
Abstract
Grain boundary engineering (GBE) is one of the most successful processing strategies to improve the properties of polycrystalline solids. However, the extensive thermomechanical processes involved during GBE restrict its use to selected applications and materials. In this viewpoint paper, we discuss the opportunity provided by additive manufacturing (AM) technology to broaden the applicability of the GBE paradigm and, consequently, the design space for engineering materials. By integrating specially-designed thermomechanical processing within AM, it would be possible to produce bulk, near-net-shape parts with complex geometry and GBE microstructure. We discuss the major challenges in this endeavor and propose some possible strategies to achieve this goal, which we refer to as “additive-GBE”.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
The promise of grain boundary engineering
Amongst the many processing strategies that have been conceived to improve the properties of polycrystalline materials, grain boundary engineering (GBE) deserves a special mention. By manipulating a small fraction of the atoms in the solid—namely, those which are located at grain boundaries (GBs)—GBE leads to dramatic changes in properties [1, 2], including ductility [3], fatigue [4], creep [5], hydrogen embrittlement [6, 7], and corrosion behavior [8].
GBE involves applying a sequence of thermomechanical processes to a target material, which typically consist of cyclic plastic deformation and high temperature treatments (Fig. 1). As such, GBE is a prototypical metal processing strategy, much like those employed in ancient times to improve the strength of metal alloys. The resulting microstructure exhibits a significantly different distribution of GBs, with higher fractions of low energy GBs [9, 10]. The change in the GB character distribution, which can be thought of as a “survival of the fittest”, is the result of microstructure recovery and recrystallisation upon heat treatment [10, 11]. During recrystallisation, new, strain free grains nucleate and grow into the surrounding microstructure, reducing the stored energy which was introduced through the mechanical deformation step in GBE. As these grains grow, they promote the formation of new GBs. Amongst those, low energy GBs tend to remain in the recrystallized microstructure because they typically exhibit reduced mobility [12, 13].

Schematic of conventional grain boundary engineering
In materials that are characterized by a low-stacking fault energy, GBE yields recrystallized microstructures with copious coherent twin boundaries (TBs). Owing to their perfect atomic registry, coherent TBs have the lowest energy and the highest thermal stability amongst all GBs. As such, they are frequently observed in recrystallized microstructures and may survive the multiple strain-annealing cycles during GBE [14, 15]. Coherent TB formation is associated with stacking sequence errors that occur during GB migration upon recrystallisation [16,17,18]. It follows that, as a recrystallized grain grows, multiple coherent TBs can form. These highly twinned grain clusters disrupt the connectivity of general, high-energy GBs, improving the GB-governed properties of the material. Besides coherent TBs, GBE may promote the formation of other low-energy GBs, including incoherent TBs and other twin-related GBs. These GBs form as different twinned grain clusters coalesce and interact with one another throughout the repeated strain-annealing cycles in GBE [13].
The concept of GBE was initially proposed by Watanabe et al. in the 1980s [19], convincingly demonstrated by Palumbo et al. on a variety of metal alloys a decade later [3, 5, 20, 21], and widely explained by Randle et al. in the 2000s [12, 13, 22, 23]. Since then, GBE has proliferated into a myriad of different adaptations and has been applied to a broad range of materials [8, 20, 23, 24], including non-metals [25, 26]. Despite the intense research and large number of success stories, however, very few modern industrial applications employ GBE materials [27, 28].
What limits the broad application of GBE?
One of the possible reasons why GBE is not employed ubiquitously in industry is the limited flexibility on part geometry that it provides. Because of the large plastic strain required to trigger recrystallisation, GBE materials generally come in the form of sheets or tubes [29], as a result of the mechanical processes chosen to yield uniform and controlled deformation (e.g., rolling [30], drawing [31] and equal-channel angular pressing [32]). Thereafter, these materials require additional machining or forming to be shaped into a final product. When combined with the thermomechanical treatments required for GBE, the entire manufacturing process becomes time- and cost-intensive. Moreover, the range of parts that can be produced by sheet or wire forming is limited. For these reasons, GBE is not applied to bulk, three-dimensional (3-D) parts or components with intricate geometries. In these cases, the common practice is to rely on surface or coating technologies to minimize intergranular degradation, especially at high temperature and in corrosive environments [33].
Another drawback of GBE is the negative impact it has on materials strength, which is one of the main criteria when designing metals and metal alloys for structural applications. Since GBE relies on recovery and recrystallisation, the resulting polycrystals exhibit low densities of dislocations and low-angle GBs, as well as grains made larger by the heat treatment. Thus, the material loses both strain- and GB-hardening. Only rarely have researchers claimed an increase in material strength upon GBE. This trade-off between strength and other GB-controlled properties further restricts the application of GBE strategies to the surface of engineering components to avoid affecting the material’s bulk strength [34, 35].
