
Abstract
Natural fiber-reinforced epoxy composites (NFRCs) have gained significant attention in recent years due to their potential as environmentally friendly and sustainable materials. These composites combine natural fibers, derived from plants, with epoxy resins to create a material with enhanced properties. The objective of this study is to investigate the mechanical, wear and thermal properties of NFRCs incorporating cotton, sisal, coir and wool fibers. The vacuum-assisted resin transfer molding (VARTM) technique was employed to produce composite plates, followed by conducting tests on tensile, wear and thermal properties. The cotton composite showcased the highest tensile strength, reaching 52.81 MPa, while the coir composite exhibited the lowest, measuring 15.34 MPa. Sisal composite exhibited a moderate wear rate (1.423 mm3/Nm) and a lower coefficient of friction (0.233), implying smoother relative motion. Coir composite presented the highest wear rate (4.615 mm3/Nm), attributed to its coarse fiber nature. Thermal conductivity is highest at cotton composite (1.017 W/mK) and is lowest at coir composite (0.187 W/mK). Additionally, the highest specific heat was observed in the coir composite (26.313 MJ/m3K). Cotton demonstrated potential for efficient heat transfer, while wool outperformed in insulation. Sisal displayed versatility for structural applications. Coir emerged as an effective insulator with energy-saving applications.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The growth of industrialization and population has played significant roles in shaping the demand for lightweight, high-strength materials in construction and building applications, consequently fueling the need for environmentally friendly alternatives [1, 2]. Synthetic fibers have played a crucial role in various industries due to their unique properties and wide-ranging applications [3,4,5]. Their development has revolutionized sectors such as textiles, automotive, construction and packaging, offering numerous advantages. However, it is important to recognize that synthetic fibers also come with certain disadvantages, particularly concerning their environmental effect. The use of natural fibers in the production of environmentally friendly products has gained significant attention due to their inherent biodegradability [6, 7]. Composite materials, containing natural fibers, offer several advantages over their synthetic counterparts, including biodegradability, lightweight nature, cost-effectiveness and low density [8].
Natural fibers have become in-demand reinforcements in polymer composites, including hemp, cotton, henequen, flax, jute, corn, nettle, coir, sugar palm, wool, sisal and ramie [9,10,11,12]. Many advantages that make them necessary in a variety of industrial applications, from the automotive and aerospace sectors to structural components and building projects, have been associated with their rising popularity. Cotton, sisal, coir and wool are indeed among the most widely used natural fibers, each with unique properties and application areas. Baccouch et al. [13] developed a textile waste-based composite with suitable properties for automotive and construction, using recycled nonwoven cotton wastes blended in epoxy resin, resulting in significantly improved mechanical performance and noise reduction potential without affecting epoxy's thermal behavior. Rong et al. [14] examined the effects of various fiber treatments on the mechanical performance of sisal-reinforced epoxy composites, emphasizing their influence on fiber composition, structure and performance. It also suggests a link between enhanced fiber treatment and enhanced composite durability. In coir–fiber-reinforced epoxy composites, several methods are proposed to strengthen the interfacial bonding between coir fibers and epoxy resin [15,16,17]. The combination of alkali treatment and 3-aminopropyltriethoxysilane surface modification demonstrates the best results [18]. In another study, sheep wool fibers were used as a toughening agent in epoxy composites [19]. Results indicated that wool fiber–epoxy composites up to 4.1 phr exhibit maintained mechanical properties and enhanced thermal endurance, making them a promising insulating material from a natural waste resource.
The literature extensively explores various properties of natural fiber-reinforced composites (NFRCs), including water diffusivity [20], mechanical characteristics [21], thermal properties [22], dielectric properties [23], fatigue behavior [24], damping behavior [25], wear properties [26] and fire reaction characteristics [27]. While the literature extensively investigates different properties of NFRCs, it often focuses on individual fiber types and lacks comprehensive comparisons between multiple fiber options. In one of the comparative studies, Yusoff et al. [28] produced bio-based hybrid green composites, consisting of kenaf, bamboo and coir fibers reinforcing a polylactic acid (PLA) polymer matrix and investigated their mechanical properties. The kenaf–bamboo–coir/PLA composites showed the highest tensile strength (187 MPa). In another study, natural waste fibers (jute fiber, sugarcane bagasse, coconut coir and neem wood) were used in hybrid composites, showing promising mechanical properties with potential applications in vehicle industries [29]. Enhanced performances of hybrid NFRCs comprising E-glass, nacha and sisal fibers were studied for wind turbine blade applications [30]. Nacha fiber (%wt. of N) significantly enhanced tensile, compressive and flexural strength with a 95% level of confidence.
Recent studies have explored the characteristics of individual fibers such as cotton, sisal, coir and wool. However, there is a notable gap in understanding the thermal diffusivity and specific heat properties, particularly within cotton, coir and wool epoxy composites. Our research aims to address this gap and provide valuable insights. Additionally, we investigated the wear properties of wool epoxy composites, an aspect that has received limited attention. This exploration helps us better grasp practical applications. Ultimately, our goal is to offer a comprehensive understanding of these fibers and their composite materials.
