
Abstract
The thermal stability and degradation, near-to-surface mechanical properties, and scratch resistance and damage mechanism of poly(etheretherketone) (PEEK)/reduced graphene oxide (RGO) nanocomposite coatings are analyzed and discussed in terms of their nanosheet content and microstructure. Although RGO modified the thermal stability and degradation of the polymeric matrix, for instance, by slightly reducing the onset degradation temperature, its addition was not a limiting factor in the PEEK processing. Respecting the microstructural features induced by the nanosheets, the nanocomposite coatings were found to exhibit (i) a partially exfoliated and large-scale co-continuous morphology related to RGO nanosheets whose basal planes were mainly aligned with the coating surface, (ii) a dendritic morphology of PEEK domains related to transcrystallinity, (iii) and irregular domains associated with the deposition of PEEK particles wrapped by the nanosheets. The changes provoked by RGO in the morphology and PEEK crystalline phase influenced the near-to-surface mechanical properties, scratch resistance, and scratch damage mechanism of the nanocomposite coatings. Within this context, the interlayer strength between the nanosheets in the large-scale co-continuous morphology and PEEK transcrystallinity had an important effect. Furthermore, the random-bumpy surface texture formed by the irregular PEEK domains together with the conformal cracking damage mechanism was decisive in the scratch response of the PEEK/RGO nanocomposite coatings. The comprehensive characterization carried out in this work concludes that PEEK/RGO electrophoretic coatings are suitable for a variety of applications requiring tribo-mechanical resistance.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Poly(etheretherketone) (PEEK) is a semicrystalline thermoplastic polymer with a combination of outstanding mechanical and tribological properties, as well as high strength and temperature stability [1,2,3,4,5]. It is extensively used as polymeric matrix in advanced composite materials for applications ranging from aerospace to medicine [4]. When used in coating applications, PEEK properties can be tailored by adding carbonaceous, ceramic, or metallic fillers whose dimensions are in the micro- or nanoscale [6]. Among the methodologies commonly used for preparing coatings, electrophoretic deposition (EPD) has received increasing attention in recent years as it permits the use of a large variety of materials and achieves a good control of coating mass and thickness and specific morphologies can be developed [7,8,9]. The preparation of PEEK/reduced graphene oxide (RGO) nanocomposite coatings via electrophoretic co-deposition of PEEK/graphene oxide (GO) and posterior thermal treatment was recently reported [10, 11]. RGO is a two-dimensional monolayer material that has attracted enormous scientific and technological interest as filler in advanced polymer-based nanocomposites [12,13,14]. It is obtained by removing considerable amounts of oxygen-containing groups from GO by using chemical, thermal and other methods. As a result of its synthesis, both crystalline and amorphous domains coexist in the RGO structure. The crystalline domains are associated with a hexagonal lattice that is formed by sp2 carbon atoms, whereas amorphous domains correspond to distortions induced by residual sp3 C–O bonds [15,16,17,18]. These structural features endow RGO with exceptional flexibility, high Young’s modulus, and strength, combined with excellent thermal conductivity [16].
Several examples in the literature show that small amounts of RGO are able not only to improve or to impart fascinating properties to polymeric matrices (e.g., mechanical, electrical, and thermal properties), but also to influence their processing [12, 13, 19]. Preceding studies on PEEK/RGO coatings concluded that the nanosheets were able to modify the morphology of the nanocomposites, as well as the melting process, crystallinity degree, and crystal orientation of the matrix [10, 11]. In general, the features of the crystalline phase such as crystallinity degree and crystal orientation govern the properties of semicrystalline polymers [20, 21]. On the other hand, surface morphological characteristics determine the performance of coatings. For instance, surface texturing, which is associated with the dimension, shape, and distribution of surface features, is a critical parameter in scratch resistance and localized damage mechanisms [22,23,24]. In this context, the RGO content, besides the electric field applied during the EPD process, favored the development of the following morphological features in the PEEK/RGO coatings: (i) a partially exfoliated and large-scale co-continuous morphologies associated with nanosheets whose basal plane was mainly aligned with the coating surface, (ii) a dendritic morphology of PEEK domains, and (iii) an irregular morphology that resulted from a nanosheets wrapping effect [11]. Few works have investigated the effect of surface texturing on the scratch performance of polymers [22,23,24], and to date there is no information in the literature about how this parameter could affect the scratch resistance of PEEK-based coatings.
Along with the microstructural characteristics mentioned above, it has been observed that RGO can modify the melting process of the polymer in PEEK/RGO coatings [11]. The melting process is highly relevant in PEEK processing; the chemical structure and semicrystalline characteristics provide PEEK with a high melting point that could be a limiting factor in processing, since polymer degradation during melt processing could occur, affecting the crystallization behavior and final properties [25]. Nevertheless, the current literature has not addressed the thermal stability and degradation of PEEK-based composite coatings prepared by using EPD. Consequently, a deeper understanding of the PEEK degradation process is of prime technological importance for predicting the thermal stability of the matrix and circumventing any undesired effects arising from thermal degradation.
The properties of composites, including PEEK/RGO nanocomposite coatings, are also governed by factors linked to the filler such as dispersion, alignment, content, and filler–matrix interaction [26, 27]. Therefore, in this work, a systematic analysis was conducted by varying the nanosheets content in the PEEK/RGO nanocomposite coatings. The RGO effect on the thermal stability and degradation, near-to-surface mechanical properties, scratch resistance, and scratch damage mechanism of PEEK is examined. Additionally, the microstructure–properties relations are discussed and compared with those reported in the literature. Simultaneous thermal analysis, scanning electron microscopy, confocal laser scanning microscopy, and micro-indentation and scratch tests were used to characterize the prepared materials.
Experimental
Materials
PEEK in powder form (VICTREX™ PEEK VICOTE™ 704, Victrex PCL) and single-layer GO dispersed in deionized water (GNO1W001, ACS Materials) were used as the polymer matrix and nanofiller, respectively. The counter electrode plates (dimensions 15 × 30 × 0.2 mm) were prepared from stainless steel (316 L foil, Thyssenkrupp). The characteristics of the PEEK, GO, and stainless steel as reported by the suppliers are listed in Tables S1–S3 [28,29,30]. Ethanol (denatured with about 1% methyl ethyl ketone for analysis, EMSURE®) and isopropanol (99.9% purity, Sigma-Aldrich) were used for preparing the suspension medium for EPD.