Revamping GBE through additive manufacturing
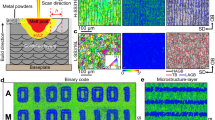
Additive manufacturing (AM) is regarded as a disruptive technology owing to its unique capability of producing bulk, near-net-shape parts by stacking layers of material into complex 3-D geometries. The unprecedented design freedom provided by AM offers many advantages over traditional manufacturing routes, including part count reduction [36], incorporation of intricate internal channels and chambers [37, 38], and improved strength-to-weight ratio of structural components [39, 40]. Beside these geometry-enabled advances in part design, AM opens many new opportunities for a microstructure-based design of materials [41]. The layerwise nature of the process, in fact, makes it possible to apply materials processing strategies—such as GBE—directly on individual layers as parts are produced (Fig. 2). The benefit of a layerwise GBE, which we refer to as additive-GBE (A-GBE), is that it would enable the direct production of bulk metal parts with both GBE microstructure and near-net-shape, topology-optimized geometry. As a result, A-GBE parts could be endowed with lightweight and enhanced resistance to intergranular degradation. This strategy could also be more energy- and cost-effective compared to conventional GBE, owing to the reduced temperature and mechanical deformation required to activate recrystallisation on each layer, as opposed to the entire part.

Conceptual schematic of “additive grain boundary engineering”
Some early studies have explored the possibility of processing materials using hybrid manufacturing approaches, which concurrently combine additive technologies with tooling to do mechanical work on the build [42]. Some notable examples include in-line rolling [43, 44] and forging [45] to refine the microstructure in directed energy deposition (DED) processes, or in-situ laser or shot peening [46, 47] to produce compressive stresses and raise the strain energy in materials produced by laser powder bed fusion (LPBF). The first strategy is restricted to AM parts that tolerate low dimensional accuracy, since the repeated deformation may change the build geometry substantially. The second overcomes this limitation but may only lead to partial recrystallisation of the material due to the relatively shallow depth of the deformation zone.
Another possible approach is to leverage the inherent strain energy formed during AM to activate microstructure recrystallisation, especially in additive processes that involve melting of the material feedstock, such as LPBF and DED. Because of the highly localized melting, steep thermal gradients, rapid cooling rates, and repeated thermal expansion and shrinkage cycles, materials produced by these processes exhibit highly non-equilibrium microstructures containing copious dislocation densities [48,49,50], deformation-induced defects [51], and large residual stress [52, 53]. All these features raise the driving force for recrystallisation [54, 55], which may be activated via post-production heat treatments. Indeed, parts produced by fusion-based AM are routinely heat treated to relieve residual stresses and to homogenize the microstructure [56, 57]. However, microstructure recrystallisation in most of these materials only occurs after exposing them to very high temperatures for long times [58, 59]. The shortcoming of these extensive heat treatments is that they may coarsen the microstructure and even yield the formation of unwanted phases, which would impart below-average mechanical performance to the alloy.
While the abovementioned studies delineate a pathway towards A-GBE, we are still far from devising a systematic and robust A-GBE strategy. The major challenge is to produce the necessary energy required to activate recrystallisation without compromising the geometry of the build or introducing detrimental residual strains which could lead to part failure [60, 61]. In the following sections, we discuss alternative routes that could lead to A-GBE as well as some intriguing applications of it. We believe that both aspects will be the focus of intense research in this field in the near future.
An outlook on A-GBE in fusion-based AM
It should be noted that the density of coherent TBs and other twin-related GBs—hereafter generally referred to as TBs—in parts produced by AM is very limited in general [48, 51, 62]. Thus, A-GBE must rely on recrystallisation. As mentioned in the foregoing sections, it may be possible to activate recrystallisation and promote the formation of copious TBs by tailoring the non-equilibrium microstructure imparted by AM (and more specifically fusion-based AM). As many other phenomena that underpin the formation of materials and the evolution of their microstructure, recrystallisation requires a driving force and heat to overcome an energy barrier. In other words, the propensity of a material to undergo recrystallisation depends on how much strain energy is stored in the microstructure and how easy it is for new, recrystallized grains to nucleate and grow. In the quest for A-GBE, both aspects may be tuned concurrently through careful selection of AM processing parameters and/or by integrating layerwise mechanical treatments during AM.
Deformation-free A-GBE
Much of the strain energy required for recrystallisation is inherently generated during fusion-based AM. Indeed, the density of geometrically necessary dislocations found in metal alloys produced by LPBF ranges between 1013 m−2 and 1014 m−2 [50, 63]. In theory, this residual strain should be sufficient to activate recrystallization at temperatures compatible with industrial standards [30, 64] without any additional mechanical treatment. In practice, however, most of these AM alloys are thermally stable up to much higher temperatures [58, 65]. This thermal stability stems from the presence of a fine solidification structure, which includes pronounced micro-segregation of solute atoms at cell or dendrite boundaries as a result of constitutional undercooling at the solidification front [62]. This structure hinders the onset and progression of recrystallisation despite the large driving force contained in the microstructure. In a recent work, we have shown how “weakening” this solidification structure by employing AM processing parameters that limit micro-segregation allows for recrystallisation to occur at progressively lower mechanically-induced strain [62].