Experimental procedure
Materials
Cotton (fabric form, 196 g/m2), sisal (unidirectional fiber form, 1.45 g/cm3), coir (unidirectional fiber, 1.4 g/cm3) and wool (fabric form, 600 g/m2) fibers were purchased from the local market and are shown in Fig. 1. It is vital to note that different fiber forms can significantly impact observed properties. GEN680 brand resin was used as epoxy resin (GEN BOYA). Gel time is 30 min at 23 °C and 50% humidity for 250 g of mixture. Its density is 1.03 ± 2 g/mL. The matrix material was prepared using 60% hardener for 100 g epoxy.

Cotton, sisal, coir and wool fibers.
Production of NFRCs
Composite plates were fabricated using the vacuum-assisted resin transfer molding (VARTM) method [31]. To begin the production of the composite materials, reinforcement fabrics and fibers were cut to the desired dimensions. Before the process, the workbench surface was thoroughly cleaned to ensure it was free from any dirt or dust. Next, a separator film was carefully placed and secured on the workbench using sealing tapes. The cut reinforcement fibers were then layered on the separator film, with natural fabrics prepared in 35 × 35 cm dimensions for this study. Four layers of fabric were stacked to create the composite structure. Subsequently, a peeling fabric was positioned on top of the layered reinforcement material.
To initiate the infusion process, a resin-dispersing film was positioned on the peeling fabric, ensuring proper alignment with the materials. Spiral hoses were strategically placed on the sides where air could be drawn out and the resin could be absorbed. A vacuum bag, tailored to the correct size, was then placed over the entire setup, securely attached with sealing paste and effectively isolated from the external environment. Once the setup was ready for the resin transfer, the valves on the hoses were closed to prevent any air from entering the system. The temperature of the composite material production bench was set to 70 °C, and the composite materials were allowed to cure under vacuum for 8 h under 1 bar pressure. The production method is shown in Fig. 2. The fiber-to-resin ratios are as follows: cotton 61%, sisal 56%, wool 43% and coir 36% by weight. To determine the fiber-to-resin ratios in the composite manufactured through the vacuum-assisted resin transfer molding (VARTM) method, the procedure involved measuring the weights of the fibers positioned on the workbench. Subsequently, upon the completion of the production of the fiber-reinforced composite plate, the resin content was established by measuring the weight of the entire plate.

Vacuum-assisted resin transfer molding (VARTM) method.
Characterization
The tensile test was carried out on a SHIMADZU tensile device with 100 kN capacity according to ASTM D638 standard. According to this standard, the tensile sample is 250 mm long, 25 mm wide and 2.5 mm thick. The experiments were carried out at 2 mm/min speed. Maximum tensile strength, strain and modulus of elasticity values were determined. Surface morphology and failure analysis were investigated using a Zeiss Evo 50 scanning electron microscope operating at 20 kV. Dry sliding wear experiments were conducted at room temperature (25 °C) using a pin-on-disk tribometer sourced from TRD Engineering in Turkey. The wear tests were conducted with a 0.5 kg load and a sliding velocity of 350 rpm, covering a sliding distance of 300 m against a high-speed steel (HSS) pin with a hardness of 66 HRC with respect to ASTM G99-17. The thermal conductivity, thermal diffusivity and specific heat properties were assessed using the Hot Disk TPS 500 S test protocol. Measurements were taken at a temperature of 32.5 °C, employing an output power of 70 mW and a measurement duration of 20 s. At least five samples were used to evaluate the results, and mean values and standard deviations are given in all tables.
Results and discussions
Tensile test results
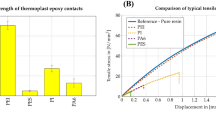
Maximum tensile strength, strain and modulus of elasticity values are given in Table 1, and the strength–strain graph is shown in Fig. 3. The highest tensile strength was seen in the cotton composite with 52.81 MPa and the lowest in the coir composite with 15.34 MPa. Cotton has shown a similar strength–strain slope with sisal. The same similarity was observed between coir and wool. However, wool and cotton are higher than the others in terms of strain. High strain values in a tensile test means that the material exhibits ductile behavior. Ductility is the ability of a material to undergo plastic deformation before fracturing. Ductile materials are often preferred in scenarios where significant deformation is expected to occur without sudden and catastrophic failure [32]. Ductile fiber-reinforced polymer composites can be used in various automotive components, such as body panels, bumper reinforcements and crash structures [33]. Wool and cotton can be preferred for this application area. If it is desired to be high in strength, cotton is the priority choice. When the modulus of elasticity is evaluated, it is observed that the highest value is 1.69 GPa in sisal and the lowest value is 0.47 GPa in coir. A high modulus of elasticity mean that the fiber-reinforced polymer composite is stiff and rigid. When a tensile force is applied, the material experiences minimal deformation compared to materials with lower modulus values. This property is crucial in applications where dimensional stability and resistance to deformation are critical [34].

