
Abstract
An investigation was conducted to determine how Ordinary Portland Cement and several unconventional cementitious additives, such as magnetite, chamotte, perlite, boron carbide, and more common powdered quartz, affected the behaviour of hardened cement paste when subjected to high temperatures. The test was conducted using a constant water–fines ratio of 0.3. The water–cement ratios were nevertheless 0.25 and 0.222 as a result of the two fine replacement ratios (20% and 35%, respectively). Seven heat steps were used to heat the specimens of hardened cement paste to 900 °C. On the cooled specimens, comparisons between relative residual compressive strength and residual compressive strength were made. Additionally, a new approach known as "temperature endurance" is used to express the total area under each strength curve. Furthermore, the specimens were analysed using a scanning electron microscope. Our research has shown that perlite, when employed as additional cementitious material, performs remarkably well and has favourable effects, even at high temperatures. Up to 600 °C, it has the longest-lasting, practically constant residual strength values. In this area, the relative strength reductions are less than 15%. Furthermore, it is shown that boron carbide increases compressive strength at 900 °C in comparison to values at 600 °C. Due to the material's low melting point and the formation of secondary bindings at the highest heat step, this effect results. The other materials under investigation, such as powdered quartz, magnetite, and powdered chamotte, perform only slightly better than the reference homogeneous Ordinary Portland Cement, particularly in the mid and high heat ranges. In low heat ranges and by lower addition of fines, particularly in the well-known local strength maximum of 200–300 °C, homogeneous matrixes perform better.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The decades-long use of supplementary cementitious materials as a replacement for Ordinary Portland Cement requires increased research to better understand the existing, wide-used materials' behaviour and develop new materials not so far used by the concrete industry. Using supplementary cementitious materials to replace the cement in concretes effectively reduces carbon emissions [1,2,3]. It could be fruitful to improve the behaviour of the cement matrix to different environmental conditions.
The heat of a fire is one of the most harmful circumstances to which a concrete structure may be exposed. In the most recent decades, a number of research projects were conducted to evaluate the extensively used supplementary cementitious materials in order to determine the best material and dose for different uses.
Of course, first, the widely used supplementary materials, such as limestone filler, fly ash, and blast-furnace slag, were tested with different results. The second step was to investigate the less used material yet commonly applied for concrete, such as trass, metakaolin, powdered quartz and silica fume. The third step is to look for materials that could be used as supplementary cementitious material not used for standard concrete technology yet available in a considerable mass, such as rice husk ash, etc., and some materials of the present paper. And the future will be the fourth step where unique materials will be manufactured and used as supplementary materials, e.g. aerogel, which are nowadays investigated, but industrial use is not common.
To ascertain the effect of the oxide composition of Ordinary Portland Cements, Lublóy [4] conducted a study. The test variables included cement fineness (three types), heat stages (five steps up to 800 °C), and oxide composition (four varieties). It has been shown through research that cement's fineness and aluminate modulus significantly affect the material's fire resistance.
Sabri et al. [5] investigated the impact of fly ash on hardened concrete that had spent two hours at 400 °C. The high amount of fly ash could enhance the qualities of concrete exposed to this moderately high temperature, according to both the mechanical and microstructural results. The most advantageous dosage of fly ash, based on their findings, was 30 m%, whereas the relative strength loss at 28 days of age was just 20%.
A study on metakaolin, silica fume, and fly ash-containing high strength hardened cement pastes was conducted by Abdelmelek and Lublóy [6]. The results revealed outstanding residual strength at the highest temperature, and the dosages tested varied between 6 and 15 m%. This study also showed that cement fineness affects the optimal dosage of cementitious components.
In a series of tests, heterogenous cements, including pozzolana and fly ash, were used, according to Lublóy et al. [7]. At the 28th day, an electric furnace was used to test the fire resistance up to 800 °C using a total of five types of different blended cements with the same water-to-cement ratio. The outcome indicated that the thermal stability of the cement matrix is marginally improved by flay ash and pozzolana.
Maheswaran et al. [8] looked at how ternary-blended cement pastes and mortar characteristics were affected by high temperatures. As research variables, they employed nanosilica (1.5–3%), silica fume (3–6%), and lime sludge (0–20%). The results demonstrate that adding lime sludge and silica fume cement composites increases compressive strength significantly, up to 26%, compared to control mortars at ambient temperature and after two hours of exposure to 500 °C. However, spalling of mortars occurs at 800 °C after 28 days of water curing. At all temperatures, the residual compressive strength of lime sludge and nanosilica cement composites decreases noticeably, although spalling does not occur.
Glass powder's impact on the characteristics of cement pastes that have hardened is tested by Barkauskas et al. [9]. With constant types of cement and constant ratios of water to fines, seven compositions of cement paste mixes were used, each containing varying percentages of crushed glass (0–30%). Tests on density, ultrasonic pulse velocity, X-ray analysis, and compressive strength demonstrated that the mixture containing 5% crushed glass is stronger and denser.
El-Gamal et al. [10] showed that ceramic waste could be used as cementitious material when coupled with a small amount of carbon nanotubes. The experiment showed that the best option available for regular Portland cement is 10% ceramic waste and 0.05% carbon nanotubes. The samples were heated for three hours to a maximum of 800 °C.
To determine the impact of the aerogel addition on the performance of cement-based mortar at high temperatures, Stefanisou and Pachta [11] carried out a research. Aerogel (only 0.5 m%) was utilised in conjunction with a mixture of CEM I 42.5 type cement and siliceous sand in addition to 20 m% of perlite. It was possible to observe the physical and mechanical characteristics of specimens after exposure to the heat of 5 heat steps, even 1000 °C. The findings demonstrated that while cementitious materials somewhat decrease capabilities at normal temperatures, they enhance volume stability and mechanical properties at 800 °C and higher.
At ambient temperature, Vaiciukynienė et al. [12] investigated the effects of perlite (pure, zeolitised, and calcium altered) on the characteristics of blended cement. The outcome demonstrated that the cement matrix's compressive strength might be enhanced by the hydraulic characteristics of perlite.
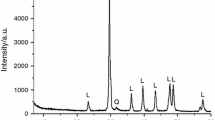
To moderate the effects of heat on the structural matter efficiently, it is necessary to recognise concrete's physical and chemical changes [13]. Increasing the temperature, water discharges; first, the ettringite and monosulphate dehydrate, followed by the Ca(OH)2, the CaCO3 and the substituent of the concrete dehydrate (e.g. CSH) [14, 15] from the homogenous Ordinary Portland Cement pastes matrix as shown in Fig. 1.