Another microstructural feature that hinders recrystallization of alloys produced by fusion-based AM is second phase precipitates, such as oxide nanoparticles [66]. These particles are thought to originate from the melting of oxidized contaminants contained in the powder feedstock [67, 68]. Due to the rapid solidification and high cooling rates the material undergoes, these solutionized impurities precipitate and form nano-scale particles. As in the case of micro-segregation, these particles pin GB motion during recrystallisation. By reducing the oxygen contamination level during the AM process (both in the processing chamber environment as well as in the powder feedstock), or by controlling the material’s cooling rate, it should be possible to limit the presence of these nanoparticles or reduce their size substantially; to a point where they would not refrain the growth of recrystallized grains.
While deformation-free A-GBE has yet to be demonstrated, we believe that devising strategies that simultaneously minimize GB pinning while raising the driving force for recrystallisation may prove successful. The latter could be achieved by employing unconventional laser sources [69], or laser processing methodologies [46] that promote higher residual strain in the as-built microstructure. Whatever the approach, a challenge will be to make such strategies scalable. Residual strains could add up and yield failure during production of large-scale parts, such as cracking, delamination, or distortion. Moreover, in these cases it may be more difficult to control the material’s thermal history and thus the solidification structure.
Heat treatment-free A-GBE
Another interesting feature that may facilitate A-GBE in fusion-based AM processes is the intrinsic heat treatment resulting from the repeated melting and solidification of individual layers. As the high-energy source (either a laser or an electron beam) scans the layer, it generates a heat affected zone that starts from the fusion boundary and extends into the solid material surrounding the melt pool [70]. By selecting different processing parameters, the heat affected zone may be tuned to positively affect the microstructure of the solidified material; for instance by triggering phase transformations [71], or activating recrystallisation [51, 72]. Recently, Laleh et al. [73] found high fractions of TBs in the as-built microstructure of stainless steel and attributed this unusual phenomenon to poor heat dissipation during LPBF. Although their GB character distribution is dominated by high-mobility incoherent TBs, their work showcases the possibility to capitalize on the cyclic intrinsic heat treatments to activate dynamic recrystallization or recovery during the AM process. The advantage of this approach is that the parts produced would not require a GBE-specific heat treatment to activate recrystallisation, which would decrease production time and cost. Moreover, dynamic recrystallisation could also mitigate long standing problems related to the large residual stresses found in as-built AM parts [61].
Site-specific A-GBE
Because material and geometry are formed concurrently, point by point, during AM, parts may be produced with dissimilar microstructures using processing parameters that vary site-specifically. When controlled, this microstructure heterogeneity may impart additional functionalities to the build and have positive effects over parts performance. Some notable examples of this strategy can be found in the realm of surface engineering [74] or thin films technology [75], where such a heterogeneity can produce additional strengthening mechanisms and even help overcome the strength-ductility trade-off in metallic materials [76,77,78]. These “microstructure architectures”, however, are typically restricted to small scale materials because of the limitations associated with the respective manufacturing processes. With AM, these microstructure designs may be extended to bulk materials containing site-specific textures [41], directional solidification structures [79], dissimilar grain structures [80], composition gradients [81], and multiple phases [71]. In the context of A-GBE, site-specific microstructure control could be used to engineer the density of nucleation sites for recrystallisation across the build—for instance by selectively weakening the solidification structure. A low nucleation density would lead to the growth of large twin-related grain clusters separated by a sparse and disconnected network of high-angle GBs [82]. These high TB-density microstructures could exhibit properties comparable to those of materials that undergo several strain-annealing cycles following conventional GBE processes.
By controlling these microstructural features site-specifically, A-GBE could also enable the production of materials that integrate completely different GB character distributions [72], which would be impossible to attain via conventional GBE routes. One possible approach to achieve this goal is to tune the thermal stability of metal alloys site-specifically to alternate between regions that undergo recrystallisation and regions that do not. Alternatively, mechanical work could be applied only on specific regions of the build during hybrid manufacturing processes [72]. One benefit these microstructures could bring is to overcome the trade-off between enhanced GB-controlled properties and material strength in GBE materials. By designing the optimum fraction of recrystallized (i.e., soft) and non-recrystallized (i.e., hard) microstructures as well as their spatial distribution, parts could be made with high corrosion resistance and high strength at locations that best suit the constraints imposed by the target applications. We believe that these designs could be of interest for applications that require engineering alloys to operate in harsh environments.
Beyond twin-related GBE
This viewpoint focuses on TB-related GBE. However, TB multiplication through recrystallisation is restricted to materials with low stacking fault energy. While many engineering alloys fall under this category, including nickel, iron, and titanium alloys, others such as aluminum alloys are excluded from it. However, there are other types of GBs which could improve the properties of polycrystalline solids. For instance, some recent studies pinpointed the beneficial effects of low-angle GBs on intergranular corrosion of aluminum alloys [83,84,85] and on the strength of stainless steel [86, 87]. The possibility offered by AM to control the crystallographic texture and local crystallographic misorientation [41] in the build opens the path to tailoring the occurrence of different types of GBs to improve the properties of any material. Moreover, this capability would significantly expand the design space of A-GBE materials to include alloys with site-specific regions dominated by high- or low-angle GBs arbitrarily distributed across the build.