Tensile test strength–strain curves.
When comparing cotton and wool, it is evident that cotton exhibits significantly higher tensile strength, boasting 52.81 MPa compared to wool's 18.55 MPa. This means cotton can endure approximately three times more tensile stress than wool before breaking. Interestingly, despite this contrast in strength, both materials demonstrate a similar capacity for strain, indicating a comparable degree of flexibility and resilience under pressure. Delving deeper into their material properties, cotton emerges as the clear frontrunner in elasticity as well. With an elasticity modulus of 1.44 GPa, cotton outperforms wool by nearly threefold, reflecting its superior ability to return to its original shape after deformation.
The type of fiber used, whether natural (e.g., cotton, coir, wool, sisal) or synthetic (e.g., carbon, glass, aramid), has a profound influence on mechanical properties. Natural fibers tend to have lower tensile strength compared to synthetic fibers due to variations in their molecular structure and purity. The crystallinity, orientation and length of fibers within the composite also impact its mechanical behavior. Sisal fibers, with their longer and more crystalline structure, exhibit higher tensile strength compared to coir fibers [35]. Fibers with a higher degree of flexibility, such as wool and cotton, tend to contribute to materials with higher strain values. This is why these composites exhibit greater ductility. In contrast, fibers with high stiffness, like sisal, may limit the strain and render the material more brittle. The modulus of elasticity is strongly influenced by the stiffness of the fibers. Fibers with a high modulus, such as sisal, contribute to composites with a higher modulus of elasticity. This indicates that the composite is stiffer and less prone to deformation under a given load.
SEM images were taken from the sections of the composites subjected to the tensile test and are given in Fig. 4. The distribution of the coir fiber in the matrix was less than the other fibers. This explains the decrease in its mechanical properties for coir composite. Although the structures of cotton and wool fibers look like each other, both in terms of fiber strength and due to the fact that cotton fiber is woven, its mechanical strength is higher.

SEM images of composite materials.
In the context of woven fabric failure, the behavior of the composite material is influenced by the intricate interlacing of fibers in the fabric structure. Woven fabrics consist of two sets of fibers, warp and weft, interlaced at right angles, forming a regular pattern. During tensile testing, woven fabric failure typically manifests through the progressive separation of these fibers along the weave pattern. The failure modes observed in cotton and wool fabric composites include yarn pullout, fiber breakage and matrix cracking. Yarn pullout occurs when the load applied leads to the extraction of individual yarns from the matrix, resulting in a gradual reduction in load-carrying capacity. Conversely, unidirectional sisal and coir exhibit distinct failure characteristics owing to the alignment of fibers along a single direction as shown in Fig. 4. In unidirectional composites, failure predominantly occurs through fiber fracture and matrix cracking. Fiber fracture signifies the rupture of individual fibers aligned in the loading direction, leading to a reduction in load-bearing capability.
As shown in Fig. 4, sisal fibers are long and straight, typically ranging from 60 to 110 cm in length. Sisal fibers have a relatively coarse texture compared to some other natural fibers like cotton or silk. This coarseness is due to the plant's fibrous composition, which provides a rough surface ideal for certain applications where grip and traction are necessary, such as in ropes used in agriculture [35].
Wear test results
Dry sliding wear experiments were conducted at room temperature (25 °C) using a pin-on-disk tribometer. Before and following the wear experiments, the surfaces of both the test specimens and the pin underwent methanol-based cleaning. The weights of the samples were gauged utilizing the AUW-D Shimadzu semi-micro-balance with a precision of 0.01 mg. The specific wear rates of the samples were then derived through the utilization of Eq. (1).
where \(\Delta m\) is the mass loss (g), \(\rho\) is the density of the samples (g/cm3), \(F_{N}\) is the applied load (N) and \(L\) is the sliding distance (m).
Density values were determined by Archimedes’ principle (Eq. 2).
where \(\rho_{dw}\) is the density of immersed liquid, \(w_{a}\) is the weights of the samples in air and \(w_{b}\) is the weights of the samples in liquid.
The density, specific wear rate and coefficient of friction values are shown in Table 2. The curves of the coefficient of friction are demonstrated in Fig. 5. The comparison of the specific wear rate and coefficient of friction values is shown in Fig. 6. Cotton and sisal composite densities were greater than the density of water, and wool and coir composite densities were found to be less than the density of water.

Curves of coefficient of frictions.

Comparison of specific wear rate and coefficient of friction.