This paper summarises the studies of the influence of various unconventional types of supplementary cementitious materials on the behaviour of hardened cement pastes exposed to high temperatures. In the experiments, one type of Ordinary Portland Cement was used.
The test variables were the types and mass of supplementary cementitious materials and the temperature. During the research, the water–fine ratio (fine = cement + supplementary materials) was constant, so altering supplementary material masses occurred, changing water–cement (water and Ordinary Portland Cement) ratios. The studied prime characteristic was the residual compressive strength.
Tests on hardened cement pastes
The impact of cement additives and supplemental cementitious materials on the residual characteristics of hardened cement paste was investigated through a series of tests. Our research's main goal was to identify how thermal shock altered the physical and mechanical characteristics of hardened cement pastes.
Experimental recipes
To test the effect of supplementary cementitious materials, various additives such as powdered quartz (PQ), magnetite (MA), boron carbide (BC), powdered chamotte (PCH) and perlite (PE), were used. All the supplementary materials were pulverised, and only the particle-sized below 0,063 mm were used. The applied cement type was throughout CEM I 42.5 N Ordinary Portland Cement (OPC). Two different dosages of supplementary materials were used, with constant water–fines (w/f; fines = cement + supplementary materials) ratio for all fines, as shown in Table 1. In all cases, a superplasticiser was used to adjust the consistency.
Tests
Cube specimens of 30 mm edge length were made. The cubes were in the form for one day until the 7th day underwater. From the 7th to the 28th day, the specimens were stored in laboratory air condition. All the tests started on the 28th day and took 2–4 days.
The specimens' mass and size were measured before the heat test. They were then placed inside a hot electrical furnace. No spalling effect happened due to the small size of the specimens and the three weeks of laboratory air conditioning. In each case, the test lasted 120 min. The cubes were removed and cooled under typical laboratory circumstances. The specimens' mass and size were measured once they had cooled, and the compressive strength was evaluated in accordance with EN 196–1. The preheating parameters were compared to each outcome. Each series had a total of 40 specimens. Five samples were kept in a laboratory setting and heated in sets of five pieces to each of the following temperatures: 50, 100, 150, 200, 300, 600, and 900 degrees (Fig. 2).