Sample preparation
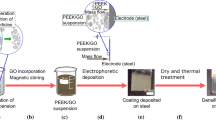
The methodology followed for preparing the PEEK/RGO nanocomposite coatings has been described in detail in our previous work [10, 11] and is summarized in Fig. S1. It is important to highlight that the EPD parameters mentioned below were optimized to achieve high thickness and uniformity of the coatings, while avoiding edge effects and cracking formation. Briefly, PEEK powder (3 wt%) was dispersed using tip sonication, in Fig. S1a, in non-aqueous media (40 mL comprising ethanol 95 vol% and 2-propanol 5 vol%). Then, a GO suspension (concentration of 10 mg·mL−1) was incorporated into the sonicated PEEK suspension. By adding 0.5, 1.0, and 3.0 mL of GO suspension, compositions of 0.5, 1.0, and 3.0 GO wt% relative to the PEEK mass were prepared, as illustrated in Fig. S1b. The characteristics and nomenclature of the PEEK/GO suspensions are given in Table 1. Prior to EPD, the suspensions were maintained under vigorous magnetic stirring for 24 h, and stainless-steel electrode plates were polished and cleaned. Two electrode plates were immersed in a parallel arrangement (10 mm distance between electrodes) into the suspension. Uniform PEEK-based coatings were obtained on the electrode plates by setting a constant voltage of 30 V and deposition time of 3 min during EPD, as shown in Fig. S1c. After the EPD process, the coated electrode plates were carefully removed from the suspension.
Prior to thermal treatment, the coated specimens were dried at 150 °C for 3 h. The thermal treatment was applied to densify the coating, erase the thermal history of the polymeric matrix, and reduce the GO. It comprised the following three stages: (i) heating at a rate of 10 °C·min−1 from ambient temperature to 380 °C, (ii) an isothermal stage at 380 °C for 5 min, and (iii) cooling at a rate of 2 °C·min−1 from 380 °C to ambient temperature. The nomenclature of the PEEK and PEEK/RGO coatings is indicated in Table 1.
Characterization of the coatings
Thermal analysis
Thermogravimetric (TGA) and differential thermal analysis (DTA) were carried out in a simultaneous thermal analyser (STA 449 F1 Jupiter, NETZSCH-Gerätebau GmbH). Samples of PEEK-based coatings were prepared by carefully detaching the material from the substrate after EPD by using a spatula and collecting it on aluminum foil. The collected material was subjected to the drying and thermal processes used for preparing the coatings. Subsequently, the samples were collected by removing the aluminum by using precision pliers.
Samples of 10 mg were placed into Al2O3 crucibles (8 mm diameter and 365 μL volume; BRISK Tábor a.s.) and measured under airflow (25 mL min−1) in linear dynamic conditions from 100 to 800 °C at 10 C·min−1. A blank test (empty Al2O3 crucible) was performed before every sample measurement for baseline correction. From the dynamic thermogravimetric curves, the nanofiller mass fraction (RGO wt%), onset degradation temperature (Tonset), and temperatures related to loss of 5, 10, and 40% of the initial weight (T5, T10, and T40, respectively) were estimated. The derivative weight loss curves were calculated from the dynamic thermogravimetric curves and used for estimating the temperature of maximum degradation rate (Tmax) and its weight loss rate (αmax).
Scanning electron microscopy
Before performing the scanning electron microscopy (SEM) characterization, samples were dried at 60 °C for 24 h in a drying oven with natural convection (DL 115 DRY-line®, VWR International BVBA, Belgium) and subsequently coated with Au in a sputter coater (Q150T S Plus, Quorum, UK) to prevent the sample charging during measurement. SEM micrographs were recorded with a field-emission scanning electron microscope ZEISS Gemini SEM 450 (ZEISS, Germany), with an accelerating voltage of 5 kV, probe current of 0.4 nA, and 10.2 mm work distance. SEM micrographs were recorded in backscatter and secondary electron modes to enhance the observation of superficial topographic details.
Instrumented micro-indentation
Static loading–unloading tests were performed in a Microtest machine (MTR3/50–50/NI) using a Vickers indenter. A preload of 0.1 N was used to ensure the contact between the indenter and the surface, while minimizing possible contributions of the substrate to the results. P–h curves were obtained by load control applying 1 N as maximum load and a 10 s holding time (1 N·min−1 as applied load rate). The projected contact area function was calibrated against fused silica according to the Oliver–Pharr approach [31]. The elastic modulus (E) and indentation hardness (Hv) were estimated by following the protocol described in the literature [31]. Besides, from the load–displacement curves, the following parameters were estimated: the maximum displacement of the indenter (hmax) associated with the maximum load applied (Pmax); the residual displacement after removing the indenter (hr); the displacement related to the elastic deformation (hc); and the plasticity index (ψ). It is worthy to mention that hc corresponded to the interception of the tangent of the first part of the unloading curve and the displacement axis; meanwhile, the ψ was estimated from the area between the loading and unloading curves, and the area encompassed by the unloading curve, as it is described elsewhere [32].
Scratch testing
These tests were aimed at evaluating the scratch resistance, elastic recovery, and scratch damage mechanisms of the coatings. Scratch tests were performed on the uncoated stainless-steel substrate, PEEK coating, and PEEK/RGO nanocomposite coatings by using a scratch tester (Microtest S.A., Madrid, Spain). Scratch tests of 3 mm total length were carried out the standard following ASRM C1624-05 at ambient temperature under linear progressive normal load from 0 to 3 N and at a constant speed of 1 mm·min−1 by using a 200 μm Rockwell radius tip. During the scratch, the penetration depth (Pd) and tangential (Ft) and normal force (Fn) were continuously recorded. Subsequently, the Ft and Fn values were utilized in estimating the scratch coefficient to friction (µk). For each sample, the real plastic deformation and elastic recovery were determined by considering the deformation after scratching (penetration depth profile or Pd) and the difference between the scratch and post-scan profiles (residual depth profile or Rd), respectively. P–h curves and scratch tests were performed at least three times. SEM and confocal laser scanning microscopy data were used to further analyze the surface topography and to identify the surface deformation and damage mechanisms.
Confocal laser scanning microscopy
Damage to surface roughness due to the scratch tests was characterized by means of confocal laser scanning microscopy (CLSM) and in accordance with the ISO 4287:1197. Two-dimensional (2D) and three-dimensional (3D) images of the PEEK-based coatings after the scratch tests were generated in a Sensofar Sneox confocal microscope (Sensofar, Germany) fitted with an objective EPI 50 × and a high-resolution charge-coupled sensor (0.26 μm/pixel resolution, and 1360 × 1024 pixels area). Non-contact optical profiles of observable areas (350.88 × 264.19 μm2) were recorded by considering an acquisition time of 30 s and light intensity of 8.5%. The arithmetic roughness average of the surface (Ra) and the root mean square of the surface roughness (Rq) allowed to quantify damage to surface roughness of the scratch tests. SensoMAP Premium® software (version 7.4.8114) was used for analyzing the experimental data.