As shown in Table 2, the highest coefficient of friction was observed in the coir composite while the lowest coefficient was observed in the sisal composite. A friction coefficient of 0.291 for wool-reinforced polymer composite suggests a relatively lower frictional resistance compared to coir. This could imply that the wool fibers have a smoother interaction with the counter surface, leading to reduced abrasive wear. The wear characteristics might involve less material loss and lower energy consumption compared to the coir composite. A friction coefficient of 0.233 for sisal-reinforced polymer composite indicates a relatively low frictional resistance. Sisal fibers have a smoother interaction with the counter surface compared to cotton and wool. The wear mechanism might be dominated by sliding and mild abrasion. A friction coefficient of 0.335 for coir-reinforced polymer composite is comparable to cotton. This suggests that the coir fibers, similar to cotton fibers, exhibit some abrasive effect on the counter surface. The wear characteristics could involve moderate wear due to the abrasive interaction between the coir fibers and the counter surface. Lower friction coefficient values (such as sisal and wool) generally indicate smoother interactions and potentially reduced wear, while higher friction coefficient values (such as cotton and coir) suggest more abrasive interactions and potentially higher wear rates. Figure 5 shows the curves of the coefficient of friction values. It is seen that the surface roughness value does not reach equilibrium until about 3 min due to the polymer layer on the upper layer of the composite but stabilizes after the 3rd min.
The sliding wear resistance of natural fiber-reinforced composites (NFRCs) underscores their capacity to withstand challenges like fiber breakage, polymer degradation, thinning and separation. The distinctive wear behavior of NFRCs is also intricately linked to factors like fiber orientation and the strength of interfacial adhesion between the reinforcing fibers [36]. Furthermore, the wear characteristics of the epoxy matrix can be notably enhanced by integrating various types of natural fibers, as the addition of fibers augments the mechanical properties [37]. The wear performance of NFRCs exhibits a positive correlation with the quantity of incorporated fibers. However, it is important to note that excessively high fiber loadings can inversely impact wear characteristics due to the formation of voids during composite fabrication [38]. Striking a balance between fiber content and wear resistance is crucial. Composites demonstrating a superior degree of wear resistance, coupled with a favorable coefficient of static friction (CoF), hold significant potential for applications such as bearing materials in automobiles and diverse industrial contexts [39]. This potential highlights the practical value of optimizing the wear properties of NFRCs for demanding scenarios requiring prolonged durability and reduced friction.
Figure 6 shows the relationship between specific wear rate and coefficient of friction. The specific wear rate quantifies the amount of material removed per unit sliding distance and normal load. It is a measure of how quickly a material is worn away under specific conditions. On the other hand, the coefficient of friction reflects the resistance to relative motion between two surfaces in contact. Both parameters are influenced by the interactions between the reinforcing fibers, polymer matrix and the counter surface [40].
The cotton composite exhibits a moderate specific wear rate. This suggests that the material experiences a relatively moderate rate of material loss per unit sliding distance and normal load. The coefficient of friction of 0.332 indicates that the composite's surfaces have a moderate resistance to relative motion. There might be a balance between abrasive wear due to cotton fibers and the surface's ability to resist wear, leading to moderate overall wear properties [41]. The wool composite demonstrates a higher specific wear rate compared to cotton. This suggests that the material experiences a relatively higher rate of material removal during sliding. The higher wear rate might be attributed to the nature of wool fibers, which could lead to increased friction and abrasion, resulting in elevated wear [42]. The sisal composite exhibits a moderate specific wear rate, similar to cotton. This suggests that the material experiences moderate wear during sliding. However, it is worth noting that sisal composites have a relatively lower coefficient of friction (0.233) compared to others. This indicates smoother relative motion between the surfaces, potentially resulting in reduced abrasive wear and contributing to the moderate wear rate. The coir composite displays the highest specific wear rate among the samples. This implies that the material experiences a significant rate of material loss during sliding. The coefficient of friction of 0.335 indicates moderate resistance to motion. The higher wear rate could be attributed to the coarse nature of coir fibers, potentially leading to more abrasive wear interactions [43].
A general trend can be observed where composites with higher specific wear rates tend to have higher coefficients of friction. This correlation implies that materials with higher frictional resistance also tend to experience greater wear rates. However, it is important to remember that wear behavior is influenced by various factors beyond friction, including the nature of the fibers, their orientation, interfacial properties and load conditions [44]. Considering the wear application industry, the sisal-reinforced polymer composite stands out as a potential candidate. It combines a moderate specific wear rate with a relatively low coefficient of friction. This suggests that it could offer a good balance between wear resistance and reduced friction, making it suitable for applications where minimizing wear and controlling friction are important.
Microscopic analysis of wear surfaces is shown in Fig. 7. The images on the left were taken at 5 × magnification, and the images on the right were obtained at 20 × magnification to enlarge a certain region of the images taken at 5 × magnification. The 20 × images are magnifications of the circles shown in yellow. Having a high specific wear rate means that a material or component is experiencing a relatively rapid rate of wear and deterioration when subjected to friction, abrasion, or other forms of mechanical stress [45]. In other words, a high specific wear rate indicates that a significant amount of material is being removed or worn away per unit of sliding distance or time. As highlighted in Table 2, the coir composite exhibits the highest specific wear rate, correlating with the observations in Fig. 7, where it displays the most significant surface deterioration and material loss among all composites. In the cotton composite, where the specific wear rate is the lowest, it can be observed that the surface is the smoothest. Abrasive and adhesive wear marks, which are expected in fiber-reinforced polymer composites, were observed in almost all samples. Abrasive wear is a mechanical wear process in which hard particles or abrasive materials come into contact with and slide or roll against the surface of a softer material. They may appear as scratches, grooves, or pits on the surface. Scratches are seen in cotton composite and pits are seen in wool composite. Adhesive wear occurs when materials adhere to each other and then tear away from one surface, leaving behind adhesive wear marks. These marks may appear as patches or debris stuck to the surface. Debris is shown in coir composite.