Besides controlling the character distribution of GBs, AM may be pivotal to engineer their chemical composition, which provides an additional route to enhancing GB-governed properties of polycrystals. Raabe et al. [88] demonstrated that solute segregation at GBs may improve boundary cohesion, lower the boundary energy, and even promote local phase transformations. Manipulation of GB segregation during AM has been shown effective at mitigating hot cracking in nickel-based superalloy [89] and high entropy alloys [90]. These strategies involve, for instance, designing novel AM alloys that contain solute elements with low solute solubility and high strengthening power [91], or adjusting the AM process parameters to manipulate the cooling rate and thus tailor the GB segregation level [92, 93].
For now, the materials that may be produced via these unconventional processing routes may not have obvious applications or functionalities that can be easily envisaged. However, it is only a matter of time before researchers in academia and industry start considering how to capitalize on these untapped opportunities to address the problems of tomorrow.
References
Watanabe T (2011) Grain boundary engineering: historical perspective and future prospects. J Mater Sci 46(12):4095–4115. https://doi.org/10.1007/s10853-011-5393-z
Johnson OK, Li L, Demkowicz MJ, Schuh CA (2015) Inferring grain boundary structure–property relations from effective property measurements. J Mater Sci 50(21):6907–6919. https://doi.org/10.1007/s10853-015-9241-4
Lehockey EM, Palumbo G, Aust KT, Erb U, Lin P (1998) On the role of intercrystalline defects in polycrystal plasticity. Scripta Mater 39(3):341–346. https://doi.org/10.1016/S1359-6462(98)00173-0
Gao Y, Ritchie RO, Kumar M, Nalla RK (2005) High-cycle fatigue of nickel-based superalloy ME3 at ambient and elevated temperatures: Role of grain-boundary engineering. Metall Mater Trans A 36(12):3325–3333. https://doi.org/10.1007/s11661-005-0007-5
Lehockey EM, Palumbo G (1997) On the creep behaviour of grain boundary engineered nickel 1. Mater Sci Eng A 237(2):168–172. https://doi.org/10.1016/S0921-5093(97)00126-3
Bechtle S, Kumar M, Somerday BP, Launey ME, Ritchie RO (2009) Grain-boundary engineering markedly reduces susceptibility to intergranular hydrogen embrittlement in metallic materials. Acta Mater 57(14):4148–4157. https://doi.org/10.1016/j.actamat.2009.05.012
Seita M, Hanson JP, Gradecak S, Demkowicz MJ (2015) The dual role of coherent twin boundaries in hydrogen embrittlement. Nat Commun 6:6164. https://doi.org/10.1038/ncomms7164
Shimada M, Kokawa H, Wang ZJ, Sato YS, Karibe I (2002) Optimization of grain boundary character distribution for intergranular corrosion resistant 304 stainless steel by twin-induced grain boundary engineering. Acta Mater 50(9):2331–2341. https://doi.org/10.1016/S1359-6454(02)00064-2
Randle V, Owen G (2006) Mechanisms of grain boundary engineering. Acta Mater 54(7):1777–1783. https://doi.org/10.1016/j.actamat.2005.11.046
Kumar M, King WE, Schwartz AJ (2000) Modifications to the microstructural topology in f.c.c. materials through thermomechanical processing. Acta Materialia 48 (9):2081–2091. https://doi.org/10.1016/S1359-6454(00)00045-8
Wang W, Brisset F, Helbert AL, Solas D, Drouelle I, Mathon MH, Baudin T (2014) Influence of stored energy on twin formation during primary recrystallization. Mater Sci Eng A 589:112–118. https://doi.org/10.1016/j.msea.2013.09.071
Randle V (2004) Twinning-related grain boundary engineering. Acta Mater 52(14):4067–4081. https://doi.org/10.1016/j.actamat.2004.05.031
Randle V (1999) Mechanism of twinning-induced grain boundary engineering in low stacking-fault energy materials. Acta Mater 47(15):4187–4196. https://doi.org/10.1016/S1359-6454(99)00277-3
Randle V, Davies H (2002) Evolution of microstructure and properties in alpha-brass after iterative processing. Metall Mater Trans A 33(6):1853–1857. https://doi.org/10.1007/s11661-002-0193-3
Rohrer GS, Randle V, Kim C-S, Hu Y (2006) Changes in the five-parameter grain boundary character distribution in α-brass brought about by iterative thermomechanical processing. Acta Mater 54(17):4489–4502. https://doi.org/10.1016/j.actamat.2006.05.035
Carpenter HCH, Tamura S (1926) The formation of twinned metallic crystals. Proc R Soc Lond Ser A Contain Pap Math Phys Char 113(763):161–182. https://doi.org/10.1098/rspa.1926.0144