One series of specimens after heat treatment (supplementary material: magnetite, dosage: 20%)
To evaluate the effect of the supplementary materials of the hardened cement paste exposed to high temperature, temperature vs strength curves, temperature vs relative strength curves, the TE, i.e. temperature endurance, and the definite integral of the relative strength curves (i.e. area below them), were inducted. The heterogenous cement mixtures' results were compared to a series with the same water–cement ratio consisting of homogenous Ordinary Portland Cement pastes.
Results
The results of compressive strength diagrams are shown in Figs. 3 and 4.

Residual compressive strengths, 20% supplementary material

Residual compressive strengths, 35% supplementary material
The 20% dosages figure shows that the homogenous Ordinary Portland Cement strength values were higher at the lower heat range, up to ca. 350 °C, but then they decreased faster than the other series. The usual local minimum of around 150 °C is noticeable in every curve. The effect of additives is more significant over ca. 400 °C: the depression of the results is slower.
However, the decrease of the water–cement ratio from 0.25 to 0.22 by the 35% dosage of supplementary materials slightly increases the strength values of the pure Ordinary Portland Cement. The effect of the increasing portion of supplementary materials shows more increments of compressive strength. It can be stated that the shape of the curves is nearly similar to the 20% values. Nevertheless, the perlite-containing specimens show a prolonged constant stage up to 600 °C.
The relative residual strength values should be used to compare the results, where the 100% values are identically the 20 °C results of each series.
Figure 5 shows that by adding 20% of supplementary materials to the cement, the maximum values at 200–300 °C are equal to or lower than the homogenous Ordinary Portland Cement. The perlite has the best characteristics of all results by keeping its 90% strength up to 600 °C. For reference, homogenous Portland Cement produced only 32% at that temperature, which was the lowest.

Relative residual compressive strengths, 20% supplementary material
It must also be noticed that the boron carbide specimens' results show peculiar behaviour over 600 °C. The compressive strength result of 900 °C is higher than the outcome at 600 °C. The specimens heated at 900 °C showed a significant change of colour. They got shiny, slightly metallic-like colours, as shown in Fig. 6. The evolution of colour, the shiny metallic particle and the increase of residual compressive strength indicate that the used additives melted and caused secondary noncementous bindings. These secondary bindings resulted in a 17% increment of the compressive strength values.

Boron carbide-containing specimen exposed to 900 °C
By analysing the curves of the 35% dosage pastes, it could be stated that the relative strength values of heterogenous pastes, equal to the characteristics of the real values, are also higher than the homogenous Ordinary Portland Cement pastes results (Fig. 7). Almost at all temperatures, the series exceed the results from the CEM I 42.5 N hardened cement paste results. Only the powdered quartz and the boron carbide have m relative results in the 150 °C temperature range.