Microscopic analysis of wear surfaces.
Thermal analysis
The hot disk (HD) employs the transient plane source method [46] to efficiently determine both thermal diffusivity (α) and thermal conductivity (λ). The procedure involves placing a resistive element—often a nickel double spiral sensor—sandwiched between two thin Kapton or mica sheets, between two identical samples. By subjecting the setup to a controlled, stepwise Joules heating over a user-defined experimental duration, heat flux permeates the sample. Consequently, a gradual rise in the average temperature of the sensor ensues [47]. This temperature increase (ΔT) is quantified by monitoring the alteration in electrical resistance R(t) (Eq. 3):
where 't' signifies time, 'R0' represents the initial resistance of the sensor before commencing the transient recording, 'α' stands for the temperature coefficient of resistivity, 'τ' denotes the characteristic time and 'r' corresponds to the radius of the sensor.
Subsequently, the incremental mean temperature is subjected to analysis through a theoretical model. The core postulates of this model encompass several factors: heat transfer transpires through conduction within materials, the sensor is positioned within an infinite medium, the sensor is approximated as an arrangement of uniformly spaced concentric thin rings crafted from a resistive substance, and aspects like the sensor's thermal inertia and contact resistance between the sensor and samples are disregarded. These assumptions culminate in the following outcomes (Eq. 4):
Equation (4) considers the input heating power represented by 'Q,' the thermal conductivity of the material being tested denoted as 'λ,' and a dimensionless time function denoted by 'D(τ).' The obtained thermal conductivity, thermal diffusivity and specific heat values are shown in Table 3, and the graphs are shown in Fig. 8.

Thermal conductivity, thermal diffusivity and specific heat values.
The cotton composite exhibits relatively higher thermal conductivity, indicating its ability to transfer heat efficiently. This could be attributed to the dense and organized structure of cotton fibers. The moderate thermal diffusivity suggests that heat spreads moderately through the material. The specific heat value of 8.781 MJ/m3K indicates the energy required to raise the temperature of the composite. Cotton composites could offer good thermal conductivity, which might be advantageous in applications where heat dissipation is important [48]. The wool-reinforced polymer composite exhibits lower thermal conductivity compared to cotton. This might be due to the porous and insulating nature of wool fibers. The higher thermal diffusivity suggests that heat spreads relatively faster through the material compared to cotton [49]. The specific heat value of 6.181 MJ/m3K indicates that wool composites require less energy to raise their temperature compared to cotton. The composite demonstrates intermediate thermal conductivity, implying moderate heat transfer capabilities. The thermal diffusivity value suggests that heat diffusion is moderately efficient. The specific heat value of 5.701 MJ/m3K indicates that sisal composites have a relatively lower heat storage capacity. The coir composite displays the lowest thermal conductivity, indicating lower heat transfer capabilities. The extremely low thermal diffusivity suggests slow heat spread within the material. The specific heat value of 26.313 MJ/m3K indicates a high heat storage capacity. Coir composites could be advantageous for applications where heat insulation and heat retention are crucial [50].
A general trend can be observed where materials with higher thermal conductivity tend to have higher thermal diffusivity but lower specific heat. Conversely, materials with lower thermal conductivity tend to have lower thermal diffusivity but higher specific heat [51]. This suggests a trade-off between efficient heat transfer, heat storage capacity and heat spread within the materials. Each type of natural fiber-reinforced polymer composite offers unique thermal qualities that make them suitable for specific purposes. The cotton composite is great at helping electronic parts stay cool and for making warm clothes. Wool composites are good at keeping things insulated, like cozy blankets. Sisal composites are versatile—they can be used in making strong building materials or in improving the comfort of car interiors. On the other hand, the coir composite is excellent for keeping things well insulated in buildings and for creating things that save energy. So, these different types of composites have special thermal features that make them useful for different things, like cooling, warming and insulating, depending on what's needed [52, 53].
Conclusions
This study aimed to comprehensively investigate the mechanical, wear and thermal properties of natural fiber-reinforced epoxy composites (NFRCs) utilizing cotton, sisal, coir and wool fibers. Employing the vacuum-assisted resin transfer molding (VARTM) technique, composite plates were fabricated and subjected to tensile testing, dry sliding wear tests and thermal analysis.