Results and discussion
In this section, the effect of RGO on the thermal stability and degradation of the polymeric matrix is firstly considered. Secondly, the mechanical properties of the PEEK-based coatings are extensively analyzed and correlated with the microstructure.
Effect of RGO on the PEEK thermal stability and degradation
Thermal stability and degradation are important parameters in materials processing and consumer-oriented applications. Figure 1a shows the dynamic thermogravimetric curves of the PEEK-C and PEEK/RGO nanocomposites coatings. The dynamic thermogravimetric curves correspond to measurements under airflow and a temperature interval of 100–800 °C at constant heating rate of 10 °C·min−1. From the dynamic thermogravimetric curve of PEEK-C, the onset degradation temperature was found at Tonset = 525 °C, which is within the temperature interval ascribed to the PEEK polymer [33,34,35]. By slightly increasing the temperature, the 5% loss of the initial weight takes place at T5 = 570 °C, in accordance with the values reported for bulk PEEK [33,34,35,36].

a Dynamic thermogravimetric curves and derivative weight loss curves of the PEEK-based coatings. b Estimated values of the thermal stability and degradation parameters. The TGA measurements correspond to experiments performed in airflow at a constant heating rate of 10 °C·min−1 from 100 to 800 °C
A further analysis based on the derivative weight loss curve of PEEK-C is shown in Fig. 1a. Interestingly, on contrary to the two-step degradation process reported in the literature, three maximum weight loss rates are observed approximately at Tmax = 587 °C, Tmax-2 = 660 °C, and Tmax-3 = 740 °C. The degradation process of PEEK has been attributed to decarboxylation, decarbonylation, and dehydration mechanisms that compete each other during the first step, followed by the oxidation of the remaining carbonaceous char produced in the first step. It is worth noting that Tmax is near to the temperature for 10% loss of the initial weight (T10); meanwhile, Tmax-2 is higher than the temperature for 40% loss of the initial weight (T40). Besides this, the weight loss rate at the first step (αmax) is approximately two times larger than the second one (αmax-2).
Thermal stability and degradation of polymers can be modified by incorporating nanofillers [37, 38]; variations in the thermal degradation of PEEK induced by other fillers as well as in other polymer-based systems reinforced with RGO have been reported [34, 39, 40]. Besides other filler characteristics, filler content plays a vital role in thermal stability and degradation of polymer-based materials. From the residual mass in the dynamic thermogravimetric curves in Fig. 1a, the RGO wt% was estimated to be 2.7, 4.1, and 6.1 for NC-1, NC-2, and NC-3, respectively. The RGO contents estimated from TGA were larger than the nanosheet mass fractions utilized in preparing the EPD suspensions (mass fraction of GO to PEEK in Table 1). This increment of the nanosheet content could arise from the difference in the electrophoretic mobility between the PEEK particles and nanosheets during the EPD process [41].
The parameters of the PEEK-C and PEEK/RGO nanocomposite coatings (NC-1, NC-2, and NC-3) associated with the dynamic thermogravimetric and derivative weight loss curves, in Fig. 1a, are summarized in Fig. 1b. It is observed that the onset degradation temperature, Tonset, was almost linearly dependent on the RGO content for nanosheet concentrations higher than 2.7 wt%, having a gradual reduction as the nanosheet content is increased. Regarding PEEK thermal degradation, RGO provoked the changes that are numbered in Fig. 1a as follows: (i) slight variation of Tmax for nanosheet concentrations minor than 4.1 RGO wt%, and a notorious reduction of αmax; (ii) diminishing of Tmax-2, as well as a small increment of αmax-2; and (iii) the arisen of a shoulder peak centered at a lower temperature than Tmax. Interestingly, with the exception of Tmax and αmax-2, the values of the thermal degradation parameters tend to decrease as the wt% RGO was increased, as shown in Fig. 1b. However, Tmax and Tmax-2 tend to converge by increasing the RGO wt%. A similar effect was observed in αmax and αmax-2, as shown in Fig. 1b. Summarizing, it is noteworthy that the incorporation of nanosheets was not a limiting factor in the PEEK processing despite the multiple changes provoked in the thermal stability and degradation of the polymeric matrix.
Analogous to TGA experimental data, the DTA results indicated that incorporation of RGO modified the thermal stability and degradation of PEEK. Figure 2 shows that the exotherms associated with the thermal degradation of the PEEK-based coatings differed, shifting toward lower temperatures as the RGO content is increased. This observation agrees with the derivative weight loss curves and parameters obtained from the TGA results, in Fig. 1a, b. Moreover, the endotherms observed in the region of 300–380 °C (inset of Fig. 2) also shifted to lower temperatures due to the incorporation of RGO in the PEEK matrix. These endotherms correspond to the melting of the polymeric matrix because no changes are observed in either the dynamic thermogravimetric curves or derivative weight loss curves in the interval 300–380 °C, as shown in Fig. 1a. Similar shift has been observed in the endotherms recorded during differential scanning calorimetry (DSC) analyses for the PEEK/RGO nanocomposite coatings, being the RGO content associated with a reduction of crystallization and glass transition temperature, and crystallinity degree of PEEK [11]. Therefore, the presence of RGO modified not only the thermal stability and degradation of the polymeric matrix, but also the crystalline microstructure and, consequently, the properties of the PEEK/RGO nanocomposite coatings, as discussed later.

a DTA curves of PEEK-based coatings recorded in air atmosphere from 100 to 800 °C at constant heating rate of 10 °C·min−1
RGO effect on the tribo-mechanical properties
The overall properties of semicrystalline polymers are widely influenced by the features of the crystalline microstructure such as crystallinity degree (χ) and crystal orientation [42]. Moreover, the crystalline microstructure could be modified by heterogeneous nucleation induced by the presence of fillers. In the posterior sections, the mechanical properties of the PEEK-based nanocomposite coatings are discussed and correlated with the crystalline microstructure characteristics of the polymeric matrix and RGO content.