Relative residual compressive strengths, 35% supplementary material
The specimens containing perlite also show a nearly constant value up to 600 °C. The melting of boron carbide is also noticeable; however, there is no strength increment at this curve, but the decrement is less than the rates of the other series.
For a better understanding of the behaviour of the series over 300 °C, a new relative base was set up for the compressive strength comparison. The new reference points are the values of 300 °C of each series.
Figure 8 shows the results of 20% of additive-containing pastes. The strength decrement of the trends could be aggregated into three groups: The first group consists of powdered quartz, magnetite, and homogenous Ordinary Portland Cement, where the strength values at 900 °C are only 2–10% of the results of 300 °C. The perlite and powdered chamotte are in the second group, where these relative values are around 20%; however, at 600 °C, the perlite relative strength is about 20% higher than the chamotte results. The boron carbide and its peculiar behaviour stand only for the third group.

Relative residual compressive strengths, based on the 300 °C results, 20% supplementary material
The same methodology for the 35% additives containing pastes shows in Fig. 9. At 900 °C, the same three groups could also be designated; however, the relative strength values are shown to increment slightly. The results of magnetite, powdered quartz and homogenous Ordinary Portland Cement are in the relative strength range of 7–17%. The perlite and the chamotte are about 26–29%, and the boron carbide is 38%. It should also be noticed that the 600 °C result of the perlite is as high as 95% compared to the 300% value. So, this material produces outstanding performance in the mid-high and high-temperature ranges.

Relative residual compressive strengths, based on the 300 °C results, 35% supplementary material
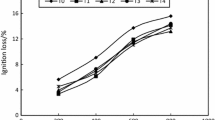
Another interpretation of the data derived from the compressive strength results is the Temperature Endurance (TE) number which is the integrated area below the residual compressive strength curves [16]. The definite integrals were calculated using the chained trapezoidal rule method. Because of the diagram's axis unit of measurements, the Temperature Endurance unit is [% × °C]. This definite integral could be used to summarise a 2D curve to one specific number, and also, the numbers calculated by the same methodology are to be able to compare. It is self-evident that these definite integrals could be calculated from the whole curve (20–900 °C) or a specific range of results (e.g. 150–300 °C).
The temperature endurance of the 20% supplementary materials containing hardened cement pastes is shown in Fig. 10. It can be determined that the values of the heterogenous cement pastes are usually at the same level or a bit below the adequate homogenous Ordinary Portland Cement values except the perlite. The calculated area method equalised the compressive strength alternations in positive and negative directions. Because of the relative higher relative residual compressive strength values of the homogenous Ordinary Portland Cement pastes at the low-temperature range; their heavy losses at mid- and high-temperature ranges show not as significant decline in the temperature endurance.

Temperature endurance, range 20–900 °C, 20% supplementary material
By analysing the results derived from the definite integral from 300 to 900 °C, as shown in Fig. 11, the characteristics mentioned earlier rise into view. All the heterogeneous results except the magnetite indicate higher temperature endurance values showing more favourable performance on the high-temperature levels.

Temperature endurance, range 300–900 °C, 20% supplementary material
In both Figs. 10 and 11, it is clearly noticeable that the perlite results are 30–70% higher than the reference homogenous Ordinary Portland Cement results. So, this treatment method of the results also proved the positive effect of the perlite supplementary material on the temperature-exposed cement matrix.
The temperature endurance results of the 35% supplementary materials containing pastes are shown in Figs. 12 and 13, 20–900 °C and 300–900 °C, respectively.

Temperature endurance, range 20–900 °C, 35% supplementary material

Temperature endurance, range 300–900 °C, 20% supplementary material
Because of the altering compressive strength increments by this dosage level, every heterogenous paste produced at least 15% higher temperature endurance values at the 20–900 °C range and at least 25% higher values at the 300–900 °C range. The "strength-order" of the materials remains identical to the previous result, so the higher is the perlite (137% and 169% to the reference values, respectively), the powdered quartz follows it, and the powdered chamotte and the boron carbide are at nearly the same level irrespectively of the shapes of the curves. The magnetite has the least favourable but, in this case, yet positive effect.
The scanning electron microscope (Phenom XL) was also used to explore the unique effects of boron carbide and perlite. Records showed that samples containing boron carbide, as shown in Fig. 14, develop new crystals between 600 and 900 °C. The findings deduced from the residual strength values are supported by this crystal transformation.