Cotton exhibited the highest tensile strength at 52.81 MPa, making it suitable for applications requiring robust mechanical properties. Sisal showed the highest modulus of elasticity at 1.69 GPa, indicating dimensional stability. Coir and wool displayed ductile behavior, suitable for applications requiring substantial deformation capabilities.
Wear test results provided insights into the composites' wear resistance, with cotton demonstrating a moderate specific wear rate and a coefficient of friction of 0.332, indicating balanced wear resistance and relative motion resistance. Wool exhibited a higher specific wear rate due to its friction and abrasion characteristics. Sisal showed a moderate wear rate coupled with a lower coefficient of friction (0.233), making it suitable for applications requiring wear resistance and reduced friction. Coir exhibited the highest specific wear rate due to its coarse fiber nature, highlighting potential limitations in abrasive wear scenarios.
Thermal analysis showcased diverse thermal properties, making each composite suitable for specific applications. Cotton's efficient heat transfer capabilities, with a thermal conductivity of 1.017 W/mK, make it suitable for cooling applications. Wool's insulation qualities, with a thermal conductivity of 0.518 W/mK, position it for use in products requiring warmth. Sisal's versatility caters to various applications, including building materials and automotive components. Coir's energy-saving attributes, with a thermal conductivity of 0.187 W/mK, make it a strong candidate for insulation applications.
In summary, this investigation enhances our understanding of NFRCs' mechanical, wear and thermal behaviors, providing valuable insights for selecting appropriate fibers for specific applications. The insights gained from this study set the stage for future advancements in the development and application of natural fiber-reinforced epoxy composites.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Demircan G, Ozen M, Kisa M et al (2023) The effect of nano-gelcoat on freeze-thaw resistance of glass fiber-reinforced polymer composite for marine applications. Ocean Eng 269:113589. https://doi.org/10.1016/j.oceaneng.2022.113589
Sienkiewicz M, Janik H, Borzędowska-Labuda K, Kucińska-Lipka J (2017) Environmentally friendly polymer-rubber composites obtained from waste tyres: a review. J Clean Prod 147:560–571. https://doi.org/10.1016/j.jclepro.2017.01.121
Demircan G, Kisa M, Ozen M et al (2023) Nano-gelcoat application of glass fiber reinforced polymer composites for marine application: structural, mechanical, and thermal analysis. Mar Pollut Bull 194:115412. https://doi.org/10.1016/j.marpolbul.2023.115412
Pakravan HR, Ozbakkaloglu T (2019) Synthetic fibers for cementitious composites: a critical and in-depth review of recent advances. Constr Build Mater 207:491–518. https://doi.org/10.1016/j.conbuildmat.2019.02.078
Demircan G, Kisa M, Ozen M, Aktas B (2020) Surface-modified alumina nanoparticles-filled aramid fiber-reinforced epoxy nanocomposites: preparation and mechanical properties. Iran Polym J 29:253–264. https://doi.org/10.1007/s13726-020-00790-z
Boumaaza M, Belaadi A, Bourchak M (2022) Systematic review on reinforcing mortars with natural fibers: challenges of environment-friendly option. J Nat Fibers 19:14262–14286. https://doi.org/10.1080/15440478.2022.2060408
Özen M, Demircan G, Kisa M, Ilik Z (2020) Investigation of usability of waste textile fabrics in composites. Emerg Mater Res 9:1–6. https://doi.org/10.1680/jemmr.18.00106
Kuranchie C, Yaya A, Bensah YD (2021) The effect of natural fibre reinforcement on polyurethane composite foams—a review. Sci African 11:e00722. https://doi.org/10.1016/j.sciaf.2021.e00722
Tanasă F, Zănoagă M, Teacă C et al (2019) Modified hemp fibers intended for fiber-reinforced polymer composites used in structural applications—a review. I Methods of modification. Polym Compos 41:5–31. https://doi.org/10.1002/pc.25354
More AP (2021) Flax fiber-based polymer composites: a review. Adv Compos Hybrid Mater 5:1–20. https://doi.org/10.1007/s42114-021-00246-9
Mohammed AABA, Hasan Z, Omran AAB et al (2022) Corn: ıts structure, polymer, fiber, composite, properties, and applications. Polymers (Basel) 14:4396. https://doi.org/10.3390/polym14204396
Imraan M, Ilyas RA, Norfarhana AS et al (2023) Sugar palm (Arenga pinnata) fibers: new emerging natural fibre and its relevant properties, treatments and potential applications. J Mater Res Technol 24:4551–4572. https://doi.org/10.1016/j.jmrt.2023.04.056