Micro-indentation response
In the near-to-surface characterization of polymers, nanoindentation and micro-indentation have been extensively applied for assessing mechanical properties by probing small volumes [32, 43], allowing unveiling of mechanisms that take place at the microstructural level [42, 44,45,46]. Load–displacement (P–h) curves of micro-indentation tests performed on the PEEK-C coating at a constant strain rate are shown in Fig. 3a. Additionally, the tested areas are shown in the optical images of Fig. 3a, where along with the indentation marks, the PEEK crystalline microstructure is clearly observed. (The scale bar in the optical images corresponds to 30 µm.) The crystalline morphology differs significantly from the sheaf-like microstructure, having spherulitic domains of different dimensions, which are characteristic of PEEK with low molecular weight [47]. In the study of the indentation response of PEEK, a bimodal behavior has been reported, giving rise to fluctuations in the P–h curves similar to those of Fig. 3a, and is a consequence of a harder and more crystalline lamellar microstructure embedded in a softer amorphous phase [42, 46].

a P–h curves for the PEEK-C coating and optical images of the tested surfaces (the scale bar in the optical images corresponds to 30 µm) and b hardness of PEEK as function of crystallinity degree
The crystalline phase strongly affects all the properties of semicrystalline polymers, and thus, the parameters associated with the indentation response of semicrystalline polymers have been correlated with the crystallinity degree (χ). For instance, theoretical curves such as that in Fig. 3b have been obtained for PEEK by plotting the indentation hardness (Hv) against χ [46]. In the present case, the crystallinity degree of PEEK-C estimated from Fourier-transform infrared spectroscopy, differential scanning calorimetry–thermogravimetric analysis (DSC-TGA), and grazing incidence angle X-ray diffraction (GIAXRD) measurements corresponds to 39% [10, 11]. By considering the theoretical curve presented in Fig. 3b and the estimated value of the PEEK-C crystallinity degree, it is found that the theoretical value of Hv for PEEK-C is lower than those obtained from the P–h curves in Fig. 3a, being the latter indicated as 1 and 2 in Fig. 3b. Nonetheless, a similar value of Hv for PEEK with a crystallinity degree close to that of the PEEK-C has been reported [43]. This value is included in Fig. 3b. These differences could be attributed not only to lower χ values that were considered for fitting the theoretical curve (delimited by the dotted rectangles in Fig. 3b), but also to the material processing and experimental conditions. In Fig. 3b, the values of Hv ascribed to PEEK that was crystallized from melt under non-isothermal conditions, and which were obtained by varying h (1.25, 2.5, and 5.0 µm), are compared [42]. The data have indeed a similar trend to the theoretical curve (except for the Hv value at the highest χ and lowest h) but separates from the experimental curve to lower values of Hv as h increases, emphasizing the importance of the material processing and experimental conditions on the estimation of Hv. The effect of the thermal treatment on Hv for PEEK has also been approached by considering annealing, as well as crystallization from melt under isothermal conditions, observing significant changes [46].
Figure 4a displays the P–h curves of the PEEK/RGO nanocomposite coatings, and Fig. 4b summarizes the parameters related to the aforementioned curves as a function of RGO content. For comparison purposes, the P–h curves and parameters of the uncoated substrate and PEEK-C coating are included in Fig. 4a, b, respectively. The values of the P–h parameters and crystallinity degrees shown in Fig. 4b are presented in Table S4. It is noticed that the response of nanocomposites NC-1 and NC-2 is approximately the same as that of the uncoated substrate, in Fig. 4a, contrary to nanocomposite NC-3, whose P–h curve is analogous to that of PEEK-C. Indentation measurements performed on coatings can contain certain contributions from both the substrate and the coating [48]. In this regard, the thickness was estimated by recording CLMS images at the edge of the coatings. In the CLMS images presented in Fig. 5a, the substrate is shown at the top, while the coating at the bottom. Profiles of the estimated cross sections at the indicated directions in Fig. 5a are plotted in Fig. 5b. It is concluded that the similitude between the uncoated substrate, NC-1 and NC-2, is attributed to the coating thickness, as evaluating the local mechanical properties by indentation is dependent on this feature. This observation is confirmed by comparing the values of the maximum (hmax), elastic (hc), and residual (hr) displacements in Fig. 4b, as well as the optical images of the tested surfaces in Fig. S2, where the indentation mark possesses dimensions of the same order of magnitude for the uncoated substrate and nanocomposites NC-1 and NC-2. A plausible justification for this trend in the thickness variation of the nanocomposite coatings is that the nanosheets may induce during the electrophoretic deposition significant changes in the suspension viscosity, and sedimentation process and electrophoretic mobility of the polymeric particles, as well as provoke modifications in the wettability and viscosity of the melted PEEK during the thermal treatment.

a P–h curves of the uncoated substrate, PEEK-C, and nanocomposite coatings NC-1, NC-2, and NC-3. b Parameters associated with the P–h curves and crystallinity degree of the PEEK-based coatings

CSLM images recorded at the edge of the PEEK-based coatings (a). The substrate is shown at the top, while the coating at the bottom. In all cases, the scale bar corresponds to 0.5 mm. Profiles of the estimated cross sections b at the directions indicated in a
In comparison with the uncoated substrate, the value of elastic modulus (E) was reduced one order of magnitude by using the nanocomposite coatings NC-1 (2.7 RGO wt%) and NC-2 (4.1 RGO wt%), and two orders of magnitude by coating the substrate with either PEEK-C or NC-3 (6.1 RGO wt%), as plotted in Fig. 4b. Similarly, the value of Hv was diminished by one order of magnitude by applying the PEEK/RGO nanocomposite coatings on the substrate. The trends of E and Hv were similar to each other, having the lowest values for the nanocomposite coating NC-3 even with its high content of nanosheets (6.1 RGO wt%). By considering the PEEK-C and NC-3 coatings, these results showed an excellent correlation with the tendency of the crystallinity degree that was calculated from DSC and GIAXRD measurements, and which are plotted in Fig. 4b [11]. Thus, the reduction of E and Hv could be associated with changes in the PEEK crystalline microstructure and the increase in defects associated with the nanofiller incorporation. Earlier work on PEEK/RGO nanocomposite coatings revealed that RGO nanosheets have a dual effect on the crystalline phase of the polymeric matrix by (i) inducing transcrystallinity and (ii) hindering the chain mobility when incorporated at high contents in the polymeric matrix, reducing the crystalline phase and size of crystals [10, 11]. Thin layers of transcrystalline polymeric material, which are a consequence of high molecular orientation with respect to the existing surface, have a large effect on the mechanical response by promoting an anisotropy condition where the crystalline planes that are parallel to the existent surface have the lowest properties [49, 50]. On the other hand, it has been observed that the low interlayer strength between carbon nanosheets could cause the reduction of E and Hv in nanocomposite materials as the presence of nanosheets will result in the inclusion of defects [51, 52]. In this regard, large multi-layered nanosheet structures with dimensions that exceeded the flake size (0.5 – 2.0 µm) were attributed to an assembly process that could take place during electrophoretic co-deposition of PEEK/nanosheets [10, 11].