Scanning electron microscope photo, magnification 2500 × ; 20% boron carbide: a 600 °C; b 900 °C
The textures of the perlite-containing samples are shown in Fig. 15 and Fig. 16. Obviously, the material's texture remained practically the same up to 600 °C, but at 900 °C, the visual porosity dramatically increased, making the material appear "spongier".

Scanning electron microscope photo, magnification 1000 × ; 35% perlite: a 20 °C; b 300 °C; c 600 °C; d 900 °C

Scanning electron microscope photo, magnification 2500 × ; 35% perlite: a 600 °C; b 900 °C
Conclusions
In this study, we used unconventional cementitious ingredients along with Ordinary Portland Cement to test the temperature resistance of hardened cement pastes. In this study, the outcomes of about 540 specimens were assessed.
The major aim of the current study was to examine the impact of powdered perlite, magnetite, boron carbide, chamotte, and quartz on a homogenous matrix of Ordinary Portland Cement. The fines were issued at rates of 20 and 35%, respectively. Through the use of continuous water–fines ratios (two water–cement ratios) and seven heat steps up to 900 °C were chosen to use. The sample was heated before being tested for compressive strength. Compressive strengths, relative compressive strengths, and temperature endurance values were assessed on the cooled pastes.
The following finding can be drawn from our research:
-
1.
The absolute residual compressive strength of homogeneous Ordinary Portland Cement pastes, which only contain 20% additional cementitious components, was shown to be stronger in the low heat ranges, but it degraded more quickly above 300 °C.
-
2.
When the dosage of the supplementary materials was raised while maintaining a fixed water-fines ratio, the strength increase of the homogeneous Ordinary Portland Cement pastes was less than the heterogeneous result.
-
3.
The results of the blended heterogenous pastes were higher at higher heat ranges in both cases.
-
4.
Perlite addition produced the longest, essentially constant strength curves in both cases, keeping over 85% of its initial strength value up to 600 °C
-
5.
At 900 °C, the boron carbide showed secondary, noncementous bonds, and their strength measurements differ significantly from those of the other mixes. Particularly, the mixture containing 20% boron carbide demonstrates a strength increase between 600 °C and 900 °C. In addition, the combinations that contain additives at 35% of boron carbide deteriorate much less than their competitors in the same thermal range.
-
6.
The results of a homogenous Ordinary Portland Cement paste at lower heat ranges were higher if the supplementary materials dosage was 20%, but lower or equal at 35%, according to an evaluation of relative residual compressive strength values.
-
7.
Additionally, Ordinary Portland Cement performed more moderately in both situations when temperatures were in the mid and high ranges.
-
8.
Using a unique relative compressing strength base of 300 °C, it is confirmed that three groups of all the tested materials could be aggregated at both dosages of 900 °C: first, the boron carbide with its peculiar performance at 900 °C, second, the perlite and the powdered chamotte, which resulted in a slightly lower value, and third, the magnetite, powdered quartz, and the homogenous Ordinary Portland Cement, which showed the worst relative
-
9.
Comparing the temperature endurance values throughout the heat range reveals that, with the exception of the perlite curve, results at a dosage of 20% are essentially the same for all curves. However, the outcomes of the heterogenous pastes were better since only the mid and high heat ranges (300–900 °C) were taken into account. In the whole range as well as the mid and high heat ranges, the result of the mixtures, including 35% supplementary material, was significantly greater than the reference homogenous Ordinary Portland Cement values.
-
10.