Mahajan S, Pande CS, Imam MA, Rath BB (1997) Formation of annealing twins in f.c.c. crystals. Acta Materialia 45 (6):2633–2638. https://doi.org/10.1016/S1359-6454(96)00336-9
Gleiter H (1969) The formation of annealing twins. Acta Metall 17(12):1421–1428. https://doi.org/10.1016/0001-6160(69)90004-2
Watanabe T (1984) An approach to grain boundary design for strong and ductile polycrystals; Duktile Polykristalle hoher Festigkeit durch Einbau geeigneter Korngrenzen. Res mech 11(1):47–84
Palumbo G, King PJ, Aust KT, Erb U, Lichtenberger PC (1991) Grain boundary design and control for intergranular stress-corrosion resistance. Scr Metall Mater 25(8):1775–1780. https://doi.org/10.1016/0956-716X(91)90303-I
Lin P, Palumbo G, Erb U, Aust KT (1995) Influence of grain boundary character distribution on sensitization and intergranular corrosion of alloy 600. Scr Metall Mater 33(9):1387–1392. https://doi.org/10.1016/0956-716X(95)00420-Z
Randle V (2006) ‘Special’ boundaries and grain boundary plane engineering. Scripta Mater 54(6):1011–1015. https://doi.org/10.1016/j.scriptamat.2005.11.050
Kumar M, Schwartz AJ, King WE (2002) Microstructural evolution during grain boundary engineering of low to medium stacking fault energy fcc materials. Acta Mater 50(10):2599–2612. https://doi.org/10.1016/S1359-6454(02)00090-3
Randle V, Coleman M (2009) A study of low-strain and medium-strain grain boundary engineering. Acta Mater 57(11):3410–3421. https://doi.org/10.1016/j.actamat.2009.04.002
Watanabe T, Tsurekawa S (2004) Toughening of brittle materials by grain boundary engineering. Mater Sci Eng, A 387–389:447–455. https://doi.org/10.1016/j.msea.2004.01.140
Krell A, Pippel E, Woltersdorf J, Burger W (2003) Subcritical crack growth in Al2O3 with submicron grain size. J Eur Ceram Soc 23(1):81–89. https://doi.org/10.1016/S0955-2219(02)00072-9
Tan L, Sridharan K, Allen TR (2007) Effect of thermomechanical processing on grain boundary character distribution of a Ni-based superalloy. J Nucl Mater 371(1):171–175. https://doi.org/10.1016/j.jnucmat.2007.05.002
Gabb TP, Telesman J, Garg A, Lin P, Provenzano V, Heard R, Miller HM (2010) Grain Boundary Engineering the Mechanical Properties of Allvac 718Plus™ Superalloy. 7th International Symposium on Superalloy 718 and Derivatives 2010 1:255–269. doi:https://doi.org/10.1002/9781118495223.ch19
Zelinski JA (2005) An evaluation of grain boundary engineering technology and processing scale-up (Master's thesis). Master's thesis, Massachusetts Institute of Technology,
Jones R, Randle V (2010) Sensitisation behaviour of grain boundary engineered austenitic stainless steel. Mater Sci Eng, A 527(16–17):4275–4280. https://doi.org/10.1016/j.msea.2010.03.058
Xia S, Li H, Liu TG, Zhou BX (2011) Appling grain boundary engineering to Alloy 690 tube for enhancing intergranular corrosion resistance. J Nucl Mater 416(3):303–310. https://doi.org/10.1016/j.jnucmat.2011.06.017
Furukawa M, Horita Z, Langdon TG (2005) Processing by equal-channel angular pressing: Applications to grain boundary engineering. J Mater Sci 40(4):909–917. https://doi.org/10.1007/s10853-005-6509-0
Palumbo G, Lehockey EM, Lin P (1998) Applications for grain boundary engineered materials. JOM 50(2):40–43. https://doi.org/10.1007/s11837-998-0248-z
Yang S, Wang ZJ, Kokawa H, Sato YS (2007) Grain boundary engineering of 304 austenitic stainless steel by laser surface melting and annealing. J Mater Sci 42(3):847–853. https://doi.org/10.1007/s10853-006-0063-2
Telang A, Gill AS, Tammana D, Wen X, Kumar M, Teysseyre S, Mannava SR, Qian D, Vasudevan VK (2015) Surface grain boundary engineering of Alloy 600 for improved resistance to stress corrosion cracking. Mater Sci Eng, A 648:280–288. https://doi.org/10.1016/j.msea.2015.09.074
Atzeni E, Salmi A (2012) Economics of additive manufacturing for end-usable metal parts. Int J Adv Manuf Technol 62(9–12):1147–1155. https://doi.org/10.1007/s00170-011-3878-1
Zhang L, Hu Z, Wang MY, Feih S (2021) Hierarchical sheet triply periodic minimal surface lattices: Design, geometric and mechanical performance. Mater Des 209:109931. https://doi.org/10.1016/j.matdes.2021.109931
Li X, Yu X, Zhai W (2021) Additively Manufactured Deformation-Recoverable and Broadband Sound-Absorbing Microlattice Inspired by the Concept of Traditional Perforated Panels. Adv Mater 2104552. https://doi.org/10.1002/adma.202104552
Sercombe TB, Xu X, Challis VJ, Green R, Yue S, Zhang Z, Lee PD (2015) Failure modes in high strength and stiffness to weight scaffolds produced by Selective Laser Melting. Mater Des 67:501–508. https://doi.org/10.1016/j.matdes.2014.10.063