A further analysis of the P–h curves was carried out by considering the plasticity index (ψ). This parameter allows to characterize the plastic/elastic response of the tested material surface by taking into account the following mathematical expression:
where A1 corresponds to the area held between the loading and unloading curves (plastic work performed during the indentation) and A2 is the area defined by the unloading curve (viscoelastic recovery) [32]. It was found that ψ has the highest value for the uncoated substrate, as shown in Fig. 4b, indicating a predominant plastic deformation. On the contrary, the nanocomposite coating NC-3 (ψ = 0.55) demonstrated the lowest ψ value of the materials tested, suggesting an elastoplastic behavior, as 0 < ψ < 1, and in which the material exhibits both elastic and plastic deformations [32]. Interestingly, NC-2 had an important elastoplastic recovery as well, resulting in a ψ value between those of PEEK-C and NC-3.
Scratch resistance
Besides affecting the aesthetic appeal, which is a factor of considerable importance for coating applications, scratch damage could reduce the structural integrity of materials. Additionally, the scratch damage of polymer-filler composite coatings is clearly dependent on the filler–matrix interaction and the content, properties, and dispersion of the filler [53]. To examine the scratch damage resistance of the uncoated and PEEK-based coated substrates, micro-scratch traces (3 mm total-length) were performed under linear progressive normal load (from 0 to 3 N) and at a constant speed (1 mm·min−1). Figure 6 provides the parameters recorded during the scratch test, as well as the optical images and SEM micrographs of the examined areas. In the case of the uncoated substrate, in Fig. 6a, its penetration depth (Pd) profile was in the interval of few microns; meanwhile, its residual depth (Rd) profile revealed a slight plastic deformation. These results are consistent not only with matter pile-up at the sides and end of the groove, as seen in the optical image and SEM micrograph in Fig. 6a, but also with the classification of the mechanical response against the indentation tests for the uncoated substrate (ψ value in Fig. 4b).

Micro-scratch carried out under linear progressive normal load (from 0 to 3 N) and at constant speed (1 mm·min−1) of the uncoated and PEEK-based coated substrates. The scale bar of the SEM micrographs corresponds to 100 µm
For viscoelastic–viscoplastic materials such as polymers, material in front of the stylus tip is pushed rather than being removed during scratch, generating a matter wave ahead and on both sides of the stylus tip whose dimensions are dependent on the experimental conditions [54]. In relation to PEEK-C, the deformations reached during the scratch test were clearly larger than those of the uncoated substrate. As illustrated in Fig. 6b, both Pd and scratch width (W) were in the range of tens of microns. On the other hand, microscale surface damages of considerable importance were not evident, although some preexistent open porous regions were found (SEM micrograph in Fig. 6b). However, the Rd profile, which is obtained from the difference between the scratch and post-scan profiles, revealed a significant viscoelastic recovery in the PEEK-C; that is, the material undergoes a time-dependent deformation recovery after load removal.
Even though the deformations are asymmetrical in indentation tests, theoretical models that consider scratch as tangential indentation have been proposed in the study of polymeric surfaces, resulting in a good correlation between the theoretical predictions and experimental data [48, 54, 55]. In the present study, a close correspondence between the scratch and indentation observations was found. For instance, Fig. 6c, d shows that the mechanical response of NC-1 and NC-2 to the scratch test was analogous to that of the uncoated substrate, being the values of the scratch test parameters slightly higher for the nanocomposite coating NC-2. Along with the findings for NC-1 and NC-2, it was determined that NC-3 had the highest viscoelastic recovery among the PEEK/RGO coatings, in Fig. 6e. These observations are in accord with the indentation parameters and optical images shown, respectively, in Figs. 4b and S2.
In addition to plastic and viscoplastic deformations, scratch coating damage comprises diverse damage mechanisms such as crazing, microcracking, chipping, and delamination. All these mechanisms are imposed by the stress–strain state which, in turn, is heavily dependent, among other factors, on the surface roughness and scratch coefficient of friction [22, 56]. By considering the 3D confocal images of the tested surfaces in Fig. 7a, the roughness is expected to have a key role in the scratch performance of PEEK-based coatings. As plotted in Fig. 7b, the roughness average and root-mean-square roughness at the exterior of the grove, respectively, Rq_ext and Ra_ext, were in the order of few nanometers for the uncoated substrate. However, for PEEK-based coatings these parameters increased two orders and were dependent on the RGO content, as illustrated in Fig. 7b. The values of the parameters shown in Fig. 7b are summarized in Table S5.

Confocal microscope images of the tested surfaces (a) and roughness parameters at the interior and exterior of the groove (b)
Nanosheets are capable of reshaping the surface roughness of PEEK/RGO coatings prepared by using EPD [11]. The introduction of surface textures modifies not only the scratch coefficient of friction by changing the stylus tip–surface interaction, but also the scratch damage mechanisms by redistributing the stress–strain state [23, 24]. The effect of RGO on the damage mechanism of PEEK-based coatings is discussed thereafter. At the interior of the groove, the roughness average (Ra_int) and root-mean-square roughness (Rq_int) differed from the roughness external parameters Rq_ext and Ra_ext. By comparing the data summarized in the graphic of Fig. 7b, the most obvious variation was for the uncoated substrate, whose internal roughness parameters increased by an order of magnitude with respect to the external ones, but remained inferior to those of the coated substrates. On the contrary, the values of the roughness parameters were slightly reduced in the case of PEEK-based coatings, resulting in smoother surfaces at the interior of the grooves, an effect that was more notable for NC-2. Smoothness of surface asperities without material removal is the first damage mechanism that occurs for all materials in a process denominated mar, and it is consequence of a small amount of plastic deformation provoked by the stylus tip compression [23].