Baccouch W, Ghith A, Yalcin-Enis I et al (2020) Investigation of the mechanical, thermal, and acoustical behaviors of cotton, polyester, and cotton/polyester nonwoven wastes reinforced epoxy composites. J Ind Text 51:876–899. https://doi.org/10.1177/1528083720901864
Rong MZ, Zhang MQ, Liu Y et al (2001) The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos Sci Technol 61:1437–1447. https://doi.org/10.1016/s0266-3538(01)00046-x
Adeniyi AG, Onifade DV, Ighalo JO, Adeoye AS (2019) A review of coir fiber reinforced polymer composites. Compos Part B Eng 176:107305. https://doi.org/10.1016/j.compositesb.2019.107305
Nuthong W, Uawongsuwan P, Pivsa-Art W, Hamada H (2013) Impact property of flexible epoxy treated natural fiber reinforced PLA composites. Energy Procedia 34:839–847. https://doi.org/10.1016/j.egypro.2013.06.820
Karthikeyan A, Balamurugan K, Kalpana A (2014) The effect of sodium hydroxide treatment and fiber length on the tensile property of coir fiber-reinforced epoxy composites. Sci Eng Compos Mater, p 21. https://doi.org/10.1515/secm-2013-0130
Ru S, Zhao C, Yang S, Liang D (2022) Effect of coir fiber surface treatment on interfacial properties of reinforced epoxy resin composites. Polymers (Basel) 14:3488. https://doi.org/10.3390/polym14173488
Semitekolos D, Pardou K, Georgiou P et al (2020) Investigation of mechanical and thermal insulating properties of wool fibres in epoxy composites. Polym Polym Compos 29:1412–1421. https://doi.org/10.1177/0967391120971387
Regazzi A, Léger R, Corn S, Ienny P (2016) Modeling of hydrothermal aging of short flax fiber reinforced composites. Compos Part A Appl Sci Manuf 90:559–566. https://doi.org/10.1016/j.compositesa.2016.08.011
Ramnath BV, Elanchezhian C, Nirmal PV et al (2014) Experimental investigation of mechanical behavior of Jute-Flax based glass fiber reinforced composite. Fibers Polym 15:1251–1262. https://doi.org/10.1007/s12221-014-1251-3
Kısmet Y, Dogan A (2021) Characterization of the mechanical and thermal properties of rape short natural-fiber reinforced thermoplastic composites. Iran Polym J 31:143–151. https://doi.org/10.1007/s13726-021-00988-9
Gojny FH, Wichmann MHG, Fiedler B et al (2005) Influence of nano-modification on the mechanical and electrical properties of conventional fibre-reinforced composites. Compos Part A Appl Sci Manuf 36:1525–1535. https://doi.org/10.1016/j.compositesa.2005.02.007
Boisseau A, Davies P, Thiebaud F (2012) Fatigue behaviour of glass fibre reinforced composites for ocean energy conversion systems. Appl Compos Mater 20:145–155. https://doi.org/10.1007/s10443-012-9260-0
Senthil Kumar K, Siva I, Jeyaraj P et al (2014) Synergy of fiber length and content on free vibration and damping behavior of natural fiber reinforced polyester composite beams. Mater Des 56:379–386. https://doi.org/10.1016/j.matdes.2013.11.039
Pujari S, Srikiran S (2019) Experimental investigations on wear properties of Palm kernel reinforced composites for brake pad applications. Def Technol 15:295–299. https://doi.org/10.1016/j.dt.2018.11.006
Kim NK, Bhattacharyya D (2023) Fire reaction and post-fire impact properties of flax fibre reinforced composites containing intumescent flame retardants. J Reinf Plast Compos, 073168442311581. https://doi.org/10.1177/07316844231158112
Yusoff RB, Takagi H, Nakagaito AN (2016) Tensile and flexural properties of polylactic acid-based hybrid green composites reinforced by kenaf, bamboo and coir fibers. Ind Crops Prod 94:562–573. https://doi.org/10.1016/j.indcrop.2016.09.017
Dattatreya K, Sathees Kumar S, Prasad VVSH, Ranjan Pati P (2023) Mechanical properties of waste natural fibers/fillers reinforced epoxy hybrid composites for automotive applications. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.02.001
Miliket TA, Ageze MB, Tigabu MT, Zeleke MA (2022) Experimental characterizations of hybrid natural fiber-reinforced composite for wind turbine blades. Heliyon 8:e09092–e09092. https://doi.org/10.1016/j.heliyon.2022.e09092
Demircan G (2024) Structural integrity of glass fiber reinforced nanocomposites under hydrothermal aging for offshore structure applications. Appl Ocean Res 146:103959. https://doi.org/10.1016/j.apor.2024.103959
Vemuganti S, Soliman E, Reda Taha M (2020) 3D-Printed pseudo ductile fiber-reinforced polymer (FRP) composite using discrete fiber orientations. Fibers 8:53. https://doi.org/10.3390/fib8090053
Wang B, Gao H (2021) Fibre Reinforced Polymer Composites. Adv Mach Compos Mater, pp 15–43
Shakir Abbood I, Odaa SA, Hasan KF, Jasim MA (2021) Properties evaluation of fiber reinforced polymers and their constituent materials used in structures—a review. Mater Today Proc 43:1003–1008. https://doi.org/10.1016/j.matpr.2020.07.636
