cu Phases on Sintering, Leaching and Catalytic Activity. Top Catal (2024). https://doi.org/10.1007/s11244-024-01987-9
Accepted:
Published:
DOI: https://doi.org/10.1007/s11244-024-01987-9