The discontinuity between coating and substrate properties leads to scratch damage mechanisms that totally differ from the bulk material [56]. Therefore, to shed light on the damage mechanisms of the tested surfaces, the grooves left by the stylus tip were further analyzed. The morphologies of the grooves are presented in more detail for the PEEK-based coatings in the SEM micrographs and confocal images in Fig. 8. The SEM micrographs at the left and center were recorded in backscatter and secondary electron mode, respectively. (The scale bar represents 25 µm.) For the PEEK-C tested area, wear debris are found, in Fig. 8a–c, indicating that the scratch damage was beyond the mar mechanism. The selected area of the PEEK spherulite in Fig. 8a is displayed in Fig. 9a, where microcracks are observed, and the damage mechanism is attributed to a process of ductile plowing and edge crack formation. The SEM micrograph in Fig. 9a shows that the direction of the cracks coincides with the direction of the PEEK morphology. Both crack propagation through the spherulite interior and intra-spherulitic cracking for bulk PEEK have been scarcely discussed in the current literature [47], and it is the first time that it is reported in the scratch testing of PEEK coatings obtained by EPD.

At the left and middle, SEM micrographs of the PEEK-C and PEEK/RGO nanocomposites NC-1, NC-2, and NC-3 after scratch test. (The scale bar corresponds to 25 µm.) At the right, CSLM images of the tested surfaces. The SEM micrographs at the left and middle were recorded in backscatter and secondary electron mode, respectively

Morphology of the groove caused by the stylus tip on the surface of a PEEK-C, b NC-1, c NC-2, and d NC-3. The scale bar corresponds to 1 µm
The incorporation of the nanosheets in the PEEK matrix provoked notable changes in the surface texture and crystalline phase features [10, 11]. Along with a dendritic PEEK morphology and a large-scale nanosheet co-continuous structure, irregular domains were observed that are related to the electrophoretic deposition of PEEK particles that were wrapped by the nanosheets, in Fig. 10a, which contributed significantly to variations in the surface texture by developing a random-bumpy surface texture, in Fig. 10b. The relation between surface texture and scratch resistance of polymers is complex, and only a few reports have focused on this. Surface texture is able to redistribute the stress–strain state by concentrating the exerted load over a tiny superficial area, triggering damage mechanisms [23, 24]. In this case, the irregular PEEK domains developed were compressed and eventually flattened, resulting in a smoothing of the tested surface. The high stresses that could be reached during the scratch test led to plastic deformation and early cracking. In Fig. 8K, deformed irregular domains at the interior of the groove are compared with those laying outside of the tested area. It can be observed that the dimensions of these morphologies are of a similar order and microcracks can be seen around the deformed irregular domains. Regarding the latter, it is worthwhile to highlight that the nanosheets appear to envelop the irregular domains; thus, the damage mechanism could be associated not only to the high stress levels, but also to the low interlayer strength between carbon nanosheets. On the other hand, transversal microcracks can be identified that occurred only at the interior of the scratch, in Fig. 8d–l, following semicircular trajectories related to a conformal cracking damage mechanism [48]. These transversal microcracks are related to the tensile bending moments in the coating that result from the coating being pushed down underneath the stylus tip during the scratch test [48]. Another important characteristic is that an increment in the RGO concentration favors the density of microcracks around the deformed irregular domains and transversal microcracks. This is corroborated by comparing the tangential force (Ft) for the nanocomposite coatings, in Fig. 6c–e, as damage mechanisms are linked to material resistance and an additional increase in frictional force [56]. After the scratch length of 0.5 µm, the variation of the average µk value remains small and similar for all the PEEK/RGO coatings. Nonetheless, the Ft value increases at slightly higher ratio for the NC-3 coating.

Morphologies (a) and random-bumpy surface texture b developed in PEEK/RGO nanocomposite coatings due to the presence of the nanosheets
Other damage mechanisms that could play a key role in PEEK/RGO nanocomposite coatings are those related to RGO wrinkles and the dendritic PEEK morphology. RGO wrinkles of diverse sizes and a large-scale nanosheet co-continuous structure are shown in Fig. 9d. Wrinkled structures can significantly reduce the load-bearing capacity of carbon nanosheets, favoring the damage initiation in the direction parallel to the wrinkles [57]. On the other hand, the dendritic PEEK morphology corresponds to thin layers of transcrystalline polymeric material that promotes anisotropy. In this respect, the elastic modulus has two important but conflicting roles in scratch resistance [23]. Therefore, the dendritic morphology of PEEK could modify up to a certain point the scratch performance of PEEK/RGO. Figure 8d, g and j shows that relation between the PEEK dendritic morphology and RGO content, whereas Fig. 9b, c illustrates the large plastic deformations that the dendritic morphology undergoes during the scratch test. By considering all the mechanisms described above and their interaction, the damage mechanism of PEEK/RGO is clearly a highly complex phenomenon that requires further analysis.
Conclusions
The thermal stability and degradation, near-to-surface mechanical properties, scratch resistance, and scratch damage mechanisms of PEEK/RGO nanocomposite coatings were characterized and discussed in detail. The incorporation of RGO modified the thermal stability and degradation of PEEK. In this context, the thermal stability was reduced and was nearly linearly dependent on the nanosheet content. Furthermore, while RGO varied the temperature of maximum degradation rate, it significantly contributed to reduce the weight loss rate. However, it was found that the incorporation of the nanosheets does not negatively affect the polymeric matrix during the processing.
Considerable changes to the near-to-surface properties were observed on the addition of RGO. The reduction of the elastic modulus and hardness was related to anisotropy promoted by the PEEK transcrystallization and to the increase in defects induced by the interlayer strength between carbon nanosheets in the large multilayered nanosheet structures that were formed during the EPD process.
With regard to the scratch performance, cracks coinciding with the direction of the crystalline phase morphology were found for PEEK-C, which could be attributed to the interior of the spherulitic structure. On the other hand, the presence of the nanosheets could reshape the surface roughness of PEEK/RGO, developing surface textures that modify the stylus tip–surface interaction and scratch damage mechanisms. The irregular domains that were initially wrapped by the nanosheets induced high stress levels and microcracks that could be derived from the low interlayer strength between carbon nanosheets. Additionally, transversal microcracks, which occurred at the interior of the scratch and followed semi-circular trajectories, were indicative of a conformal cracking damage mechanism. Because of other damage mechanisms related to the RGO, wrinkles and dendritic PEEK morphology could coexist with those mentioned above, demonstrating that the damage mechanism of PEEK/RGO nanocomposite coatings is a highly complex phenomenon that requires further analysis.
Data and code availability
Not applicable.