Xu Z, Ha CS, Kadam R, Lindahl J, Kim S, Wu HF, Kunc V, Zheng X (2020) Additive manufacturing of two-phase lightweight, stiff and high damping carbon fiber reinforced polymer microlattices. Addit Manuf 32:101106. https://doi.org/10.1016/j.addma.2020.101106
Sofinowski KA, Raman S, Wang X, Gaskey B, Seita M (2021) Layer-wise engineering of grain orientation (LEGO) in laser powder bed fusion of stainless steel 316L. Addit Manuf 38:101809. https://doi.org/10.1016/j.addma.2020.101809
Sealy MP, Madireddy G, Williams RE, Rao P, Toursangsaraki M (2018) Hybrid Processes in Additive Manufacturing. J Manuf Sci Eng 140(6):060801. https://doi.org/10.1115/1.4038644
Colegrove PA, Donoghue J, Martina F, Gu J, Prangnell P, Hönnige J (2017) Application of bulk deformation methods for microstructural and material property improvement and residual stress and distortion control in additively manufactured components. Scripta Mater 135:111–118. https://doi.org/10.1016/j.scriptamat.2016.10.031
Xu X, Ganguly S, Ding J, Seow CE, Williams S (2018) Enhancing mechanical properties of wire + arc additively manufactured INCONEL 718 superalloy through in-process thermomechanical processing. Mater Des 160:1042–1051. https://doi.org/10.1016/j.matdes.2018.10.038
Li Q, Zhang Y, Chen J, Guo B, Wang W, Jing Y, Liu Y (2021) Effect of ultrasonic micro-forging treatment on microstructure and mechanical properties of GH3039 superalloy processed by directed energy deposition. J Mater Sci Technol 70:185–196. https://doi.org/10.1016/j.jmst.2020.09.001
Kalentics N, Boillat E, Peyre P, Gorny C, Kenel C, Leinenbach C, Jhabvala J, Logé RE (2017) 3D Laser Shock Peening – A new method for the 3D control of residual stresses in Selective Laser Melting. Mater Des 130:350–356. https://doi.org/10.1016/j.matdes.2017.05.083
Book TA, Sangid MD (2016) Evaluation of Select Surface Processing Techniques for In Situ Application During the Additive Manufacturing Build Process. Jom 68(7):1780–1792. https://doi.org/10.1007/s11837-016-1897-y
Wang YM, Voisin T, McKeown JT, Ye J, Calta NP, Li Z, Zeng Z, Zhang Y, Chen W, Roehling TT, Ott RT, Santala MK, Depond PJ, Matthews MJ, Hamza AV, Zhu T (2018) Additively manufactured hierarchical stainless steels with high strength and ductility. Nat Mater 17(1):63–71. https://doi.org/10.1038/nmat5021
Zhang D, Niu W, Cao X, Liu Z (2015) Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater Sci Eng, A 644:32–40. https://doi.org/10.1016/j.msea.2015.06.021
Hu Z, Zhang H, Zhu H, Xiao Z, Nie X, Zeng X (2019) Microstructure, mechanical properties and strengthening mechanisms of AlCu5MnCdVA aluminum alloy fabricated by selective laser melting. Mater Sci Eng, A 759:154–166. https://doi.org/10.1016/j.msea.2019.04.114
Sabzi HE, Li X-H, Zhang C, Fu H, San-Martín D, Rivera-Díaz-del-Castillo PEJ (2022) Deformation twinning-induced dynamic recrystallization during laser powder bed fusion. Scripta Mater 207:114307. https://doi.org/10.1016/j.scriptamat.2021.114307
Levkulich NC, Semiatin SL, Gockel JE, Middendorf JR, DeWald AT, Klingbeil NW (2019) The effect of process parameters on residual stress evolution and distortion in the laser powder bed fusion of Ti-6Al-4V. Addit Manuf 28:475–484. https://doi.org/10.1016/j.addma.2019.05.015
Sabzi HE, Aboulkhair NT, Liang X, Li X-H, Simonelli M, Fu H, Rivera-Díaz-del-Castillo PEJ (2020) Grain refinement in laser powder bed fusion: The influence of dynamic recrystallization and recovery. Mater Des 196:109181. https://doi.org/10.1016/j.matdes.2020.109181
Holland S, Wang X, Fang XY, Guo YB, Yan F, Li L (2018) Grain boundary network evolution in Inconel 718 from selective laser melting to heat treatment. Mater Sci Eng, A 725:406–418. https://doi.org/10.1016/j.msea.2018.04.045
Song B, Dong S, Liu Q, Liao H, Coddet C (2014) Vacuum heat treatment of iron parts produced by selective laser melting: Microstructure, residual stress and tensile behavior. Mater Des 1980–2015(54):727–733. https://doi.org/10.1016/j.matdes.2013.08.085
Yadollahi A, Shamsaei N, Thompson SM, Seely DW (2015) Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater Sci Eng, A 644:171–183. https://doi.org/10.1016/j.msea.2015.07.056
Sangid MD, Book TA, Naragani D, Rotella J, Ravi P, Finch A, Kenesei P, Park J-S, Sharma H, Almer J, Xiao X (2018) Role of heat treatment and build orientation in the microstructure sensitive deformation characteristics of IN718 produced via SLM additive manufacturing. Addit Manuf 22:479–496. https://doi.org/10.1016/j.addma.2018.04.032