The scanning electron microscope measurements further validated the remarkable behaviour of the samples containing perlite and boron carbide.
Summarising the conclusions, it was found that the residual compressive strength behaviour is significantly changed by the addition of perlite to the cement matrix. Due to the melting of additional materials, which results in secondary bonding and affects the residual strength increment at 900 °C, boron carbide exhibits unique behaviours.
References
Habert G, Miller SA, John VM, Provis JL, Favier A, Horvath A, et al. Environmental impacts and decarbonisation strategies in the cement and concrete industries. Nat Rev Earth Environ. 2020;1:559–73.
Scrivener KL, John VM, Gartner EM. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem Concr Res. 2018;114:2–26.
Fehervari A, Gates WP, Gallage C, Collins F. A Porous Stone Technique to Measure the Initial Water Uptake by Supplementary Cementitious Materials. Minerals. 2021;11:1185.
Lublóy É. Heat resistance of portland cements. J Therm Anal Calorim. 2018;132:1449–57.
Sabri MZHA, Malek RA, Omar AA, Ismail KN. Study of Fly Ash Concrete Exposed to Elevated Temperature. Key Eng Mater. 2022;908:645–50.
Abdelmelek N, Lubloy E. The impact of metakaolin, silica fume and fly ash on the temperature resistance of high strength cement paste. J Therm Anal Calorim. 2022;147:2895–906.
Lublóy É, Kopecskó K, Balázs GL, Restás Á, Szilágyi IM. Improved fire resistance by using Portland-pozzolana or Portland-fly ash cements. J Therm Anal Calorim. 2017;129:925–36.
Maheswaran S, Iyer NR, Palani GS, Pandi RA, Dikar DD, Kalaiselvam S. Effect of high temperature on the properties of ternary blended cement pastes and mortars. J Therm Anal Calorim. 2015;122:775–86.
Barkauskas K, Nagrockienė D, Girnienė I. The effect of glass powder on physical and mechanical properties of hardened cement paste. 2019.
El-Gamal SMA, Abo-El-Enein SA, El-Hosiny FI, Amin MS, Ramadan M. Thermal resistance, microstructure and mechanical properties of type I Portland cement pastes containing low-cost nanoparticles. J Therm Anal Calorim. 2018;131:949–68.
Stefanidou M, Pachta V. Influence of perlite and aerogel addition on the performance of cement-based mortars at elevated temperatures. IOP Conf Ser Earth Environ Sci: Institute of Physics Publishing; 2020.
Vaiciukynienė D, Kantautas A, Krusinskas G, Kielė A, Rudzionis Z. Influence of zeolitised perlite on blended cement properties. Chem Ind Chem Eng Q. 2016;22:285–92.
Khoury GA, Anderberg Y, Both K, Felinger J, Majorana C, Høj. N. P. Fire design of concrete - Materials, structures and modelling. In: Puresutoresuto Konkurīto Gijutsu Kyōkai, Nihon Konkurīto Kōgaku Kyōkai, editors. Proceedings of the 1st fib Congress. Osaka: fib; 2002. p. 99–118.
Schneider U, Hotvath J. Behaviour of Ordinary Concrete at High Temperature. In: Khroustailev BM, Leonovich SN, Schneider U, editors. Behaviour of Concrete at High Temperature and Advanced Design of Concrete Structures. Minsk; 2003.
Puz U. Buchbesprechung: Brandschutz-Praxis in Tunnelbauten. Von U. Schneider und J. Horvath. Beton- und Stahlbetonbau [Internet]. John Wiley & Sons, Ltd; 2006 [cited 2022 Aug 31];101:929–30.
Fehérvári S, Nehme SG. How portland and blended cements resist high temperatures of tunnel fires? Concrete Structures. 2009;10:24–9.
Acknowledgements
The Department of Construction Materials and Technologies of the BME is to be thanked for supplying the research materials, laboratory personnel, and equipment, as well as for consulting Dr. Salem G. Nehme on the research.
Funding
Open access funding provided by Óbuda University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fehérvári, S. Effect of unconventional supplementary cementitious materials on the hardened cement pastes exposed to high temperature. J Therm Anal Calorim 148, 2273–2284 (2023). https://doi.org/10.1007/s10973-022-11921-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-022-11921-4