References
Kurtz SM (2012) Chapter 1—an overview of PEEK biomaterials. In: Kurtz SM (ed) PEEK biomaterials Handbook. William Andrew Publishing, Oxford, pp 1–7
Kurtz SM (2012) Chapter 6—chemical and radiation stability of PEEK. In: Kurtz SM (ed) PEEK biomaterials Handbook. William Andrew Publishing, Oxford, pp 75–79
Sobieraj MC, Rimnac CM (2012) Chapter 5—fracture, fatigue, and notch behavior of PEEK. In: Kurtz SM (ed) PEEK biomaterials Handbook. William Andrew Publishing, Oxford, pp 61–73
Wypych G (2012) PEKK polyetherketoneketone. In: Wypych G (ed) Handbook of polymers. Elsevier, Oxford, pp 367–369
Babrauskas V, Fuoco R, Blum A (2014) Chapter 3—flame retardant additives in polymers: When do the fire safety benefits outweigh the toxicity risks? In: Papaspyrides CD, Kiliaris P (eds) Polymer green flame retardants. Elsevier, Amsterdam, pp 87–118
Sampaio M, Buciumeanu M, Henriques B, Silva FS, Souza JC, Gomes JR (2016) Tribocorrosion behavior of veneering biomedical PEEK to Ti6Al4V structures. Mech Behav Biomed Mater 54:123–130. https://doi.org/10.1016/j.jmbbm.2015.09.010
Corni I, Ryan MP, Boccaccini AR (2008) Electrophoretic deposition: from traditional ceramics to nanotechnology. J Eur Ceram Soc 28(7):1353–1367
Zhitomirsky D, Roether JA, Boccaccini AR, Zhitomirsky I (2009) Electrophoretic deposition of bioactive glass/polymer composite coatings with and without HA nanoparticle inclusions for biomedical applications. J Mater Process Technol 209(4):1853–1860
Dickerson JH, Boccaccini AR (eds) (2012) Electrophoretic deposition of nanomaterials. Springer, New York
González-Castillo EI, Costantini T, Shaffer MSP, Boccaccini AR (2020) Nanocomposite coatings obtained by electrophoretic co-deposition of poly(etheretherketone)/graphene oxide suspensions. J Mater Sci 55:8881–8889. https://doi.org/10.1007/s10853-020-04632-4
González-Castillo EI, Žitňan M, Torres Y, Shuttleworth PS, Galusek D, Ellis G, Boccaccini AR (2022) Relation between chemical composition, morphology, and microstructure of poly(etheretherketone)/reduced graphene oxide nanocomposite coatings obtained by electrophoretic deposition. J Mater Sci 57:5839–5854. https://doi.org/10.1007/s10853-022-06995-2
Compton OC, Nguyen ST (2010) Graphene oxide, highly reduced graphene oxide, and graphene: versatile building blocks for carbon-based materials. Small 6(6):711–723
Smith AT, LaChance AM, Zeng S, Liu B, Sun L (2019) Synthesis, properties, and applications of graphene oxide/reduced graphene oxide and their nanocomposites. Nano Mater Sci 1(1):31–47
González FJ, González-Castillo EI, Peña A, Avalos Belmontes F (2022) Nanofillers and nanomaterials for green based nanocomposites. In: Avalos Belmontes F, González FJ, López Manchado MA (eds) Green-based nanocomposite materials and applications. Springer, Cham, p 490
Geim AK, Novoselov KS (2007) The rise of graphene. Nat Mater 6:183
Compton OC, Nguyen ST (2010) Graphene oxide, highly reduced graphene oxide, and graphene: versatile building blocks for carbon-based materials. Small 6(6):711–723. https://doi.org/10.1002/smll.200901934
Zhu Y, Murali S, Cai W, Li X, Suk JW, Potts JR, Ruoff RS (2010) Graphene and graphene oxide: synthesis, properties, and applications. Adv Mater 22(35):3906–3924
Gómez-Navarro C, Meyer JC, Sundaram RS, Chuvilin A, Kurasch S, Burghard M, Kern K, Kaiser U (2010) Atomic structure of reduced graphene oxide. Nano Lett 10(4):1144–1148
Sanes J, Sánchez C, Pamies R, Avilés M-D, Bermúdez M-D (2020) Extrusion of polymer nanocomposites with graphene and graphene derivative nanofillers: an overview of recent developments. Materials 13(3):549
Waddon AJ, Hill MJ, Keller A (1987) On the crystal texture of linear polyaryls (PEEK, PEK and PPS). J Mater Sci 22:1773
Cho K, Kim D, Yoon S (2003) Effect of substrate surface energy on transcrystalline growth and its effect on interfacial adhesion of semicrystalline polymers. Macromolecules 36(20):7652–7660
Jiang H, Lim GT, Reddy JN, Whitcomb JD, Sue HJ (2007) Finite element method parametric study on scratch behavior of polymers. J Polym Sci, Part B: Polym Phys 45(12):1435–1447
Barr CJ, Wang L, Coffey JK, Daver F (2017) Influence of surface texturing on scratch/mar visibility for polymeric materials: a review. J Mater Sci 52(3):1221–1234
Gao W, Wang L, Coffey JK, Wu H, Daver F (2021) Finite Element Modelling and Experimental Validation of Scratches on Textured Polymer Surfaces. Polymers 13(7):1022. https://doi.org/10.3390/polym13071022. (2073-4360 (Electronic))
Jonas A, Legras R (1991) Thermal stability and crystallization of poly(aryl ether ether ketone). Polymer 32(15):2691–2706
Schaefer DW, Justice RS (2007) How nano are nanocomposites? Macromolecules 40(24):8501–8517
Fu S-Y, Feng X-Q, Lauke B, Mai Y-W (2008) Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos B Eng 39(6):933–961
Victrex. 10-step guide for VICOTE coatings 700 series. https://www.victrex.com/-/media/downloads/technicalguides/victrex_vicote-700-series-10-step-us.pdf. Accessed 16 Jun 2023
Victrex. VICOTE 701, 702, 703, 704 and 705 powder coatings. https://www.victrex.com/-/media/downloads/datasheets/vicote-700-705-data-sheet———3_23.pdf. Accessed 16 Jun 2023
T.M.U. Ltd (2018) Stainless steel 316L 1.4404. https://www.thyssenkrupp-materials.co.uk/stainless-steel-316l-14404.html
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7(6):1564–1583
Briscoe BJ, Fiori L, Pelillo E (1998) Nano-indentation of polymeric surfaces. J Phys D Appl Phys 31(19):2395–2405
Zhang H (2004) Fire-safe polymers and polymer composites. US Department of Transport. Federal Aviation Administration
Patel P, Hull TR, McCabe RW, Flath D, Grasmeder J, Percy M (2010) Mechanism of thermal decomposition of poly(ether ether ketone) (PEEK) from a review of decomposition studies. Polym Degrad Stab 95(5):709–718