Wu S, Zhao J, Guo M et al (2021) Effect of fiber shape on the tribological, mechanical, and morphological behaviors of sisal fiber-reinforced resin-based friction materials: helical, undulated, and straight shapes. Mater (Basel, Switzerland) 14:5410. https://doi.org/10.3390/ma14185410
Patel RV, Yadav A, Winczek J (2023) Physical, mechanical, and thermal properties of natural fiber-reinforced epoxy composites for construction and automotive applications. Appl Sci 13:5126. https://doi.org/10.3390/app13085126
Kumar S, Prasad L, Patel VK et al (2021) Experimental and numerical study on physico-mechanical properties and Taguchi’s designed abrasive wear behavior of hemp/nettle-polyester hybrid composite. Polym Compos 42:6912–6927. https://doi.org/10.1002/pc.26350
Dave PY, Patel KH, Chauhan KV et al (2016) Examination of zinc oxide films prepared by magnetron sputtering. Procedia Technol 23:328–335. https://doi.org/10.1016/j.protcy.2016.03.034
Chauhan SR, Gaur B, Dass K (2012) Synergistic effects of micro size flyash particulate and glass fiber on friction and wear of vinylester hybrid composites under dry and water lubricated sliding condition. Int J Mater Eng 2:23–31. https://doi.org/10.5923/j.ijme.20120203.03
Mohan TP, Kanny K (2020) Friction and wear properties of natural fiber reinforced composites. Tribol Appl Compos Mater, pp 383–406
Fan W, Zhu Y, Xi G, et al (2015) Wear-resistant cotton fabrics modified by PU coatings prepared via mist polymerization. J Appl Polym Sci 133:n/a-n/a. https://doi.org/10.1002/app.43024
Öztürk B, Arslan F, Öztürk S (2013) Effects of different kinds of fibers on mechanical and tribological properties of brake friction materials. Tribol Trans 56:536–545. https://doi.org/10.1080/10402004.2013.767399
Das G, Biswas S (2016) Erosion wear behavior of coir fiber-reinforced epoxy composites filled with Al2O3 filler. J Ind Text 47:472–488. https://doi.org/10.1177/1528083716652832
Shalwan A, Yousif BF (2014) Influence of date palm fibre and graphite filler on mechanical and wear characteristics of epoxy composites. Mater Des 59:264–273. https://doi.org/10.1016/j.matdes.2014.02.066
Mimaroglu A, Unal H, Arda T (2007) Friction and wear performance of pure and glass fibre reinforced poly-ether-imide on polymer and steel counterface materials. Wear 262:1407–1413. https://doi.org/10.1016/j.wear.2007.01.015
Ozen M, Demircan G, Kisa M et al (2022) Thermal properties of surface-modified nano-Al2O3/Kevlar fiber/epoxy composites. Mater Chem Phys 278:125689. https://doi.org/10.1016/j.matchemphys.2021.125689
Colinart T, Pajeot M, Vinceslas T et al (2021) Thermal conductivity of biobased insulation building materials measured by hot disk: possibilities and recommendation. J Build Eng 43:102858. https://doi.org/10.1016/j.jobe.2021.102858
Abbas A, Zhao Y, Zhou J et al (2013) Improving thermal conductivity of cotton fabrics using composite coatings containing graphene, multiwall carbon nanotube or boron nitride fine particles. Fibers Polym 14:1641–1649. https://doi.org/10.1007/s12221-013-1641-y
Burger N, Laachachi A, Ferriol M et al (2016) Review of thermal conductivity in composites: mechanisms, parameters and theory. Prog Polym Sci 61:1–28. https://doi.org/10.1016/j.progpolymsci.2016.05.001
Mahmud MA, Abir N, Anannya FR et al (2023) Coir fiber as thermal insulator and its performance as reinforcing material in biocomposite production. Heliyon 9:e15597–e15597. https://doi.org/10.1016/j.heliyon.2023.e15597
Osako M, Yoneda A, Ito E (2010) Thermal diffusivity, thermal conductivity and heat capacity of serpentine (antigorite) under high pressure. Phys Earth Planet Inter 183:229–233. https://doi.org/10.1016/j.pepi.2010.07.005
La Rosa AD, Recca A, Gagliano A et al (2014) Environmental impacts and thermal insulation performance of innovative composite solutions for building applications. Constr Build Mater 55:406–414. https://doi.org/10.1016/j.conbuildmat.2014.01.054
Guven C, Kisa M, Demircan G et al (2024) Effect of seawater aging on mechanical, buckling, structural, and thermal properties of nano Al2O3 and TiO2-doped glass-epoxy nanocomposites. Polym Compos. https://doi.org/10.1002/pc.28273
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK). This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Handling Editor: Stephen Eichhorn.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tasgin, Y., Demircan, G., Kandemir, S. et al. Mechanical, wear and thermal properties of natural fiber-reinforced epoxy composite: cotton, sisal, coir and wool fibers. J Mater Sci 59, 10844–10857 (2024). https://doi.org/10.1007/s10853-024-09810-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-024-09810-2