Chen X, Li J, Cheng X, Wang H, Huang Z (2018) Effect of heat treatment on microstructure, mechanical and corrosion properties of austenitic stainless steel 316L using arc additive manufacturing. Mater Sci Eng, A 715:307–314. https://doi.org/10.1016/j.msea.2017.10.002
Kong D, Dong C, Ni X, Zhang L, Yao J, Man C, Cheng X, Xiao K, Li X (2019) Mechanical properties and corrosion behavior of selective laser melted 316L stainless steel after different heat treatment processes. J Mater Sci Technol 35(7):1499–1507. https://doi.org/10.1016/j.jmst.2019.03.003
DebRoy T, Wei HL, Zuback JS, Mukherjee T, Elmer JW, Milewski JO, Beese AM, Wilson-Heid A, De A, Zhang W (2018) Additive manufacturing of metallic components – Process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Li C, Liu ZY, Fang XY, Guo YB (2018) Residual Stress in Metal Additive Manufacturing. Procedia CIRP 71:348–353. https://doi.org/10.1016/j.procir.2018.05.039
Gao S, Hu Z, Duchamp M, Krishnan PSSR, Tekumalla S, Song X, Seita M (2020) Recrystallization-based grain boundary engineering of 316L stainless steel produced via selective laser melting. Acta Mater 200:366–377. https://doi.org/10.1016/j.actamat.2020.09.015
Song B, Dong S, Deng S, Liao H, Coddet C (2014) Microstructure and tensile properties of iron parts fabricated by selective laser melting. Opt Laser Technol 56:451–460. https://doi.org/10.1016/j.optlastec.2013.09.017
Parvathavarthini N, Dayal RK, Khatak HS, Shankar V, Shanmugam V (2006) Sensitization behaviour of modified 316N and 316L stainless steel weld metals after complex annealing and stress relieving cycles. J Nucl Mater 355(1):68–82. https://doi.org/10.1016/j.jnucmat.2006.04.006
Kouraytem N, Varga J, Amin-Ahmadi B, Mirmohammad H, Chanut RA, Spear AD, Kingstedt OT (2021) A recrystallization heat-treatment to reduce deformation anisotropy of additively manufactured Inconel 718. Mater Des 198:109228. https://doi.org/10.1016/j.matdes.2020.109228
Aota LS, Bajaj P, Zilnyk KD, Jägle EA, Ponge D, Sandim HRZ, Raabe D (2021) Recrystallization kinetics, mechanisms, and topology in alloys processed by laser powder-bed fusion: AISI 316L stainless steel as example. Materialia 20:101236. https://doi.org/10.1016/j.mtla.2021.101236
Saeidi K, Gao X, Zhong Y, Shen ZJ (2015) Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater Sci Eng, A 625:221–229. https://doi.org/10.1016/j.msea.2014.12.018
Saeidi K, Kvetková L, Lofaj F, Shen Z (2015) Austenitic stainless steel strengthened by the in situ formation of oxide nanoinclusions. RSC Adv 5(27):20747–20750. https://doi.org/10.1039/C4RA16721J
Nassar AR, Reutzel EW (2015) Additive Manufacturing of Ti-6Al-4V Using a Pulsed Laser Beam. Metall and Mater Trans A 46(6):2781–2789. https://doi.org/10.1007/s11661-015-2838-z
Wang T, Zhu YY, Zhang SQ, Tang HB, Wang HM (2015) Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J Alloy Compd 632:505–513. https://doi.org/10.1016/j.jallcom.2015.01.256
Kurnsteiner P, Wilms MB, Weisheit A, Gault B, Jagle EA, Raabe D (2020) High-strength Damascus steel by additive manufacturing. Nature 582(7813):515–519. https://doi.org/10.1038/s41586-020-2409-3
Gao S, Liu R, Huang R, Song X, Seita M (2022) A hybrid directed energy deposition process to manipulate microstructure and properties of austenitic stainless steel. Mater Des 213:110360. https://doi.org/10.1016/j.matdes.2021.110360
Laleh M, Hughes AE, Tan MY, Rohrer GS, Primig S, Haghdadi N (2021) Grain boundary character distribution in an additively manufactured austenitic stainless steel. Scripta Mater 192:115–119. https://doi.org/10.1016/j.scriptamat.2020.10.018
Liu XC, Zhang HW, Lu K (2013) Strain-Induced Ultrahard and Ultrastable Nanolaminated Structure in Nickel. Science 342(6156):337–340. https://doi.org/10.1126/science.1242578
Wu X, Yang M, Yuan F, Wu G, Wei Y, Huang X, Zhu Y (2015) Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc Natl Acad Sci 112(47):14501. https://doi.org/10.1073/pnas.1517193112
Zhu Y, Ameyama K, Anderson PM, Beyerlein IJ, Gao H, Kim HS, Lavernia E, Mathaudhu S, Mughrabi H, Ritchie RO, Tsuji N, Zhang X, Wu X (2021) Heterostructured materials: superior properties from hetero-zone interaction. Mater Res Lett 9(1):1–31. https://doi.org/10.1080/21663831.2020.1796836
Zhu Y, Wu X (2019) Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater Res Lett 7(10):393–398. https://doi.org/10.1080/21663831.2019.1616331