Martínez-Gómez A, Quiles-Díaz S, Enrique-Jimenez P, Flores A, Ania F, Gómez-Fatou MA, Salavagione HJ (2018) Searching for effective compatibilizing agents for the preparation of poly(ether ether ketone)/graphene nanocomposites with enhanced properties. Compos A Appl Sci Manuf 113:180–188
Naffakh M, Ellis G, Gomez MA, Marco C (1999) Thermal decomposition of technological polymer blends. 1. Poly(aryl ether ether ketone) with a thermotropic liquid crystalline polymer. Polym Degrad Stab 66:405–413
Chrissafis K, Bikiaris D (2011) Can nanoparticles really enhance thermal stability of polymers? Part I: An overview on thermal decomposition of addition polymers. Thermochim Acta 523(1):1–24
Bikiaris D (2011) Can nanoparticles really enhance thermal stability of polymers? Part II: An overview on thermal decomposition of polycondensation polymers. Thermochim Acta 523(1):25–45
Patel P, Stec AA, Hull TR, Naffakh M, Diez-Pascual AM, Ellis G, Safronava N, Lyon RE (2012) Flammability properties of PEEK and carbon nanotube composites. Polym Degrad Stab 97(12):2492–2502
Rashidi AR, Wahitb MU, Abdullah MR, Kadird MRA (2015) Polyetheretherketone/hydroxyapatite biocomposites compounded via nano-mixer single screw extruder: thermal and characterization. J Teknol (Sci Eng) 76(3):7–11
Besra L, Liu M (2007) A review on fundamentals and applications of electrophoretic deposition (EPD). Prog Mater Sci 52(1):1–61
Iqbal T, Briscoe BJ, Yasin S, Luckham PF (2013) Nanoindentation response of poly(ether ether ketone) surfaces—a semicrystalline bimodal behavior. J Appl Polym Sci 130(6):4401–4409
Iqbal T, Briscoe BJ, Yasin S, Luckham PF (2014) Nanosurface mechanical properties of polymers based on continuous stiffness indentation. J Macromol Sci, Part B 53(9):1522–1532
Klapperich C, Komvopoulos K, Pruitt L (2000) Nanomechanical properties of polymers determined from nanoindentation experiments. J Tribol 123(3):624–631
Flores A, Salavagione HJ, Ania F, Martínez G, Ellis G, Gómez-Fatou MA (2015) The overlooked role of reduced graphene oxide in the reinforcement of hydrophilic polymers. J Mater Chem C 3(6):1177–1180
Deslandes Y, Rosa EA, Brisse F, Meneghini T (1991) Correlation of microhardness and morphology of poly(ether-ether-ketone) films. J Mater Sci 26(10):2769–2777
Chu J, Schultz J (1989) The influence of microstructure on the failure behaviour of PEEK. J Mater Sci 24:4538–4544
Burnett PJ, Rickerby DS (1987) The relationship between hardness and scratch adhession. Thin Solid Films 154(1):403–416
Baltá Calleja FJ (1985) Microhardness relating to crystalline polymers. In: Kaush HH, Zachman HG (eds) Characterization of polymers in the solid state I: part A: NMR and other spectroscopic methods part B: mechanical methods. Springer, Berlin, Heidelberg, pp 117–148
van Dommelen JAW, Brekelmans WAM, Baaijens FPT (2003) Micromechanical modeling of particle-toughening of polymers by locally induced anisotropy. Mech Mater 35(9): 845–863
Abdullah SI, Ansari MNM (2015) Mechanical properties of graphene oxide (GO)/epoxy composites. HBRC J 11(2):151–156
W. Li, H.J. Sim, H. Lu, H. Cao, Y. Chen, P. Xiao, Effect of reduced graphene oxide on the mechanical properties of rGO/Al2O3 composites, Ceramics International (2022).
Sangermano M, Messori M (2010) Scratch resistance enhancement of polymer coatings. Macromol Mater Eng 295(7):603–612
Gauthier C, Lafaye S, Schirrer R (2001) Elastic recovery of a scratch in a polymeric surface: experiments and analysis. Tribol Int 34(7):469–479
Briscoe BJ, Pelillo E, Sinha SK (1996) Scratch hardness and deformation maps for polycarbonate and polyethylene. Polym Eng Sci 36(24):2996–3005
Jiang H, Browning R, Whitcomb JD, Ito M, Shimouse M, Chang TA, Sue HJ (2010) Mechanical modeling of scratch behavior of polymeric coatings on hard and soft substrates. Tribol Lett 37(2):159–167
Huang Z, Chen S, Lin Q, Ji Z, Gong P, Sun Z, Shen B (2021) Microscopic mechanisms behind the high friction and failure initiation of graphene wrinkles. Langmuir 37(22):6776–6782
Acknowledgements
Eduin I. González-Castillo gratefully acknowledges the National Council of Science and Technology (CONACYT, Mexico) for the postdoctoral scholarship (Reference: 239274) to conduct his project. Yadir Torres expresses his gratitude to the Ministry of Science and Innovation of Spain (grant PID2019-109371GB-I00). Arturo E. Aguilar-Rabiela acknowledges the Deutscher Akademischer Austauschdienst (DAAD) for the funding (Ref. No. 91801820). Peter S. Shuttleworth and Gary Ellis gratefully acknowledge the Ministry of Science and Innovation of Spain (Grant: PID2020-117573GB-I00) funded by MCIN/AEI/.13039/501100011033 and by the “European Union Next Generation EU/PRTR.” We thank Prof. Milo Shaffer (Imperial College London, UK) for fruitful discussions at the start of this project.
Funding
Open access funding provided by The Ministry of Education, Science, Research and Sport of the Slovak Republic in cooperation with Centre for Scientific and Technical Information of the Slovak Republic.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Ethical approval
Not applicable.
Additional information
Handling Editor: Mohammad Naraghi.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
{kind=link}
Cite this article
González-Castillo, E.I., Torres, Y., González, F.J. et al. Thermal and tribo-mechanical properties of high-performance poly(etheretherketone)/reduced graphene oxide nanocomposite coatings prepared by electrophoretic deposition. J Mater Sci 58, 10370–10388 (2023). https://doi.org/10.1007/s10853-023-08686-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08686-y