Lu K (2014) Making strong nanomaterials ductile with gradients. Science 345(6203):1455. https://doi.org/10.1126/science.1255940
Tekumalla S, Selvarajou B, Raman S, Gao S, Seita M (2021) The role of the solidification structure on orientation-dependent hardness in stainless steel 316L produced by laser powder bed fusion. Mater Sci Eng A 833:142493. https://doi.org/10.1016/j.msea.2021.142493
Todaro CJ, Easton MA, Qiu D, Zhang D, Bermingham MJ, Lui EW, Brandt M, StJohn DH, Qian M (2020) Grain structure control during metal 3D printing by high-intensity ultrasound. Nat Commun 11(1):142. https://doi.org/10.1038/s41467-019-13874-z
Yeoh YC, Macchi G, Jain E, Gaskey B, Raman S, Tay G, Verdi D, Patran A, Grande AM, Seita M (2021) Multiscale microstructural heterogeneity and mechanical property scatter in Inconel 718 produced by directed energy deposition. J Alloy Compd 887:161426. https://doi.org/10.1016/j.jallcom.2021.161426
Barr CM, Leff AC, Demott RW, Doherty RD, Taheri ML (2018) Unraveling the origin of twin related domains and grain boundary evolution during grain boundary engineering. Acta Mater 144:281–291. https://doi.org/10.1016/j.actamat.2017.10.007
Yan J, Heckman NM, Velasco L, Hodge AM (2016) Improve sensitization and corrosion resistance of an Al-Mg alloy by optimization of grain boundaries. Sci Rep 6(1):26870. https://doi.org/10.1038/srep26870
Orłowska M, Ura-Bińczyk E, Olejnik L, Lewandowska M (2019) The effect of grain size and grain boundary misorientation on the corrosion resistance of commercially pure aluminium. Corros Sci 148:57–70. https://doi.org/10.1016/j.corsci.2018.11.035
Zhang X, Lv Y, Hashimoto T, Nilsson J-O, Zhou X (2021) Intergranular corrosion of AA6082 Al–Mg–Si alloy extrusion: The influence of trace Cu and grain boundary misorientation. J Alloy Compd 853:157228. https://doi.org/10.1016/j.jallcom.2020.157228
Sabzi HE, Hernandez-Nava E, Li X-H, Fu H, San-Martín D, Rivera-Díaz-del-Castillo PEJ (2021) Strengthening control in laser powder bed fusion of austenitic stainless steels via grain boundary engineering. Mater Des 212:110246. https://doi.org/10.1016/j.matdes.2021.110246
Abdi F, Eftekharian A, Huang D, Rebak RB, Rahmane M, Sundararaghavan V, Kanyuck A, Gupta SK, Arul S, Jain V, Hu Y, Nikbin K (2021) Grain boundary engineering of new additive manufactured polycrystalline alloys. Forces Mech 4:100033. https://doi.org/10.1016/j.finmec.2021.100033
Raabe D, Herbig M, Sandlöbes S, Li Y, Tytko D, Kuzmina M, Ponge D, Choi PP (2014) Grain boundary segregation engineering in metallic alloys: A pathway to the design of interfaces. Curr Opin Solid State Mater Sci 18(4):253–261. https://doi.org/10.1016/j.cossms.2014.06.002
Kontis P, Chauvet E, Peng Z, He J, da Silva AK, Raabe D, Tassin C, Blandin J-J, Abed S, Dendievel R, Gault B, Martin G (2019) Atomic-scale grain boundary engineering to overcome hot-cracking in additively-manufactured superalloys. Acta Mater 177:209–221. https://doi.org/10.1016/j.actamat.2019.07.041
Sun Z, Tan X, Wang C, Descoins M, Mangelinck D, Tor SB, Jägle EA, Zaefferer S, Raabe D (2021) Reducing hot tearing by grain boundary segregation engineering in additive manufacturing: example of an AlxCoCrFeNi high-entropy alloy. Acta Mater 204:116505. https://doi.org/10.1016/j.actamat.2020.116505
Thapliyal S, Agrawal P, Agrawal P, Nene SS, Mishra RS, McWilliams BA, Cho KC (2021) Segregation engineering of grain boundaries of a metastable Fe-Mn-Co-Cr-Si high entropy alloy with laser-powder bed fusion additive manufacturing. Acta Mater 219:117271. https://doi.org/10.1016/j.actamat.2021.117271
Shigesato G, Fujishiro T, Hara T (2014) Grain Boundary Segregation Behavior of Boron in Low-Alloy Steel. Metall and Mater Trans A 45(4):1876–1882. https://doi.org/10.1007/s11661-013-2155-3
He XL, Chu YY, Jonas JJ (1989) Grain boundary segregation of boron during continuous cooling. Acta Metall 37(1):147–161. https://doi.org/10.1016/0001-6160(89)90274-5
Acknowledgements
The authors would like to acknowledge the support by the National Research Foundation (NRF) Singapore, under the NRF Fellowship programme (NRF-NRFF2018-05).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: M. Grant Norton.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Seita, M., Gao, S. Broadening the design space of engineering materials through “additive grain boundary engineering”. J Mater Sci 57, 9530–9540 (2022). https://doi.org/10.1007/s10853-022-06886-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-06886-6